
Abstract
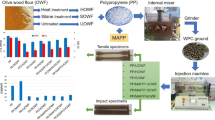
In this research, the influence of thermo-mechanical degradation of polypropylene (PP) on water absorption and thickness swelling of beech wood flour–PP composites were studied. For this purpose, a virgin PP was thermo-mechanically degraded by two times extrusion under controlled conditions. The results showed that the melt flow index, water absorption and thickness swelling of PP significantly increase by extrusion and re-extrusion. The virgin PP and degraded polypropylene were compounded with wood flour (at 60% by weight wood flour loading) in a counter-rotating twin-screw extruder in presence or absence of MAPP to produce wood flour–PP composites. From the results, the composites containing recycled PP exhibited higher water absorption and thickness swelling. The use of MAPP decreased water absorption and thickness swelling in composites made of virgin or recycled PP.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Wood Plastic Composites (WPCs) are a relatively new family of composite materials. In such composites, a natural fiber/filler (such as kenaf fiber, wood flour, hemp, sisal, etc.) is mixed with a thermoplastic (e.g., polyethylene, polypropylene, PVC etc.) to produce a WPC. WPCs are becoming more and more commonplace by the development of new production techniques and processing equipment. Generally in WPC manufacturing virgin thermoplastic materials are widely used. Similar to virgin plastics, any recycled plastic which can melt and be processed below the degradation temperature of wood or other lignocellulosic fillers (200 °C) is usually suitable for manufacturing WPCs [1].
Plastic waste is one of the major components of global municipal solid waste and annually, thousands of tons of post-consumed polymeric material wastes are generated all over the world. For example, waste plastics accounted for 11.2% of the 82.3 thousand tones of municipal solid waste generated in Tehran in 2006 [2]. The increasing quantities of plastic wastes and the effective and safe disposal of them have become serious public concerns. Reutilization of the post-consumed polymeric materials reduces the environmental impact and dependence on virgin plastics.
Because of their large volume and low cost, plastic wastes are promising raw material sources for WPCs. By using recycled plastics rather than virgin resin, these wood/recycled plastic composites provide an additional market for recycled plastics. Hence, the development of new value added products using wood flour and recycled plastic is assuming greater importance.
Due to the significant increase in global oil prices, using recycled plastics for the production of WPCs has recently attracted considerable attention and now it is a major task for researchers and industries. The use of recycled plastics in wood plastic campsite is increasing in developed and developing countries. It allows producers to make more cost-competitive products. It is obvious that the price of recycled plastics strongly depends on logistical solutions but the price of virgin plastics depends on the global prices of crude oil [1].
Although the utilization of recycled plastics has been considered for the manufacture of WPCs by a number of authors [3–9], studies on hygroscopic properties of wood/recycled plastic composites are very limited [10–13]. Considering the new applications and end uses of WPCs and their exposure to atmosphere or contact with aqueous media, it necessary to evaluate the hygroscopic characteristics of WPCs. Water absorption and the consequent thickness swelling are the most important characteristics of WPCs exposed to environmental conditions determining their applications. Therefore, hygroscopic characteristics as a limiting parameter have to be taken into account in the design of WPCs for final applications.
Adhikary et al. [13] have shown that the wood plastics composites of 50 wt% recycled HDPE have lower water absorption and thickness swelling in relation to those made of 50 wt% virgin HDPE. The results of Adhikary et al. [13] research also showed that the composites made from the recycled plastics (PP and HDPE) show comparable water absorption and thickness swelling to the composites made of the virgin plastics. However, the water uptake and thickness swelling can be reduced significantly with the incorporation of coupling agent (MAPP) in the composite formulation. Kazemi et al. [10] found that the maximum water absorption and diffusion coefficients of WPCs from recycled plastics (RPP or RHDPE) are higher than those made from virgin plastics. WPCs from the mixture of recycled PP and recycled HDPE have the highest water absorption and diffusion coefficients. Water absorption of studied composites was proved to follow the kinetics of a Fickian diffusion process. Kazemi et al. [12] have also studied long term thickness swelling of composites made of recycled plastics immersed in water. The results showed that the maximum thickness swelling of composite made of virgin and recycled plastics(PP and HDPE) are the same but by increasing the recycled plastic contents, swelling parameter rate considerably increases. Swelling parameter rate depends on how fast the composites swell. It means, composites made of recycled plastics (HDPE and PP) will take less time to reach the maximum thickness. The composites containing a mixture of recycled HDPE and PP exhibited highest swelling parameter rate.
Because recycled plastics may be obtained from different sources that may be exposed to different storage and reprocessing conditions, they may show different performances depending on their degradation process and level. Therefore, the effect of the degradation of plastics on long-term hygroscopic properties of WPCs needs to be identified. Such an analysis has not been addressed in the literature so far.
Extrusion is the most frequently used process to manufacture polypropylene (PP) products. The high levels of shear and heat to which the polymer is exposed during extrusion cause thermo-mechanical degradation [14]. Extrusion causes changes in molecular structure of polypropylene. These changes can lead to altered physical and mechanical properties of final product. Thermo-mechanical degradation of polypropylene during extrusion and multi extrusion were studied by several authors [14–16].
This investigation is an attempt to provide detailed information concerning the role of thermo-mechanical degradation of polypropylene on hygroscopic properties of wood flour/recycled polypropylene composites. For this purpose, a virgin polypropylene was thermo-mechanically degraded by extrusion and re-extrusion under controlled conditions, and then hygroscopic properties of the degraded polymer and the resulted composites were examined. The effect of thermo -mechanical degradation of polypropylene on mechanical properties of wood flour/recycled polypropylene composites has been published earlier by authors [2].
Materials and Methods
Materials
Polypropylene (PP) was grade PI0800 from BIP Co. (Bandar Imam, Iran). The MFI of the PP (as Virgin PP) was 3.1 g/10 min (measured at 190 °C under a load of 2.164 kg). The maleated polypropylene (MAPP) coupling agent used was UNITE (R) MP G 06070 3*8 supplied by Malaysia Co. Wood flour used in the study was obtained by screening industrial sawdust of oriental beech (Fagus orientalis) collected from local mills to +60/−40 mesh particle size. The material was dried in an oven for 24 h at 100 ± 2 °C.
Preparation of Recycled Polypropylene
The supplied PP was a virgin homopolymer. This was degraded thermo-mechanically under controlled conditions in a twin-screw extruder at a screw speed of 100 rpm and temperature of 190 °C. The virgin PP was designated VP, and R1P and R2P represent PP extruded once and twice, respectively. By extrusion and re-extrusion of VP, the MFI was increased to 3.8 and 11.0 g/10 min, respectively for R1P and R2P.
Composite Preparation
Oven dried wood flour with moisture content less than 3%, PP (virgin or degraded), and the coupling agent (MAPP) were weighed for each formulation according to compositions presented in Table 1. They were compounded in a counter-rotating twin-screw extruder model WPC-4815 (Borna Pars Mehr Company, Iran). The barrel temperatures of the extruder were controlled at 167, 167, 172, 157, and 154 °C for Zones 1, 2, 3, 4, 5 and 6, respectively, while the temperature of the extruder die was held at 137 and 105 °C for zones 1 and 2, respectively. The screw rotating speed used was 29 rpm. The wood flour and PP were premixed for 5 min to produce a homogenous mixture in a laboratory mixer at 1,500 rpm before being fed into the first zone of the extruder. Strips with a cross section of 70 × 10 mm2 were produced. For control, virgin and recycled polypropylene samples were prepared. All specimens were conditioned at 20 ± 2 °C and 65 ± 3% relative humidity for at least 2 week before the tests were performed.
Water Absorption and Thickness Swelling
Water absorption tests were carried out according to ASTM D570-98 Specification [17]. Five specimens of each formulation were selected and dried in an oven for 24 h at 102 ± 3 °C. The weight and thickness of dried specimens were measured to a precision of 0.001 g and 0.001 mm, respectively. The specimens were then placed in distilled water and kept at room temperature (20 ± 2 °C). For each measurement, specimens were removed from the water and the surface water was wiped off using blotting paper. Weights and thicknesses of the specimens were measured at different times during the long time immersion. The measurements were terminated after the equilibrium thicknesses of the specimens were reached. The values of the water absorption in percentage were calculated using the following equation:
where WA(t) is the water absorption at time t, W 0 is the oven dried weight and W(t) is the weight of specimen at a given immersion time t.
Also the values of the thickness swelling in percentage were calculated using the Eq. 3.
where TS(t) is the thickness swelling at time t, T0 is the initial thickness of specimens, and T(t) is the thickness at time t.
Results and Discussion
Water Absorption and Thickness Swelling of PP
Figure 1 illustrates the water absorption of virgin and recycled PPs after 2 and 24 h immersion in water. Although the water absorption of PP is very low, statistical analysis has indicated that there is significant difference between the water absorption (after 2 and 24 h immersion in water) of virgin, once and twice extruded PP. Similar results were observed for thickness swelling of virgin and recycled PP (Fig. 2). Generally virgin PP (VP) and twice recycled PP (R2P) exhibited the lowest and highest water absorptions and thickness swellings after 2 and 24 h immersion in water. Higher water absorption in degraded PP probably indicates some gaps which provide more water residence sites in recycled PP which may be created during extrusion. DSC results have also confirmed that a decrease in the extent of crystallinity of recycled PP (R1P and R2P) [2]. Therefore the lower crystallinity can also explain higher water absorption in recycled plastics.

Water absorption of virgin and degraded PP after 2 and 24 h immersion in water

Thickness swelling of virgin and degraded PP after 2 and 24 h immersion in water
Water Absorption of Composites
Long term water absorption curves of composites made from wood flour and virgin or recycled PP are illustrated in Fig. 3 where the percentage of water absorbed is plotted against time for all samples. As it is clearly seen, generally water absorption increases with immersion time, reaching a certain value at saturation point where no more water was absorbed. From Fig. 3 and Table 2 it can be observed that in the absence of MAPP, maximum water absorptions of composites made from virgin PP (WVP) and recycled PP (WR1P and WR2P) are very close. In short term (for example after 2 and 24 h immersion time) the difference in water absorption between composites containing virgin PP and recycled PP is a little higher (Table 2) and at some times it reaches to 3% but WR1P and WR2P composites have similar water absorptions. Figure 1 also indicates that in composites containing virgin PP, the saturation time is relatively longer than those of recycled PP. The short time and long term water absorption curves of composites made from once extruded PP (WR1P) was similar to those made from twice extruded PP (WR2P). The latter showed slightly higher saturation time.

Water absorption curves for all formulations
Because of constant content of wood flour (60%) in all formulations, the different water absorption among all manufactured composites can be attributed to the type of PP. As it was shown before that thermo-mechanical degradation increases water absorption of PP and for this reason the composites made of degraded PP exhibit higher water absorptions.
Figure 3 also shows that the composites containing MAPP exhibited lower water absorption compared to those made without MAPP. The use of MAPP decreased the maximum water absorption by 20, 17 and 14% in composites containing virgin PP, once recycled PP and twice recycled PP, respectively (see Table 2). The saturation time of all composites was increased by 2% MAPP. In the presence of MAPP, it can be clearly seen that recycling of PP increased water absorption of wood–PP composites.
Generally it is necessary to use compatibilizers or coupling agents (such as MAPP) in order to improve the polar filler/fiber and non-polar plastics bonding and in turn to enhance water resistance. The strong interfacial bonding between the wood wood flour and PP caused by the compatibilizer (the MAPP chemically bonded with the OH groups in the lignocellulosic filler) limits the water absorption of the composites. The free OH groups come in contact with water and form hydrogen bonding, which results in water absorption in the composites. The addition of MAPP can improve the compatibility between the polymer and the ester linkages will be formed between the hydroxyl groups of wood flour and the anhydride part of MAPP [18]. Therefore, the amount of free OH− in the wood cellulose is reduced and the water absorption of composites will be compared to the composites without MAPP. On the other hand, the improvement in the quality of adhesion between wood and PP by using MAPP, reduces the gaps in interfacial region and blocks hydrophilic groups.
The analysis of diffusion mechanism and kinetics was performed based on the Fick’s theory by fitting the experimental values to the Eq. 4 according the method described by Kazemi Najafi et al. [10] and Espert et al. [19].
where M t is the water absorption at time t; M ∞ is the water absorption at the saturation point; and k and n are constants.
From the n values (Table 2) it can be concluded that the water absorption of all formulations approach the Fickian diffusion case. A higher value of n and k indicates that the composite needs shorter time to attain equilibrium water absorption and absorbs higher moisture initially. The value of k of composites containing virgin PP was found to be lower than those containing recycled PP. With increasing degradation level of PP, k values of composites were increased. The k tends to be less for the MAPP coupled wood flour–PP composites.
The diffusion coefficient is the most important parameter of the Fick’s model and shows the ability of water molecules to penetrate inside the composite structures. The diffusion coefficients were calculated according the method described by Kazemi Najafi et al. [10] and Espert et al. [19].
Table 2 shows the water diffusion coefficients for all formulations. It is evident from Table 2 that with or without MAPP, the composites containing VP have lower diffusion coefficients than those made of recycled PP. The composites made from twice recycled PP exhibited the highest diffusion coefficients. The water diffusion coefficients of all composites were decreased with applying MAPP. Compared with composites based on virgin PP, higher water absorption for natural filler-recycled PP composites were reported [10, 13]. Adhikary et al. [13] explained that diffusion coefficients of wood-recycled PP composites may be due to the presence of some impurities in the recycled plastic. The magnitude of the diffusion coefficients obtained in this work is close to the reported values in literature [10, 13, 19]. It must be considered that the diffusion coefficient can be affected by type, virginity and content of plastics, manufacturing method, type and content of filler/fiber, compatibilizer, etc.
Thickness Swelling of Composites
Thickness swelling curves of different composites are illustrated in Fig. 4 where the thickness swelling is plotted against time for all samples. Similar to water absorption, thickness swelling increases with immersion time, reaching a certain value where no more swelling was observed.

Thickness swelling curves for all formulations
From Fig. 4 and Table 3 it can be observed that in the absence of MAPP, maximum thickness swelling of composites made from recycled PP (WR1P and WR2P) is very close to those made from virgin PP (WVP). Similar results are observed for short term (for example after 2 and 24 h immersion time) thickness swelling. Generally the composites containing VP exhibited slightly lower thickness swelling compared to composites containing R1P and R2P, respectively.
Figure 4 also shows that, similar to water absorption, composites containing MAPP exhibited lower thickness swelling compared to those made without MAPP. The use of MAPP decreased the maximum thickness swelling about 32, 31 and 15% in composites containing virgin PP, once recycled PP and twice recycled PP, respectively (Table 3). As it can be seen in Fig. 4, in the presence of MAPP, thickness swelling of composites made from R1P is similar to those made from VP but WR2P composites exhibit a relatively higher thickness swelling. From the results of water absorption and thickness swelling it can be concluded that the degradation level may influence MAPP performance. The time to reach maximum thickness swelling for all composites was increased by adding 2% MAPP.
For more convenient comparisons, the thickness swelling rate of composites was quantified by the model described and developed by Shi and Gardner [20]. In this model, a swelling rate parameter (KSR), as determined using the test data, can be used to quantify the swelling rate. The swelling model is expressed in the following equation:
where TS (t) is the thickness swelling at time t, T 0 and T C are initial and equilibrium board thickness, respectively. K SR is a constant referred to as the initial (or intrinsic) relative swelling rate. The values of KSR in Eq. 4 depend on how fast the composites swell, and also on their equilibrium thickness swelling. The higher value of K SR indicates the higher rate of the swelling and thus the composite reaches the equilibrium TS in a shorter period of time.
Nonlinear curve fitting was used to find the swelling rate parameter (KSR) that provides the best fit between the equation and the data. This algorithm seeks the parameter values that minimize the sum of the squared differences between the observed and predicted values of the dependent variable as seen in Eq. 5.
where SS is the sum of squared difference and \( y_{i} \) and \( \hat{y}_{i} \) are the observed and predicted values of the dependent variable, respectively.
Swelling rate parameter (KSR) of composites is given in Table 3. It can be seen that in the presence and absence of MAPP, the composites containing VP exhibited lower swelling rate parameters and degradation level increased this parameter. The application of MAPP decreased KSR of all composites about 50%.
Figures 5 and 6 illustrate the comparison of the predicted thickness swelling from the swelling model (Eq. 5) and the experimental data for the virgin and twice recycled PP composites, respectively. It can be seen that the swelling model fits the experimental data well for composites containing VP and R2P with high R2 values. It can also be observed that the model provides better prediction for composites containing MAPP. It is also observed that at lower swelling rate parameters, the swelling model provides better prediction for thickness swelling process of composites.

Thickness swelling model fit for wood—virgin PP composites

Thickness swelling model fit for wood—twice recycled PP composites
Conclusions
The influence of thermally degraded polypropylene (PP) on mechanical properties of beech wood flour–PP composites was studied and the following conclusion can be drawn from the results and discussions provide above:
-
The melt flow index, water absorption and thickness swelling of recycled PP significantly increased by extrusion and re-extrusion of virgin PP.
-
The composites containing recycled PP exhibited higher water absorption and thickness swelling.
-
MAPP decreased water absorption and thickness swelling in composites containing virgin or recycled plastics.
-
Water absorption of all formulations approached the Fickian diffusion case.
-
Thermo-mechanical degradation of PP increased water diffusion coefficient and swelling rate parameter of resulted wood–PP composites.
-
Degradation of PP may influence MAPP performance for decreasing the water absorption and thickness swelling of wood–PP composites.
References
Mali J, Sarsama P, Lindberg LS, Peltonen J, Vilkki M, Koto T, Tiisala S (2003) Wood fiber–plastic composites. A research report published 31.12.2003 by VTT Technical Research Centre of Finland. http://www.vtt.fi/rte/uutta/wpc_final_report.pdf
Kazemi Najafi S, Mostafazadeh-Marznaki M, Charmahali M, Tajvidi M (2009) J Compos Mater 43:2543
Yam KL, Gogai BK, Lai CC, Selke SE (1990) Polym Eng Sci 30:693
Youngquist A, Myers GE, Muehl JH, Krzysik AM, Clemens CM, Padella F (1994) Composites from recycled wood and plastics: a project summary. US Environment Protection Agency
Kamdem DP, Jiang H, Cui W, Freed J, Matuana LM (2004) Compos Part A 35:347
Jayaraman K, Bhattacharyya D (2004) Resour Conservat Rec 41:307
Selke SE, Wichman I (2004) Compos Part A 35:321
Kazemi-Najafi S, Hamidinia E, Tajvidi M (2006) J Appl Polym Sci 100:3641
Adhikary KB, Pang S, Staiger MP (2008) Compos Part B 39:807
Kazemi-Najafi S, Kiaefar A, Tajvidi M, Hamidina E (2006) J Reinf Plast Compos 26:341
Kazemi-Najafi S, Tajvidi M, Hamidina E (2007) Holz als Roh und Werkstoff 65:377
Kazemi-Najafi S, Kiaefar A, Tajvidi M, Hamidina E (2008) Wood Sci Technol 42:161
Adhikary KB, Pang S, Staiger MP (2007) Chem Eng J 142:190
Canevarolo SV (2000) Polym Degrad Stab 70:71
Steward EL, Bradley M (1991) J Plast Film Sheet 7:355
Da Costa HM, Ramos VD, Rocha MCG (2005) Polym Test 24:86
American Society for Testing and Materials (2002) ASTM D570-98. West Conshohocken, PA
Matuana LM, Balatinecz JJ, Sodhi RNS, Park CB (2001) Wood Sci Technol 35:191
Espert A, Filaplana V, Karlsson S (2004) Compos Part A 35:1267
Shi QS, Gardner DJ (2006) Compos Part A 37:1276
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Kazemi Najafi, S., Mostafazadeh-Marznaki, M. & Chaharmahali, M. Effect of Thermo-Mechanical Degradation of Polypropylene on Hygroscopic Characteristics of Wood Flour-Polypropylene Composites. J Polym Environ 18, 720–726 (2010). https://doi.org/10.1007/s10924-010-0220-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-010-0220-1