
Abstract
0.85Na0.5Bi0.5TiO3–0.04BaTiO3–0.11K0.5Bi0.5TiO3 (BNBK) lead-free piezoelectric ceramics with extensive [001]pc (pc: pseudo cubic) texture were fabricated by the reactive-templated grain growth method using anisotropic Bi4Ti3O12 (BIT) particles as templates. The degree of grain orientation increased with increasing heat treatment temperature (600–1,200 °C). The obtained textured ceramics showed dense and brick-wall like microstructure, giving a Lotgering factor of 0.6. A physical understanding of interaction between BIT templates and matrix powders and the mechanism of texture evolution were proposed and confirmed by experimental evidences of X-ray diffraction patterns, scanning electron microscope images and density measurements. The piezoelectric response was enhanced by the grain orientation, and the piezoelectric constant (d33) of the textured ceramics sintered at 1,170 °C attained a value of 254 pC/N, which was 41 % higher than random ceramics (180 pC/N).
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Piezoelectric ceramics are widely used in sensors, actuators and energy storage applications. Currently, most of the piezoelectric materials applied for industry are lead-based piezoelectric ceramics, such as PbZrxTi1−xO3, Pb(Mg1/3Nb2/3)O3–PbTiO3 and Pb(Zn1/3Nb2/3)O3–PbTiO3. However, the waste of electrical and electronic products containing Pb causes a crucial environmental problem in ground water [1–4]. Na0.5Bi0.5TiO3 (BNT)-based perovskite family is considered to be an excellent candidate for lead-free piezoelectric system [5]. Although the piezoelectric performance of BNT ceramics is not as high as that of lead-based ceramics, it can be improved by doping and inducing a preferred microstructure (i.e. texture).
Reactive-templated grain growth (RTGG) is a method to fabricate textured polycrystalline ceramics, which can greatly improve the piezoelectric properties by aligning the crystal axis in each grain. RTGG has been reported to improve the piezoelectric properties of BNT [6], BNT–BKT [7, 8] and BNT–BT [9, 10] systems, achieving an effective increase in d33 from 60 to 78 pC/N [6], 113 to 134 pC/N [7, 8] and 160 to 322 pC/N [10], respectively. However, limited efforts have been devoted to the study on the textured Na0.5Bi0.5TiO3–BaTiO3–K0.5Bi0.5TiO3 (BNBK) ternary system, which have exhibited excellent piezoelectric properties (up to 191 pC/N in Nagata’s work [11] ) using conventional solid–state process due to the existence of morphotropic phase boundary (MPB) [11–16]. In our previous work [17–19], the MPB was proved to be near 0.85BNT–0.04BT–0.11BKT in this system. Therefore, this composition was chosen for fabricating textured specimen.
For RTGG, there are still several limits: (a) compositional deviation caused by the complex process and the volatility of the alkali elements; (b) ingredients unevenness due to the incomplete reaction between the large template grains and the matrix powders; (c) degradation of the anisotropic template grains during the diffusion reaction; (d) the growth limitation of template grains because of a high growth rate of matrix grains. Moreover, it is even more difficult to obtain high degree textured ceramics with excellent properties for a complex system such as the BNBK ternary system [20].
The [001]pc oriented BIT platelets were chosen as templates, because of the highest piezoelectric response in [001]pc orientation compared with other orientation in the samples with rhombohedrally distorted perovskite structure [21]. In this work, the BIT particles with a high aspect ratio synthesized by molten salt synthesis method were used as templates seeds to induce the matrix grains to grow oriented. The textured 0.85BNT–0.11BKT–0.04BT was fabricated during a RTGG process. Also, a physical understanding of interaction between BIT templates and matrix powders and the evolution of the BIT templates with the increasing heating temperature were studied.
2 Experimental procedure
2.1 Template synthesis
The plate-like BIT templates were synthesized by molten salt synthesis method. Stoichiometric amounts of analytical-grade Bi2O3 and TiO2 were mixed with eutectic mixtures of Na2SO4–K2SO4 in weight ratio of 7:3 by planetary ball milling in ethanol for 4 h. The milled slurry was dried at 80 °C in an oven and heated at 1,000 °C for 2 h followed by washing several times with hot deionized water to remove salt. Figure 1 illustrates the X-ray diffraction (XRD) and Scanning electron microscopy (SEM) of the molten-salt-synthesized BIT powders. The synthesized BIT template particles exhibit a single phase without any trace of secondary phase, and have an average diameter of 8 μm and a thickness of 0.3 μm.

SEM image and XRD pattern of the BIT seeds
2.2 Fabrication of textured BNBK ceramics by RTGG
Analytical-grade Bi2O3, Na2CO3, TiO2, BaCO3, K2O3 and BaTiO3 were mixed according to the following equation:
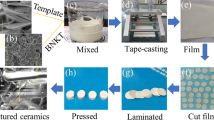
The mixtures above were first mixed with solvents (the azeotropic mixture of ethanol and butanone) and dispersant (polyvinyl butyral) by planetary ball milling for 4 h, then added binder (polyvinyl butyral) and plasticizer (dibutyl phthalate and polyethylene glycol) for another 24 h by tumbling milling. The plate-like BIT templates were added to the slurry followed by stirring for 12 h. The amount of plate-like BIT was designed, so that 36 % (y = 0.36 in Eq. 1) of titanium in the final BNBK composition would originate from the BIT templates. The resulting slurry was tape-casted with a doctor blade height of 150 μm to form a sheet with a thickness of ~40 μm after drying. In the sheet, BIT platelets were aligned with their plate face parallel to the sheet surface. The sheets were cut and laminated under a pressure of 80 MPa at 80 °C for 15 min to form green compacts with a thickness of ~1 mm. After the laminated samples were cut into 10 × 10 mm square, the binder and plasticizer were burned out at 600 °C for 1.5 h with a heating rate of 0.8 °C/min. To increase the green density, the samples were isostatically pressed under 200 MPa. The samples were pre-reacted at 800 °C for 5 h and then sintered at 1,000, 1,100, 1,150, 1,170 and 1,200 °C for 10 h. Furthermore, in order to avoid the volatilization of alkali metal and Bi ions during high temperature processing, all the specimens were covered by the powders with the same composition.
2.3 Characterization
The densities of the sintered samples were measured by the Archimedes method. The microstructures and chemical compositions of the samples were analyzed by means of a scanning electron microscope (SEM, S4800, Hitachi, Japan) equipped with an energy-dispersive X-ray spectrometer (EDS). The crystalline phase including the phase purity was examined by X-ray diffraction (XRD, Rigaku D/Max 2500, Japan) using a Cu Kα radiation (λ = 0.154056 nm) and evaluated by the Lotgering factor (f). The degree of orientation was determined from the XRD pattern in the range of 2θ = 20°–60° by Lotgering’s method. The Lotgering factor f h00 is defined as the fraction of area textured with required crystallographic plane using the following formulas [22]:
where I and I 0 are intensities of the diffraction lines (hkl) of textured and randomly samples, respectively.
Silver paste was fired on both faces of the discs at 600 °C for 15 min as electrodes. Dielectric properties were measured by an LCR meter (Agilent E4980A, Santa Clara, CA). The temperature dependence of the dielectric constant and the dissipation factor of the unpoled samples were measured between 20 and 400 °C at a step of 5 °C.
For the measurement of piezoelectric properties, the samples were poled in silicone oil at room temperature under 5 kV/mm for 15 min. The piezoelectric constant d33 was measured by a ZJ-3AN quasistatic d33-m based on Berlincourt method.
3 Results and discussion
3.1 Texture development
Figure 2a shows the XRD patterns of BNBK specimens sintered at various temperatures from 800 to 1,200 °C (BNBK-36 %BIT). It can be seen that most of the BIT templates have reacted with the matrix powders and disappeared after soaking at 800 °C for 5 h, leading to structural transformation to perovskite structure. This stage is called as in situ topochemical reaction process. The reaction equations were shown as follows:

a XRD patterns of BNBK specimens sintered at various temperatures. b Degree of orientation as a function of sintering temperature for BNBK ceramics
No BT phase could be observed for the specimen dealt with 800 °C, which indicated that BNT, BKT, BT had interacted with each other and transferred to a solid solution at this stage.
Compared with the conventionally prepared random ceramics, specimens fabricated by RTGG method presented significantly enhanced (100) and (200) diffraction peaks intensity with the increasing heat treatment temperature. After sintered at 1,200 °C for 10 h, a relatively high orientation degree (f = 0.6) could be formed, which indicated that the large templates played a positive role in aligning the crystal axis.
The evolution of Lotgering factor of BNBK textured ceramics with different heat treatment temperatures is shown in Fig. 2b. It was found that f was only about 0.17 at 800 °C, and it increased at higher temperatures. It was easy to see in Fig. 2b that there were two rapid growth stages for f in the whole heat treatment process: 1,000–1,100 °C and 1,150–1,200 °C, respectively, while nearly no change appeared at 1,100–1,150 °C. It can be contributed to that, during 1,000–1,100 °C, the size difference between templates and matrix powders was large enough, and the small matrix grains tended to be consumed by the large template grains in order to reduce the grain boundary energy [23]. Thus texture developed rapidly during this stage. However, when the specimens were heated above 1,100 °C, a high growth rate of matrix grains made the driving force decrease, which limited the growth of oriented grains. On further increasing the temperature to above 1,150 °C, the grain boundary of the oriented grain began to move and migrate because of the high enough temperature. This resulted in the growth of the textured grains.
To better understand the mechanism of texture evolution, SEM images of the cross-section of the specimen subjected to various heat treatment temperatures are shown in Fig. 3. Figure 3a shows the microstructures of samples after binder burn-out process (600 °C). It implied that the plate-like BIT template seeds were aligned along the casting direction in the matrix powders by the shear stress. Smooth surface of the template grains could be observed, which meant that there were no any reaction occurred between template seeds and matrix powders at 600 °C. The morphology changes of BIT templates caused by sintering temperature should be focused attention, and this would be discussed in detail later. However, the empty space between the template grains and the matrix powders could be observed due to the lower density of the green compacts, which might result in poor orientation and lower piezoelectric response of the BNBK ceramics.

Micrographs of the textured BNBK specimens sintered at a 600 °C for 2 h, b 800 °C for 2 h, c 1,000 °C for 2 h, (the inset shows the details of the polycrystalline grain) d 1,100 °C for 2 h; e 1,150 °C for 10 h; f 1,170 °C for 10 h; g 1,200 °C for 10 h
After soaking at 800 °C for 5 h, the template grains were cracked and porous as shown in Fig. 3b. According to the XRD spectrum at 800 °C in Fig. 2a, reactions between template grains and matrix powders occurred. Na+ and K+ diffused into BIT templates and substituted Bi3+ in the perovskite layer to form BNT in a local area. At the same time, the (B2O2)2+ which was instability at high temperature and the Bi3+ substituted by Na+ and K+ diffused out of BIT grains. Thus TiO2, Na2CO3, K2CO3 and BaTiO3 in the matrix powders reacted with Bi3+ to form matrix BNBK grains with random orientation. EDS analysis was carried out either at the cracked template grains (spectrum 1) or matrix powders (spectrum 2), as shown in Fig. 4. The EDS results indicate that both of the two sites contain Na, Bi, Ti, O, K and Ba atoms, revealing the ionic interchange between plates grains and the matrix powders. The composition distribution of the sample is almost homogeneous if the measurement error was taken into account.

SEM micrograph and EDS analysis at two places as indicated
Figure 3c shows the micrograph of sample heated at 1,000 °C for 10 h. It was noticed that some rough and cracked surface of the platelet grains exist after transformation, which indicated that single crystal templates became to polycrystalline under the influence of anisotropic surface energy. This change was inevitable to some extent because the ionic interchange was so intense that it would result in the collapse of the network structure. The inset of Fig. 3c shows more details of the polycrystalline grain. The templates could keep a relatively complete anisotropic structure during the reaction process.
Further increasing sintering temperature to 1,100 °C, the thickness of template grains increased and the surface of seeds became smooth instead of cracked as shown in Fig. 3d. The seed grains were neatly arranged along [001]pc direction. This morphology changes meant that epitaxial growth on the surface of the template grains had begun at this stage. The epitaxial growth generated by dissolution of the matrix grains and deposition on the surface of the seed grains which had relatively low surface energy. Then the large seed crystal consumed the deposited crystal nucleus and the interface between seeds and matrix grains migrated. The low melting point element like Na, K, Ba and Bi provided as liquid phase for facilitating mass transfer. The nucleation sites were marked with arrow in Fig. 3d.
On further increasing the heat treatment temperature to 1,150 °C, the morphology is shown in Fig. 3e. The strip-like grains align parallel to the tape casting direction. Quite similar morphology could be achieved at 1,100 °C except for larger grains and fewer stomata.
Figure 3f shows the microstructure of specimen heated at 1,170 °C for 10 h. The brick-wall structure and the highly dense view due to rapid growth of the seed grains could be observed. Compared with the sample showed in Fig. 3f, grains of the specimen sintered at 1,120 °C (Fig. 3g) exhibited lager thickness (>4 μm) and bigger size. However, pore spaces also could be observed because of oversintering which had a bad effect on the electric properties.
Figure 5 shows the relative density of the textured and random samples sintered at different temperatures. At least five samples were measured for each result presented in the graph. Both of the textured and random specimens densified rapidly with the increasing temperature below 1,170 °C, indicating that 1,170 °C was the best sinter temperature for this BNBK system. Even though the relative density of textured specimens sintered at 1,170 °C could achieve above 98 %, it was still lower than that of random samples because the large anisotropic template grains were mutual supported.

Relative density of textured and random BNBK specimens sintered at different temperatures
3.2 Dielectric and piezoelectric properties
In Fig. 6 the relative permittivity measured as a function of temperature for poled textured and random BNBK specimens sintered at 1,170 °C for 10 h is given. Two broad peaks could be observed for both of the specimens depicting the existence of diffused phase transition of the BNBK system ceramics. Furthermore, the peaks of textured specimens were broader than that of random ceramics, which indicated that the textured samples had a stronger relaxation.

Temperature dependence of relative permittivity of textured and random BNBK ceramics
As marked in Fig. 6, Td stands for the temperature of the transition between ferroelectric phase and antiferroelectric phase, and Tm refers to the temperature of the transition between antiferroelectric phase and paraelectric phase and corresponds to the maximum value of relative permittivity [9, 24]. The Td and Tm were found to be 130 °C and 290 °C for the random oriented BNBK ceramics, respectively. However, lower Td (120 °C) and higher Tm (320 °C) were found for the textured specimen. This result is similar to the literature reported by Bai et al. [25] and Zhao et al. [26].
The room temperature dielectric constant (1 kHz) for random ceramics was about 823 whereas the dielectric constant for textured ceramics with the same composition was 1,024. However, above 70 °C, the dielectric constant of textured BNBK ceramics was much lower than that of the random ones at 1 kHz, which could be attributed to the lager grain size and the less grain boundaries in the textured specimens.
Figure 7 shows the temperature dependence of the loss tangent for poled textured and random BNBK specimen sintered at 1,170 °C for 10 h at 1 kHz. The room temperature dissipation factor increased in the textured specimens because it was difficult for the textured specimens with large anisotropy grains to obtain high density. Furthermore, higher loss tangent for random specimens could be observed above Td.

Temperature dependence of loss tangent of textured and random BNBK ceramics
Table 1 shows the piezoelectric properties of random BNBK ceramics and textured BNBK ceramics, both of them were sintered at 1,150, 1,170 and 1,200 °C for 10 h respectively. The highest d33 value was obtained for the textured samples sintered at 1,170 °C for 10 h (254 pC/N), which was 41 % higher than random ceramics (180 pC/N) sintered in the same condition. The texture evolution rule with temperature also could be observed in Table 1. The textured specimens sintered at 1,150 °C for 10 h exhibited relatively bad properties (d33 = 160, kp = 0.22), but large piezoelectric response could be obtained at 1,170 °C for 10 h (d33 = 254, kp = 0.34). This phenomenon indicated the rapid speed of texture development during 1,150–1,170 °C. The piezoelectric constants of samples sintered at 1,200 °C slightly decreased, even though it was highly textured (Fig. 2b). This could be explained by the relatively low density (Fig. 4) and the pore existence shown in Fig. 3g. In addition, as the volatilization of Bi in high temperature, oxygen vacancies were formed, which caused a strong domain pinning [27].
4 Conclusions
Textured 0.85Na0.5Bi0.5TiO3–0.04BaTiO3–0.11K0.5Bi0.5TiO3 lead-free piezoelectric ceramics with [001]pc orientation were prepared successfully by RTGG method using anisotropic BIT templates. The degree of grain orientation increased with increasing heat treatment temperature (600–1,200 °C). The resulting textured ceramics showed dense and brick-wall like microstructure, giving a Lotgering factor of 0.6. A physical understanding of interaction between BIT templates and matrix powders and the mechanism of texture evolution were proposed and confirmed by experimental evidences of XRD, SEM and density. The in situ topochemical reaction process took place at ~800 °C, which included that Na+ and K+ diffused into BIT templates and Bi3+ diffused out of BIT grains. The oriented grains grew utilizing a dissolution-deposition mechanism, and the liquid phase supplied by low melting point elements like Na, K, Ba and Bi played a very important role. The piezoelectric property was enhanced by the grain orientation. The textured BNBK ceramics sintered at 750 °C for 5 h and 1,170 °C for 10 h attained d33 value of 254 pC/N, and kp value of 0.34.
References
Y. Saito, H. Takao, T. Tani, T. Nonoyama, K. Takatori, T. Homma, T. Nagaya, M. Nakamura, Nature 432, 84–87 (2004)
T.R. Shrout, S.J. Zhang, J. Electroceram. 19, 113–126 (2007)
Z.Y. Shen, Y.M. Li, L. Jiang, R.R. Li, Z.M. Wang, Y. Hong, R.H. Liao, J. Mater. Sci. Mater. Electron. 22, 1071–1075 (2011)
G.Z. Zang, X.J. Yi, J. Du, Z.J. Xu, R.Q. Chu, P. Fu, W. Li, J. Mater. Sci. Mater. Electron. 22, 1282–1285 (2011)
J. Roedel, W. Jo, K.T.P. Seifert, E.M. Anton, J. Am. Ceram. Soc. 92, 1153–1177 (2009)
Y. Saito, H. Takao, J. Korean Phys. Soc. 51, 790–797 (2007)
F. Gao, C.S. Zhang, X.C. Liu, L.H. Cheng, C.S. Tian, J. Eur. Ceram. Soc. 27, 3453–3458 (2007)
F. Gao, X.C. Liu, C.S. Zhang, L.H. Cheng, C.S. Tian, Ceram. Int. 34, 403–408 (2008)
Y.K. Yan, H.P. Zhou, W. Zhao, D. Liu, J. Electroceram. 21, 246–250 (2008)
D. Maurya, A. Pramanick, K. An, S. Priya, Appl. Phys. Lett. 100, 172906 (2012)
H. Nagata, M. Yoshida, Y. Makiuchi, T. Takenaka, Jpn. J. Appl. Phys. 42, 7401–7403 (2003)
Y. Makiuchi, R. Aoyagi, Y. Hiruma, H. Nagata, T. Takenaka, Jpn. J. Appl. Phys. 44, 4350–4353 (2005)
S.J. Zhang, T.R. Shrout, H. Nagata, Y. Hiruma, T. Takenaka, IEEE T. Ultrason. Ferr. 54, 910–917 (2007)
J.F. Trelcat, C. Courtois, M. Rguiti, A. Leriche, P.H. Duvigneaud, T. Segato, Ceram. Int. 38, 2823–2827 (2012)
X.X. Wang, X.G. Tang, H.L.W. Chan, Appl. Phys. Lett. 85, 91–93 (2004)
S.T. Zhang, B. Yang, W.W. Cao, Acta Mater. 60, 469–475 (2012)
Y.J. Dai, X.W. Zhang, K.P. Chen, Int. J Appl. Ceram. Tec. 8, 423–429 (2011)
Y.J. Dai, S.J. Zhang, T.R. Shrout, X.W. Zhang, J. Am. Ceram. Soc. 93, 1108–1113 (2010)
T. Sun, Y.J. Dai, H.Q. Wang, Key Eng. Mater. 512–515, 1355–1358 (2012)
D. Maurya, Y. Zhou, Y.K. Yan, S. Priya, J. Mater. Chem. C 1, 2102–2111 (2013)
X.H. Du, J.H. Zheng, U. Belegundu, K. Uchino, Appl. Phys. Lett. 72, 2421–2423 (1998)
F.K. Lotgering, J. Inorg. Nucl. Chem. 9, 113–123 (1959)
Y.M. Kan, P.L. Wang, Y.X. Li, Y.B. Cheng, D.S. Yan, J. Eur. Ceram. Soc. 23, 2163–2169 (2003)
T. Takenaka, K. Maruyama, K. Sakata, Jpn. J. Appl. Phys. 30, 2236–2239 (1991)
W.F. Bai, J.G. Hao, F. Fu, W. Li, B. Shen, J.W. Zhai, Mater. Lett. 97, 137–140 (2013)
W. Zhao, J. Ya, Y. Xin, L.E.D. Zhao, H.P. Zhou, J. Am. Ceram. Soc. 92, 1607–1609 (2009)
T. Watanabe, H. Funakubo, M. Osada, Y. Noguchi, M. Miyayama, Appl. Phys. Lett. 80, 100–102 (2002)
Acknowledgments
This work was supported by funding from the National Natural Science Foundation of China (51208357).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Deng, M., Li, X., Zhao, Z. et al. Crystallographic textured evolution in 0.85Na0.5Bi0.5TiO3–0.04BaTiO3–0.11K0.5Bi0.5TiO3 ceramics prepared by reactive-templated grain growth method. J Mater Sci: Mater Electron 25, 1873–1879 (2014). https://doi.org/10.1007/s10854-014-1813-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-014-1813-6