
Abstract
This present study deals with evaluating some available rice by-products, such as rice straw and rice husks, as a fiber component in manufacturing of high performance natural fiber polymer composites (NFPC). The utilization of these undesirable wastes will contribute to the reduction of the environmental impact of waste disposal by burning. Two matrices (thermoset and thermoplastic) were used. Optimization of manufacture conditions of polyester-based thermosetting polymer composites was carried out through examine the effects of fibers to polymer ratio, amounts of catalyzed and initiator, fraction size of fibers and substituting one fibers by another, as well as time, temperature and pressure of pressing. The possibility of styrene containing polyester solution on improving the fiber interface via in situ grafting and enhancing the strength and water resistance of the produced NFPC was also evaluated, in comparison with that produced from using thermoplastic matrix (polypropylene) in presence of coupling agent. The production of this valuable product (NFPC) by this simple procedure, which not needs special devices (twin extrusion with heater), and chemicals to improve the compatibility between fibers and polymer matrix, will ensure reasonable profits and direct impacts on the Egyptian economy in general and rice growers in particular.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Rice is the primary food for more than 40 % of the world’s population, with about 596 million tons of rice and 570 million tons of rice straw produced annually in the world [1, 2]. At present, most of these residues are burnt in situ after harvest. The field burning of rice straw and other agriculture residues in wide areas not only results in serious environment issues, but also wastes precious resources. Faced with worldwide shortages of forest resources, environmental pollution and waste of biological resources resulting from field burning of rice straw and other agriculture residues, there has recently been a revival of interest in using rice straw and other agriculture residues to produce building materials including composite panels.
Rice straw has been also evaluated for its mechanical properties in straw-clay composites [3]. Firing of straw-clay composites results in biomass loss, which can result in a lighter weight product and improved insulation properties [4, 5].
The properties of rice straw and other agro-residue fibers were reviewed by Rials and Wolcott [6]. Boquillon et al. [7], found that the properties of high silica content particleboards using urea–formaldehyde (UF) resins were poor, especially for internal bonding (IB) strength and thickness swelling (TS). Grigorious [8] reported that straw was suitable for the production of good quality surface layers for particleboard if bonded with polymeric diphenylmethane diisocyanate (pMDI) resin or a combination of UF and pMDI. High temperature steam and steam explosion treatments were used to modify wheat straw for panel manufacturing by reducing the contents of pectic substance, hemicellulose, ash and silicon in straw [9, 10].
Previous work by the two lead authors of this paper have reported an improvement in the performance of rice straw as precursor for production of lignocellulosic composites of particle-board type, active carbons for aqueous and gasses purifications, cemented fiber-board and for production of hydrogels in agronomic applications [11–15].
On the subject of utilizing lignocellulosic waste in the production of building elements, in the past decade natural fiber polymer composite (NFPC) from wood waste with thermoplastic and thermoset matrices have been embraced by European car manufactures and suppliers for door panels, seat backs, head liners, package trays and dash boards. The use of NFPC is due to it advantages over pressure treated lumber, e.g., their low cost, low density, biodegradability, renewability and abundance [16]. Furthermore, Compared to glass fiber and carbon fibers, natural fibers provide many advantages, such as, abundance and low cost, biodegradability, flexibility during processing and less resulting machine wear, minimal health hazards, low density, desirable fiber aspect ratio, and relatively high tensile and flexural modulus [17]. Incorporating the tough and light-weight natural fibers into polymer matrices produces composites with a high specific stiffness and strength [18, 19].
There are some valuable studies in the literature on the composites based on rice straw or wheat straw and thermoplastic polymers, e.g., high density polyethylene and polypropylene, however, an emphasis on the production of NFPC coupling agent, modification of fibers, or polymer is required to enhance the compatibility between matrix and fibers [20]. For example, the esterification was carried out to improve the interface of fibers to be compatible with the hydrophobic matrix [21].
In this present work we assessment the efficiency of styrene included the dissolved polyester to in situ graft the rice-byproduct during composite preparation, and consequently provide fiber interface compatible with the matrix. The production of this valuable product (NFPC) by this simple procedure, which not needs special devices (twin extrusion with heater), and chemicals to improve the compatibility between fibers and polymer matrix, will ensure reasonable profits and direct impacts on the Egyptian economy in general and rice growers in particular. The product assessment was performed from comparing its strength and resists the water uptake properties in comparison with that produced from using polypropylene matrix together with coupling agent. Both were compared with the properties of European wood polymer composites.
Experimental
Materials and Analyses
Natural Fibers Component
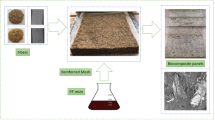
The rice straw that collected from Egyptian farms, and the rice husks from rice mills were used as the fibers for the natural fiber lignocellulosic composites. These fibers wastes were washed with tap water to remove soil and dust, and then dried overnight at 50 °C. Dried rice by-products were ground and sieved to different fraction sizes; from 0 to 0.5, 0.5 to 1.0 and >1.0 mm. For chemical and physical analyses, the rice by-products of 20–40 mesh fraction were used, and the data obtained from standard reported methods are shown in Table 1.
Matrices Polymers
-
Siropol 8339: It is unsaturated Polyester resin dissolved in styrene (% by weight 40–50 %). It was supplied from Saudi Industrial Resins Limited. This polymer was used together with catalyst (copper tween) and initiator (methyl ethyl ketone peroxide, MEKP), which also supplied from the same Co.
-
Polypropylene: PP (MFI 4) was used in combination with coupling agent (Scona TP 8112 from Kometra GmbH).
NFPC Preparation and Tests
Prior to blending the fibers with matrices, all fiber was dried to 1–2 % moisture content at 80 °C. For the case of preparation of NFPC using polyester, 50 wt% sieved oven dry rice by-product were premixed with 0.5 % copper tween catalyzed and 1 % MEK peroxide initiator, then with 50 % polyester. All percentages were calculated based on the total weight of NFP-composite produced. The final mixture was transferred to mold and pressed at pressure 175 bar and temperature 70 °C, for 30 min to obtain NFP-composite with thickness ~0.7 mm. Different parameters were applied, namely: fibers-resin loading ratios (10–70 %), fraction size (0–0.5, 0.5–1.0 and >1.0 mm), substituting RH by RS, amount of catalyzes (0.25–0.75 % vol/wt), amount of initiator (0.75–2 % vol/wt), as well as time (15–60 min) and temperature (50–100 °C) of pressing. Each composite sample was then cooled to room temperature. This study was carried out to optimize the conditions of preparation which provide the greater static bending strength (MOR) and water resistance properties of the produced composites.
For the case of using polypropylene matrix (PP), each fraction was compounding on a heated fluidizing and cooling mixer combination (Reimelt-Henschet-Mischsysteme (GmbH) with 50 % (wt/wt) fiber content based also on absolute dry material and 50 % PP or 48 % PP and 2 % coupling agent (Scona TP 8112). The agglomerates of the compounds are in size from powder like until granules of about 6 mm in diameter. Then the granules produces were pressed at 190 °C and 7.5 bar in a hot press and tool with a plate cavity.
Prior to tested, the composite samples were conditioned for 24 h at a temperature of 23 ±2 °C and a relative humidity of 50 ± 5 % °C temperature. Then their subjected to measure the static bending, gross density and water resistance (water absorption & thickness swelling). For the static bending (MOR) was measured according to ASTM D790-90, using universal Instron testing machine; while for the water absorption and thickness swelling testes (ASTM D570-99), the samples were immersed in water at room temperature for 24 h, and boiling water for 5 h. Each result recorded in the following discussions is the average of four replicate measurements.
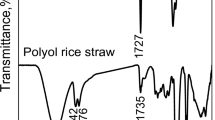
For the percentage of styrene reacted with rice by-products, via grafting polymerization in presence of peroxide initiator, it was determined by extracting the NF-polyester composites produced by methylene chloride–methanol mixture (2/1), taken into consideration the amount of styrene calculated from NFC-samples produced without initiator.
Results and Discussion
When the main goal of the present work is to assess the NFPC, as bio-composites, made from rice by-products (RS & RH) and thermosetting (polyester) matrix, therefore firstly, optimizing the manufacture conditions was carried out. This study also performed as a trial to improve the compatibility of rice residue fibers with matrix, without needing coupling agent, depending on in situ grafting the styrene included polyester solution on rice-byproduct fibers Secondly, the mechanical and physical properties of the NF-PE composites produced were compared with those produced from polypropylene matrix together with coupling agent.
Evaluating the Rice Waste-Polyester-Based NFPC
To optimize the formulations of natural fiber polymer composites different preparation parameters were provided, in terms of rice waste/PE ratio, amount of catalyzed and initiator, as well as conditions of pressing, e.g., time, temperature and pressure, to produce NFPC with satisfactory strength and water resistance properties. The effects of the foregoing variables on the percentage of reacted styrene will be also estimated. The data obtained are illustrated in Figs. 1, 2, 3, 4, 5, 6, 7, 8, 9, and 10. Figures 1, 2, 3, 4, 5, 6, 7, 8, 9, and 10 also indicate the role of chemical constituents of rice by-products (RS & RH), especially the ash content on the properties of NFPC produced. Whereas, the RS with relatively lower ash content (Table 1) provided NFPC with good strength property than that produced from RH. This is ascribed to the affinity of RS fibers to graft with styrene in presence of MEKP are higher than RH (Fig. 1, 2, 3, 4, 5, 6, 7, 8, 9), and consequently improve the interface of fibers with polyester matrix.

Effect of polyester replacement by rice by-products on strength (MOR) and density of NFPC produced composite

Effect of polyester replacement by rice by-products on water uptake of NFPC produced composite

Effect of catalyzed amount on strength (MOR) and density of NFPC made from replacing 50 % of polyester by rice by-products

Effect of catalyzed amount on water up-take of NFPC made from replacing 50 % of polyester by rice by-products

Effect of initiator (MEK peroxide) amount on strength (MOR) and density of NFPC made from replacing 50 % of polyester by rice by-products

Effect of initiator (MEK peroxide) amount on water up-take of NFPC made from replacing 50 % of polyester by rice by-products

Effect of pressing time on strength (MOR) and density of NFPC made from replacing 50 % of polyester by rice by-products

Effect of pressing time on water up-take of NFPC made from replacing 50 % of polyester by rice by-products

Effect of pressing temperature on strength (MOR) and density of NFPC made from replacing 50 % of polyester by rice by-products

Effect of pressing temperature on water up-take of NFPC made from replacing 50 % of polyester by rice by-products
For the effect of fiber loading, Figs. 1 and 2 show that replacing the polyester matrix (PE) by different percentages of RS and adding 0.5 ml catalyzed and 1 ml initiator (both based on 100 g Fiber-PE mixture), at pressing time 30 min, pressing temperature 70 °C, at pressure 175 kgf/cm2, was significant affected on both modulus of rupture (MOR) and water resistance properties of the produced composites. When the replacement level of RS was raised to 50 %, the MOR improved to become 38.33 MPa. Further increasing the percentage of wastes up to 70 % had a reverse effect. While, the maximum RH fibers load was observed at 20 % (MOR is ~28 MPa).
As can be seen that, the composite produced, using higher fibers content (70–80 wt%) have higher water absorption and thickness swelling properties than composites using lower fibers content. This is probably ascribed to the lower styrene percentages which were grafted on fibers, and consequently leads to weaken the compatibility of fibers with polyester. This could lead to the formation of void structures within the composites, and increases their affinity to absorb the water This view is emphasized from decreasing the densities of relatively high RS-fibers loaded composites. Due to the relatively high ash content of RH, and lower water retention value (Table 1), RH-based NFPC had higher water resistance properties than RS-based NFPC.
The illustrated values of Figs. 3, 4, 5, and 6 indicate that, increasing the amounts of added catalyzed and initiator than 0.5 and 1 ml (based on 100 g fibers-PE mixture), respectively, the MOR and water resistance properties were reduced. The deterioration effect, especially on water absorption property, in the case of RS is higher than RH. At catalyzed amount 1.5 ml it was not possible to prepare the board by using RS fibers.
For the effect of pressing factors such as, time, temperature and pressure, the results in Figs. 7, 8, 9, 10, 11, and 12 show that, extending the time of pressing from 30 to 60 min and lowering the temperature from 70 to 50 °C were not suitable for manufacture of board from RS. NFPC composites made from 50 % replacement PE by RS, at pressing temperature 70 °C for 30 min and pressure 170 bar show optimum strength and adequate water resistance properties. Increasing any factor led to significant deterioration, especially in water resistance property. As can be seen that (Figs. 1, 2, 3, 4, 5, 6, 7, 8, 9), there’s a good relation between the reacted styrene on fiber and the quality of composites produced.

Effect of pressing pressure on strength (MOR) and density of NFPC made from replacing 50 % of polyester by rice by-products

Effect of pressing pressure on water up-take of NFPC made from replacing 50 % of polyester by rice by-products
For the trial to improve the performance of NFPC loaded by 50 % RH as natural fibers, further studies were carried out on substituting parts of RH with RS fibers, as well as the effect of fraction size of rice wastes fibers. The data obtained were illustrated in Figs. 13, 14, and 15.

Effect of substituting RH by RS on properties of NFPC made from replacing 50 % of polyester by rice by-products

Effect of fraction size of fibers on strength (MOR) and density of NFPC made from replacing 50 % of polyester by rice by-products

Effect of fraction size of fibers on water up-take of NFPC made from replacing 50 % of polyester by rice by-products
For the effect of substituting the RH by RS, as fiber component, Fig. 13 shows that, the MOR of NFPC increased with increasing the percents of RS from 20 to 80 %, whereas at 80 % RS, the MOR of the produced composite increased from 28 to 38 MPa. As can be seen that, blending RH with RS provide NFPC with relatively higher water resistance, than those produced from using these wastes, individually.
For the effect of fraction size, Figs. 14 and 15 show that increasing the fraction size from 0–0.5 to 0.5–1.0 mm led to increase the MOR strength from 38.3 to 44.5 MPa and from 28 to 31 MPa of RS and RH reinforcement PE, respectively. While, further increase in fraction size to >1.0 mm led to slightly improve the strength of RS-based NFPC, or deteriorate this property of RH-based NFPC. As can be seen that, increasing the fraction size provided composite with relatively higher water uptake (water absorption & thickness swelling).
Evaluating the Rice Wastes-Polypropylene-Based NFPC
From the foregoing examination, it could be concluded that fraction size of rice wastes plays a profound effect on PE-based NFPC product quality. For product quality assessment by this simple approach, these fractions, with loading percent 50 % were used for preparation of polypropylene-based NFP composites, in absence and presence of coupling agent. The data obtained from the two types of matrices are compared and illustrated graphically in Figs. 16, 17, and 18.

Comparison between the strength properties of NFPC made from polyester (PE) and polypropylene matrices by replacing 50 % of their weights by rice by-products

Comparison between the densities of NFPC made from polyester (PE) and polypropylene matrices by replacing 50 % of their weights by rice by-products

Comparison between the boiling water uptakes of NFPC made from polyester (PE) and polypropylene matrices by replacing 50 % of their weights by rice by-products
For studying the effect of fraction size of rice waste fibers and coupling agent (CA) on NFPC product, Figs. 16, 17 and 18 show that, as expected the static bending strength (MOR) and swelling in boiling water were higher for samples with coupling agent compared to absence one. As can be seen that, in general the performance of NFPC from rice husks is much better than straw. Density was about 1,000 kg/m3 for all samples. MOR value reached up to 47.8 MPa, which is a very good value compared to competing European wood plastic composites (WPC) which in average reach about 35 MPa). Water uptake after 5 h boiling was only about 5 % which is little compared to average WPC. Sieve fractionation showed that rice straw contained much higher dust content compared to husks when treated with the same milling conditions which may explain worth behaviour of straw towards coupling agent.
On comparing these data with those obtained from rice waste-PE-based NFPC, Figs. 16, 17 and 18 show that, RS behaves the reverse trend with polyester matrix than polypropylene matrix, whereas the static bending strength (MOR) of RS-PE-based composite are higher than RH-PE-based composites,. All examined RS fraction sizes provided NFPC with higher MOR (38–44), compared to those produced from both RS-PP-based NFPC (~34–37 MPa), and that reported in European wood plastic composites (average reach about 35 MPa). Despite, the different fraction sizes of RH provide higher water resistance PE-based composites than RS, when the estimation was carried out in cooled water, however, when the assessment based on boiling water uptake, it was noticed that both RS and RH with polyester provided composites not adequate the European plastic composites specification of water uptake.
Conclusion and Recommendation
Styrene containing polyester solution significantly influenced the performance of fiber interface of rice-wastes, and consequently PE-based NFPC produced, together with other studied manufacture conditions (fiber load, and type, fraction size, percentages of added catalyzed and MEKP initiator, as well as pressing parameters). It was observed that, applying 50 % RS fibers and moderated amount of both catalyzed (0.5 % vol/wt) and initiator (1 % vol/wt), provided NFPC have acceptable properties (MOR = 44.5 MPa). This was related to the higher grafted styrene on fibers. Assessment based on static bending strength (MOR), it could be concluded that the MOR of RS-PE-based NFPC were very good value compared to competing European wood plastic composites (WPC) which in average reach about 35 MPa), as well as this property is higher than that produced from using PP-CA system. However, this process is not acceptable in case of rice husks fibers, whereas the strength properties was much lower (MOR not exceeds 33.5 MPa), than that produced from PP + CA (MOR ~48 MPa). Therefore, it could be recommended that,. RH is adequate to apply as fibers component in high performance NFPC when the matrix is PP together with CA; while, it preferred to use in blend with RS in case of PE matrix. RS- and RH-PP-based NFPC are significant characterized towards boiling water resistance than PE-based composites.
References
Pathak H, Singh R, Bhatia A, Jain N (2006) Recycling of rice straw to improve wheat yield and soil fertility and reduce atmospheric pollution. Paddy Water Environ, 4:111–117
Mohdy FA, Abdel ES, Ayana YM, Sawy SM (2009) Rice straw as a new resource for some beneficial uses. Carbohydr Polym 75:44–51
Haygreen JG, Bowyer JL (1989) Forest products and wood science. Iowa State University Press, Ames
Sera EE, Robles AL, Pama RP (1990) Natural fibers as reinforcement. J. Ferrocem 20(2):109–124
Beagle EC (1981) An outline of processing methods and uses for rice straw, a report of the residue management task force. University of California, California, p 79
Rials TG, Wolcott MP (1997) Chapter 4: physical and mechanical properties of agro-based fibers. In: Rowell RM et al (eds) Paper and composites from agro-based resources. CRC Press, Boca Raton
Boquillon N, Elbez G, Schonfeld U (2004) Properties of wheat straw particleboards bonded with different types of resin. J Wood Sci 50:230–235
Grigorious AH (1998) Straw as alternative raw material for the surface layers of particleboards. Holzforschung 50(2):32–33
Lawther JM, Sun R, Banks WB (1996) Effect of steam treatment on the chemical composition of wheat straw. Holzforschung 50:365–371
Han GP, Deng J, Zhang S, Bicho P, Wu QL (2010) Effect of steam explosion treatment on characteristics of wheat straw. Ind Crops Prod 31:28–33
Li X, Cai Z, Winandy J, Basta AH (2010) Selected properties of particleboard panels manufactured from rice straws of different geometries. Bioresour Technol 101(12):4662–4666
Li X, Cai Z, Winandy J, Basta AH (2011) Effect of oxalic acid and steam pretreatment on the primary properties of UF-bonded rice straw particleboards. Ind Crops Prod 33:665–669
Basta AH, Fierro V, El-Saied H, Celzard A (2011) Effect of deashing rice straws on their derived activated carbons produced by phosphoric acid activation. Biomass Bioenergy 35:1954–1959
Basta AH, Sefain MZ, Elrewiny IA (2011) Role of some treatments on enhancing the eco-friendly utilization of lignocellulosic wastes in production of cemented fiber-boards. BioResources 6(2):1359–1375
El-Saied H, Waley AI, Basta AH, El-Hadi O (2004) High water absorbents from lignocelluloces: novel soil conditioners of sandy soil from lignocellulosic wastes. Polym Plastic Technol Eng 43(3):777
Klyosov AA (2007) Wood plastics composites. Wiley, Hoboken
Stuart T, Liu Q, Hughes M, Mccall RD, Sharma HSS, Norton A (2006) Structural biocomposites from flax—part I: effect of biotechnical fibre modification on composite properties. Compos A 37:393–404
Wambua P, Ivens J, Verpoest I (2003) Natural fibres: can they replace glass in fibre reinforced plastics? Compos Sci Technol 63:1259–1264
Brahmakumar M, Pavithran C, Pillai R (2005) Coconut fibre reinforced polyethylene composites: effect of natural waxy surface layer of the fibre on fibre/matriz interfacial bonding and strength of composites. Compos Sci Technol 65:563–569
Fei Y, Qinglin W, Yong L, Yanjun X (2008) Rice straw fiber-reinforced high-density polyethylene composite: effect of fiber type and loading. Ind Crops Prod 28:63–72
Justo L, Cynathia D, Beatriz R, Mario N (2007) The effect of wood acetylation on thermal behavior of wood-polystyrene composites. J Chil Chem Soc 52(1):1073–1075
TAPPI Standard Method T222 05-54
Jayme G, Sarten P (1940) Strength properties of paper fibers. Naturwiss 28(52):822–823
Jayme G (1958) Determination and significance of water retention value. Tappi 41(11):180A–183A
Acknowledgments
This research was supported by the European RDI fund (Grant No MED1035-169-2008).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
El-Saied, H., Basta, A.H., Hassanen, M.E. et al. Behaviour of Rice-Byproducts and Optimizing the Conditions for Production of High Performance Natural Fiber Polymer Composites. J Polym Environ 20, 838–847 (2012). https://doi.org/10.1007/s10924-012-0439-0
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-012-0439-0