
Abstract
All-cellulose composite fibers were produced by electrospinning dispersions containing cellulose acetate (CA) and cellulose nanocrystals (CNCs). Precursor polymer matrices were obtained after dispersion of CA with different degrees of substitution in a binary mixture of organic solvents. The obtained fibers of CA loaded with CNCs had typical widths in the nano- and micro-scale and presented a glass transition temperature of 145 °C. The CA component was converted to cellulose by using alkaline hydrolysis to yield all-cellulose composite fibers that preserved the original morphology of the precursor system. Together with Fourier Transform Infrared Spectroscopy fingerprints the thermal behavior of the all-cellulose composite fibers indicated complete conversion of cellulose acetate to regenerated cellulose. Noticeable changes in the thermal, surface and chemical properties were observed upon deacetylation. Not only the thermal transitions of cellulose acetate disappeared but the initial water contact angle of the web was reduced drastically. Overall, we propose a simple method to produce all-cellulose composite fibers which are expected to display improved thermo-mechanical properties while keeping the unique features of the cellulose polymer.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Materials in the form of nano- and micro-fibers present unique properties when compared to other morphologies mainly due to the high surface area-to-weight ratio, high pore volume, and small pore size [1]. Processing of polymers to obtain nanofibers can be carried out by using methods such as drawing, template assisted synthesis, phase separation, self-assembly, and electrospinning [2–4]. Among these techniques, electrospinning is a versatile technique in terms of its simplicity and relative low-cost. The diameter and morphology of fibers obtained by electrospinning (ES) depend on the process conditions and variables such as polymer concentration and viscosity, net charge density of the solution, applied voltage, distance to the collector, and the type of collector. Furthermore, free electrospun webs present random fiber distribution on the collector, which generate a high surface roughness. Usually, solvent mixtures are used to control solvent evaporation during the electrospinning process, and thus avoid clogging of the spinneret by early solidification of the polymer [5–8]. Fibers produced by electrospinning have shown potential for applications in medicine (tissue engineering, wound dressing, drug delivery and dental and medical implants) [3, 9], high performance air filters, military and medical protective textiles [10], sensors, advanced composites, photovoltaic cells, and membrane separation [6, 11].
Cellulose, the most abundant natural polymer, is used traditionally in the papermaking industry. The use of cellulose and its derivatives to obtain nano-fibers by the electrospinning process presents a great opportunity for better utilization of cellulose and development of new applications [5]. However, processing via electrospinning of biopolymers such as cellulose usually present challenges. This is due to their limited solubility in typical solvents and their tendency to aggregate or form gels [1].
Successful efforts to electrospin cellulose report a process with typical low efficiency, yielding low amounts of material in a relatively long time [12]. Few solvents are capable of dissolving cellulose so that it can easily be processed by electrospinning. Among those N-methylmorpholine (NMMO)/water [13], lithium chloride/N, N-dimethylacetamide [14], and ionic liquids such as 1-allyl-3-methylimidazolium chloride (AMIMCl)/dimethylsulfoxide (DMSO) [15] have been reported. The problem faced with such solvents is their low volatility which leads to defective fibers upon spinning. Additionally, some of these solvents require high temperatures to completely dissolve cellulose, making the processing even more difficult. On the other hand, it is reported that residual ions are difficult to remove from the obtained fibers [6, 16].
Electrospinning of cellulose can be facilitated by using cellulose esters solutions followed by regeneration [16]. For example, cellulose acetate can be easily dissolved and processed in non-polar solvents, suitable for electrospinning such as acetone, dichloromethane, chloroform and methyl acetate [17]. Cellulose acetate is a semi-synthetic polymer obtained from esterification of highly pure cellulose with acetic anhydride using sulfuric acid as a catalyst. Its properties depend on the esterification degree (degree of substitution) defined by the number of OH groups substituted by acetate groups which in turn defines the obtained material as acetate, diacetate or triacetate [18]. The properties of CA include low weathering, heat and chemical resistance, thermal stability, reasonable toughness and dimensional stability [19]. These properties make cellulose acetate very attractive in semi-permeable membranes for dialysis, ultrafiltration and reverse osmosis [20]. Traditional raw materials for the manufacture of CA include renewable, biodegradable, and inexpensive wood pulp but alternative sources have also been considered, including residues from sugarcane bagasse [21, 22], bacterial cellulose [23], newspapers [24] and fruit seeds [25].
A number of reports have shown that regenerated cellulose nano-fibers can be obtained by electrospinning cellulose acetate. Here the cellulose acetate component is converted into regenerated cellulose by stripping the acetyl groups by alkaline hydrolysis [26]. One of the most relevant properties of fibers of regenerated cellulose is the chemical resistance to almost all organic solvents and aqueous solutions in a broad pH range (from 3 to 12). Additionally, regenerated cellulose membranes have shown to be more permeable to water than conventional microporous membranes [7, 27]. This property makes it attractive for applications such as affinity membranes and membranes with anti-microbial properties.
Cellulose nanocrystals (CNCs) have significant potential as reinforcement of polymers which require very low filler content. CNCs offer several advantages including their high aspect ratio and surface area, excellent chemical, mechanical and thermal properties. CNCs have a significantly high elastic modulus (120–150 GPa) and they are interesting due to their application as mechanical reinforcement in thin and ultrathin polymer films and webs made from nano- and micro- fibers [28–32].
We report on fibrous structures that were produced from cellulose acetate of different degrees of substitution upon electrospinning from solutions or from dispersions with CNCs. The influence of the rheological properties of cellulose acetate solutions in the electrospinning process was investigated. All-cellulose composite fiber webs were produced upon deacetylation and their main chemical, thermal and morphological features as well as their surface properties were analyzed.
Materials and Methods
Materials
Cellulose acetates (CA) of three different degrees of substitution were used. Cellulose monoacetate (CA-320S; degree of substitution of 1.85, 32.0 % of acetyl content, and Mw of 38,000) and cellulose diacetate (CA-398-3; degree of substitution of 2.45, 39.8 % of acetyl content, and Mw of 38,000) were obtained from Eastman. Cellulose triacetate (degree of substitution of 2.8) was donated by Eastman Kodak. Acetone (99 %) and N, N-dimethylacetamide (DMAc) (99 %) were acquired from Sigma-Aldrich and were used as solvents. Cellulose nanocrystals (CNCs) were obtained from pure, extract-free ramie fibers (Stucken Melchers GmbH & Co., Germany) by sulfuric acid hydrolysis as described previously [33]. Solutions of KOH 0.5 N in ethanol were used to deacetylate cellulose acetate after alkaline hydrolysis.
Preparation and Characterization of Cellulose Acetate (CA) Solutions
Solutions of CA in a binary mixture of acetone: DMAc (2:1 by weight) were prepared under constant stirring at room temperature. Mixtures containing cellulose triacetate required heating to 50 °C (1 h) and cooling (to 4 °C, 3 h) to promote solvation and complete dissolution. Solutions of CA with 2.45 degree of substitution (CA 2.45) were prepared to quantify the apparent viscosity as a function of solution concentration and shear rates. The flow curves of the CA solutions with concentration in the range of 10–27.5 (wt%/wt%) were studied at 25 °C, using a programmable rheometer (AR2000, TA Instruments, New Castle, DE, USA) with a conical geometry (40 mm diameter and 2° cone angle). The conductivity of the solutions was measured with a conductivity meter (Corning Inc., model 441, Lowell, MA, USA).
Electrospinning
Fibers with and without CNCs present were obtained from the respective solutions or dispersions using a horizontal electrospinning setup. Disposable syringes of 10 ml capacity with 22-G steel needle were used to hold the solution and to pump it using a syringe pump (Aldrich) controlled by a Pump-term code to generate a constant mass flow. The application of an electric field (Series EL, Glassman High Voltage with 0–50 DC kV power range) made the polymer solution to eject towards the surface of 30-cm diameter grounded collector plate at a working distance of 15 cm. The collector consisted of a circular aluminum plate, wrapped in low-ash content aluminum foil, where the sample was collected as a fiber web.
Preliminary runs to test electrospinning operation conditions were performed so as to produce continuous fibers with uniform size distribution. Solutions containing 15 and 25 (wt%/wt%) of CA of 2.45 degree of substitution were used. The conditions included voltage strength from 0.7 to 2.5 kV/cm and polymer flow from 1 to 9 ml/min.
During preliminary tests, samples were collected after 2 min electrospinning and observed under an optical microscope (Olympus BH-2 NMA) with video camera (Power HAD Sony 3CCD DXL-970 MD) and Image-Pro Plus image analyzer. Based on these preliminary experiments, uniform, defect-free cellulose acetate fibers with different compositions (see Table 1) were produced at flow and field strengths of 1 ml/h and 1 kV/cm−1, respectively. The experiments to optimize electrospinning conditions used CA samples with degrees of substitution of 1.85, 2.45 and 2.8; however, the systems employed in the production all-cellulose composite fibers consisted of dispersions of CNCs in CA 2.45. In this latter case the fibers were collected for further analyses as thick webs following continuous operation during approx. 10 h. We note that CA samples with given DS are usually polydisperse and thus testing mixtures of cellulose acetate polymers, as performed in this work, can provide some insights about the effect of polydispersity and composition on the morphology of the respective electrospun fibers.
Regeneration of Cellulose
The electrospun fiber webs were subjected to alkaline hydrolysis in order to remove the acetyl groups in the precursor CA and thus to produce regenerated cellulose fibers. The as-spun cellulose acetate webs were placed in closed containers with KOH 0.5 N solution in ethanol and kept under stirring during 3 h at room temperature and atmospheric pressure [34]. Once hydrolysis was complete, the webs were washed with de-ionized water during 1 h, oven-dried overnight at 40 °C and stored in a desiccator for further characterization.
Characterization of the Nonwovens
The morphology of the electrospun nanofibers was studied by field emission scanning electron microscopy (FE-SEM), JEOL 6400F, equipped with an Oxford solid state X-ray detector, operated at 5 kV and working distance of 20 mm. A portion of the nonwoven was taped to the sample holder using conductive carbon tape and mounted on the support, followed by sputtering with a ca. 6 nm layer of gold/palladium (Au/Pd) using standard procedures.
Thermograms of the samples were collected using a differential scanning calorimeter DSC-Q100, TA Instruments (New Castle, DE, USA). An initial heating–cooling cycle was performed to erase the thermal history of the samples. Samples of c.a. 10 mg were heated from 25 to either 330 or 290 °C (in the case of samples with CA 2.8 or otherwise, respectively) and cooled back to 25 °C. The experiments were conducted at a heating rate of 10 °C/min under nitrogen atmosphere (flow rate: 50 ml/min N2).
Normalized Fourier Transform Infrared Spectroscopy (FTIR) was used to confirm the removal of acetyl groups upon alkaline hydrolysis of the samples. The oven-dried samples were directly analyzed using a Nicolet FT-IR spectrometer (Thermo Fischer Scientific Inc., Madison, Wi, USA) using a wave length of 650–4,000 cm−1 with a spectral resolution of 2 cm−1 wavenumber and 64 continuous scans.
The change in hydrophilicity/hydrophobicity of the CA nonwoven before and after hydrolysis was investigated by measuring the initial water contact angle. The tests were performed by using a micro-syringe that delivered a 7-μl water drop which was observed under a microscope adapted with a Phoenix SEO digital camera and Zoom 7000 Navitar TV. Analysis of images for contact angle determination was performed using image processor Image XP FW 012108 and Image J 1.410 which were used in circle fitting. We note that the contact angle is affected not only by the surface energy but the porosity and roughness of the fiber web; therefore, we only take the values of WCA to qualitatively identify changes in the hydrophilicity of the system upon deacetylation. However, the validity of the conclusions is supported by the fact that no major changes in morphology were observed upon conversion of CA to cellulose.
Results and Discussion
Cellulose Acetate Solutions
Other than operational and ambient conditions, the properties of the solution to be electrospun are of extreme importance in the formation of homogeneous fibers. For example, the density of net charges and rheological behavior of the solutions are intimately related to the morphology of the resultant fibers [9, 35, 36]. A higher system viscoelasticity favors smoother electrospun fibers. Viscoelasticity impedes shape changes that are otherwise induced during the process by surface tension forces. Formation of droplets instead of a thin jet is favored by Rayleigh instabilities, driven by surface tension forces. In addition, a high polymer net charge density tends to increase the surface area of the polymer solution ejected from the syringe by pressure and electrostatic repulsion. Therefore, as surface tension forces are overcome by electrostatic and viscoelastic forces, smooth fibers can be produced [9].
Solutions with concentration in the range of 10–27.5 (wt%/wt%) CA 2.45 were prepared to quantify the apparent viscosity as a function of solution concentration and shear rates (Fig. 1). The results are summarized in Fig. 1a, b. Figure 1a shows a flow behavior which is close to Newtonian; however, close inspection of the viscosity profiles indicate that the solutions are shear thickening at low concentrations, which gradually shift to Newtonian and then to shear thinning as the concentration of the polymer in solution is increased. As expected, the viscosity of CA 2.45 solutions increased with the increasing solution concentration (Fig. 1b).

Apparent viscosity as a function of shear rate of CA solutions (a) and effect of CA concentration on the apparent viscosity at 0 1/s shear rates (b). Included in b are optical microscope photographs of fibers electrospun from 15 to 25 wt% CA 2.45 solutions. The solvent in these experiment consisted of an acetone-DMAc mixture, 2:1 by weight
The relationship between the apparent viscosity at zero shear rates (γ = 0) and CA 2.45 solutions concentration (10–27.5 wt% range) was analyzed in order to determine appropriate (overlapping) polymer concentration, which is expected to favor the formation of bead-free fibers. Optical microscopy micrographs show the morphology for two selected electrospinning conditions (15 and 25 wt% CA 2.45). The values of viscosity and shear stress were fitted using a power law (Table 2). Moreover, when plotting viscosity at zero shear rate as a function of the polymer concentration, two distinctive behaviors are observed (Fig. 1b). As expected, at concentrations below the overlapping concentration, only few fibers with beads were observed while above the overlapping concentration electrospinning of CA 2.45 solution yielded uniform, defect-free fibers.
Table 2 includes the values of the indices of a power law fit (viscosity = k(shear rate)n), k and n for CA 2.45 solutions at different concentrations. Cellulose acetate solutions in acetone-DMAc became shear thinning as the concentration of CA increased; the consistency index increased with concentration, as expected. It can be observed from Fig. 1b that the onset for the steep increase of viscosity takes place at a CA concentration of 20–23 wt% in the solvent system studied.
The behavior noted before is in agreement with that reported in the literature: when the concentration of the solution is low the polymer chains are sufficiently apart, so that polymer interaction is minimized; in such case the governing variable in the process of electrospinning involves surface tension forces. Therefore, electrospinning of solutions with low polymer concentration and viscosity (viscosity ≪ 100 mPas) renders limited amounts of thin fibers but large density of droplets and/or beads. Processing and flow of the polymer solution becomes more difficult at solution viscosities above 100 mPas. This is because the polymer chains begin to overlap in solution but no fibers are formed yet upon electrospinning. It is only above the overlap concentration when continuous fibers are produced due to the strong interaction and entanglement of the polymer chains. Therefore, an optimum concentration and viscosity of the polymer solution is needed in order to obtain bead-free, uniform electrospun fibers [5, 6, 8, 37, 38].
The conductivity of the CA 2.45 at 10, 15, 20 and 25 (wt%/wt%) was measured and the data fitted to a linear function (Eq. 1). Conductivity data for the different CA 2.45 solution concentrations are summarized in Table 3.
Similarly as observed for the viscosity, the conductivity of the solutions slightly increased with the concentration of cellulose acetate. This can be attributed to residual electrolytes that are solubilized with the CA during solution preparation.
Conditions for Electrospinning
Electrospinning experiments of CA solutions were carried out in order to set the optimum operational conditions. The effect of electric field strengths, concentration of CA polymer, and flow rates were among the variables investigated. A summary of the results is presented in Table 4. Once the suitable set of conditions for electrospinning was found, fibers with diameters in the nano- and micro-scale were obtained in the case of CA 1.85 and CA 2.45 solutions. In addition, CA 2.45 solutions were used to produce fibers filled with cellulose nanocrystals. Optimization of conditions for electrospinning of CA 2.8 solutions using the same solvent system (acetone-DMAc 2:1) was not possible due to high viscosity of the solutions. This caused clogging of the needle and difficulties maintaining constant flow. However, it was possible to obtain electrospun fibers from CA mixtures including CA 2.45:CA 2.8 (1:1 by weight) and CA 1.85:CA 2.8 (1:1 by weight), at a total polymer concentration of 10 (wt%/wt%). The electrospinning conditions for CA mixtures with and without reinforcing CNCs slightly varied depending on the solution type. In all the cases, the flow rates were between 0.3 and 0.9 ml/h, while the electric field strength was 0.75–1.0 kV.
The results observed are in a good agreement with the rheological behavior of the precursor CA solutions. When the polymer concentration was below the overlap concentration (i.e. 15 wt%/wt%) beads were observed upon electrospinning, except in some exceptional cases. Only above the overlap concentration (22.5 wt%/wt%) mats with continuous, bead-free fibers were obtained. Furthermore, improved fiber shape homogeneity was observed when the electric fields were increased. This observation is explained by the fact that by increasing the applied voltage the charge density on the electrospinning jet increases and thus acceleration and stretching of the polymer take place, which renders fibers with fewer defects [39].
Morphology and Chemical Characterization of CA Fiber Mats
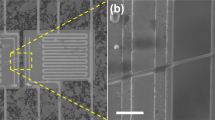
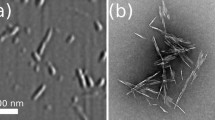
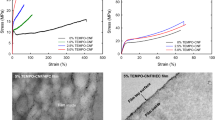
Scanning electron microscopy (SEM) was used to study the morphology of the electrospun fibers obtained following the conditions discussed previously. The SEM micrographs corresponding to CA 2.45, CA 2.45 reinforced with 5 wt% CNCs, and the respective hydrolyzed samples, as well as deacetylated CA 2.45/CA 2.8 (1:1), and deacetylated CA 1.85/CA 2.8 (1:1) mixtures are shown in Fig. 2.

SEM micrographs of electrospun fibers obtained from CA 2.45 solutions before (a) and after deacetylation (d). Fibers from CA 2.45 filled with 5 wt% CNCs before (b) and after deacetylation (c) are also shown. The all-cellulose composite fibers correspond to this latter condition. Included are also fibers obtained from the following cellulose acetate mixtures: CA 2.45–CA 2.8 (1:1) (e) and CA 1.85–CA 2.8 (1:1) (f) after deacetylation
It is apparent that the addition of CNCs did not affect the homogeneity of the electrospun fibers; however, some variation in fiber diameter was observed. As reported in our previous study, the charges present on the surface of the CNCs increase the conductivity of the suspension and thus decrease the diameter of the electrospun fibers [28]. Hydrolysis in alkaline media of cellulose esters have been proved to fully regenerate cellulose by cleavage of the acetyl groups present in the polymer [26]. As such, the CA fibers were converted to cellulose by hydrolysis; no changes in shape or morphology were observed, in agreement with other reports [7, 26]. Most importantly, all-cellulose composite fibers were successfully obtained in the case of cellulose generated from deacetylation of the CA matrix in the presence of added CNCs.
FTIR spectroscopy was used to confirm the extent of CA hydrolysis, as well as the presence of CNCs in the fibers. Figure 3 shows the FTIR spectra of CA 2.45 fibers before and after deacetylation and also with and without the addition of CNCs. The FTIR spectra show the typical bands corresponding to CA polymer matrix. Pure CA produced the characteristic bands of polysaccharides; a wide stretching band of the hydroxyl groups between 3,050 and 3,700 cm−1 was observed and ascribed to inter-and intramolecular bonding. Stretching vibrations C–H of methylene groups appeared between 2,800 and 3,000 cm−1, while symmetric and antisymmetric bending of methylene groups were observed at 1,370 cm−1 and 1,435 cm−1, respectively [40]. Also bands corresponding to asymmetric stretching of carboxylate group, C–O–C glycosidic linkage, and asymmetric C–O–C bond stretching from the pyranose ring were observed at 1,234 cm−1, 1,160 cm−1, and 1,049 cm−1, respectively. A strong carbonyl band at 1,746 cm−1 was present in the spectra of CA from the acetyl groups in the polymer [18]. The extent of deacetylation was found to be complete as the bands corresponding to acetyl groups disappeared in the cases of fibers produced from CA and CA reinforced with CNCs followed by alkaline hydrolysis. Additionally, the intensity of the band corresponding to O–H groups increased with hydrolysis and some changes in shape were observed, which also indicates a successful deacetylation reaction [38]. All in all, there is evidence that acetyl groups in CA were replaced by hydroxyl groups and thus cellulose was regenerated after alkaline hydrolysis.

FT-IR spectra of cellulose acetate (CA) and regenerated cellulose (RC) with and without CNCs (5 wt%/wt%), as indicated
The typical changes in both shape and intensity of the main peaks were observed in the FTIR spectra of fibers reinforced with CNCs [28]. Such changes can be ascribed to the hydrogen bonding network that is formed between the CNCs and available OH groups in cellulose acetate, specially noted after hydrolysis of the acetyl groups.
Thermal Properties
Differential scanning calorimetric analyses were performed in the case of cellulose acetate (CA) and regenerated cellulose (RC) elecrospun fiber mats, with and without CNCs loaded (5 wt%/wt%) (Fig. 4).

DSC thermograms of the fibers produced upon electrospinning solutions of cellulose acetate before (CA) and after regeneration to cellulose by alkaline hydrolysis (RC) with and without CNCs loaded (5 % by weight)
Two main thermal transitions were observed for electrospun fibers of CA. The first at 187 °C is attributed to the glass transition of the CA polymer and the second one at 219 °C is a melting endotherm. This second transition is confirmed by the reported melting temperatures for powder cellulose acetate, which vary between 227 and 240 °C [41]. The differences in melting temperatures can be explained by the thermal history of the samples, in addition to modifications of the polymer during the electrospinning process [26, 42]. The melting endotherm of the polymer disappeared when CA was hydrolyzed to cellulose by alkaline hydrolysis; furthermore, the glass transition at ca. 187 °C disappeared.
These observations in thermal behavior suggest a change in crystallinity and an unambiguous conversion of cellulose acetate to regenerated cellulose [38]. Cellulose acetate reinforced with CNCs presented only the glass transition temperature, Tg at 145 °C which agrees with the range of values reported in literature for the Tg of cellulose acetate (between 140 and 190 °C) [41]. Interestingly, there is no evidence of CA melting when CNCs were added to the CA. The presence of CNCs disordered and disrupted the crystallinity of the polymeric matrix as reported previously [28, 40, 43].
Wettability
The deacetylation of the cellulose acetate together with the generation of new hydroxyl groups is expected to increase water wetting of the electrospun fiber mats, as can be determined by a reduction in the water contact angle (WCA) [26]. The initial WCA of mats of fibers electrospun from solutions of CA and CA loaded with CNCs, before and after alkaline hydrolysis, were determined. The change in contact angle during the initial 5 s after water drop deposition is reported in Fig. 5. CA fibers were highly hydrophobic due to the presence of acetyl groups (initial WCA of 90°–100°). When CNCs were present in the fibers the contact angle decreased with time below 60° (note that water wicking prevented further reliable measurement of the water contact angle). In previous work the opposite effect of addition of CNCs was noted, i.e., when CNC filled a hydrophilic matrix such as PVA the resulting webs displayed lower water uptake [28]. This observation was explained to be due to the lower availability of OH to form hydrogen bond network with CNCs thus preventing the interaction of the polymer chains with water. Regenerated cellulose fibers obtained after hydrolysis of acetyl groups in the precursor CA fibers became much more hydrophilic, reaching contact angles of 10° and 0° for fibers unloaded and loaded with CNCs, respectively. The differences in the water contact angles for these fibers can be attributed to the changes upon deacetylation in terms of the surface chemistry and roughness of the electrospun fibrous mats.

Initial contact angle of fiber webs produced after electrospinning of cellulose acetate CA 2.45 with and without 5 % CNC loading (indicated as CA and CA (5 % CNs), respectively). Also included are the results for regenerated cellulose (RC) fiber webs obtained after deacetylation (via alkaline hydrolysis) of the respective cellulose acetate fibers: RC and RC (5 % CNs), respectively. The water contact angle was monitored during the first 5 s after deposition of the water droplet
Conclusions
The optimum concentration for electrospinning cellulose acetate (CA 2.45) solutions was found to be 20 wt%/wt% in 2:1 acetone-DMAc mixture of solvent, close to the overlapping concentration as determined by viscosity measurements. Cellulose acetate solutions at this concentration were electrospun with and without addition of cellulose nanocrystals (5 wt%/wt%). The resulting electrospun fiber mats were continuous and defect-free. After heterogeneous alkaline hydrolysis of the fibers, regenerated cellulose mats were obtained and characterized by SEM, DSC and WCA. Thermal properties, initial water contact angle and chemical composition of the fibers changed significantly with deacetylation of the original cellulose ester while the morphological structure was preserved. Additionally, the thermal transitions of cellulose acetate disappeared after deacetylation; an observation that can be attributed to the conversion of cellulose acetate to regenerated cellulose. All-cellulose composite electrospun fibers were produced from precursor dispersions of cellulose acetate and cellulose nanocrystals (CNCs). In the presence of CNCs only the signal characteristic of the glass transition temperature, Tg at 145 °C was observed. No reversible melting endotherm was recorded which can be explained from the possible disruption in crystallinity induced by CNCs. Interestingly, the addition of CNCs to the matrix shows a decrease in the WCA of the webs in both cases, before and after deacetylation. This behavior is the opposite as the one observed when the web fibers are fully hydrophilic, and it might be related to the occurrence of lower amount of hydrogen bonds between CA and CNCs, preventing stabilization by hydrogen bond network.
References
Kriegel C, Arrechi A, Kit K, McClements DJ, Weiss J (2008) Crit Rev Food Sci Nutr 48:775–797
Ramakrishna S (2005) An introduction to electrospinning and nanofibers. World Scientific Pub Co Inc, Singapore
Zhang C, Yuan X, Wu L, Han Y, Sheng J (2005) Eur Polym J 41:423–432
Subbiah T, Bhat GS, Tock RW, Pararneswaran S, Ramkumar SS (2005) J Appl Polym Sci 96:557–569
Frey MW (2008) Polym Rev 48:378–391
Huang Z-M, Zhang Y-Z, Kotaki M, Ramakrishna S (2003) Compos Sci Technol 63:2223–2253
Ma ZW, Kotaki M, Ramakrishna S (2005) J Membr Sci 265:115–123
Schiffman JD, Schauer CL (2008) Polym Rev 48:317–352
Li D, Xia Y (2004) Adv Mater 16:1151–1170
Doshi J, Reneker DH (1995) J Electrostat 35:151–160
Feng C, Khulbe KC, Matsuura T (2010) J Appl Polym Sci 115:756–776
Kim CW, Kim DS, Kang SY, Marquez M, Joo YL (2006) Polymer 47:5097–5107
Turbak AF, El-Kafrawy A, Snyder Jr FW, Auerbach AB (1981) Solvent system for cellulose. Google Patents
Kim CW, Frey MW, Marquez M, Joo YL (2005) J Polym Sci, Part B: Polym Phys 43:1673–1683
Xu SS, Zhang J, He AH, Li JX, Zhang H, Han CC (2008) Polymer 49:2911–2917
Lee KY, Jeong L, Kang YO, Lee SJ, Park WH (2009) Adv Drug Deliv Rev 61:1020–1032
Zhang LF, Hsieh YL (2008) Carbohydr Polym 71:196–207
Schilling M, Bouchard M, Khanjian H, Learner T, Phenix A, Rivenc R (2010) Acc Chem Res 43:888–896
Brydson J (1999) Plastic Materials, Butter worth. Heineman, Oxford
Edgar KJ, Buchanan CM, Debenham JS, Rundquist PA, Seiler BD, Shelton MC, Tindall D (2001) Prog Polym Sci 26:1605–1688
Alves CD, Rodrigues FG, de Nascimento ARM, de Meireles CS, Cardoso TL, Zeni M, Mello K, Duarte J (2008) Polym Bull (Heidelberg, Ger.) 60:397–404
Meireles CDS, Rodrigues FG, de Nascimento ARM, Cerqueira DA, Zeni M, Mello K, Lorenzi S (2008) Polym Eng Sci 48:1443–1448
Barud HS, de AJAM, Santos DB, de Nascimento ARM, Meireles CS, Cerqueira DA, Rodrigues FG, Ribeiro CA, Messaddeq Y, Ribeiro SJL (2008) Thermochim Acta 471:61–69
Rodrigues FG, Monteiro DS, de Meireles CS, de Nascimento ARM, Cerqueira DA, Barud HS, Ribeiro SJL, Messadeq Y (2008) Carbohydr Polym 73:74–82
Meireles CD, Rodrigues G, Ferreira MF, Cerqueira DA, Assuncao RMN, Ribeiro EAM, Poletto P, Zeni M (2010) Carbohydr Polym 80:954–961
Liu HQ, Hsieh YL (2002) J Polym Sci, Part B: Polym Phys 40:2119–2129
Son WK, Youk JH, Lee TS, Park WH (2004) Macromol Rapid Commun 25:1632–1637
Peresin MS, Habibi Y, Zoppe JO, Pawlak JJ, Rojas OJ (2010) Biomacromolecules 11:674–681
Rojas O, Montero G, Habibi Y (2009) J Appl Polym Sci 113:927–935
Samir MA, Alloin F, Dufresne A (2005) Biomacromolecules 6:612–626
Zoppe JO, Peresin MS, Habibi Y, Venditti R, Rojas OJ (2009) ACS Appl Mater Interfaces 1:1996–2004
Martínez-Sanz M, Olsson RT, Lopez-Rubio A, Lagaron JM (2011) Cellulose 18:335–347
Habibi Y, Foulon L, Aguie-Beghin V, Molinari M, Douillard R (2007) J Colloid Interface Sci 316:388–397
Han SO, Youk JH, Min KD, Kang YO, Park WH (2008) Mater Lett 62:759–762
Reneker DH, Chun I (1996) Nanotechnology 7:216–223
Spivak AF, Dzenis YA, Reneker DH (2000) Mech Res Commun 27:37–42
Greiner A, Wendorff JH (2007) Angew Chem Int Ed 46:5670–5703
Son WK, Youk JH, Lee TS, Park WH (2004) J Polym Sci, Part B: Polym Phys 42:5–11
Lee YJ, Shin DS, Kwon OW, Park WH, Choi HG, Lee YR, Han SS, Noh SK, Lyoo WS (2007) J Appl Polym Sci 106:1337–1342
Son WK, Youk JH, Park WH (2004) Biomacromolecules, 197–201
Mohanty AK, Misra M, Drzal LT (2005) Natural fibers, biopolymers, and biocomposites. CRC Press, Boca Raton, FL
Du J, Hsieh YL (2009) Cellulose 16:247–260
Gray D (2008) Cellulose 15(2):297–301
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Vallejos, M.E., Peresin, M.S. & Rojas, O.J. All-Cellulose Composite Fibers Obtained by Electrospinning Dispersions of Cellulose Acetate and Cellulose Nanocrystals. J Polym Environ 20, 1075–1083 (2012). https://doi.org/10.1007/s10924-012-0499-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-012-0499-1