
Abstract
In this research, the typical nano-structured Polyhedral Oligomeric Silsesquioxane (POSS) particles were incorporated into the Sn–3.5Ag eutectic solder paste by mechanically mixing to form lead-free composite solder. The effects of nano-structured POSS additions on the microstructure and mechanical properties of as-fabricated composite solder alloys were systematically investigated. Experimental results indicated that the average size and spacing distance of Ag3Sn intermetallic compounds (IMCs) in composite solder matrix decreased as compared to the Sn–3.5Ag eutectic solder. The 3 wt% addition of nano-structured POSS particles could enhance the microhardness of composite solder by 18.4% compared with the Sn–3.5Ag eutectic solder matrix. The average grain size and spacing distance of Ag3Sn IMCs in Sn–Ag + 3 wt% POSS composite solder matrix reduced from 0.35 to 0.23 μm and from 0.54 to 0.32 μm, respectively. The refined Ag3Sn IMCs, acting as a strengthening phase in the solder matrix, could enhance the microhardness of the composite solders.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In electronic industry, solder can provide both electrical and mechanical connection between integrated circuit devices and the substrate [1]. The use of Pb-free solders has already become unavoidable due to health and environmental concerns of traditional Pb-containing solders [2]. Nowadays, with device miniaturization and high performance demands in microsystems, it has become very significant to improve properties and reliability of Pb-free solder joints [3]. Generally, the composite solder is considered as an attractive and potentially available method to enhance the properties of the solder joints [4–6]. The reinforcing particles in composite solder usually can obstruct movement of dislocation and pin grain boundaries so as to prevent the solder matrix from plastic deformation.
The Sn–3.5Ag eutectic solder has been regarded as the most promising substitute for Sn–Pb solder. In recent years, Sn–Ag composite solders have been investigated by many researches [7–9]. Many composite solders exhibited improved mechanical strength, especially creep resistance and thermomechanical fatigue (TMF) reliability [10]. In the traditional composite solders, the size of intermetallic or metallic particle reinforcement trends to be several microns. Those micro-sized reinforcements always tend to coarsen during reflow and service conditions, which may deteriorate their properties, especially mechanical properties of solder joints.
Motivated by above reasons, the ideal reinforcements should facilitate the initial bonding with the solder matrix during reflow, and leave the inert particles from reacting with the solder matrix any further. The nano-structured materials of Polyhedral Oligomeric Silsesquioxanes (POSS), with appropriate organic groups, can produce suitable means to promote bonding between nano-reinforcements and matrix [11]. The anatomy of POSS-trisilanol for use in modification of solders is presented in Fig. 1 [11]. The purpose of using such surface-active inert reinforcements in the solder matrix is to improve the bonding of reinforcement with the solder matrix, and can prevent the inert particles from reacting with the solder matrix during reflow and service conditions.

The anatomy of POSS-trisilanol modules
In this present study, the varying weight fractions of the nano-structured POSS-TriSilanolCyclohexyl particles were added into the Sn–3.5Ag eutectic solder to form composite solders by mechanically mixing. The objectives of this work are to investigate the effects of nano-structured POSS particle additions on microstructure and microhardness of lead-free Sn–3.5Ag composite solders.
2 Experimental procedures
Nano-structured POSS reinforcing particles were incorporated into the Sn–3.5Ag eutectic solder paste to form composite solders by mechanically mixing. The nano-structured POSS particles were purchased from commercial sources. The weight fractions of the nano-structured POSS particles are 1, 2, 3, and 5 wt%. The composite solders were referred to as SA-XPOSS, where X represents the weight percentages. The morphology of the nano-structured POSS particles observed by transmission electron microscopy (TEM) has been published in our former research [12]. According to TEM images, the nominal dimensions of the nano-structured POSS particles range from 30 to 50 nm. The composite solders were prepared by mechanically mixing nano-structured POSS particles into Sn–3.5Ag solder paste in a ceramic crucible for 30 min to facilitate homogeneous distribution.
After the preparation of the composite solder, a small amount (about 0.2 g) of the composite solder paste was melted on a Cu substrate. The specimens were heated to a temperature of 280 °C on a thermal plate and then quickly removed and placed on an aluminum plate. This melting process was carried out with a standard temperature curve (Fig. 2) and monitored by a thermal couple connected the multimeter. After that, the specimens were metallographically polished. Scanning electron microscopy (SEM) was employed to examine the surface morphologies of the as-fabricated Sn–3.5Ag eutectic solder and its composite solder alloys.

The temperature curve of reflowed solder alloy
The microhardness was determined by using a HXD-100D microhardness tester to evaluate the mechanical properties of solder alloys. The relationship between microstructure and mechanical properties could be correlated. Vickers microhardness values were obtained according to the following equation,
where F (kgf) is the applied load and d (mm) is the average length of the indentation diagonals. The indenting load and dwell time chosen in this experiment were 25 g and 10 s, respectively. In order to ensure an accurate result, ten different indents were examined on the polished surfaces of the Sn–3.5Ag eutectic solder and each composite solder specimen. The average of the different measurements was used as the microhardness value of each sample.
3 Results and discussions
3.1 The microstructures of the Sn–3.5Ag eutectic solder and composite solders
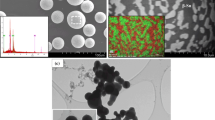
In order to analyze the distribution of nano-structured POSS particles in solder matrix, the surface scanning microstructural analysis of the nano-structured POSS particles reinforced Sn–3.5Ag composite solder was carried out, as shown in Fig. 3. Figure 3a is the backscattered electron (BSE) image showing the microstructure of SA-POSS nano-composite solder, the dark phase in the solder matrix being Cu6Sn5. The distribution of Sn, Ag, and Cu element are shown in Fig. 3b through d, respectively. It can be seen that Ag elements are predominantly observed at the grain boundaries. The white dots in Fig. 3d represent that the distribution of Cu elements aggregate at where the Cu6Sn5 intermetallic compounds (IMCs). It indicated that the Cu elements in solder matrix mainly were presented in the Cu6Sn5 IMCs. Figure 3e, f show the distributions of O and Si elements, respectively. As has been discussed above, nano-structured POSS particles mainly consisted of O and Si elements. So the distributions of O and Si elements could represent that the distribution of POSS particles. Figure 3f shows the uniform distribution of the Si elements in the solder matrix except the region of the Cu6Sn5 IMCs, which indicates that the POSS particulates disperse uniformly in the matrix and maybe present at the grain boundaries.

The microstructure and energy-dispersive X-ray dot-mapping of elemental species present in the nano-structured POSS particles reinforced Sn–3.5Ag composite solder. a BSE microstructure of solder matrix, b Sn element, c Ag element, d Cu element, e O element, and f Si element
Figure 4 shows the microstructures of the as-fabricated Sn–3.5Ag eutectic solder and composite solder alloys. Typically, the Sn–3.5Ag eutectic solder consisted of Sn dendrites and eutectic Sn–Ag phases having Sn phase peppered with Ag3Sn particles, as shown in Fig. 4a. From Fig. 4, the sizes of the Ag3Sn IMCs in the nano-composite solders were influenced by the addition of the nano-structured POSS particles. In order to precisely determine the influence of nano-structured POSS particles on the morphology of IMCs, the size of the IMCs and the spacing between the IMCs in the fabricated solder specimens were examined in 20 randomly chosen locations and the average values were calculated based on these data. As can be seen in Fig. 5, the nano-structured POSS particles incorporated into the Sn–3.5Ag eutectic solder could reduce the average size of IMCs and the spacing between them effectively. As compared to the Sn–3.5Ag eutectic solder, the Ag3Sn IMCs sizes in the composite solder alloys containing different weight fractions of POSS nano-structured particles were smaller. However, the IMCs sizes of nano-composite solders did not always decrease with the increasing amount of nano-structured POSS particles. The size of Ag3Sn contained in SA-3POSS composite solder was the smallest among those in other POSS added solders. According to the theory of adsorption of the surface active material [13], the increasing of adsorption of elements could decrease the surface energy and therefore decrease the growths and sizes of IMCs. For those nano-composite solders, the size of Ag3Sn IMCs is larger than the size of the nano-structured POSS particles. So it can be explained that the nano-structured POSS particles refines the IMCs sizes by the incorporation of nano-structured POSS surface active particles.

The microstructures of Sn–3.5Ag and composite solders. a Sn–3.5Ag solder, b SA-1POSS, c SA-2POSS, d SA-3POSS, and e SA-5POSS

Comparison of the IMCs average sizes and the spacing distance between IMCs in the Sn–3.5Ag eutectic and composite solders. a IMCs average size and b the spacing distance between IMCs
3.2 The microhardness of the Sn–3.5Ag eutectic solder and composite solders
Hardness is always used to evaluate the mechanical properties of metal materials, which provides a prediction of resistance to deformation and stress. The influence of nano-structured POSS particles on the microhardness of the composite solders is illustrated in Fig. 6. As shown in Fig. 6, when the addition of the nano-structured POSS particles was below 3 wt%, the microhardness of nano-composite solder alloy increased with the increasing of POSS content and varied from 31.38 to 34.62 kg/mm2. The microhardness of SA-3POSS composite solder enhanced about 18.4% compared with that of the Sn–3.5Ag eutectic solder. The microhardness of composite solder was 32.89 kg/mm2 with 5 wt% POSS addition and was also higher than that of the Sn–3.5Ag eutectic solder. According to the above microstructural observation, it is indicated that the reduction of the spacing distance between IMCs could attribute to the strengthening of composite solders. This result is consistent with the other studies on nano-particles reinforced composite solders [14–16].

The influence of nano-structured POSS particle addition on the microhardness of the composite solders
According to the theory of the dispersion strengthening [13], IMC particles can enhance the strength of the solder matrix. The stress acting on the surface of particles can be expressed by the movement of dislocations and calculated by the following equation,
where τ is the stress acting on the surface of particles, n is the number of dislocations, and τ 0 is the yield stress of the solder alloy.
Meanwhile, the number of the dislocation is calculated as follows,
where L is the average spacing between the secondary particles (Ag3Sn IMCs), b is the Burgers vector, ν is the Poisson’s ratio, and G is the shear elastic modulus of the substrate. Hence,
According to the above formulae, the yield stress of the alloy can be calculated as follows,
If τ is defined as the fracture stress of the secondary particles (Ag3Sn IMCs) and ν is constant, so with the decrease of the average spacing of the secondary particles, the yield stress of the alloy increases. Hence, the finer and dispersed secondary particles can enhance the mechanical properties of the alloy effectively. For the nano-composite solders, the nano-structured POSS particles can attribute to exhibit the better dispersion strengthening effect of the IMCs. L is defined as the spacing distance between the centres of two adjacent IMC particles. When it comes to the spacing distance between the centre of two adjacent IMC particles in the Sn–3.5Ag eutectic solder L 1 is used, meanwhile, as for the SA-3POSS nano-composite solders L 2 is applied to identify the above spacing distance. According to Fig. 5, L 1 is 0.54 μm and L 2 is 0.32 μm. So L 1/L 2 = 1.69, and leading to τ 2/τ 1 = 1.30 according to Eq. 5. From the experimental results in Fig. 6, the ratio of microhardness between SA-3POSS composite solder and non-composite solder is Hv2/Hv1 = 34.62/29.24 = 1.18, which is close to the above theoretical prediction of dispersion strengthening theory. In this equation, Hv1, Hv2 refer to the microhardness of the Sn–3.5Ag eutectic solder and SA-3POSS composite solder, respectively. Hence, the experimental results of microhardness show good correlation with the theoretical prediction of dispersion strengthening theory.
4 Conclusions
Nano-structured POSS particles were incorporated into the Sn–3.5Ag eutectic solder matrix to form composite solder by mechanically mixing method. The microstructures and microhardnesses of nano-composite solders were investigated systemically. The microstructure of composite solders revealed finer IMCs in the solder matrix as compared to the Sn–3.5Ag eutectic solder. It is due to the incorporation of the nano-structured POSS particles with surface-active and high surface free energy. The microhardness of nano-composite solder increased with the increasing of POSS weight fraction and approached a maximum value of 34.62 kg/mm2 at 3 wt% POSS addition. The microhardness of SA-3POSS nano-composite solder enhanced 18.4% compared with that of the Sn–3.5Ag eutectic solder. Moreover, although the microhardness of SA-5POSS nanocomposite solder was not higher than that of SA-3POSS nanocomposite solder, it also enhanced 12.5% of the microhardness compared to the non-composite solder. The enhancement of microhardness was due to the reduction of the spacing between IMCs in grain boundaries because the Ag3Sn IMCs can be refined due to the nano-structured POSS additions in composite solder matrix. Besides, the experimental results of microhardness show good correlation with the theoretical prediction of dispersion strengthening theory. In a word, the presence of these nano-structured POSS particles enhances mechanical properties of the Sn–3.5Ag solder alloy significantly in this research.
References
K.N. Subramanian, A. Lee, S. Choi, P. Sonje, J. Electron. Mater. 30, 372 (2001)
F.W. Gayle, G. Becka, J. Badgett, G. Whitten, T.Y. Pan, A. Grusd, B. Bauer, R. Lathrop, J. Slattery, I. Anderson, J. Foley, A. Gickler, D. Napp, J. Mather, C. Olson, JOM 53, 17 (2001)
C.M.L. Wu, D.Q. Yu, C.M.T. Law, L. Wang, Mater. Sci. Eng. R 41, 1 (2004)
F. Tai, F. Guo, Z.D. Xia, Y.P. Lei, Y.F. Yan, J.P. Liu, Y.W. Shi, J. Electron. Mater. 34, 1357 (2005)
V. Sivasubramaniam, N.S. Bosco, J. Janczak-Rusch, J. Cugnoni, J. Botsis, J. Electron. Mater. 37, 1598 (2008)
J.S. Lee, K.M. Chu, R. Patzelt, D. Manessis, A. Ostmann, D.Y. Jeon, Microelectron. Eng. 85, 1577 (2008)
H.T. Lee, Y.H. Lee, Mater. Sci. Eng. A 419, 172 (2006)
F. Guo, J. Lee, S. Choi, J.P. Lucas, K.N. Subramanian, J. Electron. Mater. 30, 1073 (2001)
F. Guo, S. Choi, J.P. Lucas, K.N. Subramanian, Sold. Surf. Mount Technol. 13, 7 (2001)
F. Guo, J. Mater. Sci.-Mater. Electron. 18, 129 (2007)
A. Lee, K.N. Subramanian, J. Electron. Mater. 34, 1399 (2005)
F. Tai, F. Guo, B. Liu, H. Shen, Y.P. Lei, Y.W. Shi, Acta Mater. Compos. Sin. 25, 8 (2008)
Z.D. Xia, Z.G. Chen, Y.W. Shi, N. Mu, N. Sun, J. Electron. Mater. 31, 564 (2002)
P. Liu, P. Yao, J. Liu, J. Electron. Mater. 37, 874 (2008)
J. Shen, Y.C. Liu, D.J. Wang, H.X. Gao, J. Mater. Sci. Technol. 22, 529 (2006)
L.L. Zhang, W.K. Tao, J.H. Liu, Y. Zhang, Z.N. Cheng, C. Andersson, Y.L. Gao, Q.J. Zhai, in International Conference on Electronic Packaging-Technology & High Density Packaging, vol. 1 (2008), p. 600
Acknowledgement
The authors acknowledge the support of this work from New Star Program of Beijing Science and Technology Commission (2004B03).
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article
Cite this article
Tai, F., Guo, F., Xia, Z.D. et al. Effects of nano-structured particles on microstructure and microhardness of Sn–Ag solder alloy. J Mater Sci: Mater Electron 21, 702–707 (2010). https://doi.org/10.1007/s10854-009-9981-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-009-9981-5