
Abstract
The feasibility of reprocessing has been investigated as a possible alternative for acrylonitrile–butadiene–styrene terpolymer (ABS) recycling. Up to 10 reprocessing cycles have been performed by both extrusion and injection techniques and their effect on thermal and mechanical properties have been studied. Moreover, the effect of the combined reprocessing and accelerated weathering has been analyzed. Measurements collected after each molding cycle indicated virtually complete retention of thermal properties. The same behaviour has been observed from accelerated weathering tests. With respect to the mechanical properties, neither the flow index nor the tensile strength were affected by the number of reprocessing cycles though the impact strength decreased slightly. However, the studies based on the accelerated weathering show that there is an important influence of the number of reprocessing cycles on the tensile strength.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With recent economic growth, we have produced large amounts of the plastics which have been conveniently used in our life. However, they have also brought many environmental problems [1–3]. Usually waste plastics are treated by combustion, burial or recycling. The combustion method causes air pollution, while burial causes water pollution and it is limited by the lack of landfills. Since recycling is the most viable method, it has been the subject of many research studies [4–7].
The recycling of polymeric materials generated during different processing operations has great economic importance. However, since polymeric materials are generally subjected to high temperatures and shear stresses during reprocessing, different types of degradation reactions may occur. These reactions may affect the chemical structure of the product and influence its properties [8]. Specifically, during the extrusion and injection molding processes, the thermoplastics are subjected to high temperatures and shear stress, both of which may induce degradation [9].
It is well known that the degradation of plastic materials in conventional use can be regarded as the sum of all types of weathering effects occurring during the product’s life cycle, both degradation in manufacturing processes and weathering during the product’s use [10, 11]. It is therefore relevant to study the effects of combined processing and weathering in several repeated cycles in order to understand the changes taking place on the properties during recycling. Such studies are scarce in contrast to the number of investigations of degradation due to either repeated processing or weathering alone [10, 12].
Acrylonitrile–butadiene–styrene terpolymer (ABS) is one of the most successful engineering thermoplastics. It consists of an styrene–acrylonitrile copolymer (SAN) mixed and to some extent grafted to polybutadiene rubber. ABS is one of the most frequently used polymers in electrical and electronic equipment, as well as having widespread applications in automobiles, communication instruments, and other commodities, mainly because both the properties and price are intermediate between the lower priced commodity thermoplastics and the more expensive high performance engineering plastics [13, 14]. For the same reasons, ABS is also an interesting plastic material for recycling [15].
Several studies have been carried out on the mechanical recycling of ABS. For example, Potente and Gao [16] studied the recyclability of injection molded lampshade parts based on ABS; in another study, pieces of ABS from computer monitor casings were granulated followed by thermal processing in a torque rheometer [7]; Casale et al. [17] have evaluated the effects of reprocessing conditions on the mechanical properties of ABS by varying temperatures and dwell times; studies carried out by Kim and Kang [6] on ABS recycling, for a maximum of 5 extrusion reprocessing cycles, indicated that the glass transition temperature (T g) of the SAN phase was not changed and the influence on the mechanical properties was small whereas impact resistance decreased after recycling; Boldizar and Möller [18] did not observe significant changes in the glass transition temperature for a series of six combined cycles of extrusion and accelerated weathering in a climate chamber; Bai et al. [19] observed, from DMTA measurements, a slight increase in the glass-transition temperature of the polybutadiene phase after reprocessing at 270 °C, suggesting that crosslinking reactions may have occurred in the rubber phase. On the other hand, they observed a negligible variation in the T g of the SAN phase.
In this work the feasibility of reprocessing has been investigated as a possible alternative for ABS recycling using the most usual techniques in the processing of thermoplastics, such as extrusion and injection. For each case, up to 10 cycles of reprocessing have been performed. Furthermore, one of the most important factors that produces a degradative effect on plastics is sunlight and, especially, ultraviolet light (UV). Although heat stabilisers are commonly included in ABS to prevent thermal degradation in high-temperature environments, stabilisation against weathering and the effect of ultraviolet (UV) radiation is sometimes overlooked. Exposure to UV radiation can induce microstructural changes, which can in turn lead to polymer oxidation and degradation. We have studied the effect of combined conventional extrusion or injection processing and UV weathering on a conventional ABS and, for that, the ABS samples have been submitted to an accelerated weathering through exposure in a chamber that simulates the UV light. The study has been focused on the behaviour of the mechanical and thermal properties when the material is reprocessed, intensively weathered and when both degradative effects are combined. In order to obtain a better knowledge, several fractions of polybutadiene as well synthesized styrene-acrylonitrile copolymers have been analyzed as well.
Experimental
Materials and Copolymer Synthesis
The terpolymer acrylonitrile–butadiene–styrene (ABS) was a commercial product from General Electric Plastics known as CYCOLAC 705 and the polybutadiene fractions used were supplied by Fluka. Styrene (St) and acrylonitrile (AN), purchased also from Fluka, were purified by distillation over calcium hydride at reduced pressure before use. The initiator used in the synthesis of the styrene-acrylonitrile copolymers (SAN), AIBN (Fluka), was recrystallized from diethyl ether. The common solvents such as dichloromethane (Fluka) and methanol (Panreac Quimica SA) were purified using standard procedures whereas quality HPLC tetrahydrofuran (Lab. Scan) was used as received.
The styrene-acrylonitrile copolymerization reactions were carried out in a thermostatic bath at 333 K, using AIBN as initiator and tetrahydrofuran as solvent. In all cases the copolymerization study was extended to cover all the range of comonomer feed compositions. The composition of the copolymers (F N) was determined by elemental analysis (Perkin Elmer 2400 CHN) from the nitrogen content, taking into account that only acrylonitrile contains it (26%).
The molecular weights and molecular weight distributions of the copolymers were determined by Size Exclusion Chromatography (SEC) in a WATERS GPC chromatograph model 1515 equipped with two TOSOH TSKgel columns, and using tetrahydrofuran as solvent. The working temperature was 30 °C and the calibration was performed using polystyrene standards.
Material Reprocessing and Sample Preparation
Extrusion
Extrusion was performed using a LEISTRITZ MICRO 27 GL-36D twin-screw extruder, 10 times repeatedly under the same operating conditions. After that the reprocessed samples were dried at 353 K during 24 h. The operating gradient temperature of extruder was between 463 and 473 K and the rotational velocity of the screws was kept at 100 rpm during all the extrusions.
The melt material from the injection molding machine was cooled, dried and grinded using a RIETER AUTOMATIK GMBH grinder model PRIMO 60 E. In every extrusion cycle several samples are taken in order to study the mechanical properties, accelerated weathering test and flow index tests. This grinded material was also used for the DSC and TG tests, and it is, in fact, the starting material for the following reprocessing cycles.
Injection
Ten injection molding cycles were carried out in a BATTENFELD injection molding machine model 750/315 CD UNILOG 4000. The operating gradient temperature of injection was between 473 and 503 K and probes were obtained according to the ISO 20753 standard. In every injection cycle several samples are taken in order to study the mechanical properties. The rest of the material was grinded in a MORETTO grinder Mod. ML 25/35-P40022. This grinded material was used for the DSC and TG tests, and it is also the starting material for following reprocessing cycles.
Analysis Techniques
The thermal properties were determined using a Mettler Toledo 822e differential scanning calorimeter (DSC) at a temperature scan rate of 10 K min−1, from 123 to 973 K, under nitrogen atmosphere, and with a Shimadzu DTG-60 thermobalance (TG) at a heating rate of 10 K min−1 from room temperature to 1173 K, under nitrogen atmosphere. In both cases samples of about 10 mg were used.
The melt flow indexes (MFI) of the reprocessed materials were measured after each molding cycle using a ATS FAAR extrusion plastometer model MEP/PC, according to the ASTM D-1238 standard at 493 K, with a 10.0 kgf weight.
Tensile tests were carried out in an SCHENCK-TREBEL RM 100 Universal Material Testing Machine with a load cell of 50 kN, according to the UNE-EN ISO 527 standard, whereas for Charpy impact tests a CEAST instrumented impact machine Model Resil 25-6545, according to the ISO 179-1 standard, was used.
Accelerated Weathering
The accelerated weathering of the samples was carried out in a QUV test chamber using UVB 313 fluorescent pipes. This chamber was designed to create a highly flexible mixture of UV light, temperature and moisture conditions. The tests are intended to reproduce the damage caused by sunlight, rain and condensed surface moisture or dew. The materials are subjected to alternating cycles of UV light (4 h at 333 K) and moisture (100% relative humidity, 4 h at 323 K) according to the ASTM G-53-84 standard. The QUV chamber simulates an intensive environmental weathering and reproduces in days or weeks the effect that would take place over months or years in order to predict the relative shelf life of the exposed materials outdoors. Though the UV radiation constitutes only 6.8% of the sunlight, the short wavelengths among 280–300 nm cause the main degradation in polymers and this is the zone where the QUV chamber works.
The maximum residence time of the samples in the QUV test chamber was 600 h, samples being extracted at intermediate times for analysis. In these tests the ABS samples previously subjected to 1, 5 and 10 injection reprocessing cycles were used. The correlation among the residence time at UV radiation in the QUV test chamber and the real weathering was made using information of UV radiation provided by the Spanish Meteorology National Institute (INM) which monthly provides average daily information of UV-B radiation. In order to have a good correlation information of the last 6 years (2002–2007) has been used.
The information of the INM along with the emission power of the QUV test chamber in the band of 280–320 nm [20] allows to obtain an approximate correlation between the residence time in the QUV test chamber and the real time outdoors. To do so, it is necessary to consider that the power of the QUV lamp at 280–320 nm is 18 W m−2, and that an hour of exposure to the UV light is equivalent to 64.8 kJ m−2. Besides, from INM data it can be estimated that a real year of irradiation of UV light is 880.7 kJ m−2. Therefore, a real year would be equivalent to 13.6 h of exposure to the UV light in the QUV chamber. Nevertheless, considering that the lamps are switched on only the half of the time of residence in the chamber, it is possible to conclude that a real year outdoors would be equivalent to 27.2 h inside the QUV test chamber. A similar correlation was made by Davis et al. [21]. Other authors [22–24] have tried to carry out outdoors and accelerated weathering simultaneously, to correlate the times by means of the measure of certain properties. The disadvantage of this type of tests is that too much time is spent.
Results and Discussion
Reprocessing Effect
For a better knowledge of the influence of the reprocessing effect on the thermal properties of ABS, several polybutadiene fractions and styrene-acrylonitrile copolymers were analyzed. Table 1 shows the molecular weight of the polybutadiene fractions as well as the corresponding values of both the glass transition temperature (T g) and the initial degradation temperature (T i). Table 2 shows the characteristics of the styrene-acrylonitrile copolymers (composition, F N, and molecular weight, \( \overline{{M_{\text{n}} }} \)) along with their glass transition temperatures and information on the degradation process (wt%). As it can be deduced, T g values are independent of the molecular weight for the polybutadiene fractions and they were also similar for all SAN copolymers independently of both molecular weight and copolymer composition.
Table 3 shows the thermal and mechanical properties, as well as flow indexes values, after the injection molding cycles of ABS samples (maximum 10 injection cycles). For ABS samples reprocessed by extrusion, also 10 cycles maximum, the analyzed properties are shown in the Table 4. Here, the analyzed properties were only the thermal properties and the flow index, due to the fact that an analysis of the mechanical properties would involve a posterior injection reprocessing in order to obtain the necessary probes; then, the effect due to both type of reprocessing (extrusion + injection) would be obtained.
Glass Transition Temperature
In all ABS samples, both reprocessed by extrusion and injection and for all the reprocessing cycles, the DSC results show two glass transition temperatures at approximately 180 and 374 K (Tables 3, 4). The first one corresponds with the polybutadiene-phase, and the second one, at higher temperature, with the SAN-phase. As it can be deduced from the tables, the glass transition temperatures of ABS samples do not change by recycling, both by extrusion and injection, that is to say, the effects of recycling by both techniques on ABS are quite similar. Moreover, these values are in agreement with those obtained for polybutadiene fractions and SAN copolymers (Tables 1, 2) indicating that the chain length does not have a significant influence on the T g of the polybutadiene-phase, and that polybutadiene grafting on the SAN-phase does not affect its T g either. On the other hand, the T g values of the polybutadiene phase for the reprocessed samples are slightly higher than that of polybutadiene fractions, which suggests a possible crosslinking as pointed out by other authors [19]. The obtained results for the glass transition temperature of the SAN-phase are in agreement with those obtained by other authors [6, 18] using up to 6 extrusion reprocessing cycles, which allows us to conclude that the glass transition temperature of the SAN-phase in the ABS samples does not depend neither on its chain length nor on its composition and does not change even after 10 reprocessing cycles by both extrusion and injection processes.
Thermal Stability
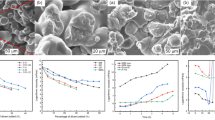
Figure 1 shows the thermogravimetric curves for the samples reprocessed by injection. Similar curves were obtained for the samples reprocessed by extrusion. As it can be observed, the thermal degradation occurs in a unique step and up to practically total conversions. Tables 3 and 4 show the initial temperatures of degradation (T i), determined as the intersection between the tangent to the baseline and the inflexion point in the thermogravimetric curve. If we compare these values with those for polybutadiene and SAN copolymers shown in Tables 1 and 2, it can be deduced that grafting of polybutadiene chains on SAN copolymer results in a material with a slightly higher thermal stability than SAN copolymer. On the other hand, similar T i values are obtained from both types of reprocessing, an slight increase being observed in T i as the number of reprocessing cycles increases indicating an increase in thermal stability of the reprocessed samples. This fact could be due to the elimination, during the first reprocessing cycles, of monomer and/or some additives which are present in the original sample resulting in structures with higher thermal stability. In fact, some additives have been identified, from Gas Chromatography/Mass Spectrometry (GC/MS), during reprocessing, particularly during multiple reprocessing [19].

Thermogravimetric curves of ABS samples reprocessed by injection: —— cycle 0; - - - - - cycle 1; ······ cycle 5; - · - · - cycle 10
Mechanical Properties
This study has been carried out only with the ABS samples reprocessed by injection and Table 3 shows the modulus of elasticity as well as tensile and impact strength values. As it can be observed, reprocessing of ABS has a more severe effect on impact than on tensile properties. The results indicate a small decrease in the modulus of elasticity, whereas the tensile strength undergoes a slight increase when the number of reprocessing cycles increases. This is in accordance with reported studies [6–9] in which up to eight reprocessing cycles have been carried out, and we can conclude for ABS samples that a virtually complete retention of the mechanical properties occurs after reprocessing by both extrusion and injection up to 10 reprocessing cycles. This behaviour is not surprising as these properties are determined by the rigid SAN phase the characteristics of which are unaffected by reprocessing as we have already noted.
However, the impact strength of all ABS samples decreased significantly after recycling (Table 3), especially from the fifth reprocessing cycle. As polybutadiene confers impact resistance on ABS, the reduction in impact strength would be related with some degradation of the polybutadiene phase probably involving changes in the molecular weight. Previous investigations [6, 8, 17, 19] have also recognized the substantial deterioration in impact properties as a result of recycling.
Accelerated Weathering Effect
Until now, the studies regarding the effect of the UV radiation on the ABS have only focused on the reactions taking place in the material [21, 25] and, especially, on the influence on the impact strength, which decreases as the material is weathered. Davis et al. [21] observed that the impact strength decreases about 72% after 500 h of exposition which, according to their correlation, is equivalent to 3 months outdoors. Zahn [26], on the other hand, conclude that after 1500 h of exposition the impact strength decreases up to 30%.
The studies performed by us are referred to the samples reprocessed by injection corresponding to 1, 5 and 10 cycles. In agreement with the described procedure, the samples were maintained in the QUV chamber during 600 h, 260 h and 200 h for the 1, 5 and 10 reprocessing cycle, respectively. In the three cases, samples were measured at intermediate times to evaluate the influence of the accelerated weathering time in the properties of the material.
Tables 5, 6 and 7 show the glass transition temperature (T g), the initial temperature of degradation (T i) as well as the modulus of elasticity and tensile strength values for the first, fifth and tenth reprocessing cycles by injection. From these data we can concluded that the glass transition temperature of the weathered samples does not depend neither on the number of reprocessing cycles nor on the residence time in the QUV chamber. On the other hand, as it can be deduced from Fig. 2 and Tables 5, 6 and 7, there is a low increase in the thermal stability in function of the residence time in the QUV camera. This behaviour would be a consequence of photooxidation processes involving elimination of monomer and/or additives.

Thermogravimetric curves of ABS samples after the first injection cycle as a function of the residence time in the QUV camera: —— 0 h; - - - - 215 h; ······ 600 h
Mechanical Properties
From Tables 5, 6 and 7 it can be deduced that the modulus of elasticity is not significantly affected by the accelerated weathering process, even after 10 reprocessing cycles. However, in all the cases studied, the tensile strength decreases drastically during the first 200 h of residence in the QUV chamber, reaching approximately 40% of its initial value and remaining practically constant from then on. When the ABS is exposed to the action of the UV light a photodegradation process [21] takes place involving, fundamentally, the polybutadiene-phase. Upon exposure to UV radiation, photolysis of the methylene bond in the trans-1,4-polybutadiene structure occurs, giving rise to an allylic radical polymer chain. This radical may undergo several reaction paths to yield further radicals, together with oxygenated species such as hydroperoxides, ketones and esters [25, 27]. In consequence, crosslinking reactions can take place in the polybutadiene phase causing higher fragility which results in a lower tensile strength.
Our studies reveal that the major difference in the behaviour of the reprocessed materials takes place in the first 50 h of residence in the QUV chamber (which could be approximated to 2 years outdoors). For the samples after 10 reprocessing cycles, the property is reduced by 50% whereas for the samples after the fifth reprocessing cycle the decrease is only 20%. This behaviour can be explained taking into account that the photooxidation mechanism is accelerated by the presence of residual hydroperoxides formed during the processing, which may also decompose to produce other degradation products and radical chains. Therefore, from the point of view of the tensile strength we can conclude that non protected ABS is seriously degraded after 215 h of residence in the QUV chamber (which would be equivalent to 8 years outdoors), so, depending on the mechanical requirements in the ABS application it must be replaced before.
Conclusions
Along this work the combined reprocessing and accelerated weathering effects on mechanical and thermal properties for one of the technical polymers more widely used, as the terpolymer acrylonitrile–styrene–butadiene (ABS) is, has been studied. Up to 10 reprocessing cycles have been carried out by both injection and extrusion techniques and it can be concluded that thermal properties are kept practically unaltered. The same behaviour has been observed from accelerated weathering tests which allows us to conclude that ABS can be recycled a high number of times.
With respect to the mechanical properties, neither the flow index nor the tensile strength were affected by the number of reprocessing cycles though the impact strength decreased slightly, probably as a consequence of changes in the polybutadiene phase. However, the studies based on the accelerated weathering show that, from exposure times in the QUV chamber higher than 50 h (which could be approximated to 2 years outdoors), there is an important influence of the number of reprocessing cycles on the tensile strength.
References
Smith H (1979) Polym Plast Technol Eng 12:141
Yen TF (1975) Recycling and disposal of solid wastes-industrial, agricultural, domestic. Ann Arbor Science, Ann Arbor, MI
Ha CS (1991) Polym Sci Technol 1:66
Roy M (1978) Polym Eng Sci 18:721
Guillet JE (1979) J Appl Polym Sci: Appl Polym Symp 35:599
Kim JK, Kang CK (1995) Polym Plast Technol Eng 34:875
Brennan LB, Isaac DH, Arnold JC (2002) J Appl Polym Sci 86:572
Eguiazabal JI, Nazabal J (1990) Polym Eng Sci 30:527
Kuczynski J, Snyder RW, Podolak PP (1994) Polym Degrad Stab 43:285
Grassie N (1977) Development in polymer degradation. Elsevier Applied Science, London
Gillen KT, Celina M (2001) Polym Degrad Stab 71:15
Sanchez P, Remiro PM, Nazabal J (1992) Polym Eng Sci 32:861
Brydson JA (1999) Plastics materials. Butterworth-Heinemann, Oxford
Adams ME, Buckley DJ, Colborn RE, England WP, Schissel DN (1993) Rapra Review Reports 6:1
Liu X (2001) Mechanical recycling of engineering thermoplastics using alloying techniques. Chalmers University of Technology, Gothenburg
Potente H, Gao X (1994) Conference proceedings of ANTEC’94, p 2989
Casale A, Salvatore O, Pizzigoni G (1975) Polym Eng Sci 15:286
Boldizar A, Möller K (2003) Polym Degrad Stab 81:359
Bai X, Isaac DH, Smith K (2007) Polym Eng Sci 47:120
Bair HE, Boyle DJ, Kelleher PG (1980) Polym Eng Sci 20:995
Davis P, Tiganis BE, Burn LS (2004) Polym Degrad Stab 84:233
ASTM STP 1294 (1996) In: Herling RJ (ed) Durability testing of nonmetallic materials, p 91
Jakubowicz I (2001) Polym Testing 20:545
Orden S (2000) Agricultura Técnica 60:3
Shimada J, Kabuki K (1968) J Appl Polym Sci 12:671
Zahn A (1997) Kunststoffe 87:314
Shimada J, Kabuki K, Ando M (1972) Rev Electr Commun Lab 20:553
Acknowledgement
J. M. Pérez thanks for a fellowship from Technology Centres Foundation Iñaki Goenaga.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Pérez, J.M., Vilas, J.L., Laza, J.M. et al. Effect of Reprocessing and Accelerated Weathering on ABS Properties. J Polym Environ 18, 71–78 (2010). https://doi.org/10.1007/s10924-009-0154-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-009-0154-7