
Abstract
Ti3AlC2 reinforced 2009Al (Ti3AlC2/2009Al) composites with various Ti3AlC2 concentrations were fabricated by high energy ball milling combined with powder metallurgy. Microstructure, phases and mechanical properties of Ti3AlC2/2009Al composites were investigated. The results indicate that, only a few and fine reaction product of AlTi2 could be detected, indicating that the interface reaction was effectively controlled. Ti3AlC2 extraction and delamination effectively facilitated the compatible deformation between Ti3AlC2 and Al matrix. All of these resulted in a much higher strength (688 MPa) and elongation (8.6%) of the Ti3AlC2/2009Al composite, as compared with most of the nanoreinforced aluminum matrix composites.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Aluminum matrix composites (AMCs) have drawn much attention in the fields of aerospace and automotive industries, due to their high specific strength, high specific modulus and wear resistance [1,2,3]. In general, the reinforcement, such as SiC [4,5,6], B4C [7], Al2O3 [8] or TiB2 [9], could significantly improve the strength and modulus of the AMCs. But the poor compatible deformation capability between the reinforcement and aluminum matrix dramatically reduced the elongation of the composites, which restricted the application field.
One of the most effective techniques for enhancing the strength–ductility was to introduce ductile phase, which could effectively bridge the crack in the wake of growing crack [10, 11]. Recently, a kind of novel MAX ceramic has received significant attention because of their special performance. This ternary layered compound with hexagonal structure, has the general formula of Mn+1AXn (n = 1, 2, 3), where M is a transition metal, A is an A-group element, and X is carbon and/or nitrogen [12,13,14]. In the layered hexagonal crystal structure, the near close-packed layers of M interleaves with layers of pure A-group elements, which make it combine the merits of both metals and ceramics [15].
The unique deformation of MAX ceramic in terms of delamination and the formation of kinking band could also effectively facilitate the compatible deformation between the reinforcement and metal matrix [15, 16]. This indicated that the AMCs reinforced with MAX ceramic could achieve high strength and ductility in theory, comparing with those reinforced by traditional ceramics. However, in most of the previous investigations [15, 16], the majority of MAX ceramics were of several tens of micrometer sized and particle contents were fairly high in MAX ceramic reinforced AMCs. This would increase the number of weak layers between A and Mn+1Xn in MAX ceramics, and the strength of MAX ceramic reinforced AMCs was weakened. Thus, most of the previous studies [13, 14, 17,18,19] could only focus on the compressive and tribological properties of MAX ceramic reinforced AMCs, while the tensile properties have not been reported so far.
Generally, the tensile strength of the AMCs reinforced by particles would increase with reducing the particle size [20]. It is possible to obtain higher strength by reducing the number of interlayers in single MAX particle, for the weak bonding force between the layer of A and Mn+1Xn, just like graphene [21, 22]. Recently, high energy ball milling (HEBM) has been widely used to fabricate nanomaterials reinforced MMCs by the high shearing stress generated locally due to the severe collision and friction among balls [1, 23,24,25,26]. So, it is likely to obtain the MAX particles with less weak interlayer by HEBM, and led to enhanced properties of the AMCs reinforced by MAX.
But the interfacial contact area would increase and the interfacial reaction aggravated as well due to the refinement of MAX particles [13, 18]. Varying reaction products such as Al3Ti, TiAl2, TiC and Al4C3 et al. generated under different fabrication temperature and had a great influence on the compressive strength of MAX/Al composites as reported by previous studies [12, 13, 19, 27,28,29]. Under the circumstances, the interface structure characteristic, such as the variety, distribution state, overall dimensions, amount and size of the in- situ phases needed to be strictly controlled. This would significantly complicate the design and fabrication of MAX/Al composites. Therefore, developing the MAX/Al composites with clean interface was necessary. So far, reducing temperature was the most efficient way to inhibit the interface reaction [17, 19, 30,31,32]. In general, powder metallurgy (PM) method had a much lower temperature, as compared with liquid methods, such as stir casting or infiltration. Thus, PM could be an effect process for fabricating MAX/Al composites.
In this study, Ti3AlC2 was chosen as the typical MAX ceramic, and the Ti3AlC2 reinforced Al–4.5 Cu–1.5 Mg composites (Ti3AlC2/2009Al) were fabricated through HEBM combined with PM method. Microstructure and mechanical properties of Ti3AlC2/2009Al composites with varying Ti3AlC2 concentrations were compared. The aim of this present work was to (a) understand the microstructure of Ti3AlC2/2009Al composites; (b) develop the Ti3AlC2/2009Al composites with high strength and ductility.
Experimental
Fabrication and mechanical property tests of Ti3AlC2/2009Al composites
The raw material of Ti3AlC2 powders (Fig. 1a) had an average size of ~ 38 μm, and the magnified SEM images (Fig. 1b) revealed that the Ti3AlC2 particle had an obvious multiple-layer structure. The Ti3AlC2/2009Al composites were prepared through HEBM combined with PM method, and the preparation process flow is shown in Fig. 2. Firstly, the Ti3AlC2 with various volume fractions (1.5, 2.25, 3 vol.%) were milled with 2009Al powders, respectively, in an attritor for 6 h, and conducted at a rotational speed of 400 RPM with a ball powder ratio of 15:1. Secondly, the milled Ti3AlC2/2009Al powders were cold compacted into a cylinder die and degassed. The cold compacted billets were hot pressed at 540 °C for 1.5 h. Then, the as-hot pressed billets were hot extruded at 450 °C with an extrusion ratio of 16:1. Finally, the Ti3AlC2/2009Al composites were solid-solution-treated at 500 °C for 2 h, quenched into water at room temperature, and then aged at room temperature for at least 4 days (i.e., T4 treatment). For comparison, 2009Al alloy was also fabricated under the same conditions.

SEM images showing the morphology of the raw Ti3AlC2 powders

Schematic illustration for the fabrication route of the Ti3AlC2/2009Al composites
The dog-bone-shaped tensile specimens with nominal dimensions of 2 × 4 × 12 mm were machined from the extruded bars, which kept the tensile axis paralleling to the extrusion direction. The tensile tests were conducted at a strain rate of 1 × 10−3 s−1 on an Instron 5982 universal testing machine, and at least 3 tensile specimens were tested for each composite.
Characterization of the microstructure
The specimens for microstructural examinations were sectioned along the extrusion direction. The phase constituents of the composites were determined by X-ray diffraction (XRD, X'Pert PRO, Holland). Transmission electron microscope (TEM, Tecnai G2 20) with scanning transmission electron microscopy (STEM), energy dispersive spectrometer (EDS), selected area electron diffraction (SAED) and high resolution transmission electron microscopy (HRTEM) at 200 kV was used to examine the phase and detailed microstructure of Ti3AlC2/2009Al composites. Scanning electron microscopy (SEM, Inspect F50) with EDS was used to characterize the phases and fracture surfaces of Ti3AlC2/2009Al composites.
Results and discussions
Microstructure and phase analysis
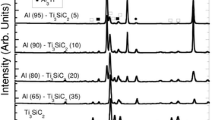
Figure 3 shows the XRD patterns of the raw Ti3AlC2 and Ti3AlC2/2009Al composites with different Ti3AlC2 concentrations. It can be clearly seen that only Ti3AlC2 (Hexagonal, P63/mmc, a = 3.069 Å, c = 18.501 Å) peaks were observed for the raw Ti3AlC2, and no other impurities such as TiC or TixAly intermetallic were observed [13, 17]. Ti3AlC2, CuAl2 and Al were the dominated phases in Ti3AlC2/2009Al composites, which indicated that the reaction products were effectively controlled. Further, the Al4C3 phase was also observed in all Ti3AlC2/2009Al composites, but the intensity of Al4C3 peak did not increase with increasing the Ti3AlC2 concentrations. This result indicated that the Al4C3 phase was generated according to the residue of process control agent rather than interfacial reaction, just as other composites fabricated by HEBM [25, 33,34,35].

XRD patterns of raw Ti3AlC2 and Ti3AlC2/2009Al composites with different Ti3AlC2 concentrations
Microstructure of Ti3AlC2/2009Al composites with different Ti3AlC2 concentrations is shown in Fig. 4. According to the back-scattered SEM images (Fig. 4a) and corresponding EDS maps of element Ti, C and Cu (Fig. 4b–d) of 2.25 vol.% Ti3AlC2/2009Al composite, it can be seen that the Ti3AlC2 particles (~ 40 μm) with large sizes were successfully broken into small pieces (~ 3 μm long, ~ 1 μm broad) after HEBM. And this particle size was much smaller than other MAX reinforced MMCs [13, 14, 17, 19, 30]. The weak bonding force between the layer of Al and Ti3C2 [15, 16] and severe mechanical effect during HEBM was the dominant reasons.

Back-scattered SEM images (a) and corresponding EDS maps of Ti (b), C (c) and Cu (d) of 2.25 vol.% Ti3AlC2/2009Al composite; back-scattered SEM images of Ti3AlC2/2009Al composites with different Ti3AlC2 concentrations: 0 vol.% (e), 1.5 vol.% (f), 2.25 vol.% (g) and 3 vol.% (h)
Back-scattered SEM images of Ti3AlC2/2009Al composites with various Ti3AlC2 concentrations are shown in Fig. 4e–h. It can be seen that some ruptured Ti3AlC2 could be observed in the 2.25 and 3 vol.% Ti3AlC2/2009Al composites, and the number of particles with cracks in the 3 vol.% Ti3AlC2/2009Al composite was higher than that of 2.25 vol.% Ti3AlC2/2009Al composite. This indicates that the breakage of single Ti3AlC2 particle was insufficient when Ti3AlC2 concentration increased to 3 vol.%; and thus, the size of Ti3AlC2 in 3 vol.% Ti3AlC2/2009Al composite was larger than that of 1.5 vol.% and 2.25 vol.% Ti3AlC2/2009Al composites.
To confirm the phase constitution of the composites exactly, 2.25 vol.% Ti3AlC2/2009Al composite was characterized by TEM. Three obvious phases could be identified under the high angle annular dark field (HAADF) mode, and the three phases were marked with three different colors (Fig. 5a). The EDS (Fig. 5b–e) and SAED (Fig. 5f–h) indicated that the three phases were, respectively, Ti3AlC2, AlTi2 and Al6.35Cu2.4Fe1.25. The Al6.35Cu2.4Fe1.25 phase was the impurity phase resulted from the Fe imported during milling, and the negative effect of Al6.35Cu2.4Fe1.25 could be weakened for the small size and relatively low content.

HAADF-STEM image (a) and corresponding EDS maps of Ti (b), C (c), Cu (d) and Fe (e) of the 2.25 vol.% Ti3AlC2/2009Al composite. The SAED pattern of Ti3AlC2 (f), AlTi2 (g), Al6.35Cu2.4Fe1.25 (h)
It should be mentioned that AlTi2 phase has not been reported in the previous studies of MAX/Al composites [36,37,38]. Usually, Al–Ti reaction could form intermetallic compounds such as Al2Ti5, Al3Ti, AlTi2, AlTi3 and AlTi phases [10, 39]. Among of them, Al3Ti was usually generated for the lower free energy of formation [17, 18, 28]. But in this work, AlTi2 was detected rather than Al3Ti. It is believed that, both of the phases (Al6.35Cu2.4Fe1.25 and AlTi2) are metastable on account of the relatively low sintering temperature with PM technology. As reported by previous studies, the intermetallic compound of AlTi2 could effectively strengthen the compressive properties of Al matrix composites [10, 11, 39].
Figure 6a shows the bright-field TEM image of Ti3AlC2 and aluminum interfacial region of 2.25 vol.% Ti3AlC2/2009Al composite. The HRTEM image of sample was aligned to Al [110] zone axis, and the fringes of Ti3AlC2 are still visible as shown in Fig. 6b. Further, the Ti3AlC2–Al interface bonded well and was free from any other phase, which was beneficial to the load transfer strengthening. Figure 6c shows the inverse FFT image of the enlarged view responded to the white dotted rectangle in Fig. 6b, numerous misfit regions (high density of dislocations and strained lattice) were observed at the interface and inside the grain of Ti3AlC2 and Al, which should be the geometrically necessary dislocation (GNDs). The GNDs formed due to the uncoordinated deformation between Al and ceramic particles, because they had significant difference in their elastic modulus and coefficient of thermal expansion [40, 41]. The dislocation strengthening provided by GNDs can be calculated by the following formula [17]:
where the \(\alpha\) is a constant, \(G\) is the shear modulus of matrix, \(b\) is the burgers vector, \(\tau\) is the flow stress which is applied to dislocations, and \(\rho\) is the density of dislocation.

Bright-field TEM image of the 2.25 vol.% Ti3AlC2/2009Al composite (a) and the HRTEM image of Ti3AlC2–Al interface (b), c inverse FFT image of the enlarged view responded to the white dotted rectangle in b. Misfit dislocation is marked as ‘⊥’ (For interpretation of the references to color in this figure legend, the reader is referred to the Web version of this article.)
Mechanical properties
The mechanical properties of Ti3AlC2/2009Al composites with different Ti3AlC2 concentrations are presented in Table 1 and Fig. 7a. The results indicated that the yield strength (YS) and ultimate tensile strength (UTS) increased nearly 45 MPa and 35 MPa, respectively, with an tiny sacrifice of elongation (El) of 1.5%, by introducing only 1.5 vol.% Ti3AlC2. Further, it is difficult to achieve such high of UTS and YS for other ceramic reinforced particles (SiC, B4C, Al2O3, TiB2 et al.) in the same particle content [3, 42]. The YS and UTS kept increasing with increasing the Ti3AlC2 concentration to 2.25 vol.%, but both of the YS and UTS decreased as the Ti3AlC2 concentration increased to 3 vol.%. The reinforcements of Ti3AlC2 are supposed to be responsible for the load which could effectively transfer from matrix to reinforcement in order to enhance the strength of matrix. The load transfer effect from the reinforcement could be evaluated using the shear lag model, which could be described as the following formula [17]:
where \(\sigma_{{{\text{c}}y}}\) and \(\sigma_{{{\text{m}}y}}\) are the YS of the composites and matrix, respectively; the \(V_{{\text{p}}}\) and \(V_{{\text{m}}}\) are the volume fraction of reinforcement particle and Al matrix; \(S\) is the aspect ratio of reinforcement. The elastic modulus (E) of the Ti3AlC2/2009Al composites was also increased due to the high modulus of Ti3AlC2, and it could be effectively predicted by the rule of mixtures. The elastic modulus of 3 vol.% Ti3AlC2/2009Al composite reached to 85 GPa, which was much higher than that of 2009Al alloy (77 GPa).

An interesting phenomenon was that, as the reinforcement concentration reaching 3 vol.%, the modulus of the composites increased; however, the strength of the composites began to decreased. This could attribute to the large Ti3AlC2 particle fracture during tension. As known, the modulus testing was in the range of elastic deformation, which had a relatively lower stress level. However, the strength test had a much higher stress level, and thus the large Ti3AlC2 particle might fracture during strength test rather than modulus test.
The strength–ductility of different ceramics reinforced 2xxxAl composites is shown in Fig. 7b. It can be seen that Ti3AlC2/2009Al composites fabricated by HEBM achieved the highest strength while the plasticity was still high, as compared with ceramic particles (TiO2, TiB2, SiC, ZrB2, TiC, Al4Sr and TiB2) and graphene nanoplatelets reinforced 2xxxAl composites. On the other hand, the El of Ti3AlC2/2009Al composites is nearly three time of the carbon nanotube reinforced 2009Al composite, while their UTS were similar under the same fabrication method of HEBM. Apparently, the Ti3AlC2 with higher strength and sufficient deformability played a significant effect on the strengthening of Ti3AlC2/2009Al composites [15, 23].
The fracture surfaces of Ti3AlC2/2009Al composites with different Ti3AlC2 concentrations are shown in Fig. 8. It can be seen that a large number of micro-cracks and Al2Cu phase (Fig. 8a–d) scattered over the fracture surface of the 2009Al matrix alloy. The secondary micro-cracks and Al2Cu phase significantly reduced with the incorporation of 2.25 vol.% Ti3AlC2 (Fig. 8e, f). Further, scarcely any secondary micro-cracks and Al2Cu phase could be found on the fracture surfaces as the Ti3AlC2 concentration increased to 3 vol.% (Fig. 8i–l).

Fracture surfaces of Ti3AlC2/2009Al composites with different Ti3AlC2 concentrations: a–d 0 vol.%, e–h 2.25 vol.%, i–l 3 vol.%; secondary electron SEM images b, c 0 vol.%, f, g 2.25 vol.%, j, k 3 vol.%
The failure mechanism of Ti3AlC2/2009Al composites with different Ti3AlC2 concentrations can be schematically summarized in Fig. 9. The secondary micro-cracks and Al2Cu phase significantly reduced on the fracture surface with increasing the Ti3AlC2 concentration, which indicated that the fracture mostly occur at the site of Ti3AlC2, extraction and delamination were the dominant failure modes for Ti3AlC2 particles. However, for the 3 vol.% Ti3AlC2/2009Al composite, the existed cracks in larger Ti3AlC2 particles (Fig. 4h) would accelerate the failure during the tensile test.

Schematic illustration of fracture behavior of Ti3AlC2/2009Al composites with different Ti3AlC2 concentrations: a 0 vol.%, b 2.25 vol.% and c 3 vol.%; d the failure modes of Ti3AlC2
In general, Ti3AlC2 extraction and delamination were the dominated deformation forms, which would effectively facilitate the compatible deformation between the reinforcement and metal matrix [15, 16]. The introduction of Ti3AlC2 could intact and bridge the crack faces in the wake of a growing crack. In this case, the crack tip was shielded by the deformation of ductile ligaments [10, 11, 39], which guaranteed Ti3AlC2/2009Al composites a relatively high plasticity as shown in Fig. 7b.
However, both of the YS and UTS decreased as Ti3AlC2 concentration increased to 3 vol.%. As shown in Fig. 4g, h, the size of Ti3AlC2 in 3 vol.% Ti3AlC2/2009Al composite was much larger than 1.5 vol.% and 2.25 vol.% Ti3AlC2/2009Al composites. Usually, large particles were more prone to fracture during extrusion process and tensile testing, which inhibited the load transfer effect from matrix to reinforcements [20]. In this way, the strength and ductility of Ti3AlC2/2009Al composites got worse. Further, the number of cracks in the large Ti3AlC2 particles for the 3 vol.% Ti3AlC2/2009Al composite was greater than the 2.25 vol.% Ti3AlC2/2009Al composite. The more cracks in Ti3AlC2 would cause materials failure easier during tensile test, and this was another reason for the poor strength and ductility.
Conclusion
In this work, the Ti3AlC2 reinforced 2009Al composites were prepared successfully through HEBM technology combined with PM. The microstructure and tensile properties of Ti3AlC2/2009Al composites were explored. Some results could be concluded as follows:
-
(1)
Ti3AlC2 particles in 1.5 vol.% and 2.25 vol.% Ti3AlC2/2009Al composites were significantly refined by HEBM, while Ti3AlC2 in 3 vol.% Ti3AlC2/2009Al composite kept a relative larger size and cracks could be observed in some large Ti3AlC2 particles.
-
(2)
Most of the Ti3AlC2–Al interface free from any other phase. The reaction products were strictly controlled, and only a few and fine reaction phase such as AlTi2 was detected in Ti3AlC2/2009Al composites.
-
(3)
The incorporation of 1.5 and 2.25 vol.% Ti3AlC2 kept the Ti3AlC2/2009Al composite a high strength level of 680 MPa and a high modulus level of > 80 GPa. Ti3AlC2 extraction and delamination effectively facilitate the compatible deformation between reinforcement and metal matrix, providing the Ti3AlC2/2009Al composite a high elongation of 10% and 8.6%.
-
(4)
The YS and UTS decreased as the Ti3AlC2 concentration increased to 3 vol.%, for the larger Ti3AlC2 particle size and the generation of cracks in larger Ti3AlC2 during the preparation process.
References
Liu ZY, Xiao BL, Wang WG, Ma ZY (2014) Tensile strength and electrical conductivity of carbon nanotube reinforced aluminum matrix composites fabricated by powder metallurgy combined with friction stir processing. J Mater Sci Technol 30:649–655
Xiao BL, Huang ZY, Ma K, Zhang XX, Ma ZY (2019) Research on hot deformation behaviors of discontinuously reinforced aluminum composites. Acta Metall Sin 55:59–72
Jawalkar CS, Verma AS, Suri NM (2017) Fabrication of aluminium metal matrix composites with particulate reinforcement: a review. Mater Today Proc 4:2927–2936
Liu ZY, Wang QZ, Xiao BL, Ma ZY, Liu Y (2010) Experimental and modeling investigation on SiCp distribution in powder metallurgy processed SiCp/2024 Al composites. Mater Sci Eng A 527:5582–5591
Zhu SZ, Wang D, Zan YN, Xiao BL, Ma ZY (2021) High strength SiCp/Al–2Cu–1.2Mg–0.6Si composite with weak natural aging hardening. Compos Commun 25:100742
Zhu SZ, Wang D, Xiao BL, Ma ZY (2021) Suppressed negative effects of natural aging by pre-aging in SiCp/6092Al composites. Compos B Eng 212:108730
Zan YN, Zhou YT, Liu ZY, Wang QZ, Wang WG, Wang D, Xiao BL, Ma ZY (2020) Microstructure and mechanical properties of (B4C + Al2O3)/Al composites designed for neutron absorbing materials with both structural and functional usages. Mater Sci Eng A 773:138840
Zan YN, Zhou YT, Liu ZY, Ma GN, Wang D, Wang QZ, Wang WG, Xiao BL, Ma ZY (2019) Enhancing strength and ductility synergy through heterogeneous structure design in nanoscale Al2O3 particulate reinforced Al composites. Mater Des 166:107629
Lü L, Lai MO, Su Y, Teo HL, Feng CF (2001) In situ TiB2 reinforced Al alloy composites. Scr Mater 45:1017–1023
Peng LM, Wang JH, Li H, Zhao JH, He LH (2005) Synthesis and microstructural characterization of Ti–Al3Ti metal–intermetallic laminate (MIL) composites. Scr Mater 52:243–248
Tom Scaria C, Pugazhenthi R (2021) Effect of process parameter on synthesizing of TiC reinforced Al7075 aluminium alloy nano composites. Mater Today Proc 37:1978–1981
Agne MT, Radovic M, Bentzel GW, Barsoum MW (2016) Stability of V2AlC with Al in 800–1000 °C temperature range and in situ synthesis of V2AlC/Al composites. J Alloy Compd 666:279–286
Wang WJ, Gauthier Brunet V, Bei GP, Laplanche G, Bonneville J, Joulain A, Dubois S (2011) Powder metallurgy processing and compressive properties of Ti3AlC2/Al composites. Mater Sci Eng A 530:168–173
Hanaor DAH, Hu L, Kan WH, Proust G, Foley M, Karaman I, Radovic M (2016) Compressive performance and crack propagation in Al alloy/Ti2AlC composites. Mater Sci Eng A 672:247–256
Hu W, Huang Z, Wang Y, Li X, Zhai H, Zhou Y, Chen L (2021) Layered ternary MAX phases and their MX particulate derivative reinforced metal matrix composite: a review. J Alloy Compd 856:107629
Ghosh NC, Harimkar SP (2012) Consolidation and synthesis of MAX phases by spark plasma sintering (SPS): a review. Advances in science and technology of Mn+1AXn phases. Elsevier, Amsterdam, p 47–80
Sun Y, Zhou C, Zhao Z, Yu Z, Wang Z, Liu H, Zhang N, Yang W, Wu G (2020) Microstructure and mechanical properties of Ti2AlC particle and in-situ TiAl3 reinforced pure Al composites. Mater Sci Eng A 785:139310
Hu L, O’Neil M, Erturun V, Benitez R, Proust G, Karaman I, Radovic M (2016) High-performance metal/carbide composites with far-from-equilibrium compositions and controlled microstructures. Sci Rep 6:35523
Peng L (2007) Fabrication and properties of Ti3AlC2 particulates reinforced copper composites. Scr Mater 56:729–732
Wang Z, Song M, Sun C, He Y (2011) Effects of particle size and distribution on the mechanical properties of SiC reinforced Al–Cu alloy composites. Mater Sci Eng A 528:1131–1137
Li J, Zhang X, Geng L (2018) Improving graphene distribution and mechanical properties of GNP/Al composites by cold drawing. Mater Des 144:159–168
Partoens B, Peeters FM (2006) From graphene to graphite: electronic structure around the K point. Phys Rev B 74:075404
Ma K, Liu ZY, Liu K, Chen XG, Xiao BL, Ma ZY (2021) Structure optimization for improving the strength and ductility of heterogeneous carbon nanotube/Al–Cu–Mg composites. Carbon 178:190–201
Liu ZY, Xiao BL, Wang WG, Ma ZY (2012) Singly dispersed carbon nanotube/aluminum composites fabricated by powder metallurgy combined with friction stir processing. Carbon 50:1843–1852
Ma K, Liu ZY, Bi S, Zhang XX, Xiao BL, Ma ZY (2021) Microstructure evolution and hot deformation behavior of carbon nanotube reinforced 2009Al composite with bimodal grain structure. J Mater Sci Technol 70:73–82
Ma K, Liu ZY, Liu BS, Xiao BL, Ma ZY (2021) Improving ductility of bimodal carbon nanotube/2009Al composites by optimizing coarse grain microstructure via hot extrusion. Compos A Appl Sci Manuf 140:106198
Zhang ZL, Zhai HX, Zhou Y, Huang ZY, Ai MX (2008) Preparation of composites from Al and Ti3AlC2 and its tribo-chemistry reactions against low carbon steel. Key Eng Mater 368–372:989–991
Manochehrian A, Heidarpour A, Mazaheri Y, Ghasemi S (2019) On the surface reinforcing of A356 aluminum alloy by nanolayered Ti3AlC2 MAX phase via friction stir processing. Surf Coat Technol 377:124884
Madhu HC, Edachery V, Lijesh KP, Perugu CS, Kailas SV (2020) Fabrication of wear-resistant Ti3AlC2/Al3Ti hybrid aluminum composites by friction stir processing. Metall Mater Trans A 51:4086–4099
Nelson M, Agne MT, Anasori B, Yang J, Barsoum MW (2017) Synthesis and characterization of the mechanical properties of Ti3SiC2/Mg and Cr2AlC/Mg alloy composites. Mater Sci Eng A 705:182–188
Wang Z, Ma Y, Sun K, Zhang Q, Zhou C, Shao P, Xiu Z, Wu G (2022) Enhanced ductility of Ti3AlC2 particles reinforced pure aluminum composites by interface control. Mater Sci Eng A 832:142393
Sun Y, Zhao Z, Wu G (2022) Microstructure characterization and mechanical properties of in situ synthesized Ti2(Al, Si)C reinforced Al composites. Mater Charact 191:112176
Li XN, Liu ZY, Dai ZX, Feng H, Xiao BY, Ni DR, Wang QZ, Wang D, Ma ZY (2022) Wear behavior of the uniformly dispersed carbon nanotube reinforced 6061Al composite fabricated by milling combined with powder metallurgy. Acta Metall Sin (Engl Lett) 35:1765–1776
Li XN, Liu ZY, Zan YN, Xiao BL, Ni DR, Wang QZ, Wang D, Ma ZY (2021) Wear behavior of the raw and pre-smashed carbon nanotubes reinforced 6061Al composites fabricated by powder metallurgy. Sci China Technol Sci 65:1149–1159
Liu ZY, Ma K, Fan GH, Zhao K, Zhang JF, Xiao BL, Ma ZY (2020) Enhancement of the strength–ductility relationship for carbon nanotube/Al–Cu–Mg nanocomposites by material parameter optimisation. Carbon 157:602–613
Gonzalez-Julian J (2020) Processing of MAX phases: from synthesis to applications. J Am Ceram Soc 104:659–690
Medkour Y, Roumili A, Maouche D, Louail L (2012) Electrical properties of MAX phases. Advances in science and technology of Mn+1AXn phases. Elsevier, Amsterdam, p 159–175
von Treifeldt JE, Firestein KL, Fernando JFS, Zhang C, Siriwardena DP, Lewis CEM, Golberg DV (2021) The effect of Ti3AlC2 MAX phase synthetic history on the structure and electrochemical properties of resultant Ti3C2 MXenes. Mater Des 199:109403
Chao ZL, Zhang LC, Jiang LT, Qiao J, Xu ZG, Chi HT, Wu GH (2019) Design, microstructure and high temperature properties of in-situ Al3Ti and nano-Al2O3 reinforced 2024Al matrix composites from Al–TiO2 system. J Alloy Compd 775:290–297
Tariq NH, Gyansah L, Qiu X, Du H, Wang JQ, Feng B, Yan DS, Xiong TY (2018) Thermo-mechanical post-treatment: a strategic approach to improve microstructure and mechanical properties of cold spray additively manufactured composites. Mater Des 156:287–299
Zan YN, Zhang Q, Zhou YT, Liu ZY, Wang QZ, Wang D, Xiao BL, Ren WC, Ma ZY (2020) Introducing graphene (reduced graphene oxide) into Al matrix composites for enhanced high-temperature strength. Compos B Eng 195:108095
Ramnath BV, Elanchezhian C, Annamalai RM, Aravind S, Atreya TSA, Vignesh V, Subramanian C (2014) Aluminium metal matrix composites—a review. Rev Adv Mater Sci 38:55–60
Zheng Z, Zhang X, Qian M, Li J, Imran M, Geng L (2022) Ultra-high strength GNP/2024Al composite via thermomechanical treatment. J Mater Sci Technol 108:164–172
Shin JH, Choi HJ, Bae DH (2024) The structure and properties of, aluminum composites reinforced with TiO2 nanoparticles. Mater Sci Eng A 607(2014):605–610
Emamy M, Oliayee M, Tavighi K (2015) Microstructures and tensile properties of Al/2024–Al4Sr composite after hot extrusion and T6 heat treatment. Mater Sci Eng A 625:303–310
Su J, Li Y, Duan MG, Liu S, Liu K (2018) Investigation on particle strengthening effect in in-situ TiB2/2024 composite by nanoindentation test. Mater Sci Eng A 727:29–37
Yang H, Tian S, Gao T, Nie J, You Z, Liu G, Wang H, Liu X (2019) High-temperature mechanical properties of 2024Al matrix nanocomposite reinforced by TiC network architecture. Mater Sci Eng A 763:138121
Zhang ZY, Chen G, Zhang SL, Zhao YT, Yang R, Liu MP (2019) Enhanced strength and ductility in ZrB2/2024Al nanocomposite with a quasi-network architecture. J Alloy Compd 778:833–838
Zhao B, Yang Q, Wu L, Li X, Wang M, Wang H (2019) Effects of nanosized particles on microstructure and mechanical properties of an aged in-situ TiB2/Al–Cu–Li composite. Mater Sci Eng A 742:573–583
Li PB, Chen TJ, Qin H (2016) Effects of mold temperature on the microstructure and tensile properties of SiCp/2024 Al-based composites fabricated via powder thixoforming. Mater Des 112:34–45
Acknowledgements
This work was supported by: (a) National Key R and D Program of China (Grant No. 2021YFA1600704); (b) National Natural Science Foundation of China (Nos. 52120105001, 52192594, 52192595, 51931009, 51871215, 51871214); (c) the Liaoning Excellent Youth Fund (No. 2022-YQ-01); (d) Shenyang young and middle-aged scientific and technological innovation talents support plan (No. RC210490); (e) the Youth Innovation Promotion Association CAS (No. 2020197).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Handling Editor: Naiqin Zhao.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Li, X.N., Li, P.Y., Liu, Z.Q. et al. Microstructure and mechanical properties of Ti3AlC2 reinforced Al–4.5 Cu–1.5 Mg composites fabricated by powder metallurgy. J Mater Sci 58, 2570–2580 (2023). https://doi.org/10.1007/s10853-023-08185-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-023-08185-0