
Abstract
The effects of a third element, i.e., Zn in the range of 0.5–2.5 wt.%, on structure and properties of the binary Sn–Ag eutectic lead-free solder alloy were investigated. To identify the structure of the resulting alloys, X-ray diffraction analysis has been carried out. Resistivity, contact angles, Vickers microhardness and Young’s modulus have been measured. The results showed that all Zn contents were restricted in formation of Ag-Zn compound indicated by X-ray diffraction peaks, which increased continuously in the number and intensity as Zn content increased. Adding Zn up to 1.5 wt.% improved the wetting and mechanical properties. Above that, wetting angle increased due to the increase in AgZn compound, which may accumulated at the interface between solders and copper- substrate resulting a decrease in the adhesive strength. The alloy of composition Sn-3.5Ag-1.5Zn has the most improved properties between the others.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
There are many different metals and metal alloys that can be used as solders. The materials most commonly used in the electronics industry are tin-lead alloys. Tin-lead alloys have a relatively low melting point and can be produced at a low cost, in comparison with other alloys with similar properties. But, due to the toxicity of lead present in lead-tin solders, environmental and legislation trend to reduce or eliminate the use of lead from a wide variety of uses. So, many studies tend to intensify the work to form a new lead-free solder alloy with improved properties [1–9]. There is a set of the binary alloys chosen as candidate for lead-free solder: Sn–Bi, Sn–Ag, Sn–Zn, Sn–Cu and Sn–Sb, in which Sn is the principal component.
Sn-3.5Ag was chosen as the first one of lead-free solders. In spite of its good wetting properties, it has a high value of melting point 221˚C compared with 183˚C for Pb–Sn eutectic solder. In this paper, Zn was added to the eutectic alloy (Sn-3.5Ag) in the range of 0.5–2.5 wt.% as a trial to improve its properties. In the past Zn was avoided as a solder alloying element for two reasons; its high reactivity in the liquid state with air and its susceptibility to corrosion. The objective of this study is aimed at investigating the effects of the addition of Zn on structure, wetting, electrical, and mechanical properties of Sn–Ag eutectic solders.
2 Experimental procedures
Six of the alloy compositions Sn-3.5Ag-xZn (x = 0–2.5 wt.%) were prepared by melting pure tin, silver and zinc of purities 99.99 % in a high frequency induction furnace. Then, pouring the molten alloys on a rotating wheel of the melt-spinning technique with linear speed 31.7 m/s. The resulting alloys are in the ribbons form of thickness 100 m and average width 1 cm. The structure of these alloys was examined by the X-ray diffraction technique using a Shimadzu X-ray Diffractometer with Cu-kα-radiation (λ = 1.54056 Å). Electrical resistivity of the prepared samples was measured using double-bridge circuit. Vickers hardness was measured using Vickers microhardness tester. Dynamic resonance circuit [10–12] was used to calculate the dynamic Young’s modulus
3 Results and discussion
3.1 Structure
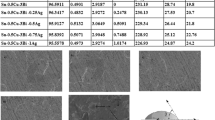
Figure 1 shows the X-ray diffraction patterns for as-quenched melt-spun Sn-3.5Ag–Zn alloys. For the alloy Sn-3.5Ag, Ag3Sn compound was formed in β-Sn-matrix indicated by two lines as illustrated in Table 1. The pattern for the alloy Sn-3.5Ag-0.5Zn, shows the formation of Ag–Zn compound indicated by a single line appeared at 2 θ = 34.8°, in addition to the presence of the above phases. The AgZn compound was formed by large amounts with increasing Zn content indicated by increasing the number and intensity of the lines due to it as shown in Table 1.

XRD patterns for the as quenched melt-spun Sn-3.5Ag–Zn alloys
3.2 Wettability
Wetting property was determined by measuring the contact angle between the solder and the substrate. Figure 2 shows the variation of the contact angle for the as melt–spun Sn-3.5Ag–Zn alloys. The value of the contact angle for Sn-3.5 Ag alloy is equal to 40 °. By adding Zn, the value decreases continuously to 32 ° for the alloy Sn-3.5Ag-1.5Zn. Above that, the value increases to a nearly constant value at 2 and 2.5 wt.% Zn. This variation can be attributed to the precipitation of Ag–Zn intermetallic compound, which may prevent the slipping of the planes of Sn–Zn solid solution. While, the increase that obtained with more additions of Zn can be attributed to the more precipitations of Ag–Zn compounds, which may accumulate at the interface then decrease the adhesive strength.

Wetting angle of Sn-3.5Ag versus Zn content
3.3 Electrical resistivity
The room temperature resistivity for the as melt-spun Sn-3.5Ag-Zn alloys was provided in Fig. 3. It shows that, the resistivity increases continuously with Zn content to its maximum value (19.1 μΩ.cm) at 2 and 2.5 wt.% Zn. This increase can be attributed to the formation of the intermetallic compound of higher electrical resistivity than that of its components, which may hinder the motion of conduction electrons from one site to another.

Variation of resistivity for the as quenched melt-spun Sn-3.5Ag–Zn alloys
3.4 Vickers microhardness
It is the standard method for measuring the hardness of metals, particularly those with extremely hard surfaces: the surface is subjected to a standard pressure for a standard length of time by means of a pyramid-shaped diamond. Figure 4 shows the variation of the Vickers hardness value of the Sn-3.5Ag with Zn content. It shows a continuous increase in HV with increasing Zn content. This increase can be attributed to the formation of the hard Ag3Sn and AgZn compounds, which act as hard inclusions in the soft matrix.

Variation of HV for Sn-3.5Ag with increasing Zn content
3.5 Young’s modulus
Properly the first characteristic of a material that comes to mind is the strength. It is limited by the atomic bonding forces, which are reflected macroscopically by elastic constants. Figure 5 shows the variation of the Young’s modulus for Sn-3.5Ag eutectic alloy with Zn content. The value for the eutectic alloy is equal to 43.9 GPa. Adding of Zn causes continuous increase of this value to a nearly constant value 58 GPa at 1.5 wt.% Zn and above. This higher increase can be attributed to the presence of the intermetallic compounds of higher Young’s modulus than that of its components due to ionic or covalent bonds forming these compounds.

Variation of Young’s modulus of Sn-3.5Ag with increasing Zn content
4 Conclusion
The present paper investigated the structure and properties of Sn–Ag eutectic system with adding Zn in the range of 0.5–2.5 wt.%. There is no any precipitations of Zn in the matrix; all Zn contents were restricted in formation of Ag–Zn intermetallic compound, which indicated by lines increased continuously in the number and intensity with increasing Zn content. The alloys have excellent mechanical properties and good wetting ability. The alloy of composition Sn-3.5Ag-1.5Zn has the most improved properties between the others.
References
M. McCormack, S. Jin, G.W. Kammlott ,H.S. Chen, Appl. Phys. Lett., 63(1), 15 (1993)
M. McCormack, S. Jin, J. Electron. Mater., 23(7), 635 (1994)
J. Glazer, J. Electron. Mater., 23(8), 693 (1994)
J. Perkin, G.R. Edwards, J. Mater. Sci., 10, 136 (1995)
M.T. McCormack, Degani, H.S. Chen., JOM 48(5), 54 (1996)
I.E. Anderson, J. Mat. Sci: Mater in Electronics, 18(1–3), 55 (2007)
M. Kamal, EL Said Gouda, Crystal Research and Technology, 41(12), 1210 (2006)
M. Kamal, EL Said Gouda, Materials and Manufacturing Processes, 21(8), 736 (2006)
M. Kamal, EL Said Gouda, Radiation Effects and Defects in Solids, 161(7), 427 (2006)
E. Schreiber, O. L. Anderson, N. Soga, Elastic constant and their measurements, McGraw- Hill, New York; 82–125 (1973)
S. Timoshenko, J.N. Goddier, Theory of Elasticity, 2 nd Ed. McGraw-Hill, New York 277 (1951)
K. Nuttall, The Damping Characteristics of a Superplastic Zn–Al Eutectoids Alloy, Journal of the Institute of Metals, Vol. 99, 266–270 (1971)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Kamal, M., Gouda, E.S. Effect of zinc additions on structure and properties of Sn–Ag eutectic lead-free solder alloy. J Mater Sci: Mater Electron 19, 81–84 (2008). https://doi.org/10.1007/s10854-007-9289-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-007-9289-2