
Abstract
A preform comprised of 70 vol% SiC particles was infiltrated with commercially pure aluminium to produce the electronic packaging composite. A dense and uniform microstructure was found in the composite. The incorporation of high volume fraction of SiC particles led to a reduction of coefficient of thermal expansion while maintaining a relatively high thermal conductivity. The correlation between the microstructure features and thermo-physical properties was discussed. The performance of the electronic assemblies using the composite baseplate was evaluated. After 80 thermal shocks (–55 to 150 °C), the thermal resistance kept almost constant, demonstrating the potential application of this composite in the electronic packaging.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The electronic packaging materials can support and protect integrated circuits and other electronic components. For the level II of packaging, such as printed circuit board heat sinks, power module baseplate or package support plate [1, 2], the increasing performance requirements in the new electronic systems mandate the use of novel packaging materials having compatible coefficients of thermal expansion (CTEs), high thermal conductivity, low density and appropriate mechanical properties [3, 4]. Compatible CTEs matching with those of semiconductor materials or ceramic substrates can minimize the thermally induced stresses and enhance the reliability of electronic devices, while the high thermal conductivity can increase the heat dissipation that avoids the performance degradation or device failures.
The traditional metallic packaging materials, like copper and aluminium, have good thermal conduction capabilities. However, their CTEs are much higher than desired for the attachment of ceramic substrates and semiconductors, limiting the long-term reliability of electronic devices. Nowadays, great importance has been attached to the lightweight aluminium matrix composites reinforced with high volume fraction of ceramic particles because of the low density, isotropic microstructure, tailorable thermo-physical properties, and flexible fabrication techniques [5–7].
For the electronic packaging applications, the volume fraction of the particle reinforcements should be larger than 60 % to obtain a low and compatible CTE. These composites can be produced by the powder consolidation [8] or liquid infiltration process [5, 7]. The pressure infiltration technique is a cost-effective method to produce the defect-free composite, without complicated processing steps or specific protecting atmosphere. In this work, a commercially pure aluminium matrix composite was produced by the pressure infiltration of a preform comprised of 70 vol% SiC particles. The microstructure of the composite was examined. The SiC/pure-Al composite in this work aims at the level II application of packaging; therefore, special emphasis has been placed on its thermo-physical properties and the thermomechanical performance of the electronic assemblies using the composite baseplate.
2 Experimental
2.1 Materials
The matrix was commercially pure aluminium with Al content greater than 99.6 wt%. The SiC particle was used as the reinforcement of the composite for its low density (3.2 g/m3), high Young’s modulus (450 GPa) and low CTE (4.7 × 10−6/K). The achievement of high volume fraction of reinforcements is dependent on the packing of SiC particles. For the identical spherical particles, the packing is limited (<64 %) since there is a loss of regular packing over less than three layers as a result of the existence of two sets of site positions on successive layers. Mixing dual-sized particles is an effective method to increase the packing, for the voids among larger particles can be filled by the smaller ones. In this work, a mixture of 20 and 60 μm SiC particles (weight ratio 4:1) was chosen. The particles were mixed in distilled water by mechanical stirring for 2 h, and dried at 130 °C for 24 h.
The SiC/pure-Al composite was fabricated by the pressure infiltration technique. The mixed SiC particles were first filled into a steel mold and a vertical pressure was used to press the particles into a cylindrical preform according to the given volume fraction (70 %). The preform was then heated to a pre-set temperature. When the pure aluminium was molten in a graphite crucible, it was poured into the steel mold. A ram was driven vertically downwards and a mechanical pressure of ~100 Mpa was applied immediately, causing downwards infiltration of the aluminium into the preform. The applied pressure was maintained for about 5 min until the composite solidified completely.
2.2 Testing
The distribution of SiC particles in the composite was examined using a Helios NanoLab 600i FIB/SEM dualbeam microscope. The interfacial microstructure observation was carried out on a JEOL 200CX transmission electron microscope (TEM) operated at 200 kV. The samples for TEM observations were pre-thinned to 50 μm by the mechanical polishing, followed by the ion thinning using a Gatan-600 ion beam thinning machine.
The CTE was measured on a DIL 402C Diameter using a cylinder sample (Φ6 × 25 mm). The helium atmosphere with a flowing rate of 50 ml/min was used to keep the chamber temperature consistent. The curves of relative length changes versus temperatures were recorded and the CTE data were determined between 20 and 100 °C, with 50 °C intervals extending up to 400 °C. The thermal conductivity was measured on a TCT 416 tester. A rod sample (ϕ6 mm × 35 mm) was surrounded by a constant temperature (20 °C). Heat was fed via the heater block (60 °C) to the lower front side of the sample. When the temperature of the sample’s lower surface and upper surface became stable, the thermal conductivity can be calculated by the tester.
3 Results and discussions
3.1 Microstructure
Since the size of SiC particles was relatively larger and the softer pure-Al matrix was preferentially polished compared to the harder SiC, the composite surfaces were too rough to obtain acceptable optical images; accordingly, the microstructure of the composite was examined by SEM, as is shown in Fig. 1. In the reinforced samples, the distribution of dual-sized SiC particles is predominantly uniform as a result of fully mechanical blending. Smaller particles occupy the interstitial positions among larger ones efficiently and the cluster of particles is seldom observed. Then an increased volume fraction of reinforcements has been realized, reaching as high as 70 %. The SiC/pure-Al composite features a pore-free microstructure. The measured density of the composite is 3.04 g/cm3. By comparing the measured density with the theoretical value, a retained porosity of 0.33 % is obtained, indicating that the current infiltration process was an effective method to fabricate the defect-free composite.

SEM microstruture of SiC/pure-Al composite
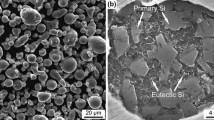
Figure 2 is a representative TEM micrograph of the SiC/pure-Al composite, showing the interface between SiC and Al. The interface is clean and free from any interfacial reaction product. The SiC/pure-Al composite was also subjected to particle-extraction by chemical leaching, using HCl acid to remove the aluminum matrix. Then the phases in the extracted particles were identified using XRD, and the morphology was studied in the SEM. Figure 3a is the XRD pattern for the particles extracted from the composite, in which only the peaks of SiC are present. The SEM image is shown in Fig. 3b. Dual sized particles can be found and these particles have clean surfaces and clear edges, which is suggestive of the absence of interfacial reaction products.

TEM micrograph of SiC/pure-Al composite showing clean interface

XRD pattern (a) and SEM morphology (b) of SiC particles extracted from composite
Interfacial reactions, like the formation of Al4C3 (4Al + 3SiC = Al4C3 + 3Si), were observed in some previous research [9–11]. In this work, the aluminium carbide was not detected by extensive TEM and SEM observations. Generally, the reactions were found in the composites produced by the stir casting process [9, 11] which involved prolonged liquid-reinforcement contact or during the high temperature exposure for remelting and casting [10]. For the current pressure infiltration process, the molten aluminium was in contact with SiC for only several minutes. Furthermore, the cooling effect of the preform and casting mold also minimized the holding time at high temperatures, resulting in the elimination of interfacial reactions.
3.2 Thermal expansion behaviour
Figure 4a, b give the relative linear length change and CTE variation with temperatures for the SiC/pure-Al composite and unreinforced aluminium. The composite is composed of ceramic SiC and pure aluminium, each having different thermal and mechanical properties. The pure aluminium expands as temperature rises. A similar trend is also found for the composite. The pure aluminum exhibits a relatively larger thermal expansion, with a measured CTE (20–100 °C) of 25.6 × 10−6/°C. Due to the addition of a large content (70 vol%) of low-expansion SiC (4.7 × 10−6/°C), the CTEs of the SiC/pure-Al composite are reduced by the restriction of SiC particles through interfaces, approximating to one-third of those of unreinforced aluminium. The CTE of the SiC/pure-Al composite between 20 and 100 °C is 9.18 × 10−6/°C, which is slightly larger than that of Al2O3 substrate (7–8×10−6/°C). The difference in CTE is favorable since it will make the substrates and chips in compression when cooling from high temperature to ambient temperature during welding. The compressive forces can reduce the probability of component cracking.

Temperature dependence of relative linear length change (a) and CTEs (b) for SiC/pure-Al composite and unreinforced aluminium
Several theoretical models have been proposed to predict the CTE of particulate composite. Among those models, Kerner’s model [12] considers both the normal and shear stress, and the CTE of a composite is expressed as:
where α is the CTE, V is the volume fraction, K is the bulk modulus, G is the shear modulus, and subscripts c, m, p refer to the composite, matrix and particle, respectively.
The K and G of SiC are 227 and 192 GPa [13], while those of pure aluminium are 67.6 and 26 GPa [14]. Taking CTEs of 4.7 × 10−6/°C (from Ref. [13]) and 25.6 × 10−6/°C (from Fig. 3) for SiC and pure aluminium, respectively, the calculated CTE for the composite was 9.85 × 10−6/°C, agreeing well with experimental data. As is shown in the SEM microstructure, the SiC particles adopt a sharp-angled shape, which would give a stronger restriction on the matrix [15]; nevertheless, spherical particles are considered in Kerner’s model, leading to a higher prediction than the measured result.
3.3 Thermal conduction property
The SiC/pure-Al composite has a thermal conductivity of 165 W/m K, close to the thermal conductivity of unreinforced pure aluminium (185 W/m K). The high thermal conductivity of the composite is attributable to its highly dense and Al4C3-free microstructure. The thermal conductivity of a particulate reinforced composite depends on the thermal conductivity, content and distribution of each component, as well as the defects, such as micro-pores, in the composite. Air is poor thermal conductor. The micro-pores will decrease the overall thermal conductivity of the composite. The high pressure during the infiltration process led to a dense microstructure and guaranteed the thermal conduction capability of the composite.
The interfacial reactions also have strong influences on the physical properties of the composites. The role interfacial thermal barrier resistance, defined as the ratio of temperature discontinuity across the matrix-particle interface to heat flux [16], has been identified to lower the effective thermal conductivity [8, 17], especially for the interfaces with reaction products. Previous research by Kawai [8] demonstrated that the formation of Al4C3 in the SiC/Al composite would increase the interfacial thermal resistance, therefore reducing the overall thermal conduction property. The clean interface without any reaction product was confirmed in Figs. 2 and 3. Together with a retained porosity as low as only 0.33 %, the composite features a high thermal conductivity. A useful parameter for electronic packaging materials in weight-critical application is the specific thermal conductivity, a quantity obtained by dividing thermal conductivity by density [1]. Figure 5 is the specific thermal conductivity as a function of CTE for some packaging materials; here the specific gravity, a dimensionless number, is used in lieu of density to yield specific and absolute thermal conductivity having the same dimension. The shaded area in Fig. 5 indicates the compatible CTE range for electronic packaging. Aluminum and copper have good thermal conductivities, but their CTEs that are much higher than desired. Kovar, W, Mo, W–Cu and Mo–Cu composites have compatible CTEs, but their high densities reduce the specific thermal conductivities. Beryllium, with perfect thermo-physical properties, are however restricted to its toxicity. The current SiCp/Al composite shows better performance over the conventional metallic packaging materials.

Comparison of specific thermal conductivity as a function of CTE for packaging materials
3.4 Thermomechanical evaluation
The thermomechanical performance of the electronic assemblies using the composite baseplate was evaluated by measuring the thermal resistance of the assemblies. A layer of electroless nickel was first established on the surface of the SiC/pure-Al composite to increase the welding capacity of the composite. The Sn3/Pb95/Ag2 alloy was utilized to make the joint of silicon with composite baseplate.
The thermal resistance (R th ), a critical parameter of the electronic components, is given by [18]:
Where P is the power, T j and T Ref are the junction temperature and reference temperature, respectively. The assemblies were submitted to thermal shocks between −55 to 150 °C with dwell time of 30 min for each temperature. After every 20 shocks, thermal resistance was measured.
Figure 6 reveals the variation of the thermal resistance with the number of thermal shocks. As the number of thermal shocks increases, only very small rise of thermal resistance is found. After 80 shocks, the assemblies keep no degradation, with an increase in thermal resistance of no more than 3 %, offering a good reliability. This is due to the reasonable CTE matching between the electronic components and the composite baseplate; therefore, cracks or delamination would not be generated easily at the solder joint. The current work confirms the reliable use of SiC/pure-Al composites in the electronic packaging and thermal management applications.

Variation of thermal resistance with number of thermal shocks
4 Conclusions
- 1.:
-
With a mixture of 20 and 60 μm SiC particles, a 70 vol% SiC/pure-Al composite was fabricated using the pressure infiltration technique. The incorporation of high volume fraction of SiC particles leds to a lower CTE (20–100 °C) of 9.18 × 10−6/°C, which agrees well with the prediction by Kerner’s model
- 2.:
-
The composite demonstrates a uniform and pore-free microstructure, with a retained porosity of 0.33 %. The interface is clean and free from interfacial reaction products. These microstructure features guarantee a high thermal conductivity of 165 W/m K
- 3.:
-
The electronic assemblies using the composite baseplate show good thermomechanical performance, with almost constant thermal resistance after 80 thermal shocks
References
C. Zweben, JOM 44, 15 (1992)
Y.L. Shen, A. Needleman, S. Suresh, Metall. Mater. Trans. A 25, 839 (1994)
C. Zweben, Adv. Microelectron. 37, 14 (2010)
A.A. Shapiro, C. Tudryn, D. Schatzel, S. Tseng, IEEE Trans. Adv. Packag. 33, 408 (2010)
G. Wu, Q. Zhang, G. Chen, L. Jiang, Z. Xiu, J. Mater. Sci. Mater. Electron. 14, 9 (2003)
M.S. Tahat, Microelectron. Int. 27, 21 (2010)
S. Ren, X. Qu, J. Guo, X. He, M. Qin, X. Shen, J. Alloys Compd. 484, 256 (2009)
C. Kawai, J. Am. Ceram. Soc. 84, 896 (2001)
O. Alo, L. Umoru, J. Ajao, K. Oluwasegun, J. Miner, Mater. Char. Eng. 11, 159 (2012)
G. Carotenuto, A. Gallo, L. Nicolais, J. Mater. Sci. 29, 4967 (1994)
R. Mitra, V.S. Chalapathi Rao, R. Maiti, M. Chakraborty, Mater. Sci. Eng. A Struct. 379, 391 (2004)
E.H. Kerner, Proc. Phys. Soc. B 69, 808 (1956)
A.L. Geiger, M. Jackson, Adv. Mater. Process. 136, 23 (1989)
Japan Institute of Light Metals (ed.), The microstructure and properties of aluminum alloys (in Japanese, Japan, 1991), pp. 413–318
S. Lemieux, S. Elomari, J. Nemes, M. Skibo, J. Mater. Sci. 33, 4381 (1998)
E. Swartz, R. Pohl, Rev. Mod. Phys. 61, 605 (1989)
A. Geiger, D. Hasselman, K. Donaldson, J. Mater. Sci. Lett. 12, 420 (1993)
B.S. Lall, B.M. Guenin, R.J. Molnar, IEEE Trans. Comp. Packag. Manuf. Technol. Part A. 18(4), 758 (1995)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Zhang, Q., Jiang, L. & Wu, G. Microstructure and thermo-physical properties of a SiC/pure-Al composite for electronic packaging. J Mater Sci: Mater Electron 25, 604–608 (2014). https://doi.org/10.1007/s10854-013-1474-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-013-1474-x