
Abstract
We have developed a plasma-sprayed anti-reflection (AR) coating technology for millimeter-wave astrophysics experiments with cryogenic optics which achieves minimal dissipative loss and broad bandwidth and is easily and accurately applied. Plasma spraying is a coating process through which melted or heated materials are sprayed onto a substrate. The dielectric constants of the plasma-sprayed coatings were tuned between 2.7 and 7.9 by mixing hollow ceramic microspheres with alumina powder as the base material and varying the plasma energy of the spray. By spraying low loss ceramic materials with a tunable dielectric constant, we can apply multiple layers of AR coating for broadband millimeter-wave detection. At 300 K, we achieved a fractional bandwidth of 106 over 90% transmission using a three-layer AR coating. Applying ceramic coatings on ceramic lenses offers an additional benefit of preventing cryogenic delamination of the coatings. We report on methodology of coating application and measurement of uniformity, repeatability, transmission property, and cryogenic adhesion performance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The next generation of cosmic microwave background (CMB) polarimetry experiments, such as POLARBEAR-2 and SPT-3G [1, 2], will attempt to detect the faint primordial B-mode signal from gravitational waves. With modern millimeter-wave detectors limited by photon shot noise, we can only increase sensitivity by increasing the optical throughput. Additionally, we must observe at multiple frequency bands to accurately characterize the spectral dependence of galactic foreground emission and separate it from the CMB signal. This requires refractive elements with maximum optical throughput and large bandwidth. Alumina and silicon are ideal lens materials for these applications because of their high dielectric constants (\(\epsilon _\mathrm{r}\) \(\approx \) 10–12), low loss-tangents (tan \(\delta < 10^{-4}\) at 4 K), and high thermal conductivities. High dielectric constant allows for the use of lenses with small curvature, and high thermal conductivity facilitates cooling at cryogenic temperatures which reduces thermal emission and absorption loss. However, a high dielectric constant also leads to significant reflection, approximately 20–30 %, per vacuum-dielectric interface and necessitates an appropriate AR coating. Many AR coating technologies exist using thin dielectric coatings, metal-mesh or sub-wavelength structures [3–7]. However, every existing technology requires a complicated and difficult process of gluing or machining the coating. This paper presents the novel technology of thermal-sprayed AR coating which is simple to apply on any surface profile to great precision.
Thermal spraying describes a family of techniques which applies a coating onto a surface by melting or heating materials and spraying onto a surface. For this paper, we sprayed alumina powders by using a plasma spray gun which melts ceramics with a plasma jet of temperatures of order \(10^5\) K. The melted ceramic stream cools immediately upon contact with the surface, forming a strongly adhered coating without the need for any glues or adhesion promoters.
The characteristic matrix method can be used to obtain and optimize the analytical solution for wave propagation through multiple layers of dielectrics [8]. At a fixed wavelength of \(\lambda _0 = c/f_0\), we calculate that the ideal three-layer AR coating has dielectric constants \(\epsilon _\mathrm{c} = 2\), 4, and 7 and thicknesses of \(t = \lambda _0/(4\sqrt{\epsilon _\mathrm{c}})\). Ground-based CMB experiments require approximately 30 % bandwidth around the atmospheric windows 95, 150, and 220 GHz and the AR coating thicknesses of \(O(100\ \upmu m)\) controlled to \(O(10\ \upmu m)\). For more detail, please refer to [5].
We report the ability to tune the dielectric constant by varying porosity within the coating, which allows for an AR coating with the correct dielectric constant for a variety of high dielectric optics and broadband multi-layer application. Furthermore, the use of the robotic arm in thermal spraying allows for a programmable application technique on a variety of surface profiles, whether they be flat, large curved lenses (\(\sim \)70 cm diameter) or small hemispherical lenslets (\(\sim \)6.35 mm diameter).
2 Coating Material
The low dielectric constant of silica (\(\epsilon _\mathrm{r} \approx 4\)) and the low loss-tangents of alumina and silica (\(\sim 10^{-4}\) at 4 K) for millimeter waves suggest that they can be combined for a coating with a lower dielectric constant than that of an alumina or silicon lens and low loss. We chose a mixture of high-purity alumina and hollow microspheres made of alumina and silica to plasma spray as the base material for the coatings. A plasma gun generates a plasma jet of temperature of order \(10^5\) K by ionizing an inert primary gas, most commonly Argon due to its gentleness towards the gun nozzle, with an electrical arc. It also mixes in a secondary gas, most commonly Hydrogen, which provides more energy as a function of temperature due to the additional energy from dissociation of its diatomic molecules. By feeding ceramics in the form of powders with particle size of \(O(10\ \upmu m)\), the soft ceramic particle is shot and bonded to the grit of the substrate surface to form a strongly adhered coating. By increasing the ratio of microspheres, we increase the total porosity and consequently decrease the dielectric constant. Furthermore, by increasing the amount of Hydrogen in the plasma, we increase the plasma energy to decrease the porosity and consequently increase the dielectric constant. We coated both sides of a cylindrical, 51 mm diameter, 6.35-mm-thick alumina disk of 99.5 % purity from CoorsTek, Inc. to form coatings of \(O(100\ \upmu m)\) thickness with different mixtures of alumina and microsphere powders. The surface of the alumina disk must be gritted with silicon carbide to make adhesion possible. The thickness is uniform to below \(10\ \upmu m\), which is \(\lambda _0/100\).
To measure dielectric constants and dissipative losses, we used a Michelson Fourier transform spectrometer (FTS) apparatus. The FTS uses the contrast between an 800 K ceramic heater and a 300 K Eccosorb AN-72 absorber as a source with a 0.25-mm-thick Mylar beam splitter with peak efficiency at 180 GHz. The sample is placed at the output of the FTS. The resulting rays are focused onto a broadband antenna-coupled transition-edge sensor bolometer with superconducting quantum interference device (SQUID) for readout [1, 5]. This setup is described in detail in [1, 3]. To measure the transmission spectra of the samples, we divided the spectrum with the sample in the beam path by the spectrum without the sample and averaged three pairs of such data. The Fabry–Perot fringes in the transmission data are dominated by those of the alumina substrate which occur with frequency spacing \(\Delta f = c/(2d\sqrt{\epsilon _\mathrm{s}})\) where d is the thickness and \(\epsilon _\mathrm{s}\) is the dielectric constant of the alumina substrate. To obtain the dielectric constants of the coating from the transmission data, we fit an analytical solution for plane wave propagation through multiple layers of dielectrics obtained with the characteristic matrix method. We find, as expected, that the dielectric constant decreases with increasing ratio of the hollow microspheres or decreasing the amount of Hydrogen in the plasma, summarized in Fig. 1.
3 Anti-Reflection Coating
We AR coated the alumina disk, which has a dielectric constant of 9.8, for a three-layer AR coating by following Fig. 1 for the bottom two layers and using PTFE, which has \(\epsilon _\mathrm{c} = 2\) [9], for the topmost layer. We used LDPE glue to adhere the PTFE to the thermal-sprayed coatings.
We measured the transmission spectrum of this sample at room temperature using the FTS described in Sect. 2. Transmission plots are shown in Fig. 2. This figure shows that the transmission spectrum of uncoated alumina has high amplitude Fabry–Perot fringes due to high reflection, whereas that of the AR-coated alumina does not over a wide band due to correct multi-layer index matching, suppressing the reflections. As shown in Fig. 2, we achieved 106 % fractional bandwidth over 90 % transmission for the AR-coated sample at 300 K. Since lenses in typical CMB experiments operate at around 4 K and loss tangent decreases as a function of temperature [9], we expect a further reduction in absorptive loss and increase in fractional bandwidth at operating temperatures. This sample survived after 4 thermal cycles between 300 and 77 K, where the rate of cooling was significantly faster than that of the refractive optics of POLARBEAR-2 and other CMB experiments. More rapid thermal cycling is a more stringent test against cryogenic delamination and thus we believe that this is sufficient proof of robustness.

Dielectric constant of an alumina-based coating is controlled by mixing hollow microspheres (Red) and/or varying plasma energy with different spray parameters (Blue). Blue points were obtained by spraying an alumina powder with different flow rates of Hydrogen gas to vary the plasma energy and thus the coating density (Color figure online)

Transmission spectra of a three-layer AR-coated alumina disk (solid blue) and an uncoated alumina disk (dotted gray) at 300 K. The broadened transmission band of the alumina disk is shown by the lack of Fabry–Perot fringes (Color figure online)

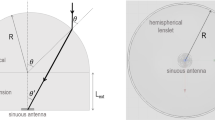
Plasma spraying of spherical lens surfaces. a Photograph of a metal lenslet array plasma sprayed with alumina. b Residual of the fit versus the angle from the zenith (left) and histogram of the measured radius of the coated lenslet (right) show a coating that is uniform to standard deviation of 0.001 inch/25 mm down to \( \pm 60^{\circ }\) from the zenith (Color figure online)
4 Lens Coating
We can thermal spray with a programmable robotic arm, which allows for a very precise method of AR coating any surface profile. The robotic arm can spray at any angle so that the plasma gun can always stay normal to the surface and the coating is uniform across large, curved surfaces. Furthermore, the robotic arm can move the plasma gun at controlled speeds so that the coating is uniform across a large surface or an array of small surfaces. Fig. 3 shows an example of an array of metal lenses with a diameter of 6.35 mm, also called lenslets, plasma sprayed with pure-alumina powder. To demonstrate this technology’s capabilities in coating lenses, we coated silicon lenslets by aiming the plasma gun straight down as it moved across the array. We assessed the uniformity of the coatings by taking a photograph of the side profile while rotating every \(20\,^{\circ }\) and fitting the surface to the expected circular shape. As shown in Fig. 3, the fit shows that over a \(\pm 60\,^{\circ }\) range from the zenith, the thickness of the coating was uniform to a standard deviation of 25 \(\upmu m\), which results in less than 1 % loss in transmission. They survived after 10 thermal cycles.
References
A. Suzuki et al., The POLARBEAR-2 and the Simons Array, J. Low Temp. Phys. This Special Issue. doi:10.1007/s10909-015-1425-4
A.N. Bender et al., SPT-3G: The Next Generation Receiver for the South Pole Telescope, J. Low Temp. Phys. This Special Issue. doi:10.1117/12.2057305
J. Lau, J. Fowler, T. Marriage, L. Page, J. Leong, E. Wishnow, R. Henry, E. Wollack, M. Halpern, D. Marsden, G. Marsden, Millimeter-wave antireflection coating for cryogenic silicon lenses. Appl. Optics 45, 16 (2006). doi:10.1364/AO.45.003746
D. Rosen, A. Suzuki, B. Keating, W. Krantz, A.T. Lee, E. Quealy, P.L. Richards, P. Siritanasak, W. Walker, Epoxy-based broadband anti-reflection coating for millimeter-wave optics. Appl. Optics 52, 33 (2013). doi:10.1364/AO.52.008102
A. Suzuki, Multichroic bolometric detector architecture for Cosmic Microwave Background polarimetry experiments, PhD Thesis, University of California, Berkeley, 2012
J. McMahon, J. Beall, D. Becker, H.M. Cho, R. Datta, A. Fox, N. Halverson, J. Hubmayr, K. Irwin, J. Nibarger, M. Niemack, H. Smith, Multi-chroic feed-horn coupled TES polarimeters. J. Low Temp. Phys. 167, 879–884 (2012). doi:10.1007/s10909-012-0612-9
J. Zhang, P.A.R. Ade, P. Mauskopf, L. Moncelsi, G. Savini, N. Whitehouse, New artificial dielectric metamaterial and its application as a terahertz antireflection coating. Appl. Optics 48, 35 (2009). doi:10.1364/AO.48.006635
H.S. Hou, Appl. Optics 13, 8 (1974). doi:10.1364/AO.13.001863
J.W. Lamb, Miscellaneous data on materials for millimetre and submillimetre optics. Int. J. Infrared Milli. 17, 1996–2034 (1996). doi:10.1007/BF02069487
Acknowledgments
We acknowledge support from NSF grant AST-0618398, NASA grant NNG06GJ08G, and the Simons Foundation. Coatings were fabricated at Metal Fusion, Inc.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Jeong, O., Lee, A., Raum, C. et al. Broadband Plasma-Sprayed Anti-reflection Coating for Millimeter-Wave Astrophysics Experiments. J Low Temp Phys 184, 621–626 (2016). https://doi.org/10.1007/s10909-015-1442-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10909-015-1442-3