
Abstract
The interfacial reactions between Sn–58Bi solder and Cu–xNi (x = 0, 0.5, 1.5, 5 and 10 wt.%) substrates at 200 °C with different liquid-state reaction durations were investigated to reveal the effect of the Ni addition into the Cu substrate on the growth of intermetallic compound (IMC), and grains evolution in this study. The results of this research indicated that addition of Ni significantly changed the interfacial microstructure of solder joints. Moreover, the formation of Cu3Sn was suppressed with the addition of Ni element, the Cu3Sn was only observed on Sn–58Bi/Cu–0.5Ni and Sn–58Bi/Cu–1.5Ni interfaces after liquid-state reaction for 150 min while Cu3Sn was completely eliminated when 5 or 10 wt.% Ni was added to Cu substrate regardless of the reaction time, and one new single phase (Cu,Ni)6Sn5 was formed between solder and Cu–Ni substrate. The total thickness increased as the liquid-state reaction time increased and the line relationship existed between total thickness and reaction time. The total thickness and growth rate of IMC gradually increased with the mass percentage of Ni increasing from 0 to 5 wt.% for the same liquid-state reaction time. In contrast, when the Ni content increased to 10%, the thickness and growth rate decreased slightly. The grain size became fine and the prismatic grain perpendicular to the interface tended to be dominant as the Ni element was added.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the past, the Sn–Pb eutectic solder alloy has been widely used in electronic packaging on account of its low melting temperature and good wetting behavior [1,2,3]. However, the environmental contamination caused by lead-containing solders has become more and more serious [4, 5], a variety of Pb-free solders, such as Sn–Bi [6, 7], Sn–Cu and Sn–Ag–Cu alloys have been proposed. Among the various candidates of Pb-free solder, eutectic Sn–58Bi solder is a promising candidate to replace the Pb–Sn traditionally used for electronic device since it exhibits a lower melting point (138 °C) [8], as indicated in the Sn–Bi phase diagram (Fig. 1) [9]. It is well known that several defects have been observed accompanied by the interfacial reaction between solder alloy and pure copper substrate. For example, Kirkendall voids are easily formed at the Cu/Cu3Sn interface during prolonging aging time [10], and the growth of intermetallic compound (IMC) increases excessively. Additionally, another drawback with regard to Sn–Bi solder is an abominable interfacial embrittlement because of Bi segregation after long-term aging. Thus minor alloying elements additions have been referred to refrain from these defects [11,12,13]. Nishikawa et al. [14] have pointed the effect of a small amount of Ni addition in the Sn–Cu solder on the interfacial reaction between the solder and Cu substrate, which prevented rapid reaction and suppressed the growth of IMCs after aging. The previous researches have showed that Ni addition to Sn3.5Ag could adequately reduce the thickness of the Cu3Sn and then affect the formation of voids [15]. Moreover, the effect of addition elements in the Cu substrate on growth rate of IMCs has been reported [16, 17], in which the total thickness of IMCs between Sn–Pb solder and Cu–X substrates (X = Mn, Ni or Ag) decreased [18].

The phase diagram of Sn–Bi system
In the above description, the addition of Ni to the Cu substrate has obviously affected the interfacial reactions [19–21]. However, in previous study, the research on the interfacial reaction and the growth of IMC between Sn–Bi solder and Cu substrate with Ni additions is still insufficient. This study investigated the interfacial microstructure and the IMC thickness between the Sn–58Bi solder and Ni-containing Cu substrate during the liquid-state reaction.
2 Experimental procedures
Cu–xNi alloys (x = 0, 0.5, 1.5, 5 and 10 wt.%) used as the substrates were made by melting pure Ni (99.99% purity) and pure Cu (99.99% purity) together in a vacuum induction-furnace, according to corresponding weight percentage. According to the Cu–Ni binary phase diagram (Fig. 2), the Cu–xNi alloys in the current work were consisted of Cu-rich solid-solution phase [22]. The prepared substrates with diameter of 10 mm and thickness of 2 mm were fabricated, which were subsequently ground with different types of sandpapers and polished carefully with 0.1 µm diamond paste. Next, Sn–58Bi solder pastes were placed on the Cu–xNi alloys (x = 0, 0.5, 1.5, 5 and 10 wt.%), which were sent into a furnace at the temperature of 200 °C for 1, 30, 60, 120 and 150 min, respectively. Additionally, the Cu–xNi alloys (x = 0, 0.5, 1.5, 5 and 10 wt.%) also were cut to a size of 15 mm × 4 mm × 1.5 mm, as illustrated in Fig. 3. The prepared solder were shaped into the dimension of 4 mm × 4 mm × 0.5 mm. After soldering, the specimens were removed from the furnace and cooled in air. The liquid-state reaction condition at 200 °C for long time is aimed to do an accelerated storage test. The interfacial microstructures of specimens and morphologies of interfacial IMC grains were observed by using scanning electron microscopy (SEM). The IMC thickness was measured using the SEM images of the metallographic cross-section sand the following image analysis procedure. First of all, the SEM image of each sample was obtained at the certain magnification. Secondly, the grayscale SEM image was intensified using image analysis software to clearly distinguish the interface of IMC. Finally, the mean thickness (LIMC) of the total IMC layer was calculated using the following equation:
in which LSEM is the actual height of the individual SEM image, and NIMC and NSEM are then number of pixels in the total IMC layer and the entire SEM image, respectively. To improve the statistical reliability of the total IMC layer-thickness data, at least ten SEM images covering many grains in the middle of the interface were analyzed for each sample. The error bars of the IMC equivalent thickness were obtained by using the standard deviation function from the measured data, the same method was used elsewhere in previous studies [23,24,25]. In order to obtain the shear strength of the solder joints, a single-axis micro force test system was used to perform shear tests on the joint samples of different solder joints. The tests were carried out at a constant strain rate of 4.17 × 10−3 s−1 at room temperature [26]. In order to reduce the error of the test results, five samples of the same conditions were tested.

The phase diagram of Cu–Ni system

Schematic diagram of the Sn–58Bi/Cu–xNi joint shear sample
3 Results and discussions
Figure 4 shows the interfacial cross-section images of Sn–58Bi/Cu–xNi (x = 0, 0.5, 1.5, 5 and 10) solder joints after liquid-state reaction at 200 °C for 1, 30, 60, 120 and 150 min, respectively. Obviously, it is seen from Fig. 4a1 that a continuous scallop-type Cu6Sn5 IMC was formed at the Sn–58Bi/Cu interface during soldering process. As the liquid-state reaction gradually proceeding, a planar-type Cu3Sn layer appeared between Cu6Sn5 IMC layer and Cu substrate, as shown in Fig. 4b1–e1. Meanwhile, the scallop-like Cu6Sn5 layer transformed to be planar-like layer, as shown in Fig. 4a1–e1. Additionally, the planar-type Cu3Sn gradually became continuous with the increase of liquid-state reaction time. According to previous study [27], Cu6Sn5 transforms into Cu3Sn through the following reaction:

The interfacial microstructure morphologies of the Sn–58Bi/Cu–xNi (x = 0, 0.5, 1.5, 5 and 10 wt.%) solder joints after liquid-state reaction for 1, 30, 60, 120 and 150 min, a1–e1 Sn–58Bi/Cu; a2–e2 Sn–58Bi/Cu–0.5Ni; a3–e3 Sn–58Bi/Cu–1.5Ni; a4–e4 Sn–58Bi/Cu–5Ni and a5–e5 Sn–58Bi/Cu–10Ni
The growth of scallop-like Cu6Sn5 IMC layer in channels was the most rapid, because the channels provided a fast diffusion passageway for Cu atoms. The Cu6Sn5 IMC layer was thermodynamically unstable, and therefore, Cu3Sn IMC layer would form over time as the Cu6Sn5 IMC layer was consumed. In order to confirm the elemental compositions of IMC layer. The results were identified by using energy dispersive spectrometer (EDS), as shown in Fig. 5a, b which were corresponded to the EDS spectrums 1 and 2 in Fig. 4e1. These spectrum results presented that the atomic percentage of Cu element was 53.82% and the Sn element was 46.18% in spectrum 1. It was obviously identified as Cu6Sn5 phase because the atomic rate of Cu to Sn was about 6:5. Moreover, spectrum 2 was identified as Cu3Sn phase. Meanwhile, to clarify the distribution of each element, Fig. 6 shows the EDS elemental mappings for Cu, Sn and Bi obtained after the interfacial liquid-state reaction of Sn58Bi/Cu system at 200 °C for 150 min. It was seen that Cu atoms mainly concentrated in the substrate, while the Sn atoms and Bi atoms were mainly aggregated in the solder matrix composed of the double-coexisting structure of the Sn-rich phase and the Bi-rich phase, and a small amount of Sn and Cu elements formed IMCs at the interface of Sn58Bi/Cu solder joints with the interdiffusion of Cu atoms and Sn atoms.

The EDS analysis of interfacial IMC between Sn–58Bi solder and Cu substrate, a spectrum 1 and b spectrum 2

The SEM image and elemental mapping analysis of Sn–58Bi/Cu joint after liquid-state reaction at 200 °C for 150 min, a images, b Sn element, c Bi element and d Cu element
Figure 4a2–e2, a3–e3 show the cross-section images of solder joint interface between the Sn–58Bi solder and Cu–xNi (x = 0.5, 1.5 wt.%) substrates after liquid-state reaction at 200 °C for 0, 30, 60, 120 and 150 min, respectively. It was obvious that the Cu3Sn phase only presented at the Cu6Sn5/Cu–0.5Ni interface after liquid-state reaction at 200 °C for 150 min, as shown in Fig. 4e2. On the contrary, it was seen that the Cu6Sn5 layer clearly appeared in these specimens, no matter how long reaction time. Similar phenomena were clearly found on Sn–58Bi/Cu–1.5Ni joints after liquid-state reaction at 200 °C for 0, 30, 60, 120 and 150 min, as shown in Fig. 4a3–e3. Meantime, the elemental mapping analysis of Sn58Bi/Cu–xNi (x = 0.5, 1.5 wt.%) interface after liquid-state reaction at 200 °C for 60 min was shown in Fig. 7. It was obviously seen that only a single layer of IMC was formed between the Cu–xNi (x = 0.5, 1.5 wt.%) substrate and the Sn–58Bi solder. However, Ni element was not detected in the substrate due to low Ni element content. Besides, Ni element was also not detected on the interface. It was clearly indicated that the Ni element was not involved in the interfacial reaction. Furthermore, the IMC layer was composed of Sn and Cu element on the Sn58Bi/Cu–xNi (x = 0.5, 1.5 wt.%) interfaces.

The elemental mapping analysis of SAC305/Cu–xNi (x = 0.5, 1.5 wt.%) joints after liquid-state reaction at 200 °C for 60 min, a1–a2 SEM images, b1–b2 Sn element, c1–c2 Bi element and d1–d2 Cu element
The cross-sectional images of Sn–58Bi/Cu–xNi (x = 5, 10 wt.%) solder joints after liquid-state reaction at 200 °C for 0, 30, 60, 120 and 150 min were shown in Fig. 4a4–e4, a5–e5, respectively. The same phenomena were showed that the Cu3Sn layer was not found at the interfaces regardless of the liquid-state reaction time. At the same time, the interfacial IMC layer between Cu–xNi (x = 5, 10 wt.%) substrates and Sn–58Bi solder was consisted of one new single phase: (Cu,Ni)6Sn5 phase, which could be identified by using EDS analysis of spectrums 3 and 4 in Fig. 4e4 and e5, as shown in Fig. 8a, b. The results of spectrum 3 presented that the IMC was composed of 49.69 at.% Cu, 1.98 at.% Ni and 48.33 at.% Sn, and the results of spectrum 4 presented that the IMC was composed of 47.86 at.% Cu, 6.42 at.% Ni and 45.72 at.% Sn. The elemental mapping analysis of Sn58Bi/Cu–xNi (x = 5, 10 wt.%) interfaces after liquid-state reaction at 200 °C for 150 min were shown in Fig. 9. It can be seen that Cu atoms mainly were aggregated in the substrate while the rest diffused into IMC layers. The Sn atoms mainly were located in the solder matrix and nether IMC layer. In particular, the Ni element was rarely distributed in IMC layer. It evidently indicated that the IMC layer was composed of Sn, Cu and few Ni element on the Sn58Bi/Cu–xNi (x = 5 and 10 wt.%) interfaces.

EDS analysis results for the points marked in Fig. 3, a spectrum 3 and b spectrum 4

SEM morphology and elemental mapping analysis of SAC305/Cu–xNi joints after liquid-state reaction at 200 °C for 150 min, a1–a2 SEM images, b1–b2 Sn element, c1–c2 Bi element, d1–d2 Cu element and e1–e2 Ni element
It was clear that 5 or 10 wt.% Ni additions could change the interfacial IMC morphology. The (Cu,Ni)6Sn5 formed in solder joints when Ni addition exceeded 5 wt.%, comparing to very few or no Ni additions. According to the report of Nishikawa et al. [14], the cause of Ni enrichment in the IMC layer was confirmed. The solubility of Ni in the Cu6Sn5 phase is high, The Cu and Ni atoms are replaceable in the compound due to the atomic diameter of Ni is very similar to that of Cu [28]. And then, a slight increase of Ni content in Cu phase could result in the formation of (Cu,Ni)6Sn5 phase. Another possible reason is that the affinities of Ni for Sn and that of Cu for Sn are different, which could improve the substitution of Ni into Cu6Sn5 [29, 30]. In addition, according to the previous study [31], the thermodynamic bonding between Ni and Sn in Cu6Sn5 became stronger than that between Cu and Sn. Therefore, the phase stability was greater for (Cu,Ni)6Sn5 than that for Cu6Sn5. That is why the (Cu,Ni)6Sn5 phase formed at the interface when a certain amount Ni (5 and 10 wt.%) was added after soldering at 200 °C. Moreover, the type of IMC transformed from scallop-shape to sawtooth-like when Ni element was added to Cu substrate from the cross-sectional images, as shown in Fig. 4.
The Cu3Sn was only observed after liquid-state reaction at 200 °C for 150 min with Ni addition ranging from 0.5 to 1.5 wt.% while Cu3Sn phase formed in Sn–58Bi/Cu solder joint when the liquid-state reaction at 200 °C for 30 min and longer. According to the research published by Maeshima et al. [10], the growth rate of Cu3Sn at the interface was determined by the diffusion fluxes of the Cu atoms provided by the Cu alloy substrate and the Sn atoms provided by the solder. The addition of Ni to the Cu substrate affects the diffusion of Cu and Sn atoms, which affects the growth of Cu3Sn. However, the Cu3Sn phase was not detected between solder and substrate as the addition of Ni in substrate was 5% and 10% in the current work. It meant that Cu3Sn formation was completely suppressed due to the stability of (Cu,Ni)6Sn5 phase.
It is well known that the liquid-state reaction time plays an important role in affecting the growth of interfacial IMC formed between liquid-state solder and Cu–xNi substrate. Therefore, the effect of liquid-state reaction time on growth of interfacial IMC was investigated. The total thickness of IMC of Sn–58Bi/Cu–xNi (x = 0, 0.5, 1.5, 5 and 10 wt.%) soldered joints with different liquid-state reaction time were listed in Table 1, corresponding bar diagram of 3D was illustrated in Fig. 10. On the whole, the thickness of IMC layer increased with the prolongation of liquid-state reaction time in five kinds of cases and there was a special relationship in certain way. In addition, with the Ni element content added from 0 to 5 wt.%, the thickness of IMC gradually increased when the reaction time was same, was similar to the result found by Yao et al. [32]. In contrast, the total thickness of the IMC layer at the interface of Sn58Bi/Cu–10Ni decreased, comparing with that of Sn58Bi/Cu–5Ni interface.

The 3D bar diagram about the thickness of interfacial IMC layer in Sn–58Bi/Cu–xNi (x = 0, 0.5, 1.5, 5 and 10 wt.%) joints after liquid-state reaction at 200 °C for 1, 30, 60, 120 and 150 min
In order to clarify the growth mechanism of total IMC layer at the interfaces of Sn–58Bi/Cu–xNi (x = 0, 0.5, 1.5, 5 and 10 wt.%) solder joints. Figure 11 shows the relationship between the total thickness of interfacial IMC in solder joints and the liquid-state reaction time. The linear relationship indicated that the growth of IMC was controlled by chemical reaction rather than ordinary diffusion mechanism [33, 34]. In general, an empirical power law relationship was proposed to implement the intrinsic function of IMC growth [35, 36].
where X is the total thickness of IMC after soldering, X0 is the initial layer thickness, K is a constant which shows the growth rate constant. t denotes the liquid-state reaction time (unit for minute), n is the power law index. Because the growth mechanism is controlled by the chemical reaction [37], the index n = 1, the equation becomes:

The relationship between the thickness of interfacial IMC layer in Sn–58Bi/Cu–xNi (x = 0, 0.5, 1.5, 5 and 10 wt.%) solder joints and the liquid-state reaction time
The slopes of fitting lines of the total thickness of interfacial IMC in Sn–58Bi/Cu–xNi (x = 0, 0.5, 1.5, 5 and 10 wt.%) solder joints with the liquid-state reaction time were 2.9 × 10−2, 4.0 × 10−2, 4.3 × 10−2, 5.5 × 10−2, 4.5 × 10−2 µm/min, respectively, as shown in Fig. 8. Generally, the IMC layer growth rate of Sn–58Bi/Cu–5Ni solder joint was the fastest one. In addition, the IMC layer growth rate gradually increased with the increased Ni content in substrate ranging from 0 to 5 wt.%, and the growth rate of the IMC layer at the interface of Sn58Bi/Cu–10Ni was lower than that of Sn58Bi/Cu–5Ni interface. In the previous work, Nishikawa et al. have reported the effect of Ni addition into Sn–0.7Cu solder on dissolution thickness, which was used to define the thickness of the IMC below the surface of substrate [14]. It was indicated that the solubility of Cu into the molten Sn phase was very low, while a small amount of Ni addition could lead to the Sn phase have very high solubility of Cu, which was similar to the results reported by Lin et al. [28]. Therefore, the dissolution rate of substrate increased with Ni addition due to the solubility of Cu into the molten Sn phase became higher. One possible reason that affected the formation of total interfacial IMC thickness was that the change of the dissolution thickness of substrate. As a result, the increase of dissolution thickness was likely to be the reason for explaining why the total thickness increased with the added Ni content ranging from 0 to 5 wt.%. However, the formation of a thick (Cu,Ni)6Sn5 layer was a good diffusion barrier, which could inhibit the interdiffusions among Sn, Cu and Ni atoms. Thus, the total thickness decreased when the content of Ni was up to 10 wt.%, comparing to that of 5 wt.% Ni addition for the same liquid-state reaction time.
The reliability of solder joints were evaluated according to shear testing method. Figure 12 shows a 3D bar histogram of the shear strength of Sn–58Bi/Cu–xNi (x = 0, 0.5, 1.5, 5 and 10 wt.%) solder joints at 200 °C for 1, 30, 60, 120 and 150 min. It could be seen from the figure that regardless of the content of Ni element, the shear strength of the solder joints decreased with the prolongation of liquid-state reaction time. According to the previous studies [26], the mechanical properties of the solder joints were decreased with the thickness of the IMC layer increased. Due to the brittle property of interfacial IMCs between Sn–58Bi and Cu–xNi alloy substrate, the mechanical properties of the solder joints significantly decreased with the IMC layer increased. In addition, increasing the Ni element content from 0 to 5 wt.%, the shear strength of solder joints gradually decreased. And the shear strength of Sn–58Bi/Cu–5Ni solder joint was the lowest. In contrast, the shear strength of Sn–58Bi/Cu–10Ni solder joint increased, comparing with that of Sn–58Bi/Cu–5Ni solder joint. The results showed that the addition of Ni to the Cu substrate affected the shear strength of the solder joints in the liquid-state reaction because of the changing of the IMC thickness [38]. The shear strength of Sn–58Bi/Cu–0.5Ni solder joint was highest among all solder joints with Ni addition into the Cu substrate because the growth of interfacial IMCs layer was suppressed significantly in Sn–58Bi/Cu–0.5Ni solder joint (shown in Fig. 11). In previous studies, Kirkendall voids were easily formed at the Cu/Cu3Sn interface during long-term aging, and the Kirkendall voids had a great influence on the shear strength. In this paper, the main research was focused on the effect of liquid-state reaction on the formation and growth of interfacial IMCs layer in Sn–58Bi/Cu–xNi solder joints, and the results showed that the addition of Ni to the Cu substrate affected the growth of Cu3Sn. However, because the liquid-state reaction was relatively fast, the reaction time was relatively short. Besides, the reaction was controlled by the chemical reaction rather than volume diffusion mechanism. Thus, the Kirkendall voids were hardly formed in the solder joints, as shown in Fig. 4a1–e1. This is the possible reason why the shear strength of Sn–58Bi/Cu solder joints with thicker Cu3Sn layer were higher than that of the Sn–58Bi/Cu–xNi solder joints.

The 3D bar diagram about the shear strength in Sn–58Bi/Cu–xNi (x = 0, 0.5, 1.5, 5 and 10 wt.%) joints after liquid-state reaction at 200 °C for 1, 30, 60, 120 and 150 min
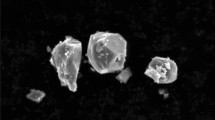
Another important aspect to study the IMC interface is the grain morphologies on top view, as shown in Figs. 13 and 14. Figure 13a, b illustrated the grain morphologies of interfacial IMC in the Sn–58Bi/Cu–10Ni joint after liquid-state reaction at 200 °C for 30 and 120 min, respectively. It was obviously seen that the IMC grains size gradually increased with the prolongation of liquid-state reaction time, which was consistent with the results of the corresponding cross-sectional micrographs (Fig. 4b5, d5). On the whole, combined the study of shear strength in this paper, the strength of the solder joints decreased with the increasing of the liquid-state reaction time, thinner IMC layer and smaller grain size of IMCs were the desired data for better solderability in Sn–58Bi/Cu–xNi solder joints. The long prismatic (Cu,Ni)6Sn5 IMC also became thick and rounded [39]. It is worth mentioning that the typical grooved and hollowed (Cu,Ni)6Sn5 grains appeared when the liquid-state reaction time was 120 min (red circles in Fig. 13b). The morphology transformation of prismatic (Cu,Ni)6Sn5 grains was agree with that of scalloped Cu6Sn5 grains in the study developed by Tian et al. [40]. The morphology transformation could be explained by the mechanism proposed by Tian et al. The transition occurs as given in Eq. (5):
where ΔG is the nucleation energy, ΔGV is the change in free energy per unit volume and γ represents the surface free energy of a specific area, surface area is represented by A. When same volume grain (V) formed, the surface area (A) of prismatic (Cu,Ni)6Sn5 grain is smaller than that of hollowed shape (Cu,Ni)6Sn5 grain. It means that the prismatic (Cu,Ni)6Sn5 nucleation requires a relatively smaller nucleation energy (ΔG). Therefore, the prismatic (Cu,Ni)6Sn5 grains are inclined to form in the nucleation stage with less energy input. However, with more energy input, the hollowed shape of the (Cu,Ni)6Sn5 grain tends to form.

The top-view images of Sn–58Bi/Cu–10Ni joint after liquid-state reaction at 200 °C for a 30 min and b 120 min. (Color figure online)

The interfacial IMC grain morphologies on Sn–58Bi/Cu–xNi (x = 0, 0.5, 1.5, 5 and 10 wt.%) joints after liquid-state reaction at 200 °C for 60 min a Sn–58Bi/Cu; b Sn–58Bi/Cu–0.5Ni; c Sn–58Bi/Cu–1.5Ni; d Sn–58Bi/Cu–5Ni and e Sn–58Bi/Cu–10Ni
Figure 14 shows the interfacial IMC grain morphologies in Sn–58Bi/Cu–xNi (x = 0, 0.5, 1.5, 5 and 10 wt.%) joints after liquid-state reaction at 200 °C for 60 min. It can be seen that the interfacial IMC grain sizes of Sn58Bi/Cu–xNi solder joints are smaller than that of Sn58Bi/Cu solder joint, and the coarsening of IMC grains was further suppressed with the addition of Ni to the Cu substrate [41]. At the same time, the grains changed from scallop into prismatic. Yang et al. have reported that the prismatic grains were extruded into solder, which had a better blocking effect on dislocations and crack propagation. Thus the strength of the solder joints were enhanced [42]. According to previous study researched by Gao et al. [31], the addition of nickel has a great influence on the grain size and microstructure of IMC. The addition of Ni to the Cu substrate could cause new more nucleation of IMC. Thus, the grain size became smaller as the Ni element was added. Furthermore, prismatic grains growth that were perpendicular to the interface tended to be dominant which indicated that the ripening behavior was depressed.
In this paper, the addition of Ni to the Cu substrate affected the growth of Cu3Sn. And excessive IMC thickness reduced the shear strength of solder joints. The results of IMC characterization were obtained from the liquid-state reaction rather than the aging process. However, the service period in the engineering is mostly the aging process, and Kirkendall voids were easily formed at the Cu/Cu3Sn interface during long-term aging. Hence, the Sn–58Bi/0.5-Ni solder joints may be better for electronic packaging during the aging process of engineering service because the growth of Cu3Sn is suppressed and the total thickness of IMC is thinner in Sn–58Bi/Cu–0.5Ni solder joint. In the present research, the effects of Ni addition to the Cu substrate in Sn–58Bi/Cu–xNi (x = 0, 0.5, 1.5, 5, and 10 wt.%) solder joints were characterized. The results showed that the addition of Ni to the Cu substrate affected the growth of Cu3Sn, the interfacial IMC morphology and grain size were also influenced. In addition, according to the analysis in shear strength of different solder joints, the effects of Ni addition to the substrate on the shear strength can be obtained, which provided some references for electronic assembly.
4 Conclusion
In this work, The growth of IMC, shear strength and grains evolution at the interfaces between Sn–58Bi and Cu–xNi (x = 0, 0.5, 1.5, 5, and 10 wt.%) substrates after liquid-state reaction at 200 °C for 1, 30, 60, 120 and 150 min were investigated, respectively. The results were summarized as follows:
-
1.
The addition of Ni changed the microstructure of IMC formed between Sn58Bi and Cu–xNi substrates. Cu6Sn5 and Cu3Sn IMCs formed in Sn–58Bi/Cu solder joint reflowed at 200 °C for various time. However, the Cu3Sn was only observed after liquid-state reaction at 200 °C for 150 min when the Ni addition reached 0.5 and 1.5 wt.%. When Ni was added to 5 wt.% and above, the formation of Cu3Sn was inhibited and one new phase (Cu, Ni)6Sn5 formed.
-
2.
The thickness of interfacial IMC increased linearly with the liquid-state reaction time. The IMC thickness and growth rate increased as the mass percentage of Ni in the substrate increased from 0 to 5 wt.%. On the contrary, when the Ni content increased to 10%, both the IMC thickness and the growth rate decreased, comparing to that of 5 wt.% Ni addition.
-
3.
The shear strength of solder joints decreased with the liquid-state reaction time. The shear strength decreased when the mass percentage of Ni element in the substrate increased from 0 to 5 wt.%, while the shear strength increased when the Ni increased to 10 wt.%.
-
4.
The size of IMC grains of Sn58/Cu–xNi (x = 0, 0.5, 1.5, 5 and 10 wt.%) solder joints was significantly suppressed by adding amount of Ni to the Cu substrate at the same liquid-state reaction time. The long prismatic (Cu,Ni)6Sn5 IMC grain of Sn58/Cu–10Ni solder joint after liquid reaction time at 120 min became thick and rounded than that of 30 min. Furthermore, the prismatic grain growth perpendicular to the interface tended to be dominant when the Ni element was added to the Cu substrate.
References
X.W. Hu, Y.L. Li, Y. Liu, Z.X. Min, Developments of high strength Bi-containing Sn0.7Cu lead-free solder alloys prepared by directional solidification. J. Alloys Compd. 625, 241–250 (2015)
K. Chung, Y.J. Chen, C.C. Li, C.R. Kao, The critical oxide thickness for Pb-free reflow soldering on Cu substrate. Thin Solid Films 20, 5346–5352 (2012)
W. Yang, J.Y. Wu, Z.X. Zhu, C.R. Kao, Effects of surface diffusion and reaction-induced volume shrinkage on morphological evolutions of micro joints. Mater. Chem. Phys. 191, 13–19 (2017)
H. Ke, Y. Gao, C.R. Kao, Y. Wang, Pattern formation during interfacial reaction in-between liquid Sn and Cu substrate—a simulation study. Acta Mater. 113, 245–258 (2016)
M.Y. Xiong, L. Zhang, Interface reaction and intermetallic compound growth behavior of Sn–Ag–Cu lead-free solder joints on different substrates in electronic packaging. J. Mater. Sci. 54, 1741–1768 (2018)
T.L. Yang, J.Y. Wu, C.C. Li, S. Yang, C.R. Kao, Low temperature bonding for high temperature applications by using SnBi solders. J. Alloys Compd. 647, 681–685 (2015)
F.J. Wang, Y. Huang, Z.J. Zhang, C. Yan, Interfacial reaction and mechanical properties of Sn-Bi solder joints. Materials 10, 920 (2017)
Y. Qiu, X.W. Hu, Y.L. Li, X.X. Jiang, Interfacial reaction between liquid-state Sn–xBi solder and Co Substrate. J. Mater. Sci.: Mater. Electron. 29, 1–11 (2018)
U.R. Kattner, W.J. Boettinger, On the Sn–Bi–Ag ternary phase diagram. J. Electron. Mater. 23, 603–610 (1994)
T. Maeshima, H. Ikehata, K. Terui, Y. Sakamoto, Effect of Ni to the Cu substrate on the interfacial reaction with Sn–Cu solder. Mater. Des. 103, 106–113 (2016)
W.M. Chen, S.K. Kang, C.R. Kao, Effects of Ti addition to Sn–Ag and Sn–Cu solders. J. Alloys Compd. 520, 244–249 (2012)
T. Laurila, V. Vuorinen, M. Paulasto-Kröckel, Impurity and alloying effects on interfacial reaction layers in Pb-free soldering. Mater. Sci. Eng. R 68, 1–38 (2010)
M.A.A.M. Salleh, S.D. Mcdonald, C.M. Gourlay, S.A. Belyakov, H. Yasuda, K. Nogita, Effect of Ni on the formation and growth of primary Cu6Sn5intermetallics in Sn–0.7wt.% Cu solder pastes on Cu substrates during the soldering process. J. Electron. Mater. 45, 154–163 (2015)
H. Nishikawa, Y.P. Jin, T. Takemoto, Interfacial reaction between Sn–0.7Cu (–Ni) solder and Cu substrate. J. Electron. Mater. 35, 1127–1132 (2006)
V. Vuorinen, T. Laurila, T. Mattila, E. Heikinheimo, J.K. Kivilahti, Solid-state reactions between Cu(Ni) alloys and Sn. J. Electron. Mater. 36, 1355–1362 (2007)
D.L. Ma, P. Wu, Effects of Zn addition on mechanical properties of eutectic Sn–58Bi solder during liquid-state aging. Trans. Nonferr. Met. Soc. China 25, 1225–1233 (2015)
Z.B. Luo, J. Zhao, Y.J. Gao, L. Wang, Revisiting mechanisms to inhibit Ag3Sn plates in Sn–Ag–Cu solders with 1wt.% Zn addition. J. Alloys Compd. 500, 39–45 (2010)
T. Takemoto, T. Yamamoto, Effect of additional elements on growth rate of intermetallic compounds at copper/solder interface. J. Jpn. Copper Brass Res. Assoc. 40, 309–316 (2001)
C. Yu, J. Liu, H. Lu, P. Li, J. Chen, First-principles investigation of the structural and electronic properties of Cu6NixSn5 (x ¼ 0, 1, 2) intermetallic compounds. Intermetallics 15, 1471–1478 (2007)
C.H. Wang, H.T. Shen, Effects of Ni addition on the interfacial reactions between Sn–Cu solders and Ni substrate. Intermetallics 18, 616–622 (2010)
H.T. Chen, C.Q. Wang, M.Y. Li, D.W. Tian, Effect of Cu diffusion through Ni on the interfacial reactions of Sn3.5Ag0.75Cu and SnPb solders with Au/Ni/Cu substrate during aging. Mater. Lett. 60, 1669–1672 (2006)
D. Minic, M. Premovic, V. Cosocic, D. Manasijevic, L. Nedeljkovic, D. Zivkovic, Experimental investigation and thermodynamic calculations of the Cu–In–Ni phase diagram. J. Alloys Compd. 617, 379–388 (2014)
X.W. Hu, T. Xu, L.M. Keer, Y.L. Li, X.X. Jiang, Microstructure evolution and shear fracture behavior of aged Sn3Ag0.5Cu/Cu solder joints. Mater. Sci. Eng. 673, 167–177 (2016)
Y. Qiu, X.W. Hu, Y.L. Li, X.X. Jiang, Influence of Zn additions on the interfacial reaction and microstructure of Sn37Pb/Cu solder joints. Appl. Phys. A 123, 635 (2017)
X.W. Hu, Y.L. Li, K. Li, Z.X. Min, Effect of Bi segregation on the asymmetrical growth of Cu–Sn intermetallic compounds in Cu/ Sn–58Bi/Cu sandwich solder. J. Electron. Mater. 42, 3567–3572 (2013)
X.W. Hu, T. Xu, L.M. Keer, Y. Li, X. Jiang, Shear strength and fracture behavior of reflowed Sn3.0Ag0.5Cu/Cu solder joints under various strain rates. J. Alloys Compd. 690, 720–729 (2017)
X.W. Hu, Y.L. Li, Z.X. Min, Developments of high strength Bi-containing Sn0.7Cu lead-free solder alloys prepared by directional solidification. J. Alloys Compd. 58, 2341–2347 (2014)
C.H. Lin, S.W. Chen, C.H. Wang, Phase equilibria and solidification properties of Sn–Cu–Ni alloys. J. Electron. Mater. 31, 907 (2002)
F. Cheng, H. Nishikawa, T. Takemoto, Microstructural and mechanical properties of Sn–Ag–Cu lead-free solders with minor addition of Ni and/or Co. J. Mater. Sci. 43, 3643–3648 (2008)
S.W. Chen. S.H. Wu, S.W. Lee, Interfacial reactions in the Sn–(Cu)/Ni, Sn–(Ni)/Cu, and Sn/(Cu,Ni) systems. J. Electron. Mater. 32, 1188–1194 (2003)
F. Gao, T. Takemoto, H. Nishikawa, Effects of Co and Ni addition on reactive diffusion between Sn–3.5Ag solder and Cu during soldering and annealing. Mater. Sci. Eng. A 420, 39–46 (2006)
P. Yao, P. Liu, J. Liu, Interfacial reaction and shear strength of SnAgCu–xNi/Ni solder joints during aging at 150 °C. Microelectron. Eng. 86, 1969–1974 (2009)
O.M. Abdelhadi, L. Ladani, IMC growth of Sn–3.5Ag/Cu system: combined chemical reaction and diffusion mechanisms. J. Alloys Compd. 537, 87–99 (2012)
C.H. Wang, C.Y. Kuo, Growth kinetics of the solid-state interfacial reactions in the Sn–Cu/Co and Sn/Co–Cu couples. Mater. Chem. Phys. 130, 651–656 (2011)
M. Mita, M. Kajihara, N. Kurokawa, K. Sakamoto, Growth behavior of Ni3Sn4 layer during reactive diffusion between Ni and Sn at solid-state temperatures. Mater. Sci. Eng. A 403, 269–275 (2005)
L. Zhang, X.Y. Fan, C.W. He, Intermetallic compound layer growth between SnAgCu solder and Cu substrate in electronic packaging. J. Mater. Sci. Mater. Electron. 24, 3249–3254 (2013)
A.A. El-Daly, A.M. El-Taher, T.R. Dalloul, Enhanced ductility and mechanical strength of Ni-doped Sn–3.0Ag–0.5Cu lead-free solders. Mater. Des. 55, 309–318 (2014)
C.H. Wang, S.E. Huang, K.T. Li, Inhibiting CoSn3 growth at the Sn/Co system by minor Zn addition. Intermetallics 56, 68–74 (2015)
J.W. Xian, S.A. Belyakov, M. Ollivier, K. Nogita, Cu6Sn5 Crystal growth mechanisms during solidification of electronic interconnections. J. Alloys Compd. 126, 540–551 (2017)
Y. Tian, R. Zhang, C. Hang, L. Niu, C. Wang, Relationship between morphologies and orientations of Cu6Sn5 grains in Sn3.0Ag0.5Cu solder joints on different Cu pads. Mater. Charact. 88, 58–68 (2014)
X.D. Zhang, X.W. Hu, X.X. Jiang, Y.L. Li, Effect of Ni addition to the Cu substrate on the interfacial reaction and IMC growth with Sn3.0Ag0.5Cu Solder. Appl. Phys. A 124, 315 (2018)
M. Yang, M.Y. Li, L. Wang, Y.G. Fu, J. Kim. L.Q. Weng, Cu6Sn5 morphology transition and its effect on mechanical properties of eutectic Sn–Ag solder joints. J. Electron. Mater. 40, 176–188 (2011)
Acknowledgements
This work was supported by the National Natural Science Foundation of China (Grant Nos. 51465039 and 51765040), Natural Science Foundation of Jiangxi Province (Grant No. 20161BAB206122).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Hu, X., Qiu, H. & Jiang, X. Effect of Ni addition into the Cu substrate on the interfacial IMC growth during the liquid-state reaction with Sn–58Bi solder. J Mater Sci: Mater Electron 30, 1907–1918 (2019). https://doi.org/10.1007/s10854-018-0464-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-018-0464-4