
Abstract
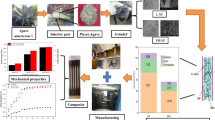
Fully biodegradable unidirectional green composites with excellent tensile properties were fabricated by combining one of the highest specific strength liquid crystalline cellulose (LCC) fibers as the reinforcement and microfibrillated cellulose (MFC) strengthened nonedible avocado seed starch (AVS)-based resin. MFC/AVS resin was crosslinked using 1,2,3,4-butane tetracarboxylic acid as well as plasticized using sorbitol or glycerol. Combination of alkali, mechanical and thermal treatments improved LCC fiber fracture stress from 1.5 GPa to over 1.9 GPa and Young’s modulus from 49 to 64 GPa. While the type and amount of plasticizer used changed the fracture strain of MFC/AVS resin, they also showed significant influence on the mechanical properties of the unidirectional composites. These composites prepared by hand lay-up, based on modified LCC fibers resulted in fracture stress of over 380 MPa and Young’s modulus of 19.5 GPa with less than 40% fiber content. Results suggest that there is scope to improve the properties further by using higher fiber content and automated manufacturing. These ‘green’ composites with excellent strength and stiffness may be used in many applications such as construction, automobile and others.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Advanced polymer matrix composites (PMCs) such as graphite fiber/epoxy composites have been commonly used for decades in aerospace, automotive, windmill and other structural applications due to their light weight, high strength and stiffness and multifunctional characteristics [1]. Most conventional resins and fibers used in PMCs are derived from petroleum and do not degrade easily. While their non-degradability is useful during use, it has created a significant problem while disposing them at the end of their life. Growing concerns about environmental pollution created by PMCs as well as sustainability of petroleum sources have encouraged researchers to develop plant-derived ‘green composites’ which can not only provide the necessary strength and stiffness for intended applications, but are fully biodegradable and sustainable [2]. The terms ‘fully green composites’ or ‘green composites’ have been defined to mean that both resins and reinforcing agents are biodegradable and made from renewable natural resources such as plants [3]. At the end of their service life, green composites can be composted rather than being dumped in landfills as is the common fate of conventional PMCs.
One of the most common green reinforcing polymers is cellulose. Plant-derived cellulose fibers have become very attractive as reinforcement in green composites because of their good specific mechanical properties, biodegradability and worldwide availability [4, 5]. The cellulose I crystal structure found in plant fibers has extremely high axial modulus of about 138 GPa and specific strength of 667 MPa cm−3 g−1, which are significantly higher than most glass or aluminum fibers [6, 7]. As a result, many plant-based fibers including hemp [8, 9], jute [10], sisal [11], flax [12], ramie [13], coconut [14], pineapple leaf [15], kenaf [16], etc., have been already used as reinforcements in composites.
Despite outstanding mechanical properties of pure cellulose and their microfibrils, plant-based fibers have relatively inferior tensile properties. For example, their tensile strengths commonly range between 300 and 500 MPa, much lower than glass fibers with strength between 2000 and 3000 MPa [17]. Alignment of microfibrils at an angle to the fiber axis, presence of defects and inherent impurities such as lignin, hemicellulose, variations in plant growing conditions, etc., affect the strength as well as variability of these fibers [18]. As a result, most green composites based on natural cellulosic fibers have tensile strengths between 100 and 250 MPa and Young’s moduli between 4 and 8 GPa [5, 11, 12, 19, 20]. These properties of green composites, while sufficient for noncritical applications such as food packaging crates, furniture, housing panels, decoration, etc., are not sufficient for load-bearing structural applications in construction, automobile or aerospace. Another major difficulty with plant-based fibers is that they are not continuous and have short lengths. To obtain continuous form, plant-based fibers need to be twisted to form yarns. The twist reduces the yarn tensile properties significantly compared to those of fibers from which they are made. This can reduce their usefulness as reinforcement in composites.
There already exist several methods to make uniform and continuous cellulose multifilament yarns such as viscose rayon and Lyocell, by changing the chemistry or dissolving cellulose in specific solvents and using traditional wet or dry spinning techniques [21, 22]. The tenacity and Young’s moduli of these fibers are even lower than most plant-based fibers. However, the recent development of dissolving cellulose to form liquid crystalline cellulose solution to spin fibers has been significant [23]. Phosphoric acid, which has been proven to be a good solvent for cellulose, was also found to obtain anisotropic cellulose solution at certain concentrations [23]. When cellulose is dissolved in phosphoric acid to form liquid crystalline solution and spun into fibers using the air gap-wet spinning system, much of the high molecular orientation of the liquid crystalline state is retained. This results in liquid crystalline cellulose (LCC) fibers with high strength in the range of 1500 MPa and modulus of about 48 GPa [23].
Because of the excellent tensile properties, continuous form and inherently biodegradable nature, LCC fibers have been regarded as promising reinforcing fibers to make ‘green’ composites with much higher strength than has been possible with plant fibers [24,25,26]. When biodegradable resins are combined with LCC fibers, fully biodegradable high strength composites can be fabricated. For example, LCC fibers have been used to reinforce soy protein-based resins to make green composites [24, 25]. Researchers have found that hydroxyl groups on LCC fibers provide strong hydrogen bonding with the polar groups such as amine, carboxyl and hydroxyl groups present in soy protein concentrate (SPC)-based resin, increasing the fiber/resin interfacial interaction and resulting in excellent tensile properties of the composites [24]. LCC fibers combined with starch-based resin have also resulted in green composites with excellent mechanical properties [26].
Although as spun LCC fibers have high strength and Young’s modulus, earlier research efforts have shown that they can be treated by chemical, mechanical and thermal means to further enhance their molecular orientation and crystallinity which results in increased strength and Young’s modulus [25, 26]. One chemical modification method has been alkali treatment similar to the mercerization process commonly used for cotton fibers [17, 25]. Kim and Netravali found that when LCC fibers were treated under tension during alkali treatment, both molecular orientation and fiber crystallinity increased significantly [25]. This resulted in significant enhancement in LCC fiber strength from 1.5 GPa to over 1.7 GPa and Young’s modulus from 48 GPa to over 64 GPa [25]. In another study by Rahman and Netravali, LCC fibers were treated with 5% NaHSO3 solution under tension [26]. These fibers then underwent further thermal drying treatment, also under tension. The combined treatment enhanced the strength of the fibers by over 35% to over 1900 MPa [26]. When composites were formed by combining the modified LCC fibers with a waxy maize starch containing microfibrillated cellulose (MFC), the strength of the composites increased by over 50% [26].
In the present study, LCC fibers were modified (M-LCC) by treating them with 1 M KOH solution under different tension level and loading time compared to previous work, in an effort to obtain highest possible strength while at the same time reducing the probability of damaging the fibers [25]. Applying the load of 0.7 kg/yarn, around 65 MPa on each fiber (4% of their fracture stress), during the alkali treatment increased their tensile strengths as well as Young’s moduli. With higher molecular orientation, the treatment also resulted in a small loss in fracture strain. LCC and M-LCC fibers were then used, separately, to fabricate unidirectional green composites using avocado seed starch (AVS)-based resin reinforced with 30% MFC [27,28,29]. This nonedible starch can be extracted from agro-waste, which is considered as a greener source as composites matrix. This MFC/AVS resin was further crosslinked using green crosslinker 1,2,3,4-butane tetracarboxylic acid (BTCA) to reduce the moisture absorption and increase the strength and stiffness of the matrix while not affecting its biodegradability [30,31,32,33]. Fabricating unidirectional ‘green’ composites involved aligning LCC yarns with predetermined layers in MFC/AVS resin using a hand lay-up process, drying and compression molding. The effect of plasticizers (sorbitol and glycerol) on the tensile properties of composites was also investigated [10, 19, 34]. The results showed excellent mechanical properties of LCC-reinforced MFC/AVS composites that could be used in some structural applications.
Experimental details
Materials
Raw avocado (Persea Americana v. Hass) seed powder was obtained from NutriCargo, LLC. (Clifton, NJ). Microfibrillated cellulose (MFC) (Celish KY-100G, 10%) was purchased from Daicel (Japan). Liquid crystalline cellulose fibers were obtained from Dr. H. Boerstoel, Teijin Twaron BV, Arnheim, The Netherlands. Potassium hydroxide (KOH) pellets, sorbitol and glycerol were purchased from Sigma-Aldrich (St. Louis, MO). Analytical grade 1,2,3,4-butane tetracarboxylic acid (BTCA) and sodium hypophosphite monohydrate (SHP) were obtained from Alfa Aesar (Haverhill, MA).
Starch extraction from raw avocado seed powder
Raw avocado seed powder was dried in an air-circulating oven at 40 °C for 2 days. Around 300 g of dried avocado seed powder was passed through a 250 \({\mu m}\) (60-mesh) screen. The sieved seed powder was mixed with 2 L deionized (DI) water with magnetic stirring overnight at 700 rpm at room temperature (RT). The suspension was ground using a kitchen blender (Ninja ultima blender BL 800) for 5 min and then filtered using three layers of cheesecloth [27, 29]. The solid part that included ash and parts of seed coat remained on cheesecloth, while most of the starch passed through the cheesecloth. The filtrate was left standing for 3 h for starch to precipitate. The supernatant, which contained mostly dissolved soluble sugars and soluble protein, was discarded [27, 29]. The precipitated starch was washed three times, poured onto Teflon® molds, and dried for 48 h at 40 °C in an air-circulating oven. The dried avocado starch was ground in a kitchen blender for 5 min and passed through a 60-mesh screen to obtain AVS powder.
Preparation of MFC/AVS resins
Because of the poor mechanical properties of AVS resulting from its brittleness and low strength, 30% MFC (by wt) was added to reinforce the AVS resin. To prepare the MFC/AVS resin, MFC (Celish KY-100G, 10% slurry) was dispersed in DI water in the ratio of 1:10, by wt, and homogenized at 20000 rpm for 10 min using a VWR 250 homogenizer (Radnor, PA) to obtain MFC dispersion. Predetermined AVS powder was then added to the MFC dispersion and mixed thoroughly for 45 min. The MFC/starch dispersion was heated to 90 °C for another 45 min to gelatinize AVS. Resins with 3 different proportions of plasticizers: 1) 15% sorbitol based on wt of MFC + AVS, 2) 15% glycerol based on wt of MFC + AVS or 3) no plasticizer, were prepared. BTCA (20% by wt of AVS) as the crosslinker and SHP (50% by wt of BTCA) as the catalyst were used to crosslink the three resins [30]. The mixture was allowed to react for 1 h at 90 °C before casting in Teflon® molds (10 cm \( \times\) 10 cm) and dried for 2 days at 40 °C in an air-circulating oven. The MFC/AVS composite (resin) sheets after drying were hot-pressed (Carver, 3891-4PROA00, Wabash, IN) at 140 °C under the pressure of 1.4 MPa for 15 min to control their thickness to around 0.5 mm as well as to complete the resin crosslinking [31].
Alkali, mechanical and thermal treatment of LCC fibers
As received LCC fibers were treated by a combination of chemical, mechanical and thermal methods to further increase their molecular orientation and crystallinity which, in turn, can enhance their Young’s moduli and fracture stresses [26]. For the chemical treatment with KOH, LCC yarns containing 1000 filaments were immersed in 1 M KOH solution in a small tank while keeping them under tension by fixing one end of the yarns with clamps and applying predetermined tension using standard weights at the other end. Schematic illustration of the alkali treatment apparatus is shown in Fig. 1 [11, 25, 26]. The treatment was carried out for 1.5 h under a tension of 0.7 kg/yarn (65 MPa/filament) for the entire duration. After the chemical immersion under tension, LCC yarns were rinsed in DI water several times until neutral pH was obtained for the wash water. Half of KOH-treated LCC yarns were dried overnight in an oven at 40 °C without any tension (slack form). Other half of KOH-treated LCC yarns after alkali treatment were further heat treated by drying at 140 °C in an air-circulating oven for 1 h under the same tension of 0.7 kg/yarn [26]. The control (untreated) LCC fibers, alkali-treated LCC fibers and modified LCC fibers with both alkali and heat treatments (M-LCC) were conditioned at 21 °C and 65% RH for 24 h before tensile testing.

Schematic illustration of the alkali treatment apparatus
Preparation of composites with LCC and M-LCC fibers
As stated earlier, 30 wt% of MFC was added to reinforce the AVS resin. The MFC/AVS resin was utilized to fabricate unidirectional composites using LCC and M-LCC fibers, separately. Three combinations of plasticizers in the resin, (1) 15 wt% sorbitol, by wt of MFC + AVS on dry basis, (2) 15 wt% glycerol, also by wt of MFC + AVS on dry basis and (3) no plasticizer, were studied to explore their effect on the mechanical properties of both resins and composites.
Approximately 30 yarns of LCC (or M-LCC) were aligned by hand to fabricate unidirectional composites. The yarns were soaked in the MFC/AVS resin and gently squeezed by hand so as to ensure as good resin penetration between individual filaments in the yarn as possible [26]. LCC (or M-LCC) yarns with MFC/AVS resin were then laid parallel into two layers on a Teflon® coated metal mold with dimensions of 25 cm \( \times \) 2 cm [20]. Small amount of additional resin was poured to cover the filaments/yarns and dried in an air-circulating oven at 40 °C for 1 day. After drying, composites were compressed on a Carver hydraulic hot press (Carver, 3891-4PROA00, Wabash, IN) for 15 min at 140 °C and a pressure of 7.5 MPa to further provide compression and, thus, improve the interaction between the LCC (or M-LCC) fibers and the MFC/AVS resin. Composite strips were laser cut to dimensions of 100 mm \( \times \) 3 mm and conditioned at 21 °C, 65% RH for three days. The component nomenclature of LCC-reinforced MFC/AVS composites with different plasticizers and their average LCC fiber volume fractions are given in Table 1.
Tensile properties of LCC and M-LCC fibers
As received (control) LCC and M-LCC fibers were characterized for their tensile properties as per ASTM D3822-01 using Instron 5566 universal tester (Instron Corp., Canton, MA). Single LCC fibers were glued to individual paper tabs using super glue® (cyanoacrylate) to obtain uniform gauge lengths of 50 mm. Schematic illustration of the paper tab for the tensile tests is shown in Fig. 2. Diameters of fibers were measured at 5 different locations within the gauge length by optical microscopy (Olympus BX51, Hamburg, Germany). Average of 5 diameters were used for calculating tensile properties. Fibers were conditioned at 21 °C and 65% RH for 24 h before tensile testing. At least 10 specimens were tested to obtain average properties. To carry out the test, two ends of the paper tab were mounted in the Instron grips and the paper tab was cut at all dotted lines as shown in Fig. 2 so as to have full load on the fiber. All tests were carried out at a strain rate of 0.1 min−1. The average fracture stress and fracture strain were obtained from raw data. Young’s modulus values were calculated using OriginLab software on the stress vs strain plots at strain from 0 to 0.3%.

Schematic of the paper tab for LCC and M-LCC fiber tensile tests
Tensile properties of MFC/AVS resins
MFC/AVS resin sheets were cut to 10 mm \( \times \) 50 mm dimensions to obtain tensile specimens. Prior to testing the resin specimens were conditioned for three days at 21 °C and 65% RH. Their tensile properties were characterized using the same Instron and according to the procedure specified in ASTM D882-02. The resin thickness was measured at five locations along the gauge length, and the average thickness values were used to calculate the tensile properties. All specimens were tested using gauge length of 30 mm with strain rate of 0.6 min−1. Ten specimens were tested for each condition. The average fracture stress and fracture strain values were obtained from raw data. Young’s modulus values were calculated using OriginLab software at strain from 0 to 0.5%.
Tensile analysis of LCC and M-LCC fiber-reinforced composites
The tensile testing of LCC or M-LCC fiber-reinforced MFC/AVS composites was carried out as per ASTM D3039-17 using the same Instron. Composite specimens were laser cut to dimensions of 3 mm \( \times\) 100 mm and conditioned at 21 °C and 65% RH for three days prior to testing. Gauge length and strain rate were set to 50 mm and 0.1 min−1, respectively [26]. The average thickness of composite specimens was measured to be 0.65 mm. Fracture stress and strain values were calculated from the raw data obtained from Instron and Young’s modulus values were calculated using OriginLab software at strain from 0 to 0.3%. At least 5 specimens were tested to get average values. Additionally, specimens fabricated at three different times were tested to confirm the reproducibility of the results.
Scanning electron microscopy (SEM)
Control LCC fibers, M-LCC fibers and the fracture surfaces of LCC or M-LCC fiber-reinforced MFC/AVS composites were characterized using a LEO 1550 field emission SEM (Germany). Specimens with the fracture surfaces were glued to SEM aluminum mounts with conductive carbon tape (SPI supplies, West Chester, PA). The mounts with the specimens were sputter coated with carbon. The type of failure, the fiber dispersion in resin were characterized using SEM.
Results and discussion
Properties of LCC and M-LCC fibers
Typical SEM images of control LCC and M-LCC fibers are shown in Fig. 3. It is clear from the SEM images that both LCC and M-LCC fibers have smooth surface topographies. Average of 20 measurements taken at different locations along the fiber lengths showed a small reduction from 12.28 (0.29) µm for control LCC fibers to 11.55 (0.20) µm for M-LCC fibers\(.\) Increased molecular orientation and crystallinity, reduced microfibrillar angle or possible increased length due to tension during chemical and heat treatments could be the reasons for the small reduction in LCC fiber diameter [17].

Typical SEM images of a control LCC fibers; b M-LCC fibers after treatment
Control LCC fibers were produced from the liquid crystalline solution using an air gap-wet spinning method [23]. Previous research clearly showed that tensile properties of the LCC fibers can be significantly improved with chemical, mechanical and heat treatments that result in increased molecular orientation and crystallinity of the fibers [25, 26]. Both KOH and NaHSO3 solutions have been used successfully for the chemical treatment of LCC fibers [25, 26].
The alkali treatment developed by Kim and Netravali was used in this study in order to increase the strength and Young’s modulus of control LCC fibers [25]. However, the process was modified by attaching a weight of 0.7 kg to each LCC yarn and the treatment time was increased to 1.5 h while leaving the other factors unchanged. Based on 1000 filaments in each LCC yarn, the stress on each filament was calculated to be 65 MPa, which was close to 4% of the ultimate fracture stress. The tensile stress vs strain plots of control LCC fibers, alkali-treated LCC fibers without heat treatment and alkali and heat-treated fibers (M-LCC) are shown in Fig. 4, and the tensile data are presented in Table 2.

Typical tensile stress vs strain plots of control LCC, alkali-treated LCC, alkali and heat-treated LCC (M-LCC) fibers
As can be seen from stress vs strain plots in Fig. 4 and tensile data presented in Table 2, combination of alkali, heat and mechanical (tension) treatments resulted in most enhancement in both fracture stress and Young’s modulus of LCC fibers. Fracture stress (strength), fracture strain and Young’s modulus for control LCC fibers were 1496 MPa, 6.4% and 49.4 GPa, respectively. These values are close to those obtained for control LCC fibers in previous studies [23, 25]. As mentioned by Kim and Netravali, alkali treatment carried out under tension stretches microfibrils in LCC fibers and orients cellulose molecules in the direction of the fiber axis [25]. The rearrangement and extension at both micro- and nano-levels lead to significant increases in molecular orientation and crystallinity of LCC fibers which results in improvement of both fracture stress and Young’s modulus [25, 26]. For alkali-treated LCC fibers without post-thermal treatment, fracture stress reached 1854 MPa while Young’s modulus decreased slightly to 43.2 GPa. The small reduction in Young’s modulus is perhaps due to some fiber shrinkage or relaxation during drying without any load. Even then, the rearranged morphology after the alkali treatment resulted in 24% improvement of fracture stress to 1854 MPa from 1496 MPa obtained for control LCC fibers. It has been observed that during alkali treatment, the molecular structure changes irreversibly and permanently which results in significant improvement in LCC fiber properties [25]. To avoid possible fiber shrinkage and improve Young’s modulus, heat treatment under a load the same as that used in the alkali treatment was attempted [26]. After both alkali and post-thermal treatments under the load, less shrinkage can be expected. In the present study, these conditions led to higher fracture stress of over 1900 MPa as well as higher Young’s modulus of 63.9 GPa compared to 1854 MPa and 43.2 GPa, respectively, for fibers dried without heat treatment. At the same time, the fracture strain for M-LCC fibers decreased to 5.6% from 6.0% because of the tension applied during heat treatment when drying.
Characterization of MFC/AVS resins
Effect of plasticizers on MFC/AVS resin properties was studied prior to fabricating composites with LCC and M-LCC fibers. From the results mentioned in “Properties of LCC and M-LCC fibers” Section , the average fracture strains of control LCC and M-LCC fibers were 6.4% and 5.6%, respectively. In general, to ensure that composites reach their maximum fracture stress values, it is important for the resin fracture strain to be greater than that of the fibers. As mentioned earlier, MFC was added to AVS resin to enhance the fracture stress and fracture strain of the resin. Since both starch and cellulose are made up of glucose monomer and contain plenty of hydroxyl (–OH) groups, formation of hydrogen bonds between the two constituents is easy [35]. In addition, AVS starch was crosslinked using BTCA to further enhance its mechanical properties as well as to improve its water resistance [30, 36]. Previous study had demonstrated that 30:70 MFC/starch with 20% BTCA resulted in excellent resin properties without MFC aggregation [31]. As a result, in this study, 30:70 MFC/AVS resin was prepared and used to fabricate composites with LCC and M-LCC fibers, separately. Effects of adding plasticizers, 15% sorbitol, 15% glycerol (by wt. of MFC + AVS on dry basis) or no plasticizer addition, on resin properties were characterized.

Typical tensile stress vs strain plots of LCC-N-MFC/AVS, LCC-S-MFC/AVS, LCC-G-MFC/AVS and M-LCC-S-MFC/AVS composites
The tensile test results of MFC/AVS resins with sorbitol (S-MFC/AVS) and glycerol (G-MFC/AVS) and no plasticizer (N-MFC/AVS) are presented in Table 3 [37]. The control MFC/AVS resin without any plasticizer (N-MFC/AVS) showed brittle characteristics with the fracture strain of just 3.1%. This is even lower than the fracture strains of LCC (6.4%) or M-LCC (5.6%) fibers. After adding 15% sorbitol or glycerol, fracture strains of around 7.7% and 18.7%, respectively, were obtained. This means that S-MFC/AVS (with sorbitol) and G-MFC/AVS (with glycerol) with higher fracture strains would be more suitable for fabricating LCC fiber-reinforced composites. Glycerol is comparatively a small molecule than sorbitol. As a result, it is easier to diffuse and disperse in the starch-based resin as well as to form a plasticizer layer at the LCC fiber/starch interface [19].
Characterization of LCC and M-LCC fiber-reinforced composites
To understand the effect of plasticizers on the properties of LCC fiber-reinforced composites, unidirectional LCC-MFC/AVS composites containing 15% sorbitol (LCC-S-MFC/AVS), 15% glycerol (LCC-G-MFC/AVS) or no plasticizer (LCC-N-MFC/AVS) were fabricated. M-LCC-MFC/AVS composites with 15% sorbitol (M-LCC-S-MFC/AVS) were also prepared. LCC fiber volume fraction for all composites was maintained around 40%. Composite specimens with dimensions of 3 mm \( \times\) 100 mm were tested for their tensile properties, in the longitudinal direction according to ASTM D3039-17. Typical tensile stress versus strain plots of all four composites are shown in Fig. 5, and tensile data are presented in Table 4.
It is clear from Fig. 5, adding 15% plasticizer (sorbitol or glycerol) significantly improved the fracture stress of these composites in comparison to composites that contained no plasticizer. LCC-N-MFC/AVS composites with no plasticizer showed very low fracture strain of only 3.0% (at max stress) and resulted in low fracture stress of just over 190 MPa. During tensile tests, brittle N-MFC/AVS resin (without plasticizer) was always seen to fracture before rupturing the LCC fibers in these composites. This suggests that N-MFC/AVS resin was unable to provide necessary strain for LCC fibers to reach their maximum fracture stress values. Once the resin failed, there was no mechanism to transfer the stress from broken fibers to intact fibers, which happens in all composites, and other fibers started to fail [38]. After adding plasticizers, the fracture strain of LCC-S-MFC/AVS and LCC-G-MFC/AVS composites greatly improved to 4.3% and 5.2%, respectively. Data in Table 3 for the resins, discussed earlier, showed that the fracture strains of S-MFC/AVS and G-MFC/AVS resins were much higher than the fracture strain of LCC fibers. This allows LCC fibers to reach their maximum possible stress and strain values. However, both LCC-S-MFC/AVS and LCC-G-MFC/AVS composites still had slightly lower fracture strain than the LCC fibers. This was possibly because of the defects created during hand layup and fabrication of composites or fiber/resin debonding before the fracture of individual LCC fibers [39]. Nevertheless, greatly enhanced fracture stress values of 289.8 MPa and 250.8 MPa were obtained for LCC-S-MFC/AVS and LCC-G-MFC/AVS composites, respectively. These values are significantly higher than 190.1 MPa obtained for the LCC-N-MFC/AVS composites, though slightly lower Young’s moduli of 15.3 GPa and 12.6 GPa were obtained for LCC-S-MFC/AVS and LCC-G-MFC/AVS composites, respectively, compared with 16.7 GPa of LCC-N-MFC/AVS. The lower fracture stress, Young’s modulus and higher fracture strain values of LCC-G-MFC/AVS compared to those of LCC-S-MFC/AVS can be explained by the size and plasticizing ability of sorbitol and glycerol as discussed earlier for the plasticization effect of MFC/AVS resins. The smaller molecular size of glycerol brings higher free volume than sorbitol. In addition, it can easily disperse into the resin as well as at LCC fiber/resin interfaces [19]. The plasticizer at the fiber/resin interface acts as a lubricant and reduces the interfacial shear strength and, in turn, weakens the composite. The weakened interface leads mainly to lower the fracture stress but also lowers Young’s modulus and raises the higher fracture strain [34]. Schematic illustrations presented in Fig. 6 show how plasticizers can affect the interface between MFC/AVS resins and LCC fibers.

Schematic illustrations of the interfacial adhesion between LCC fibers and MFC/AVS resins with a no plasticizer, b 15% sorbitol and c 15% glycerol
Based on the aforementioned results, S-MFC/AVS was selected as the resin to fabricate composites using control LCC and M-LCC fibers and their tensile properties were compared. From data in Table 4, it is clear that a significantly higher Young’s modulus of 19.5 GPa was obtained for M-LCC-S-MFC/AVS composites compared to 15.3 GPa obtained for LCC-S-MFC/AVS composites. This is over 27% enhancement in stiffness. The fracture stress of M-LCC-S-MFC/AVS composites (380.1 MPa) was also found to be 31% higher than LCC-S-MFC/AVS composites (289.8 MPa) having untreated LCC fibers. The enhanced results were expected because of the higher tensile properties of M-LCC fibers by almost the same amount compared to LCC fibers as discussed earlier. It should be noted that at 65% fiber content, the strength of M-LCC-S-MFC/AVS composites would be over 633 MPa. Moreover, from data presented in Table 2 the fracture strains of M-LCC and untreated LCC fibers are 5.6% and 6.4%, respectively, while from data in Table 4 the fracture strain values (at max load) for M-LCC-S-MFC/AVS and LCC-S-MFC/AVS composites are 4.1% and 4.3%, respectively. Smaller difference in fracture strain values (Δ) of single M-LCC fibers and their composites (Δ = 5.6%−4.1% = 1.5%) compared with that of LCC fibers (Δ = 6.4%−4.3% = 2.1%) suggests that there may be better bonding between S-MFC/AVS resin and M-LCC fibers than with LCC fibers. The enhanced interfacial adhesion between M-LCC fibers and MFC/AVS resin can be expected to result in better stress transfer from broken to intact fibers thus better mechanical properties [40].
Theoretical estimation of LCC and M-LCC fiber-reinforced composite properties
The rule of mixture was used to estimate theoretical values for Young’s modulus and the fracture stress of LCC-MFC/AVS composites. The theoretical fracture stress and Young’s modulus values were calculated using Eqs. 1 and 2 [20]:
where E represents Young’s modulus, σ represents fracture stress and V represents volume fraction and subscripts c, f and m stand for composite, fiber and resin (matrix), respectively [20]. Table 4 presents theoretical values for fracture stresses and Young’s moduli of LCC-S-MFC/AVS and M-LCC-S-MFC/AVS composites at same experimental fiber volumes.
Theoretical fracture stress and Young’s modulus values were calculated based on the same experimental fiber volume fractions given in Table 4. Theoretical Young’s modulus for LCC-S-MFC/AVS and M-LCC-S-MFC/AVS composites were 19.6 GPa and 26.0 GPa, respectively. This is compared to the experimental Young’s modulus values of 15.3 GPa and 19.5 GPa, respectively, for the same composites. The experimental Young’s moduli values of LCC-S-MFC/AVS and M-LCC-S-MFC/AVS are 22% and 25% lower than the calculated ones. There are several reasons for obtaining lower experimental Young’s modulus values than the theoretically predicted ones. The composites were fabricated using hand layup and it was difficult to maintain perfect orientation of the fibers as in an industrial situation where machine layup with uniform tension is used. Also, resin penetration in between each filament may not be ideal. Since the resin is water based, hot pressing (curing) of the resin could involve a small amount of water evaporation resulting in voids or bubbles. The experimental fracture stress values of 289.8 MPa and 380.1 MPa for LCC-S-MFC/AVS and M-LCC-S-MFC/AVS composites, respectively, however, were much lower than the calculated fracture stress values of 577.3 MPa and 760.7 MPa, for the corresponding composites. Note that these values are for 37.4 and 39% fiber volume fractions, respectively. If calculated at 65% fiber volume fraction, normal for most composites, these theoretical values would be higher than 1 GPa. In any case, the experimental values of ultimate stress are only around half of the prediction. This is a clear indication that defects are present in the composites. As stated before, the main reasons for the lower experimental values include misalignment of LCC fibers due to hand-processing and nonuniform resin penetration between LCC fibers. The nature of different types of defects and their individual contributions, however, are difficult to estimate. Additionally, since the composites failed at a lower strain levels (4 ~ 5.5%) than those of single LCC fibers (5.5% ~ 6.5%), both LCC-S-MFC/AVS and LCC-G-MFC/AVS composites did not allow the LCC fibers to reach their full tensile potential. Several methods may be tried to avoid these errors, such as winding LCC yarns onto metal frames and immersing them in resin [9] or using novel impregnation methods to retain higher fiber alignment, less defects and controlled thickness [39, 41]. Besides, the type and amount of plasticizer can be controlled to further increase fracture strain while avoiding too much loss of interfacial adhesion. Using these methods could increase the final fracture strength to bring it closer to the theoretical value provided by rule of mixture.
Fracture surface topographies of LCC and M-LCC fiber-reinforced composites
Typical SEM images of fracture surfaces of LCC-N-MFC/AVS, LCC-S-MFC/AVS, LCC-G-MFC/AVS and M-LCC-S-MFC/AVS green composites are presented in Fig. 7. As can be seen in Fig. 7, LCC fibers generally aligned well in the tensile direction. However, these fibers are still in clusters and there is lack of resin present between individual fibers. This indicates that resin might not have fully penetrated between the LCC fibers, which can explain the lower experimental tensile properties. It is obvious that LCC fibers in N-MFC/AVS (no plasticizer) resin were most easily pulled out and showed the longest protruding (pull-out) lengths. The early fracture of this resin with just 3% fracture strain, much lower than that of fibers, lowered the LCC fiber/resin interfacial shear strength as the resin cracked at different locations, leading to early failure of the composites and easy fiber pullout [38]. However, after adding 15% sorbitol or glycerol, the fracture strains of the resins increased significantly. This clearly led to less fiber debonding before the fibers started to break [38]. Although some of the plasticizer can stay at the fiber/resin interface and reduce the interfacial shear strength, SEM pictures in Fig. 7b, c still show much shorter LCC fiber pull-out lengths than the composites without the plasticizer. The fracture surface of the M-LCC-S-MFC/AVS composite, shown in Fig. 7d, exhibited the shortest pull-out lengths indicating the highest fiber/resin adhesion compared to other three composites. This further supports the hypothesis of higher bonding between M-LCC fibers and the resin compared to untreated LCC fibers. While adding plasticizer may not be the best way to improve the fracture strains of resins because it can leach out over time, other toughening mechanisms such as adding flexible additives such as rubber may work better to improve the composite properties [42, 43].

SEM images of fracture surfaces of composites: a LCC-N-MFC/AVS, b LCC-S-MFC/AVS, c LCC-G-MFC/AVS and d M-LCC-S-MFC/AVS
Conclusions
Liquid crystalline cellulose (LCC) fibers were modified (M-LCC) using a combination of alkali, mechanical and heat treatments. The combination of the three treatments resulted in significantly higher fracture stress of 1.9 GPa and 64 GPa for M-LCC fibers. ‘Green’ composites were fabricated using simple hand lay-up process with LCC or M-LCC fibers and MFC/AVS resin made from agro-waste avocado seed starch (AVS) and microfibrillated cellulose (MFC). The MFC/AVS resin was further modified using sorbitol or glycerol as plasticizers to improve the fracture strain. Results demonstrated that the type of plasticizer can greatly influence the tensile properties of composites by altering the fiber/resin interfacial bonding. The composites of M-LCC fibers with sorbitol-MFC/AVS resin resulted in fracture stress of over 380 MPa and a Young’s modulus of 19.5 GPa with less than 40% fiber volume fraction. With fiber lay-up machines and 65% fiber volume the tensile properties of these green composites could be significantly higher. Green composites based on LCC or M-LCC fibers with high mechanical properties show great potential as substitute for petroleum-based conventional composites in many applications. Importantly, they are fully biodegradable and at the end of their life can be composted rather than ending up in landfills as current composites do.
References
Che D, Saxena I, Han P, Guo P, Ehmann KF (2014) Machining of carbon fiber reinforced plastics/polymers: a literature review. J Manuf Sci Eng Trans ASME 136:1–22
Nyambo C, Mohanty AK, Misra M (2010) Polylactide-based renewable green composites from agricultural residues and their hybrids. Biomacromol 11:1654–1660
Netravali AN, Chabba S (2003) Composites get greener. Mater Today 6:22–29
Joshi SV, Drzal LT, Mohanty AK, Arora S (2004) Are natural fiber composites environmentally superior to glass fiber reinforced composites? Compos Part A Appl Sci Manuf 35:371–376
Mohanty AK, Vivekanandhan S, Pin JM, Misra M (2018) Composites from renewable and sustainable resources: challenges and innovations. Science 362:536–542
Tanpichai S, Quero F, Nogi M, Yano H, Young RJ, Lindström T, Sampson WW, Eichhorn SJ (2012) Effective young’s modulus of bacterial and microfibrillated cellulose fibrils in fibrous networks. Biomacromol 13:1340–1349
Mittal N, Ansari F, Gowda Krishne V, Brouzet C, Chen P, Larsson PT, Roth SV, Lundell F, Wågberg L, Kotov NA, Söderberg LD (2018) Multiscale control of nanocellulose assembly: transferring remarkable nanoscale fibril mechanics to macroscale fibers. ACS Nano 12:6378–6388
Gironès J, López JP, Mutjé P, Carvalho AJF, Curvelo AAS, Vilaseca F (2012) Natural fiber-reinforced thermoplastic starch composites obtained by melt processing. Compos Sci Technol 72:858–863
Kim JT, Netravali AN (2011) Development of aligned-hemp yarn-reinforced green composites with soy protein resin: effect of pH on mechanical and interfacial properties. Compos Sci Technol 71:541–547
Torres FG, Arroyo OH, Gomez C (2007) Processing and mechanical properties of natural fiber reinforced thermoplastic starch biocomposites. J Thermoplast Compos Mater 20:207–223
Kim JT, Netravali AN (2010) Mercerization of sisal fibers: effect of tension on mechanical properties of sisal fiber and fiber-reinforced composites. Compos Part A 41:1245–1252
Yan L, Chouw N, Jayaraman K (2014) Flax fibre and its composites—a review. Compos Part B 56:296–317
Lodha P, Netravali AN (2002) Characterization of interfacial and mechanical properties of “green” composites with soy protein isolate and ramie fiber. J Mater Sci 37:3657–3665. https://doi.org/10.1023/A:1016557124372
Brahmakumar M, Pavithran C, Pillai RM (2005) Coconut fibre reinforced polyethylene composites: effect of natural waxy surface layer of the fibre on fibre/matrix interfacial bonding and strength of composites. Compos Sci Technol 65:563–569
Luo S, Netravali AN (1999) Mechanical and thermal properties of environment-friendly “green” composites made from pineapple leaf fibers and poly(hydroxybutyrate-co-valerate) resin. Polym Compos 20:367–378
Salim MS, Ariawan D, Ahmad Rasyid MF, Ahmad Thirmizir MZ, Mat Taib R, Mohd Ishak ZA (2019) Effect of fibre surface treatment on interfacial and mechanical properties of non-woven kenaf fibre reinforced acrylic based polyester composites. Polym Compos 40:E214–E226
John MJ, Anandjiwala RD (2008) Recent developments in chemical modification and characterization of natural fiber-reinforced composites. Polym Compos 29:187–207
Sanyang ML, Sapuan SM, Jawaid M, Ishak MR, Sahari J (2016) Recent developments in sugar palm (Arenga pinnata) based biocomposites and their potential industrial applications: a review. Renew Sustain Energy Rev 54:533–549
Lodha P, Netravali AN (2005) Characterization of phytagel® modified soy protein isolate resin and unidirectional flax yarn reinforced “Green” composites. Polym Compos 26:647–659
Patil NV, Rahman MM, Netravali AN (2019) “Green” composites using bioresins from agro-wastes and modified sisal fibers. Polym Compos 40:99–108
Fink HP, Weigel P, Purz HJ, Ganster J (2001) Structure formation of regenerated cellulose materials from NMMO-solutions. Prog Polym Sci 26:1473–1524
Graupner N, Herrmann AS, Müssig J (2009) Natural and man-made cellulose fibre-reinforced poly(lactic acid) (PLA) composites: an overview about mechanical characteristics and application areas. Compos Part A Appl Sci Manuf 40:810–821
Boerstoel H, Maatman H, Picken S, Westerink JB, Koenders BM (2001) Liquid crystalline solutions of cellulose acetate in phosphoric acid. Polymer (Guildf) 42:7363–7369
Netravali AN, Huang X, Mizuta K (2007) Advanced ‘green’ composites. Adv Compos Mater 16:269–282
Kim JT, Netravali AN (2013) Fabrication of advanced “green” composites using potassium hydroxide (KOH) treated liquid crystalline (LC) cellulose fibers. J Mater Sci 48:3950–3957. https://doi.org/10.1007/s10853-013-7199-7
Rahman MM, Netravali AN (2018) Advanced green composites using liquid crystalline cellulose fibers and waxy maize starch based resin. Compos Sci Technol 162:110–116
Chel-guerrero L, Barbosa-martín E, Martínez-antonio A, González-mondragón E, Betancur-ancona D (2016) Some physicochemical and rheological properties of starch isolated from avocado seeds. Int J Biol Macromol 86:302–308
Ginting MHS, Hasibuan R, Lubis M, Alanjani F, Winoto FA, Siregar RC (2018) Utilization of Avocado Seeds as Bioplastic Films Filler Chitosan and Ethylene Glycol Plasticizer. Asian J Chem 30:1569–1573
Kahn V (1987) Characterization of starch isolated from Avocado. J Food Sci 52:1646–1648
Dastidar TG, Netravali A (2013) Cross-linked waxy maize starch-based “green” composites. ACS Sustain Chem Eng 1:1537–1544
Patil NV, Netravali AN (2016) Microfibrillated cellulose-reinforced nonedible starch-based thermoset biocomposites. J Appl Polym Sci 133:43803
González P, Medina C, Famá L, Goyanes S (2016) Biodegradable and non-retrogradable eco-films based on starch–glycerol with citric acid as crosslinking agent. Carbohydr Polym 138:66–74
Tanetrungroj Y, Prachayawarakorn J (2018) Effect of dual modification on properties of biodegradable crosslinked-oxidized starch and oxidized-crosslinked starch films. Int J Biol Macromol 120:1240–1246
Boesel LF (2015) Effect of plasticizers on the barrier and mechanical properties of biomimetic composites of chitosan and clay. Carbohydr Polym 115:356–363
Kaewtatip K, Thongmee J (2014) Preparation of thermoplastic starch/treated bagasse fiber compositesw. Starch/Stärke 66:724–728
Patil NV, Netravali AN (2016) Nonedible starch based “Green” thermoset resin obtained via esterification using a green catalyst. ACS Sustain Chem Eng 4:1756–1764
Edhirej A, Sapuan SM, Jawaid M, Zahari NI (2017) Effect of various plasticizers and concentration on the physical, thermal, mechanical, and structural properties of cassava-starch-based films. Starch/Stärke 69:1500366
Netravali AN, Henstenburg RB, Phoenix SL, Schwartz P (1989) Interfacial shear strength studies using the single-filament-composite test. I: Experiments on graphite fibers in epoxy. Polym Compos 10:226–241
Gomes A, Matsuo T, Goda K, Ohgi J (2007) Development and effect of alkali treatment on tensile properties of curaua fiber green composites. Compos Part A Appl Sci Manuf 38:1811–1820
Ramli WMAW, Majid MSA, Sultan MTH, Amin NAM, Gibson AG (2019) The effect of nanomodified epoxy on the tensile and flexural properties of Napier fiber reinforced composites. Polym Compos 41:824–837
Mcgregor OPL, Duhovic M, Somashekar AA, Bhattacharyya D (2017) Pre-impregnated natural fibre-thermoplastic composite tape manufacture using a novel process. Compos Part A 101:59–71
Kim JR, Netravali AN (2017) One-step toughening of soy protein based green resin using electrospun epoxidized natural rubber fibers. ACS Sustain Chem Eng 5:4957–4968
Souzandeh H, Netravali AN (2020) Toughening of thermoset green zein resin: a comparison between natural rubber-based additives and plasticizers. J Appl Polym Sci 137:1–10
Funding
This work made use of the Cornell Center for Materials Research shared facilities which are supported through the NSF MRSEC program (DMR-1719875).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Handling Editor: Stephen Eichhorn.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Fu, D., Netravali, A.N. ‘Green’ composites based on liquid crystalline cellulose fibers and avocado seed starch. J Mater Sci 56, 6204–6216 (2021). https://doi.org/10.1007/s10853-020-05676-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-020-05676-2