
Abstract
Calcium phosphate cement (CPC) samples have been prepared with a mixture of monocalciumphosphate monohydrate (MCPM) and calcium carbonate (CC) powders, in stechiometric moles ratio 1:2.5 to obtain a Ca/P ratio of about 1.67 typical of hydroxyapatite (HAp), with or without addition of HAp. All specimens are incubated at 30 °C in a steam saturated air environment for 3, 6 and 15 days respectively, afterwards dried and stored under nitrogen. The calcium phosphate samples have been characterized by X-ray diffraction (XRD), Vickers hardness test (HV), diametral compression (d.c.), strength compression, and porosity evaluation. MCPM/CC mixture has a 30% HAp final concentration and is characterized by higher porosity (amount 78%) and mechanical properties useful as filler in bone segments without high mechanical stress.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
A great deal of materials are at present used for bone reconstruction: they are natural derivatives and synthetic materials. Among them, the more interesting are calcium phosphate materials because they are main constituents of bone mineral matrix. Their biocompatibility is demonstrated by in vitro [1–4] and in vivo studies [5–7]. Over the last 20 years they have actually been preferred in orthopaedic surgery as repair materials [8, 9].
The calcium phosphate biomaterials are used as filler for bone tissue reconstruction, as dental implants, for treatment of periodontal defects [10], in craniofacial and maxillofacial surgery [11–15]. They are used as ceramic and cement materials. The ceramics are obtained by high temperature treatments and the apatite phase has a high cristallinity and it is essentially insoluble at physiologic pH and thus hardly resorbable [16–18]. Calcium phosphate cements (CPC) represent an interesting alternative to traditional bone-graft materials because they are obtained under environmental conditions and thus have an amorphous structure similar to the bone mineral phase [19]. The cements can be used as injectable materials, they are made to resorb and are replaced by bone and they can bear some load [20]. The cements are injectable and easy to shape in situ and very effective for filling bone defects with an irregular shape [21]; they are obtained mixing a liquid phase and a solid phase based on calcium phosphate [22, 23].
The solid phase is prepared by mixing two or more calcium phosphate salts, such as tetracalcium phosphate (TTCP, Ca4(PO4)2O), dicalcium phosphate anhydrous (DCPA, CaHPO4), dicalcium phosphate dihydrate (DCPD, CaHPO4.2H2O), monocalciumphosphate monohydrate (MCPM, Ca(H2PO4)2 · H2O) and α-tricalcium phosphate (α-TCP, Ca3(PO4)2) [24–30]. The liquid phase is either water or an aqueous solution. The first CPC properly known, prepared by Brown and Chow [31], was obtained by mixing either DCPD or DCPA with TTCP and either water or a diluted aqueous solution of H3PO4. The reaction product in both cases was hydroxyapatite (HAp, Ca5(PO4)3OH).
After mixing the two phases there is a setting reaction that consists in the formation of entangled calcium-deficient apatite crystals of a few microns in diameter [32], and the hardening process. This last process involves the dissolution of solid particles, the precipitation of HAp from solution and diffusion on the particle surface [33]. HAp is formed among the reactant particles, HAp may reduce the distance of grains and increase the compressive strength.
The hydroxyapatite precipitation reduces the macroporosity of the cements, which would allow bone ingrowth and good osteointegration. In contact with bone tissue, these materials resorb slowly. Several attempts have been made to increase the porosity of the cements. Some authors have proposed to add, at the liquid phase, materials such as mannitol [34], sucrose, sodium bicarbonate, or sodium monohydrogenphosphate [35], sodium dodecylsulphate [32].
The aim of the present research is to prepare MCPM, CC, HAp cements in hydrothermal conditions simulating the physiological environment, such that final amorphous HAp content is optimized and useful as bone filler. The produced cements are therefore characterized by the XRD semiquantitative determination of mineral component and compared, evaluating their mechanical properties by HV, diametral compression, compression strength and % total porosity.
Calcium Phosphate manufactured samples have been produced by mixing MCPM Ca(H2PO4)2 · H2O and calcium carbonate CaCO3 (CC) powders with water in excess. The samples have been treated at 30 °C in a saturated steam environment. This process produces non stechiometric HAp. A small quantity of HAp can be added to the mixture to accelerate this process.
Methods
The CPCs samples have been prepared with a mixture of MCPM (Aldrich, USA) e CC (Carlo Erba, Italy) powders, in the stechiometric moles ratio 1:2.5 to obtain a Ca/P ratio of about 1.67, typical of HAp.
To increase the precipitation of HAp, hydroxyapatite (Aldrich, USA) has been added as nucleation agent to the starting mixture, obtaining the other two mixtures: MCPM/CC plus 10% in weight of HAp (MCPM/CC/H10, in moles ratio 1:2.5:1) and MCPM/CC plus 20% in weight of HAp (MCPM/CC/H20, in moles ratio 1:2.5:2). The powders are mechanically mixed for 1 min, then distilled water is added (1.5 ml/g of the mixture), the exceeding water is filtered and the slurry is put in cylindrical moulds. The moulds measure 12.7 mm in diameter and 2 mm in height, or 20 mm in diameter and 40 mm in height, for specimens prepared to evaluate the compression strength. The specimens are removed from the mould under hand pressure. All specimens are incubated at 30 °C in a steam saturated air environment, lasting over 3, 6 and 15 days, then dried and stored under nitrogen.
Results
Characterization of calcium phosphate powders
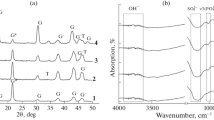
The powders have been characterized by X-ray diffraction (XRD, Philips model 1730/10) to test their purity. The XRD traces for the MCPM, CC and HAp powders are presented in Fig. 1a–c. Each peak is compared with those of pure powders by ASTM standards [36]. The most significant ones are pointed out in the same figure.

X-ray diffraction patterns of powders refer to: (a) MCPM (b) CC (c) HAp
Characterization of calcium phosphate manufactured samples
The calcium phosphate samples have been characterized by XRD, Vickers hardness test (HV), diametral compression (d.c.), compression strength (c.s.), and porosity evaluation.
HV has been carried out by a Microhardness tester Zwick 3212, d.c. by a VK 200 apparatus by Varian Dissolution Testing Products, and the compression strength by an Instron 8502 instrument.
The porosity evaluation was carried out by a Hubbard pycnometer. All kinds of specimens are characterized by XRD. In the Figs. 2, 3 and 4, XRD patterns of MCPM/CC, MCPM/CC/H10 and MCPM/CC/H20 are respectively reported, observed after powder mixing time 0 days (0 d), and after 3 days (3 d), 6 days (6 d) and 15 days (15 d) of thermal treatment after the moulding.

X-ray diffraction patterns of mixture MCPM/CC treated in a steam saturated atmosphere for the following times: 0 d, 3 d, 6 d, 15 d

X-ray diffraction patterns of mixture MCPM/CC/H10 treated in a steam saturated atmosphere for the following times: 0 d, 3 d, 6 d, 15 d

X-ray diffraction patterns of mixture MCPM/CC/H20 treated in a steam saturated atmosphere for the following times: 0 d, 3 d, 6 d, 15 d
By qualitative analysis of Fig. 3, data at 0 d do not show the characteristic MCPM peaks, but instead evidence those at 7.59 Å (020) and 4.24 Å (021), appropriate for brushite (DCPD). This demonstrates the complete hydrolysis of MCPM and precipitation of the less soluble brushite. At 3 d brushite signal increases and no other variation is evident. At 6 d time brushite signal decreases and peaks of hydroxyapatite are noted [3.44 Å (002), 2.81 Å (211) and 2.72 Å (300)]. The results show that during manufactured sample maturation, brushite is dissolved and HAp is precipitated, similar to natural mineralization in vertebrate bones [37]. The sequence of reactions is probably the same in MCPM/CC/H10 and MCPM/CC/H20 mixtures, and HAp percentage does not affect the final HAp precipitation.
To describe more appropriately the time course of reactions in the different mixtures a semiquantitative analysis of XRD patterns is performed. This estimate has been obtained calculating the relative percentage variations of each chemical component from XRD main peak intensity of each mixture component, in comparison to those from commercial powders as suggested by ASTM [36]. The chosen peaks are: 11.7 Å (010), for MCPM, 3.04 Å (104) for CC, 4.24 Å (021) for DCPD and 2.81 Å (211) for HAp.
In each mixture at each time point, the sum of the described peak intensities gives total counts as follows: the mixture MCPM/CC 0 d: (010) = 0 counts, (104) = 1,739 counts, (021) = 445 counts, (211) = 0 counts; the sum is 2,184 counts. After that, the percentage has been attributed by calculating the relative intensities of each peak in respect to the total intensity obtained as described above.
The data of semiquantitative analysis for MCPM/CC, MCPM/CC/H10 and MCPM/CC/H20 mixtures are described in Figs. 5, 6 and 7, respectively and the time course of data show different trends especially by comparison between Figs. 6 and 7.

Semiquantitative analysis of X-ray diffraction patterns of mixture MCPM/CC treated for the following times: 0 d, 3 d, 6 d, 15 d

Semiquantitative analysis of X-ray diffraction patterns of mixture MCPM/CC/H10 treated for the following times: 0 d, 3 d, 6 d, 15 d

Semiquantitative analysis of X-ray diffraction patterns of mixture MCPM/CC/H20 treated for the following times: 0 d, 3 d, 6 d, 15 d
In Table 1 the HV values of each kind of specimen are reported as the mean of 30 determinations ± SD. The highest HV values, of 0.163 and 0.166 GPa, respectively, are obtained from MCPM/CC samples at 6 days and from MCPM/CC/H10 samples after 15 days. The HV values of MCPM/CC/H20 are lower than those of the other two mixtures and the highest hardness is obtained after 6 days of thermal treatment (0.114 GPa). An unpaired Student’s t test is performed on the data for the same mixture at a different treatment time as shown in the caption of Table 1. The significance of HV variations obtained for each specimen compared with the treatment time is evident.
In Table 2, d.c. data for each kind of specimen are reported as the mean of 10 determinations ± S.E.M in kilopond (kp) (1 kp = 9.80665 N). The data are also described in Fig. 8. The application of ANOVA to these data suggested that the mixture composition significantly influences d.c. (P < 0.05).

Mean values of diametral compression data as function of maturation time for the mixtures MCPM/CC, MCPM/CC/H10 and MCPM/CC/H20
The comparison of the same data as function of maturation time indeed shows that MCPM/CC mixture has a very significant increase of d.c. versus maturation time. The d.c. of MCPM/CC/H10 is almost stable in the same time course. The mixture MCPM/CC/H20 has a decreasing d.c. in the studied treatment time.
The mixtures MCPM/CC/H10 and MCPM/CC/H20 demonstrate a decreasing d.c. only at 15 days.
In Table 3 the c.s. values of each kind of specimen are reported as the mean of five determinations for each mixture ± SD. With the parametrization of data, the mean compression strength of MCPM/CC samples is higher than MCPM/CC/H10 one and those of MCPM/CC/H20 are at an intermediate level. The data of MCPM/CC/H10 are almost stable at 0.50 MPa during maturation time. In the meantime, data of MCPM/CC diminish and those of MCPM/CC/H20 increase. The application of ANOVA to these data suggest that the mixture composition significantly influences c.s. (P < 0.05).
In Table 4 the total porosities of the manufactured samples are reported as the mean of 10 determinations ± SD. Furthermore, the data differences are shown to be significant in terms of a two tails Wilcoxon test, as in the caption. The table shows that the porosity of samples is within the range 59–79%. The MCPM/CC specimens have 78.85% porosity after 3 days of thermal treatment and porosity decreases at about 59.00% at the longest treatment time. The MCPM/CC/H10 samples show about 70.00% porosity at all treatment times. The MCPM/CC/H20 porosity decreases from 3 d to 6 d of the treatment, then increases up to the full 15 days of treatment.
Discussion
The results show that CPC cementation and mechanical properties can be well described in specimens synthesized under hydrothermal conditions simulating bone physiological environment in vivo. These conditions allow the optimization of HAp precipitation and the amelioration of the cementation process.
The results, as described in the previous section, show that, after mixing MCPM and CC in distilled water excess, the powders dissolve and lead to the precipitation of HAp.
At the 0 d time the MCPM dissolves and DCPD precipitates as is evidenced by XRD patterns, then DCPD and CC dissolve and HAp precipitates (6 d). The HAp percentage increases during maturation time of the cement in the steam saturated environment, in fact it is about 30% after 15 d (Fig. 5).
In the mixture MCPM/CC/H10, HAp precipitation is slower (Fig. 6), as is evidenced by comparisons between HAp percentage precipitation after 6 d in MCPM/CC and that in MCPM/CC/H10 (Figs. 5 and 6). The process in MCPM/CC/H20 is similar to the MCPM/CC mixture one, after 6 d and 15 d. This demonstrates a higher reactivity in the mixture MCPM/CC/H10 with increasing maturation time (between 6 d and 15 d) and the authors hypothesize that with longer maturation times, more HAp could be produced. By a comparison of the various results, the HAp increase abundance induces a proportional increase of some diametral compression data. MCPM/CC d. c. shows an increase after 6 d and much more at 15 d treatment. The other two mixtures with either 10% or 20% HAp addition have a higher diametral compression than the previous one, with the exception of data at 15 d (that is 8.14 and 5.22 kp respectively for 10% and 20% HAp). These mixtures, instead, possess after 15 d a diametral compression that is lower than MCPM/CC (equal to 12.61 Kp). Furthermore, the d.c. data of MCPM/CC/H10 and MCPM/CC/H20 diminish as a function of maturation time.
By comparison of d.c. and c.s. data we see that results have different trends as a function of maturation time, according to their different dimensions (Methods). The unique similarity of data trends is observed for MCPM/CC/H10 samples that show a relevant stability of the studied parameters.
Percentage porosity of specimens demonstrates an opposite trend in comparison with diametral compression and diminishes with the maturation time for MCPM/CC. The MCPM/CC/H10 mixture, instead, has almost constant percentage porosity. Finally, MCPM/CC/H20 porosity increases between 6 d and 15 d of treatment.
Vickers hardness data (Table 1) of MCPM/CC/H10 samples are among the highest studied ones with the exception of MCPM/CC at 6 d. This last kind of sample also shows an abrupt increase of HAp precipitation at 6 d (Fig. 6).
As in the previous discussion, all the described CPCs could be useful as bone fillers and reconstitutive materials: in the MCPM/CC mixture a higher production of HAp is obtained at 6 d and this probably induces a high HV. As a result the total percentage porosity is high and easily obtained starting from 3 d (78.85%). All the described data suggest that this kind of cement has the highest d.c. at 15 d and c.s. at 3 d, moreover they can be easily repopulated by bone cells.
The MCPM/CC/H10 mixture shows more stable diametral compression and porosity at all maturation times. The MCPM/CC/H10 compression strength is slightly lower than the MCPM/CC one. The compression strength of MCPM/CC/H20 increases over time; HV also has an increase at 6 d.
To sum up the MCPM/CC mixture has 30% HAp final concentration and is characterized by high porosity (about 79%) and mechanical properties, useful as filler of bone segments that do not undergo high mechanical stresses. The 10% HAp addition (MCPM/CC/H10) does not significantly affect the final total amount of HAp, but this mixture shows more stable percentage porosity, c.s., d.c., and higher HV values at 15 d, but the other parameters do not differ overmuch from MCPM/CC ones. The 20% HAp addition negatively affects some mechanical properties (parametric means of compression strength, Hardness Vickers and diametral compression at 15 d), with almost the same HAp production efficiency of the other mixtures.
References
J. CHOTEAU, A. BIGNON, P. CHAVASSIEUX, J. CHEVALIER, M. MELIN, G. FANTOZZI, G. BOIVIN, D. HARTMANN and J. P. CARRET, Revue de Chirurgie Orthopédique 89 (2003) 44
L. CERRONI, R. FILOCAMO, M. FABBRI, C. PICONI, S. CAROPRESO and S. G. CONDÒ, Biomol. Eng. 19 (2002) 119
R. RUANO, G. J. RUY and M. M. J. MARCIA, J. Periodontol. 71 (2000) 540
D. P. PIOLETTI, H. TAKEI, T. LIN, P. VAN LANDUYT, Q. J. MA, S. Y. KWON and K. L. SUNG, Biomaterials 21 (2000) 1103
M. R. SARKAR, N. WACHTER, P. PATKA and L. KINZL, J. Biomed. Res. 58 (2001) 329
E. M. OOMS, J. G. C. WOLKE, M. T. VAN DE HEUVEL, B. JESCHKE and J. A. JANSEN, Biomaterials 24 (2004) 989
K. KURASHINA, H. KURITA, M. HIRANO, A. KOTANI, C. KLEIN and K. DE GROOT, Biomaterials 18 (1997) 539
R. Z. LEGEROS, Orthop. Relat. Res. 355 (2002) 81
M. BOHNER, Injury 31 (2000) 37
M. A. REYNOLDS, M. E. AICHELMANN-REIDY, G. L. BRANCH-MAYS and J. C. GUNSOLLEY, Ann. Periodontol. 8 (2003) 227
S. GOVINDARAJ, P. D. COSTANTINO and C. D. FRIEDMAN, Facial Plast. Surg. 15 (1999) 73
D. D. WEISS, M. A. SACHS and C. R. WOODARD, J. Long Term. Eff. Med. Implants 13 (2003) 41
L. COMUZZI, E. OOMS and J. A. JANSEN, Clin. Oral Implants Res. 13 (2002) 304
S. P. REDDI, M. R. STEVENS, S. N. KLINE and P. VILLANUEVA, J. Craniomaxillofac. Trauma 5 (1999) 7
G. DACULSI, P. WEISS, J. M. BOULER, O. GAUTHIER, F. MILLOT and E. AGUADO, Bone 25 (1999) 59S
E. CAROLINE VICTORIA and F. D. GNANAM, Trends Biomater. Artif. Organs 16 (2002) 12
K. SOON-HO, J. YOUN-KI, H. SEONG-HYEON, L. IN-SEOP and K. HYOUN-EE, J. Am. Ceram. Soc. 85 (2002) 3129
M. SZPALSKI and R. GUNZBURG, Orthopedics 1 (2002) 1
J. P. SCHMITZ, J. O. HOLLINGER and S. B. MILAM, J. Oral Maxillofac. Surg. 57 (1999) 1122
D. C. GREENSPAN, Current Opin. Solid State Mater. Sci. 4 (1999) 389
R. P. DEL REAL, J. G. C. WOLKE, M. VALLET-REGI and J. A. JANSEN, Biomaterials 23 (2002) 3673
E. FERNANDEZ, M. P. GINEBRA, M. G. BOLTONG, F. C. M. DRIESSENS, J. GINEBRA, E. A. P. DE MAEYER, R. M. H. VERBEECK and J. A. PLANELL, J. Biomed. Mater. Res. 32 (1996) 367
Q. YANG, T. TROCZYNSKI and D. M. LIU, Biomaterials 23 (2002) 2751
L. LEROUX, M. FRECHE and J. L. LACOUT, Bioceram. Key Eng. Mater. 192 (2000) 235
O. BERMUDEZ, M. G. BOLTONG, F. C. M. Driessens and J. A. PLANELL, J. Mater. Sci.: Mater. Med. 5 (1994) 160
I. KHAIROUN, M. G. BOLTONG, F. C. M. Driessens and J. A. PLANELL, J. Mater. Sci.: Mater. Med. 9 (1998) 425
K. ISHIKAWA, S. TAKAGI, L. C. CHOW and Y. ISHIKAWA, J. Mater. Sci.: Mater. Med. 6 (1995) 528
E. FERNANDEZ, F. J. GIL, S. M. BEST, M. P. GINEBRA, F. C. M. DRIESSENS and J. A. PLANELL, J. Mater. Sci.: Mater. Med. 10 (1999) 223
F. C. M. DRIESSENS, M. G. BOLTONG, J. A. PLANELL, M. P. GINEBRA and E. FERNANDEZ, J. Mater. Sci.: Mater. Med. 5 (1994) 164
C. HAMANISHI, K. KITAMOTO, K. OHURA, S. TANAKA and Y. DOI, J. Biomed. Mater. Res. 32 (1996) 383
W. E. BROWN and L. C. CHOW, Cement Research Progress, edited by P. W. Brown (American Ceramic Society, 1986) p. 352
S. SARDA, M. NILSSON, M. BACELLS and E. FERNANDEZ, J. Biomed. Mater. Res. 65A (2003) 215
C. LIU, W. SHEN, G. YANFANG and L. HU, J. Biomed. Mater. Res. 35 (1997) 75
M. MARKOVIC, S. TAKAGI and L. C. CHOW, Key Eng. Mater. 192 (2001) 773
S. TAKAGI and L. C. CHOW, J. Mater. Sci.: Mater. Med. 12 (2001) 135
International Center for Diffraction Data: “ Powder diffraction file search manual (1987)”. Tables 9-390, 9-347, 5-0586, 9-432
M.J. GLIMCHER, in “Handbook of Physiology (Section 7)” (Williams and Wilkin Co., Washington, 1976) p. 25
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Calafiori, A.R., Di Marco, G., Martino, G. et al. Preparation and characterization of calcium phosphate biomaterials. J Mater Sci: Mater Med 18, 2331–2338 (2007). https://doi.org/10.1007/s10856-007-3141-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10856-007-3141-3