
Abstract
In this paper, microstructure evolution and phase transformation of Cu–In intermetallic compounds in Cu/In/Cu joints formed by solid–liquid interdiffusion bonding at 260 and 360 °C were investigated respectively. The shearing properties and fracture behaviors of the Cu/In/Cu joints formed under different bonding conditions were also studied. For Cu/In/Cu joints bonded at 260 °C, Cu11In9 phase firstly generated and then Cu2In phase formed between Cu11In9 layer and Cu substrate. For Cu/In/Cu joints bonded at 360 °C, Cu2In phase firstly formed and then parts of Cu2In grains transformed to Cu7In3 phase, and this transition from incomplete to complete coverage of Cu2In/Cu2In grain boundaries by Cu7In3 phases was observed with the bonding time increasing. The shear test results show that Cu2In was high-quality phase which could improve the mechanical properties of Cu/In/Cu joints. After shear test, the fractures in Cu/In/Cu joints bonded at 260 °C were found at Cu11In9 layers and the fracture mode was cleavage fracture. In the case of the joints bonded at 360 °C, the intergranular fractures were found at the interface between Cu2In layer and Cu7In3 layer while the cleavage fractures were found at Cu7In3 layer.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
As the interconnection density continues to increase, 3D chip packaging technology which makes full use of space becomes greatly promising [1, 2]. Under this trend, solid–liquid interdiffusion (SLID) bonding method becomes a research hotspot with its unique advantages for interconnections [3, 4]. Through this method, low-temperature bonding process can be achieved by depositing high-melting-point metal and low-melting-point solder at bonding areas. After bonding, the joint would only contain high-melting-point intermetallic compounds and hence it can withstand high temperature during the subsequent reflowing process, which can reduce the risk of thermal mismatch problems [5–8].
Compared to the extensive studied Cu–Sn interconnections, the Cu–In interconnection exhibits better bonding properties as the required bonding temperature of Cu–In interconnections is lower than that of Cu–Sn interconnections [9–13]. Currently, the research activities of Cu–In system mainly focus on Cu–In intermetallic compounds theoretical analysis and their growth kinetics [14–17]. However, there is a lack of systematic study on microstructure evolution of Cu/In/Cu joints under different bonding conditions. Mechanical properties of Cu/In/Cu joints were also rarely reported.
Lee et al. [18] have studied the mechanical performance of Cu–Sn interconnections and found that the fracture mode of Cu–Sn joints was distinctively brittle fracture. It was also found that larger bonding pressure could improve the shear strength of Cu–Sn joints. In addition, the shear strength of Cu–Sn joints could be enhanced with higher bonding temperature. They also found that the fracture mode was brittle fracture and no significant plastic deformation was found in the stress–strain curves. It was also found that shear strengths were improved as bonding temperature increased. Lee et al. [19] have studied low-temperature bonding properties of Ag–In joints. The Ag–In joints consisting of single-phase Ag2In were obtained through the bonding process at 180 °C for 40 min and the annealing process for 24 h at 120 °C. Bernhard et al. [5] have studied phase transformation mechanisms of Ag–Sn and Ag–In interconnections. They found that Ag3Sn firstly generated in Ag–Sn interconnections bonded at 320 °C for 8 h. The phase transformation process from Ag3Sn to Ag5Sn was accomplished when bonding time reached to 60 min. For Ag–In interconnections bonded at 320 °C for 280 min, Ag9In4 firstly generated and transformed to Ag3In in 30 min. Sommadoosi [20] has found that Cu and In could react in different ways at different temperatures. Cu11In9 firstly generates when the bonding temperature is below 310 °C while Cu2In could generate firstly with higher temperature.
Lin et al. [8] have studied shear properties of Ag–In interconnections. It was found that the solder joints with 3 μm-in-thickness had better shear strengths compared with solder joints with 8 μm-in-thickness. The results also showed that the smaller joints mainly consisted of Ag2In while the bigger one consisted of AgIn2, which indicated that AgIn2 could decrease the shear properties of solder joints.
Huebner et al. [21] have proved that solder joints formed through SLID method had excellent reliability by thermal cycling tests. Cao et al. [22] have performed the vacuum sealing process of MEMS components through Cu–Sn SLID bonding process under 350 °C peak temperature with 10 min. The formed solder seam which was consisted of Cu6Sn5 and Cu3Sn had the shear strength of 19.5 Mpa with excellent sealing performance.
In the paper, Cu/In/Cu joints were prepared under different bonding parameters to analyze phase transformation process of Cu–In intermetallic compounds. Shear tests were conducted to examine the shear strength of Cu/In/Cu joints. Fracture behaviors of different Cu–In joints were also analyzed through fractography.
2 Experimental materials and methods
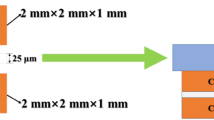
The designed structure of Cu/In/Cu joints was shown in Fig. 1. The size of Si substrate is 1 cm × 1 cm × 0.1 cm. The Ti adhesive layer and Cu seed layer were magnetron sputtered firstly on Si substrate and their thicknesses were 100 nm and 1 μm, respectively. Then 10 μm Cu layer and 6 μm In layer were electroplated onto Cu seed layer. Finally, the metal layers were annealed in air atmosphere at 300 °C for 1 h with heating rate of 5 °C/min.

The schematic diagram of Cu/In/Cu joints
According to Cu–In binary phase diagram shown in Fig. 2, Cu–In intermetallic compounds evolution process differs at 307 °C. Therefore, 360 and 260 °C were selected as bonding temperatures to study different phase transformation processes in Cu/In/Cu joints in our experiments.

Cu–In binary phase diagram
The joints used in shearing tests were bonded at two different temperature (260 and 360 °C) with different times (40, 160 and 360 min, respectively). Three samples were prepared under each bonding condition. The device applied for shear tests was 5948 Micro-Tester produced by Instron Company. The maximum tensile force which can be applied was 500 N. The applied shear speed was 300 μm/min. The shear test will be terminated when the tensile force decreased by 40 % or the tensile force reach up to 480 N. Fracture behavior was then analyzed with Quanta 200F FEI Scanning Electron Microscopy (SEM) and the IMC phases were identified by D/max-rB X-ray Detector (XRD).
3 Results and discussion
3.1 Phase transformation
3.1.1 Microstructure evolution of Cu/In/Cu joints bonded at 260 °C
The cross-sectional SEM images of Cu/In/Cu joints bonded at 260 °C for different times were shown in Fig. 3.

Cross-sectional SEM of solder joints bonding at 260 °C for different times. a 10 min, b 40 min, c 160 min, d 250 min, e 360 min, f 810 min
Figure 3a shows that Cu/In/Cu joints bonded for 10 min mainly consisted of Cu and In intermetallic compounds growing unevenly along Cu substrate surface, which was identified by EDX as Cu11In9. The residual In was isolated as the island shape by the new formed Cu11In9 grains in the middle of the joint. As the bonding time prolonged, In was gradually consumed to react with Cu. When the bonding time reached to 40 min, In was completely consumed and the joint was entirely composed by Cu11In9, as shown in Fig. 3b. In the joints bonded after 160 min, a thin layer of Cu2In (identified by EDX) formed at the interface between Cu layer and Cu11In9 layer. The thickness of the Cu2In layer was less than 1 μm. When the bonding times were 250 min and 360 min, the microstructures in Cu/In/Cu joints were similar, as shown in Fig. 3d, e. The Cu11In9 phase was in the middle of the joint and the Cu2In phase was between the Cu layer and Cu11In9 layer. The Cu2In layer grew up to 1 μm in thickness. With longer bonding time, the Cu2In layer grew up to 2 μm in thickness, as shown in Fig. 3f, which indicated that the growth rate of Cu2In was very low at 260 °C.
It was clear that Kirkendall effect was significant during the microstructure evolution in Cu/In/Cu joints. After the joints were bonded for 40 min, Kirkendall voids occurred along the Cu layer, as was shown in Fig. 3b. With longer reaction times, more Cu2In was produced and the Kirkendall effect became more serious, as was shown in Fig. 3f, which was the result of phase transformation process between different Cu–In intermetallic compounds. Figure 4 shows the microstructure evolution of Cu/In/Cu joints formed at 260 °C.

Schematic drawing of microstructure evolution of Cu/In/Cu joints formed at 260 °C. a Formation of Cu11In9 and isolated In islands, b formation of Cu11In9 joint, c nucleation of Cu2In phase, d Growth of Cu2In phase
3.1.2 Microstructure evolution of solder joints bonding at 360 °C
The microstructures of Cu/In/Cu joints bonded at 360 °C for different times was shown in Fig. 5. The IMC phase in Cu/In/Cu joints bonded for 10 min was mainly Cu2In, as shown in Fig. 5a. The residual In exhibited the islanded shape. When the bonding time reached to 40 min, the joint was only composed by Cu2In, as shown in Fig. 5b. According to Cu–In phase diagram, the phase transformation from Cu2In to Cu7In3 would happen when the temperature was more than 307 °C. As In was completely consumed after 40 min, the Cu2In would continue to react with Cu elements from the Cu layer. Hence, an obvious IMC layer was found at the interface of solder and Cu layer, as shown in Fig. 5c. The layer was confirmed as the Cu7In3 by EDX. Cu7In3 grains would keep growing up with the bonding time. At this moment, the Cu2In phase exhibited the island-shape which was similar to the isolated In shown in Fig. 5a, as was shown in Fig. 5e. When the bonding time reached 360 min, the phase transformation process from Cu2In to Cu7In3 was completely finished and the fully Cu7In3 joint were formed, as was shown in Fig. 5f.

Cross-sectional SEM images of solder joints bonded at 360 °C for different times. a 10 min, b 40 min, c 90 min, d 160 min, e 250 min and f 360 min
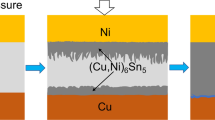
During the phase transformation process from Cu2In to Cu7In3, it was also found that Cu7In3 grains did not grow with a uniform rate but with a higher growth rate along Cu2In grain boundaries. This was attributed to the diffusion rate of Cu atoms along the grain boundaries of Cu2In was higher than that of inside the Cu2In grains, so that the Cu7In3 phase preferred grew along the grain boundaries of Cu2In phase. This process can be explained by the theory of grain boundary coverage transition proposed by Straumal et al. They observed the GB wetting transition can processed not only by the liquid phase in Cu–In system [23] but also by the second solid phase in Al–Mg and Cu–Co system [24, 25]. In this paper, with the Cu atoms diffused in the In matrix continuously, the Cu content in the solder increased, and then the amount of Cu7In3 phase increased too. When the bonding time was up to 90 min, as seen in Fig. 5c, the coverage of Cu2In/Cu2In grain boundaries by the second solid phase Cu7In3 was incomplete. However, during the bonding time from 90 to 250 min, as shown in Fig. 5c–e, the transition from incomplete to complete coverage of Cu2In/Cu2In grain boundaries by Cu7In3 phases was observed. The complete coverage can be proved by the criterion from the Cahn’s work: “if the minor phase wets GBs, the major phase is distributed as droplets in the minor phase” [26]. The major phases (Cu2In) were distributed as island-shape in the minor phases (Cu7In3), as seen in the Fig. 5d–e. Lastly, with both the Cu atoms diffusion and coverage process continuing, the fully Cu7In3 joint were formed, as was shown in Fig. 5f. Based on the above analysis, the microstructure evolution model of Cu/In/Cu joints formed at 360 °C was shown in Fig. 6.

Schematic drawing of microstructure evolution of Cu/In/Cu joints formed at 360 °C. a Formation of Cu2In and isolated In islands, b formation of Cu2In joint, c preferred nucleation of Cu7In3 along the grain boundaries of phase Cu2In, d growth of Cu7In3 phase, e Cu2In phases were almost consumed, f fully Cu7In3 joint
It can be inferred according to Cu–In diagram that phase transition process in Cu/In/Cu joints bonded at 260 °C could be formulated as Eqs. (1) and (2). For joints bonded at 360 °C, the process could be formulated as Eqs. (3) and (4). The different reaction mechanisms under different reaction temperatures brought the different phase transformation processes in Cu/In/Cu interconnections system.
In addition, when the Cu/In/Cu solder joints bonded at 360 °C, the phases were transformed from incomplete to complete coverage of Cu2In/Cu2In grain boundaries by Cu7In3 phases obviously. Compared with that case, there was no Cu11In9/Cu11In9 grain boundaries wetted or covered by the second solid phases Cu2In at 260 °C. In other words, the Cu11In9/Cu11In9 grain boundaries were “dry”. We propose that there is a temperature threshold of grain boundaries wetted by the solid phase in Cu–In system in alloy phase diagram. Below this temperature threshold, no Cu11In9/Cu11In9 grain boundaries are wetted by the solid phases Cu2In. The bonding temperature, 260 °C, may just below this temperature threshold, which is the reason for the “dry” Cu11In9/Cu11In9 grain boundaries.
3.2 Shear strength of Cu/In/Cu interconnections
Stress–strain curves of solder joints bonded under different parameters were measured by shear tests, as was shown in Fig. 7. The results showed that the fracture mode of all samples was brittle fracture. The pre-broken process was partially found in samples, indicating that joints firstly fractured in locations where cracks initiated easily, while other locations of Cu/In/Cu joints were not affected until solder joints was totally fractured. From Fig. 7, it can be found that the joints formed at 360 °C for 40 min has better ductility before fracture, which was attributed to the good ductility of Cu2In phase inside the joints.

Stress–strain curves of solder joints bonded at different temperatures for different times
As shown in Fig. 8, the average shear strengths of Cu/In/Cu joints bonded at 260 °C for 40, 160 and 360 min were 5.08, 5.44 and 9.07 Mpa respectively. It was indicated that shear strengths of joints were improved as the bonding time prolonged, specially significantly improved in the joints bonded with 360 min. According to microstructure evolution process, the phase transformation from Cu11In9 to Cu2In happened in Cu/In/Cu joints bonded at 260 °C, indicating that the Cu2In phase had better shear property compared to Cu11In9 phase. As the melting point of Cu2In was much higher than that of Cu11In9, the Cu2In phase was more stable thermally and more suitable to improve the mechanical properties of Cu/In/Cu interconnections.

Average shear strengths of solder joints bonding for 40, 160 and 360 min
Average shear strengths of Cu/In/Cu joints bonded at 360 °C for 40, 160 and 360 min were 13.65, 12.44 and 12.31 Mpa respectively. The shear strength values were higher than that of Cu/In/Cu joints bonded at 260 °C. According to Cu–In phase diagram, the IMC phase has transformed from Cu2In to Cu7In3, which would decrease shear strengths of Cu/In/Cu joints. The analysis proved that the shear property of Cu7In3 was worse than that of Cu2In. As melting points of two phases were almost the same, it was not necessary to obtain Cu7In3 phase by long-time heating process, instead, relatively good mechanical properties could be achieved by short-time heating process to obtaining solder joints consisted of Cu2In through short-time heating process.
3.3 Fracture behavior of Cu/In/Cu joints
3.3.1 Fracture of Cu/In/Cu joints bonded at 260 °C
Morphology of shear fracture in Cu/In/Cu joints bonded at 260 °C was shown in Fig. 9.

Morphology of Shear fracture in Cu/In/Cu joints bonded at 260 °C for different times. a 40 min, b 160 min, c 360 min
For joints bonded for 40 min, the shear surface was relatively uniform and flat, as shown in Fig. 9a. The fracture mode was mainly cleavage fracture. The content of In element at the fracture location was 42.96 %, which was confirmed by EDX. It was indicated that the fracture occurred in the Cu11In9 layer. The fracture in Cu/In/Cu joints bonded at 260 °C for 160 min was shown in Fig. 9b. It mainly contained two kinds of morphologies, one was relatively flat and another was the pit-like depression areas. The fracture mode of flat areas was cleavage fracture at the Cu11In9 layer. The pit-like depression areas consisted of Cu11In9 free-growing grains (both identified by EDX). As the roughness of In layers was quite high, gas could hardly get out of joints and as a consequence the voids were formed during solder solidification process. Besides, voids were also the result of agglomeration process of In atoms. The formation of voids in the joints provided the growth conditions for these free-growing Cu11In9 grains. The fracture in Cu/In/Cu joints bonded at 260 °C for 360 min was shown in Fig. 9c. Tongue-like patterns which was the characteristic of cleavage fracture and quasi-cleavage fracture were found at fracture location. During crack propagation, secondary cleavage and local tearing phenomenon of metals happened along planes between main cleavage planes and twin planes. The existence of tongue-like patterns indicated that plasticity and toughness of the Cu/In/Cu joints were improved. According to analysis of microstructure and data of shear strength, it was proved that Cu2In has better plasticity and toughness, than Cu11In9.
XRD test was conducted to determine the IMC phases at the fracture locations, as shown in Fig. 10. Comparing XRD spectrums of fractures in Cu/In/Cu joints bonded at 260 °C, it was found that intensity of Cu11In9 diffraction peak decreased while that of Cu2In increased as the bonding time. The result confirmed the phase transformation process from Cu11In9 to Cu2In. It was also found that the intensity of Cu11In9 diffraction peak was relatively high at the fracture locations in Cu/In/Cu joints bonded for 360 min, which indicating that joints only composed by Cu2In could be obtained through relatively longer bonding time.

XRD spectrums of fractures in Cu/In/Cu joints bonded at 260 °C for different times. a 40 min, b 360 min
3.3.2 Fracture of Cu/In/Cu joints bonded at 360 °C
Morphology of shear fracture in Cu/In/Cu joints bonded at 360 °C was shown in Fig. 11. River-like patterns and cleavage steps were found at the fracture location of Cu/In/Cu joints, indicating that the fracture mode was cleavage fracture. Tongue-like patterns were also found at fracture location in Cu/In/Cu joints bonded for 40 and 160 min, as shown in Fig. 11a, b. The tongue-like patterns indicated that Cu/In/Cu joints showed the plastic toughness. The IMC phases on the fracture locations were determined to be Cu2In using EDX. For Cu/In/Cu joints bonded for 360 min, as shown in Fig. 11c, the content of In element at fracture location was 29.97 %, which indicating that the fracture was located between Cu7In3 layer and Cu2In layer. In addition to the river-like patterns and cleavage stages. The smooth grain surface indicated that the fracture mode was intergranular fracture. According to microstructure analysis, the cleavage fracture was located at the position where the Cu7In3 phase was formed while the intergranular fracture was located at the interface between Cu7In3 layer and Cu2In layer. Stress concentration was generated at the interface due to the phase transformation, the intergranular fracture preferred to occur in these areas.

Shear fracture morphology of Cu/In/Cu joints bonded at 360 °C for different times. a 40 min, b 160 min, c 360 min
XRD spectrums of fractures in Cu/In/Cu joints bonded at 360 °C were shown in Fig. 12. It was found that the Cu/In/Cu joints formed at 360 °C for 40 min mainly consisted of Cu2In and the Cu/In/Cu joints formed at 360 °C for 360 min consisted of Cu7In3, which was in agreement to the above microstructure analysis.

XRD spectrum of fracture in Cu/In/Cu joints bonded at 360 °C for different times. a 40 min, b 360 min
4 Conclusions
In this study, phase transformation and fracture behavior in Cu/In/Cu interconnection formed by SLID bonding was studied. For Cu/In/Cu joints bonded at 260 °C for short time, scallop-shaped Cu11In9 was generated until In elements were consumed completely. Cu2In was generated on the interface of Cu11In9 and Cu with a quite low nucleation rate. For solder joints bonded at 360 °C, Cu2In was firstly generated, and then transferred into Cu7In3 with a relatively high nucleation rate.
According to result of shear test, shear strength of solder joints bonded at 260 °C was increased as bonding time prolonged, especially for those bonded for 360 min, indicating that Cu2In improved shear property of Cu/In/Cu joints. However, shear strength of solder joints bonded at 360 °C did not change much as bonding time changed, indicating that Cu7In3 could not improve shear property. Cu2In was high-quality phase which could improve the mechanical properties of Cu/In/Cu joints.
The fracture mode of solder joints bonded at 260 °C was cleavage fracture, and fracture was located on layers of Cu11In9. Similarly, fracture mode of solder joints bonded at 360 °C for 40 and 160 min was cleavage fracture, and fracture was located on layers of Cu2In, and tongue-like patterns were also found. However, for solder joints bonded for 360 min, fracture mode on the interface of Cu2In and Cu7In3 was intergranular fracture, while fracture mode on the layer of Cu7In3 was cleavage fracture.
References
C.-T. Ko, K.-N. Chen, Microelectron. Reliab. 50, 481 (2010)
Y. Cao, W. Ning, L. Luo, IEEE Trans. Electron. Packag. Manuf. 32, 125 (2009)
K. Sakuma, P. Andry, B. Dang, J. Maria, C. Tsang, C. Patel, S. Wright, B. Webb, E. Sprogis, S. Kang, in Proceeding of 57th Electronic Components and Technology Conference (2007), p. 627
A. Klumpp, R. Merkel, R. Wieland, P. Ramm, in Electronic Components and Technology Conference, 2003. Proceedings. 53rd. (2003), p. 1080
B. Gollas, J.H. Albering, K. Schmut, V. Pointner, R. Herber, J. Etzkorn, Intermetallics 16, 962 (2008)
S. Sommadossi, L. Litynska, P. Zieba, W. Gust, E. Mittemeijer, Mater. Chem. Phys. 81, 566 (2003)
S. Sommadossi, W. Gust, E. Mittemeijer, Mater. Chem. Phys. 77, 924 (2003)
J.-C. Lin, L.-W. Huang, G.-Y. Jang, S.-L. Lee, Thin Solid Films 410, 212 (2002)
H. Liu, G. Salomonsen, K. Wang, K.E. Aasmundtveit, N. Hoivik, IEEE Trans. Compon. Packag. Manuf. Technol. 1, 1350 (2011)
C. Yuhan, L. Le, J. Semicond. 30, 086001 (2009)
T. Takahashi, S. Komatsu, T. Kono, Electrochem. Solid-State Lett. 12, H263 (2009)
N. Bosco, F. Zok, Acta Mater. 52, 2965 (2004)
W.K. Choi, D. Yu, C. Lee, L. Yan, A. Yu, S.W. Yoon, J.H. Lau, M.G. Cho, Y.H. Jo, H.M. Lee, in 58th Electronic Components and Technology Conference (2008), p. 1294
J. Li, P. Agyakwa, C. Johnson, Acta Mater. 58, 3429 (2010)
A. Wronkowska, A. Wronkowski, K. Kukliński, M. Senski, Ł. Skowroński, Appl. Surf. Sci. 256, 4839 (2010)
J. Li, P. Agyakwa, C. Johnson, Acta Mater. 59, 1198 (2011)
G.-T. Lim, B.-J. Kim, K. Lee, J. Kim, Y.-C. Joo, Y.-B. Park, J. Electron. Mater. 38, 2228 (2009)
B. Lee, J. Park, S.-J. Jeon, K.-W. Kwon, H.-J. Lee, J. Electrochem. Soc. 157, H420 (2010)
C. Lee, A. Yu, L. Yan, H. Wang, J.H. He, Q.X. Zhang, J.H. Lau, Sens. Actuators, A 154, 85 (2009)
S. Sommadossi, W. Gust, E. Mittemeijer, Mater. Sci. Technol. 19, 528 (2003)
H. Huebner, S. Penka, B. Barchmann, M. Eigner, W. Gruber, M. Nobis, S. Janka, G. Kristen, M. Schneegans, Microelectron. Eng. 83, 2155 (2006)
Y. Cao, W. Ning, L. Luo, IEEE. Trans. Electron. Pack. 32, 125 (2009)
A. Straumal, B. Bokstein, A. Petelin, B. Straumal, B. Baretzky, A. Rodin, A. Nekrasov, J. Mater. Sci. 47, 8336 (2012)
B. Straumal, O. Kogtenkova, A. Straumal, Y.O. Kuchyeyev, B. Baretzky, J. Mater. Sci. 45, 4271 (2010)
B. Straumal, B. Baretzky, O. Kogtenkova, A. Straumal, A. Sidorenko, J. Mater. Sci. 45, 2057 (2010)
J.W. Cahn, Phys. A 279, 195 (2000)
Acknowledgments
The authors are grateful for financial support from the National Science Foundation of China (Grant No. 51075103) and support from Program for New Century Excellent Talents in University (NCET-13-0175).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Tian, Y., Hang, C., Zhao, X. et al. Phase transformation and fracture behavior of Cu/In/Cu joints formed by solid–liquid interdiffusion bonding. J Mater Sci: Mater Electron 25, 4170–4178 (2014). https://doi.org/10.1007/s10854-014-2145-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-014-2145-2