
Abstract
The performance of ITO films grown by RF sputtering as a transparent conductive oxide (TCO) was evaluated using a photonic flux density figure of merit. This figure of merit provides additional information compared to other figures of merit, since it includes in its analysis the performance along the electromagnetic spectrum comprehended between the TCO bandgap energy and the absorber bandgap energy. The ITO thin films were grown by 200 W power RF sputtering without any substrate heating or post annealing treatment varying the Ar pressure. Instead of heating, the relatively high RF power provided the energy needed to enhance the diffusion process of the sputtered species in the substrate, thus improving crystallinity. Transmittances greater than 85% were obtained in the visible region of the spectrum independently of the argon pressure used. Regarding the electrical resistivity, an average value of 10−3 Ω cm was obtained at 300 K. Photocurrent losses were calculated in order to compare the grown ITO films performance with an ideal one. The photonic flux density figure of merit obtained in this work suggests that the overall performance is sufficient to be implemented as TCOs in many applications; moreover, the lack of substrate heating or post-annealing treatment makes these films good candidates to be used as TCOs in heat sensitive devices such as P3HT:PCBM.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Transparent conductive oxides (TCO) have been the object of intensive research in the last decades due to its potential use in different industry branches. Indium-tin-oxide (ITO) is the best example of a modern TCO. It is one of the most widely used compounds in the thin film photovoltaic industry. Its main properties are: 85% optical transmittance in the range of 400–1000 nm, electrical resistivity of the 10−4 \({\Omega }\) cm order at 300 K and an approximate 3.75 eV bandgap [1, 2].
TCOs are generally grown as thin films on glass substrates. In order to achieve this goal, various growing techniques are used. For instance, thermal evaporation [3], laser ablation [4], sputtering [1], chemical spray pyrolysis [5] and sol–gel [6] among others have been used. Sputtering is the most used growing technique since it produces thin films with high homogeneity, adhesion, repeatability and industrial scaling.
Figures of merit are used to establish a compromise relationship between the optical and electrical properties optimized for a TCO, being most frequently used in literature the Haacke figure of merit [7]. The photonic flux density figure of merit (PFD) reported by Mendez-Gamboa et al. [8], however, provides more information since it includes in its analysis the performance of a TCO along different wavelengths in comparison with the Haacke figure of merit which only evaluates the performance at a 500 nm wavelength. When Mendez-Gamboa et al. first proposed the photonic flux density figure of merit, they used it to evaluate the performance of TCOs in CdTe solar cells. In this work however, the photonic flux density figure of merit was used to evaluate the performance of ITO films intended as TCO in P3HT:PCBM solar cells. This method considers all the photo-generation contributions in the solar spectrum comprehended between the absorber bandgap energy and the TCO band gap energy. This characteristic makes it ideal for TCO comparison in solar cells. In order to obtain the photonic flux integral in this study, only the photons absorbed in the energy range from the ITO films to P3HT:PCBM were considered, so the photons outside this bandgap energy range (1.9–3.7 eV approx.) were not considered in the calculation. This figure of merit can then be used to compare the same TCO in different absorbers, or different TCOs in the same absorber; therefore, it is perfectly valid to use this method to evaluate any combination of TCO-absorber.
Although in the literature there are many reports studying the influence of growing parameters on ITO thin film properties, most of them lack a figure of merit analysis to compare how the films would perform in TCO applications [9, 10]. In papers where high Haacke figures of merit are reported, i.e. 10−2 Ω−1 or superior, [11, 12] typically, either heat is applied to the substrate as the growing process takes place, or some post-deposition annealing is used. On either case, some heat treatment is always required to improve the optoelectronic properties.
Apart from the extra energy needed in the fabrication process, these heat treatments do not pose much of a problem for most applications, however there are some exceptions where an increase in temperature can be detrimental to the device performance such as flexible optoelectronics and organic photovoltaics, in which too much heat may damage the substrate structural integrity. This work focusses precisely in evaluating TCOs performance using photonic flux density figure of merit (PFD).
2 Experimental procedure
ITO thin films were grown on Corning 2947 glass substrates by non-reactive RF Sputtering. All films were prepared using an Intercovamex-V3 sputtering system with a Lesker’s Torus magnetron gun connected to a 300 Watts Dressler Cesar RF power source, and they were all grown at room temperature using a 2-in. diameter In2O3:SnO2 = 90:10 wt% target (Kurt J. Lesker - purity of 99.99%). The distance between the target and the substrate was kept at 5.0 cm. The vacuum chamber was evacuated by a turbomolecular pump to a base pressure of 3 × 10−5 Torr before the growing process. Argon gas with 99.999 purity was introduced to the chamber afterwards, varying the argon pressure (PAr) from 7.5 to 30 mTorr. A 3-min pre-sputtering was performed to ensure most of impurities deposited on the target surface were eliminated before starting the growing process.
Thickness for all films was 100 nm and the RF power was set at 200 W. Film thickness was measured using a Veeco Dektak 8 Stylus profiler. The films structural properties were analyzed using X-ray diffraction (XRD) on a D500 Siemens diffractometer equipped with Cu Kα radiation (λ = 0.154 nm). XRD measurements were performed using a 1° grazing angle with a 0.02° step, and a 3 s step time. A Nanosurf atomic force microscope with a Nanoworld Silicon probe (0.18 N/m force constant and a 14 kHz resonance frequency), was used to examine the morphology. Additionally, the average roughness value was calculated using Easy-Scan AFM software. An Agilent 8453 UV–Visible ChemStation UV–Vis spectroscope was used to measure the ITO films transmittances. The transmittance measurements were carried out in a 300–1100 nm range with a 1 nm bandwidth. Electrical properties were analyzed using an Ecopia HMS 5000 Hall Measurement System at room temperature. A total of 28 samples were prepared (7 for each set of growth parameters). The reported results were highly repetitive for each set of growth parameters (argon pressure and RF power), therefore, it was not necessary to grow anymore samples.
3 Results and discussions
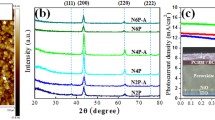
The XRD data presented in Fig. 1 shows that all films are polycrystalline with well-defined peaks which correspond to a cubic In2O3 phase (JCPDS 060416) [13]. The most intense peak is (222) and other minor intensities (400), (440), and (622) peaks also appear. The appearance of peak (222) as the most intense indicates the predominance of texture 〈100〉. In the literature other textures such as 〈111〉 are reported whose predominance is associated with the appearance of peak (400) as the peak of greater intensity [10]. The texture 〈100〉 associated with the (222) plane exhibit its higher crystallinity because it has a closed-packed body-centered cubic structure and does not accommodate oxygen vacancies very well in contrast with the plane (400) that allows oxygen vacancies [10, 14].

XRD pattern for ITO films grown at different PAr. Diffraction peaks corresponding to the cubic In2O3 phase are indexed (JCPDS 060416) [13]
The results obtained in this work resemble those which use external heat sources to improve the crystallinity [9, 11] but instead of heat, the necessary energy to achieve high crystallinity is provided by the RF Power source which was operating at 200 W. High energy sputtered species enhances the diffusion process in the substrate thus improving crystallinity, which eliminates the need to heat the substrates. These results also indicate that although Ar pressure influences films crystallinity, there are factors such as RF power, which are more influential.
Figure 2 shows AFM images of ITO films grown at different argon pressures. As it can be observed in Fig. 2, there are two main morphologies for the grown films: the ones grown at low PAr (7.5 and 10 mTorr) present smooth surfaces with average area roughness from 0.9 to 1.5 nm (see Table 1), and at higher PAr (20 and 30 mTorr), the films surface present grain formation evenly distributed along it with an average area roughness from 1.9 to 2.5 nm.

AFM images for ITO films grown at different PAr
According to different studies [15,16,17], surface roughness is an important ITO thin film parameter, since it plays a role in light dispersion through the film. Also, resistivity usually decreases as while when roughness increases. Consequently, performance can be improved by increasing the surface roughness for the device that is intended, so films grown at 20 and 30 mTorr PAr could be more suitable for TCO.
Figure 3 shows the optical transmission spectrum of ITO thin films deposited on glass substrate with a 100 nm thickness at different PAr. From this figure, it can be observed that argon pressure didn’t have an important influence on the transmittance of ITO, with an average transmittance around 90% at 500 nm. Despite that neither substrate heating nor post-annealing was used in the growing process, a sharp absorption edge can be observed.

ITO transmittance as a function of wavelength for different PAr
Optical band gaps were determined using Tauc formalism extrapolation from a linear fit of absorption coefficients in the high-energy region. Assuming parabolic valence and conduction bands, the absorption coefficient of a semiconductor near the absorption edge is given by Tauc [18]:
where A is a constant, Eg is the optical band gap and n is a coefficient that equals 1/2 for ITO allowed direct transitions. Absorption can be calculated from the optical transmittance data using the following expression:
where T is the transmittance, R is reflectance and t is the film thickness. Since the reflectance of a conductive oxide thin film is very low in the visible and ultraviolet spectra, this value can be neglected; therefore this expression can be simplified as follows:
The so-calculated absorption coefficients and the corresponding optical band gap values (ETCO) are shown in Fig. 4. A small shift towards higher band gap energy values was observed as PAr increased ranging from 3.65 to 3.77 ± 0.03 eV. These values are in the range of those reported by [9, 12, 19].

\({\alpha }^{2}\) as a function of \(hv\) for ITO films grown at different PAr
Table 1 presents ITO films electrical properties grown at different PAr. In general, good electrical properties were obtained for all films independently of the argon pressure. The resistivity values were of the order of 10−3 Ω cm at 300 K for all films. The best value was 1.87 × 10−3 Ω cm for a film grown at 20 mTorr of PAr, see Fig. 5. As it can be observed in the XRD data, all samples are polycrystalline with well-defined diffraction peaks, which indicates high crystallinity thus explaining the low resistivity values.

ITO films resistivity and photonic flux density figure of merit values as a function of PAr
The PFD figure of merit was used to evaluate the ITO films quality. It uses the air mass 1.5 global photon flux spectrum to analyze the maximum photo-current density \({{\text{J}}_{{\text{p}}{{\text{h}}_{\hbox{max} }}}}\) for a particular TCO. The \({{\text{J}}_{{\text{p}}{{\text{h}}_{\hbox{max} }}}}\) is obtained in the range of solar energy spectrum (Is) of absorber material band gap (Eg) to TCO band gap (ETCO) used as the front contact in a solar cell.
where T is transmittance. In our case, we used Eg = 1.9 eV for P3HT:PCBM organic solar cells [20]. It is important to notice that the bandgap determination using Tauc plot is not the most precise method; there are numerous errors associated with this methodology being the most influential the manual extrapolation of the on hv axis for Eg. However, in the case of the photonic flux figure of merit, the precise calculation of the ITO Eg is not crucial. The use of the Tauc formalism in photonic flux figure of merit only affects the TCO Eg, which is merely the top limit of the integral along which the calculation is done. Since ITO Eg localizes around 3.7 eV, which is roughly 330 nm, in those wavelengths, the solar spectrum necessary for the photonic flux calculation is negligible; the overall contribution of having the precise ITO Eg is rather low.
Thus, this figure of merit is defined by the ratio between Jph max and sheet resistance (RSh), which is given by the following expression:
In Table 2 a comparison is made among the photo current density values obtained in this work and the ideal TCO. Ideal TCO values are calculated assuming a 100% transmittance, therefore:
The Jph loss percentage photocurrent density ranges from 10.5 to 13.9% which indicates low losses compared to the ideal ITO film. The best PFD figure of merit is obtained for films grown at 20 mTorr, which does not correspond to the lowest loss percentage value due to the high films sheet resistance (Table 1). The values obtained in this work suggest that this methodology can be employed to fabricate TCOs suitable for OPV applications.
In order to compare the performance of our films as TCOs for organic cells, with those reported in the literature, we calculated the photonic flux figure of merit of ITO films grown in similar conditions [19, 21, 22]. For this purpose, the images of the transmittance curves were digitized using the GraphClick free software. Using the transmittance values, the photocurrent density was calculated considering the P3HT:PCBM band gap (1.9 eV) as the lower limit of the photonic flux integral, and the TCO band gap reported in [19, 21, 22] as the upper limit. Finally, the quotient between the maximum photocurrent density and the sheet resistance (reported values) was calculated in order to obtain the photonic flux figure of merit of the cited works. In Table 3, the so-calculated values are shown; this data suggest that for implementation as TCO for organic solar cells, the ITO films presented in this work perform better than previously reported in [19, 21, 22].
4 Conclusions
ITO thin films were grown by 200 W power RF sputtering without substrate heating or post annealing treatment varying the Ar pressure. Instead of heating, the relatively high RF power provided the energy needed to enhance the diffusion process of the sputtered species in the substrate thus improving crystallinity.
Transmittances greater than 85% were obtained in the visible region of the spectrum independently of the argon pressure used, a resistivity average value of 10−3 Ω cm was obtained for as-grown films; therefore, it can be said that regarding transparency and resistivity, the use of these films as TCOs is feasible.
The obtained photocurrent losses for our films (lower than 14%), and the relative high photonic flux figure of merit values compared with similar growth conditions reports, indicate that the overall performance is sufficient for our films to be implemented as TCOs in many applications. Moreover, the lack of substrate heating or post annealing makes these films good candidates to be used as TCOs in organic electronics.
References
E. Terzini, P. Thilakan, C. Minarini, Mater. Sci. Eng. B 77, 110 (2000)
K.N. Rao, S. Kashyap, Surf. Rev. Lett. 13, 221 (2006)
M.K. Fung, K.K. Wong, X.Y. Chen, Y.F. Chan, A.M.C. Ng, A.B. Djurišić, W.K. Chan, Curr. Appl. Phys. 12, 697 (2012)
S.S. Yap, T.K. Yong, C.H. Nee, T.Y. Tou, Appl. Laser Ablation-Thin Film Depos. Nanomater. Synth. Surf. Modif. (InTech, 2016)
A.H. Al-hamdani, J. Mater. Sci. Eng. 4, 346 (2014)
T.M. Hammad, Phys. Status Solidi 206, 2128 (2009)
G. Haacke, J. Appl. Phys. 47, 4086 (1976)
J.A. Mendez-Gamboa, R. Castro-Rodriguez, I.V. Perez-Quintana, R.A. Medina-Esquivel, and A. Martel-Arbelo, Thin Solid Films 599, 14 (2016)
O. Tuna, Y. Selamet, G. Aygun, L. Ozyuzer, J. Phys. D Appl. Phys. 43, 55402 (2010)
H. Koseoglu, F. Turkoglu, M. Kurt, M.D. Yaman, F.G. Akca, G. Aygun, L. Ozyuzer, Vacuum 120, 8 (2015)
N.M. Khusayfan, M.M. El-Nahass, Adv. Condens. Matter Phys. (2013). (2013)
S.V.N. Pammi, H.-J. Jung, S.-G. Yoon, IEEE Trans. Nanotechnol. 10, 1059 (2011)
Powder Diffraction File, Joint Committee on Powder Diffraction Standards, (ASTM, Philadelphia, PA, 1967) Card 060416
A.M. Gheidari, F. Behafarid, G. Kavei, M. Kazemzad, Mater. Sci. Eng. B 136, 37 (2007)
H.-N. Cui, V. Teixeira, L.-J. Meng, R. Martins, E. Fortunato, Vacuum 82, 1507 (2008)
G.H. Chandra, J.P. De la Cruz, J. Ventura, Semicond. Sci. Technol. 26, 75017 (2011)
D. Raoufi, F. Hosseinpanahi, J. Mod. Phys. 3, 645 (2012)
J. Tauc, Amorph. Liq. Semicond. (Springer, 1974), pp. 159–220
L. Álvarez-Fraga, F. Jiménez-Villacorta, J. Sánchez-Marcos, A. de Andrés, C. Prieto, Appl. Surf. Sci. 344, 217 (2015)
L.J.A. Koster, V.D. Mihailetchi, P.W.M. Blom, Appl. Phys. Lett. 88, 93511 (2006)
H.H. Yudar, Ş Korkmaz, S. Özen, V. Şenay, S. Pat, Appl. Phys. A 122, 748 (2016)
M.H. Ahn, E.S. Cho, S.J. Kwon, Vacuum 101, 221 (2014)
Acknowledgements
The authors acknowledge the financial support by Conacyt Postgraduate Scholarship. The authors also thank Patricia Quintana for the access to LANNBIO, Daniel Aguilar Treviño for his technical assistance in X-ray diffraction measurements, and M.C. Willian Cauich for his technical assistance in film thicknesses measurements. This work has been supported by CONACYT-SENER under contract 254667.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Reyes, D.C., Mendez-Gamboa, J.A., Vidal, M.R. et al. Room-temperature ITO electrodes evaluated for organic solar cells using a photonic flux density figure of merit. J Mater Sci: Mater Electron 29, 11059–11064 (2018). https://doi.org/10.1007/s10854-018-9188-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-018-9188-8