
Abstract
Microstructure and texture evolution of a low-Ni Cr–Mn–N austenitic stainless steel were analysed during three-point bending process. The electron back-scattering diffraction (EBSD) was used to characterise the microstructural evolution with respect to two regions encompassing (I) near the inner corner and (II) near the outer corner. The fraction of deformation-induced martensite of either types (ε- and α′-martensite) was analysed in both regions. The region (I) possessed a considerably higher fraction of ε-martensite than that in the region (II). In the region (II), the fraction of austenite 60°/〈111〉 twins was increased. Moreover, in the region (I), the \(\left\{10\bar{1}2\right\}\langle \bar{1}011\rangle\) extension twinning was depicted in ε-martensite. The mean kernel average misorientation of ε-martensite experienced a trivial change with increasing bending angle after reaching to a saturation point. Upon bending, texture measurements of austenite returned the αγ-fibre orientations with the dominant Brass component. However, a decrease in the Cube and S texture components was identified. The ε-martensite texture revealed strong intensities along the \({\left\{hkil\right\}}_{\upvarepsilon }\)-fibre. Besides, the α′-martensite developed \(\left(001\right){\left[0\bar{1}0\right]}_{{\alpha^{\prime}}}\) and \(\left(001\right){\left[001\right]}_{\mathrm{\alpha^{\prime}}}\) orientations with a trace of \(\left(113\right){\left[4\bar{7}1\right]}_{{\alpha^{\prime}}}\) orientation.
Graphical abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The past decade has seen a rapid progress in studies on medium and high manganese (Mn) austenitic stainless steels. Unquestionably, this is due to their outstanding combination of high strength, ductility and corrosion resistance. Most importantly, weight reduction considerations in automotive industries have insisted on further development of this type of steels. In this regard, Mn-rich transformation-induced plasticity (TRIP) and twinning-induced plasticity (TWIP) steels have been manipulated to outfit the requirements. Up to now, the research has tended to focus on initial processing stages than forming and post-processing stages. Therefore, a comprehensive understanding of microstructure evolution during forming and post-processing stage is required.
It is well established that in TRIP steels, upon imposition of external strain, the initial metastable face-centred cubic (fcc) austenite (γ) transforms to hexagonal close-packed (hcp) ε-martensite and/or body-centred cubic (bcc) α′-martensite [1]. The type of martensite formed upon straining is dictated by several factors comprising austenite stacking fault energy (γ-SFE), grain size, chemical composition and degree of deformation. Several studies have revealed that with decreasing γ-SFE, mechanical twinning and martensitic transformation become the dominant deformation accommodation mechanism. Further decrease in the γ-SFE results in the promotion of ε-martensite formation. Accordingly, the γ-SFE is known to manipulate the sequence of deformation-induced martensitic phase transformation.
Effects of deformation on microstructure have been mostly studied under rolling and tensile tests. This is while there has been little interest in behaviour of this type of steel under three-point bending. Whereas production processes in which the steels have been developed for are principally involved with bending-type processes such as U-bending, V-bending and Z-bending.
It is only since the work of Fei and Hodgson [2] that the behaviour of TRIP steels in bending process gained scholarly attention. Air V-bending tests used to evaluate the influence of blank thickness, elastic modulus and die gap on springback. Similarly, Shan et al. [3] carried out quantitative analyses on TRIP steels focusing on the springback effect. However, the first serious discussions and analyses of deformation-induced martensitic transformation upon bending-type processes emerged from Kim and Lee [4] work. They carried out V-bending tests using TRIP steel sheets with different fractions of retained austenite and reported that springback reduced with increasing the fraction of retained austenite. However, the mechanism of martensitic transformation within bending zone received scant attention.
Beeck et al. [5] conducted a comprehensive study to determine fraction of deformation-induced martensitic transformation within the bending zone. In the same vein, Seemann et al. [6] and Ishimaru et al. [7] reported on the fraction of deformation-induced martensite upon bending. Interestingly, the fraction was investigated with respect to two distinct regions better known as compression and tension zones. More recently, Ahmadi et al. [8] conducted bending process under various bending angle on an AISI 304 stainless steel and reported the relationship between the fraction of martensite and spring-forward. However, in their study the formation of ε-martensite was neglected. Ogawa et al. [9] and He et al. [10] studied the influence of alloying elements on the martensitic transformation upon bending. Most of investigations have dealt with phase fraction variation upon bending tests. What is less clear is the nature of the martensitic transformation and texture evolution during bending.
Bending-type processes are associated with a wide range of industrial processes. Few studies have been focused on the phase fraction analysis, while these results do not rule out the deformation mechanism upon bending. To the best of our knowledge, the microstructure and texture evolution of this type of steel at different bending angles has not yet been investigated systematically. In fcc metals and alloys, Copper (Cu), Brass (B), Goss (G) and S orientations were reported frequently as the basis of rolling texture [11,12,13,14]. However, the texture evolution of Mn-based austenitic steels in bending process has been disputed. Accordingly, studying the deformation texture upon bending process is not only a source of scientific interest, but also has vast practical applications and industrial significance in order to enhance the formability of steel products.
In this study, a longitudinal analysis of deformation behaviour of a Mn-based austenitic stainless steel has been conducted under three-point bending process. For this purpose, a very low-Ni Mn-based austenitic stainless steel was bent to a range of bending angles. The bending zone was studied with respect to the (I) near the inner corner and (II) near the outer corner. This revealed the dominant deformation mechanisms and the evolution of texture components at different bending angles. The microstructural characterisation also exposed extension twins in ε-martensite. The present work extensively employs EBSD to characterise the microstructure evolution.
Experimental procedure
The material studied in this work was a very low-Ni Mn-based austenitic stainless steel, and its nominal chemical composition is shown in Table 1. The steel sheets received in the 2H condition, in which the steel was cold-rolled, solution treated, pickled, skin-passed and ultimately, work-hardened by further 10% cold rolling reduction at ambient temperature. This is the typical condition in which this steel is used for subsequent applications. The 10% cold rolling reduction helps to improve yield strength of formed products due to the formation of deformation-induced martensite that will be discussed in “Microstructure evolution upon 10% cold rolling”.
The phase fraction of the sample before 10% cold rolling was measured by X-ray diffraction (XRD) using the GBC MMA XRD equipped with Cu Kα radiation operating at 35 kV accelerating voltage and 28.4 mA beam current in the angle range of \(2\uptheta = 40^\circ -100^\circ\) and the scanning step size of 0.02°.
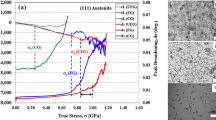
The samples for three-point bending were laser cut from a 2.80 mm thick sheet. The specimens were 20 mm wide and 100 mm long that were in agreement with the AS 2505.1–2004 (R2017) Standards. The three-point bending tests were conducted at ambient temperature and the experimental setup is shown in Fig. 1a. The loading direction was perpendicular to the plane containing rolling and transverse directions, as shown in Fig. 1a. The tests were carried out at the displacement of 10 mm.min−1 using an INSTRON5985. The displacement increment was 5.75 mm starting from 11.50 mm which for the sake of simplicity, their corresponding bending angle after springback was reported, as illustrated in Fig. 1 b. In this study, the 72° and 90° bent samples are evaluated. In agreement with the literature, the springback increased by increasing the bending angle as shown in Fig. 1b. This has been explained by decreasing in the fraction of austenite as a result of deformation-induced martensitic transformation [6,7,8].

a Experimental setup, b displacements, their corresponding bending angle and springback, and c scanned regions for EBSD analysis
The optical microscopy observations were conducted using Nikon Eclipse LV100NDA, and the samples were electro-etched in a solution containing 60 ml HNO3 and 40 ml water at operating voltage of 1.2 V for 4 min. Any deformation induced during sample preparation can mask the true deformation structure. Correspondingly, for EBSD, the samples were prepared by electro-polishing using a 1 cm2 mask on a Struers LectroPol-5 operating at 50 V for 90 s with a solution of 330 ml methanol, 330 ml butoxyethanol and 40 ml perchloric acid.
The back scatter imaging micrographs and EBSD were captured using JEOL JSM-7001F field emission gun (FEG) scanning electron microscope (SEM) fitted with a Nordlys-II(S) camera and the Oxford Instruments Aztec acquisition software suite and operating at 15 kN, ~ 6.5 nA and 15 mm working distance. A fine step size of 0.05 µm was kept constant for the maps used for microstructural characterisation at an area of 80 × 60 µm2. Extreme care was taken to ensure that the EBSD maps were always taken from the same area in the bending zone, as shown in Fig. 1c. A coarser step size of 1.5 µm was employed for texture characterisation at an area of 1100 × 1200 µm2 in order to cover both regions scanned in the smaller maps.
The EBSD maps for microstructural characterisation were post-processed using Oxford Instruments (OI) HKL Channel-5 software suite. For the texture characterisation, ATEX software [15] was also used. The EBSD maps were cleaned by filling in zero solutions via extrapolation up to eight neighbours and removing wild orientation spikes. Subgrain/grain structures were defined by a minimum of 10 pixels according to ISO 13067 recommendation. Subgrain/grain reconstruction was conducted using 2° as the minimum misorientation to fix the limit of angular resolution, retain orientation contrast and reduce orientation noise. Low-angle grain boundaries (LAGBs) were defined as 2° ≤ misorientations (θ) < 15° and high-angle grain boundaries (HAGBs) were set as 15° ≤ θ. The annealing or deformation twin boundaries were defined as ∑3 = 60°/\(\langle 111\rangle\). The \({\left\{10\bar{1}2\right\}\langle \bar{1}011\rangle }_{\varepsilon }\) extension twins in ε-martensite were defined as 86°/\({\langle 1\bar{2}10\rangle }_{\varepsilon }\) with a maximum tolerance of misorientation angle (Δθ) of 5° [16].
It should be mentioned that the local misorientation parameters were assessed before using grain dilation post-processing routine. Internal misorientation was evaluated as a measure of stored energy. For this, grain orientation spread (GOS) and kernel average misorientation (KAM) parameters were utilised. The GOS is defined as the average difference between the average orientation of a grain and all individual orientations within that grain [17] and calculated by the average misorientation between all pixel pairs in a grain [18]. The KAM parameter, however, is calculated by considering the misorientation of one pixel related to a given number of neighbours [19]. In this study, for each EBSD map the surrounding neighbours (in a 3 × 3 matrix) were considered for constructing the KAM maps.
Results and discussion
Initial microstructure before 10% cold rolling
The microstructure of sample before 10% cold rolling is illustrated in Fig. 2. The fully recrystallised microstructure is characterised by equiaxed grains where annealing twin boundaries are not considered as grain boundaries. The grain size with and without considering annealing twin boundaries as grain boundaries is ~ 14 µm and ~ 28 µm, respectively. The considerable fraction of annealing twin boundaries is also evident as shown in Fig. 2b within the rounded rectangles. The microstructure of sheet before 10% cold rolling was assayed using XRD (Fig. 2c) and revealed that the initial microstructure was free of thermal and athermal martensite. Therefore, in this study, any formation of martensite is related to the deformation-induced martensitic transformation.

a Optical microscopy, b backscatter electron image, and c XRD pattern, of the as-received sample
Microstructure evolution upon 10% cold rolling
The microstructure of 10% cold-rolled (CR) sample illustrates nearly equiaxed grains as shown in Fig. 3a. LAGBs can be seen within the striations such that it can be speculated that they are shear bands. The decline in the population of twin boundaries and HAGBs can be attributed to accommodation of dislocations upon deformation strain as the misorientation relationship gradually decays due to the progressively local lattice rotations required to maintain plastic strain [20]. The fraction of boundaries will be assayed statistically later in this study.

10% CR sample a band contrast map. LAGBs = blue, HAGBs = black and twin boundaries = red; and b phase map. Austenite = red, ε-martensite = yellow and α′-martensite = blue. ND = normal direction, TD = transverse direction, and RD = rolling direction
As it can be seen in Fig. 3a, there are apparent bandings in the microstructure even at the low cold reduction of 10%. Shear bands appear in the microstructure only after exceeding a certain stress level. The required stress is dependent on the steel composition and deformation temperature [21]. Generally, parallel shear bands appear with increasing strain. After a certain plastic strain, intersecting shear bands also form in the microstructure. Numerous intersecting bands appear at the beginning of the plastic deformation which can be related to the low γ-SFE of the studying steel. Eskandari and Szpunar [22] reported that in grains with parallel bands, one active slip system leads to grain partitioning, while two active slip systems result in intersecting bands.
Considering austenite grain size, in larger grains, spacing between the bands is smaller. Formation of the bands is found to be inhomogeneous where although intersecting bands are dominant, parallel types are also observed within single grains as shown in Fig. 3a inset (1). This can be related to the activated slip system within grains. The direction of the striations changes from one grain to another where most of them are restricted between every two HAGBs and twin boundaries. With respect to the morphology of bands formed in one specific grain, both fine and coarse pairs are observed as shown in Fig. 3a inset (2).
Figure 3b shows phase map of the sample after 10% cold rolling reduction. It can be noticed that ε-martensite has formed along the bands. This indicates a preferential formation of deformation-induced martensite in regions of high strain concentration which is in agreement with previous studies in the literature [21, 23,24,25]. The deformation-induced martensitic transformations are solid-state diffusionless transformations. In the austenite phase, the divergence of dissociated partial dislocations to an infinite separation distance with increasing deformation leads to the formation of stacking faults and subsequently deformation-induced twinning and/or martensite depending on the type of stacking fault, i.e. intrinsic or extrinsic. Both in the cold-rolled and bent samples, striations without misorientation angle across them are more attributable to stacking faults as at some points along with them, they have been indexed as ε-martensite. Further strain energy, commands the kinetics of martensitic transformation and determines the morphology of the product deformation-induced martensite. The nucleation of fine and coarse deformation-induced ε-martensite laths can be clearly seen. The formation of thick plates of ε-martensite seems to be by the clustering thin plates of ε-martensite as shown in Fig. 3b inset (1). The formed ε-martensite laths with 150 ± 15 nm width produced upon cold rolling reduction as the XRD patterns of the as-received sample revealed a fully austenitic microstructure before the cold rolling reduction. In the scanned area, the fraction of ε-martensite was ~ 13%, while for α′-martensite this fraction was ~ 3% as shown in Fig. 4. This considerable fraction of deformation-induced ε-martensite well correlates with the low γ-SFE.

Evolution of phase fraction
The nucleation of deformation-induced ε-martensite seen in Fig. 3b inset (2) is in agreement with the previous studies [1, 21, 26,27,28] where the deformation-induced ε-martensite coarsen laterally to form the fine lathes. Pierce et al. [29, 30] also reported the formation of deformation-induced ε-martensite lathes within the mentioned mechanism upon tension to 0.002 and 0.015 engineering strain. However, existence of already coarsen deformation-induced ε-martensite (Fig. 3b inset (3)) challenges the earlier scrutiny. A similar nucleation and coarsening mechanism was described by Kikuchi et al. [31]. In this mechanism, narrow ε-martensite laths of 1–2 nm wide nucleate and coalesce with neighbouring ε-martensite plates which result in swelling the thickness of latter. Similar observations were reported by Fujita and Ueda [32].
It is interesting to note that most of the austenite grains demonstrate the transformation route of γ → ε → α′ in which initially the austenite transforms to ε-martensite, then the nucleation of α′-martensite takes place at the ε-martensite laths. One may notice that the α′-martensite nucleates mainly in the coarse laths of ε-martensite, while fine laths of ε-martensite illustrate no or very low fraction of α′-martensite. Despite clustering of thin plates of ε-martensite shown in Fig. 3b inset (1), a considerable fraction of α′-martensite can hardly be found. The thinnest laths of ε-martensite that formed α′-martensite was ~ 0.10 ± 0.05 µm. However, judging thinner laths of ε-martensite containing α′-martensite is delicate as the step size in which the EBSD maps were scanned might cause deception.
The KAM map indicates the local misorientation of a single point compared with neighbouring points. Contingent on the supposition that local misorientation gradients are generated by dislocations, it is a useful map to analysis the strain distribution with respect to the dislocation density. As shown in Fig. 3c, a nearly uniform strain distribution was observed along ε-martensite laths, while an increased strain localisation is noticed along the bands and especially at their intersections. Interestingly, the shear bands formed ε-martensite illustrate a strain localisation relief.
Figure 3d shows the inverse pole figure (IPF) of the deformation-induced ε-martensite. It is seen that mostly a single variant of the ε-martensite is nucleated inside the austenite grain. The pole figures of austenite and deformation-induced ε-martensite are illustrated in Fig. 3e within the selected area marked as (1) in Fig. 3d. The orientations of the deformation-induced ε-martensite correlate with the austenite orientations. It is well established that variants of ε-martensite forming from austenite following the Shoji–Nishiyama (S–N) orientation relationship (\({\{111\}}_{\gamma }||{\left\{0001\right\}}_{\varepsilon }\), \({\langle 011\rangle }_{\gamma }||{\langle 11\bar{2}0\rangle }_{\varepsilon }\)) [33] as shown in Fig. 3e. Moreover, the formation of deformation-induced α′-martensite from ε-martensite is seen to follow the Burgers orientation relationship (\({\{110\}}_{{\alpha^{\prime}}}||{\left\{0001\right\}}_{\varepsilon }\), \({\langle 111\rangle }_{{\alpha^{\prime}}}||{\langle 11\bar{2}0\rangle }_{\varepsilon }\)) as shown in Fig. 3f.
The austenite can transform to deformation-induced α′-martensite by Kurdjumov–Sachs (K–S) orientation relationship (\({\{111\}}_{\gamma }||{\left\{011\right\}}_{{\alpha^{\prime}}}\), \({\langle \bar{1}01\rangle }_{\gamma }||{\langle 1\bar{1}1\rangle }_{{\alpha^{\prime}}}\)) [34] or Nishiyama–Wassermann (N–W) orientation relationship (\({\{111\}}_{\gamma }||{\left\{011\right\}}_{{\alpha^{\prime}}}\), \({\langle 1\bar{1}0\rangle }_{\gamma }||{\langle 001\rangle }_{{\alpha^{\prime}}}\)) [33]. However, in high Mn austenitic steels, the most common orientation relationship observed between austenite and α′-martensite is K–S orientation relationship. Similarly, in this study, the occurrence of K–S orientation relationship is observed between austenite and α′-martensite as shown in Fig. 3g. This agrees with the numerous studies on the orientation relationship between the phases under rolling process [35,36,37,38].
Microstructure evolution of the 72° bent sample
The microstructure of the bent samples were studied considering two regions; (I) near the inner corner, and (II) near the outer corner better known as compression and tension zones, respectively. The position of the scanned regions (I and II) using EBSD are shown in Fig. 1c. The distance to the inner and outer edge was kept constant for bent samples.
Microstructure of the 72° bent sample is shown in Fig. 5 which is characterised by nearly equiaxed austenite grains where plastic deformation is accommodated mainly via phase transformation. Figure 5a and b correspond to regions (I) and (II), respectively. Thicken shear bands with a high density of LAGBs along them are seen in the region (I). The intersecting bands are the other dominant feature where the parallel type cannot be detected at this bending angle. Diminished parallel bands indicate considerable deformation strain in both regions of 72° bent sample.

EBSD maps of the 72° bent sample. a and b band contrast maps at regions (I) and (II), respectively, where LAGBs = blue, HAGBs = black and twin boundaries = red; c and d phase maps at regions (I) and (II), respectively, where austenite = red, ε-martensite = yellow and α′-martensite = blue; e and f KAM maps at regions (I) and (II), respectively, and g and h band contrast and phase maps of selected area marked as (2) in (d)
Representative austenite grain boundary maps are shown in Fig. 5a and b. A decrease in the 60°/\({\langle 111\rangle }_{\upgamma }\) twin fraction is noted in the scanned areas. The statistical analysis will be discussed later in this study. With further deformation, the evolving shear bands consume the twins during the beginning stages of plastic deformation [39]. Figure 5g and h show the selected area marked as 2 in Fig. 5d at a higher magnification. One may notice in Fig. 5g that a higher density of LAGBs located at the intersection of bands shown by black arrows. It can be seen that the formed 60°/\({\langle 111\rangle }_{\upgamma }\) twins are nearly parallel to the bending axis. The shape of twins is different from that of the 10% CR and region (I) of the 72° bent sample shown in Figs. 3a and 5a, respectively. This may be due to the mechanical twinning mechanism in addition to the martensitic phase transformation in the region (II). Therefore, the imposed strain was not accommodated homogeneously and solely by phase transformation.
The deformation-induced ε-martensite forms in both regions where the region (I) illustrated a higher fraction (as shown in Fig. 4). In the both regions, the ε-martensite is seen to contain α′-martensite along their laths. Although the observed bands are intersecting in both regions, parallel laths of ε-martensite can be clearly seen in Fig. 5c inset (1). It seems that the parallel laths of ε-martensite were primarily formed within parallel bands. Further deformation led to the formation of ε-martensite when the secondary bands (intersecting pair of the bands) began to form. It can be noticed from the band contrast images (Fig. 5a and b), the thickened bands transform to ε-martensite laths (Fig. 5c and d), while their fine intersecting pairs contain less or no fraction of ε-martensite. Same is seen in Fig. 5h where the thickened bands parallel to the bending axis form martensite (shown with white arrows), while on the perpendicular fine ones, a low fraction of martensite can hardly be seen.
The microstructure of the 72° bent sample in the region (II) is characterised by blocky α′-martensite. With respect to the austenite grain size, a higher fraction of ε- and α′-martensite are transformed in the coarse austenite grains due to a higher surface area (Fig. 5d inset (1)). As it can be seen in Fig. 5c inset (2), comparatively finer grains contain a low fraction of deformation-induced martensite of either type.
As shown in Fig. 5e, a large strain localisation associates with the accumulation of dislocations along the untransformed bands and grain boundaries in region (I). Comparing regions (I) and (II), more uniform strain distribution due to a lower dislocation density is noticed inside austenite grains in region (I). It seems that, by the formation of deformation-induced martensite of either type, some kinds of relaxation takes place within the martensite [22] as seen in region (I). The KAM map of region (II) shows a higher strain gradient which is associated with deformation of formed ε- and α′-martensite. In the region (II), phase boundaries comprising γ/ε-martensite, γ/α′-martensite and ε/α′-martensite illustrate higher strain gradients. It is evident that increasing in the bending angle results in strain accumulation inside the formed deformation-induced martensite. This is while the 10% CR sample illustrates a free of strain localisation state at ε-martensite laths.
The orientation relationships between adjacent deformation-induced martensite of either types and parent austenite are established using pole figures. Typical examples are shown in Fig. 6a and b for regions (I) and (II), respectively. The \({\left\{111\right\}}_{\upgamma }\) and \({\langle 110\rangle }_{\upgamma }\) pole figures of the parent austenite are found to be very close to the \({\left\{110\right\}}_{{\alpha^{\prime}}}\) and \({\langle 111\rangle }_{{\alpha^{\prime}}}\) pole figures of the deformation-induced α′-martensite. This relationship indicates K–S orientation relationship. Variants of ε-martensite formed from austenite follow the S–N orientation relationship (\({\{111\}}_{\gamma }||{\left\{0001\right\}}_{\varepsilon }\), \({\langle 011\rangle }_{\gamma }||{\langle 11\bar{2}0\rangle }_{\varepsilon }\)). Furthermore, the formation of deformation-induced α′-martensite from ε-martensite is seen to follow the Burgers orientation relationship (\({\{110\}}_{{\alpha^{\prime}}}||{\left\{0001\right\}}_{\varepsilon }\), \({\langle 111\rangle }_{{\alpha^{\prime}}}||{\langle 11\bar{2}0\rangle }_{\varepsilon }\)). Figure 6a and b clearly show all of the orientation peaks for the ε-martensite coincided with the respective directions in the parent austenite. In such instances, variant selection is very pronounced and indicates the formation of one variant of the deformation-induced ε-martensite among four possible variants. This local orientation relationship thus provided an evidence that the austenite transformation to deformation-induced martensite follows the sequence of γ → ε → α′. It is expected that further deformation results in the substantial deviation between the respective directions in the austenite and deformation-induced martensite.

Typical examples showing local orientation relationship between deformation-induced martensite and parent austenite in a region (I) and b region (II)
Microstructure evolution of the 90° bent sample
Microstructure of 90° bent sample is shown in Fig. 7. There is no discernible change in the morphology of austenite grains in the region (I). However, the austenite grains located in the region (II) tend to elongate along transverse direction (TD ⊥ applied load). Figure 7a and b show band contrast maps of the regions (I) and (II), respectively. Similar to the 72° bent sample, the intersecting bands are the dominant feature where the parallel ones cannot be detected. The fraction of LAGBs in austenite increased in the region (II) which is indicating a dense distribution of dislocations due to a higher strain. Similar trend was observed in the 72° bent sample.

EBSD maps of 90° bent sample. a and b band contrast maps at regions (I) and (II), respectively, where LAGBs = blue, HAGBs = black and twin boundaries = red; c and d phase maps at regions (I) and (II), respectively, where austenite = red, ε-martensite = yellow and α′-martensite = blue; e and f KAM maps at regions (I) and (II), respectively
In the region (II), 60°/\({\langle 111\rangle }_{\upgamma }\) twins are observed along the bands as shown in Fig. 7b inset (1). In addition to the martensitic phase transformation, the mechanical twinning seems to be the other deformation mechanism mainly in the region (II). Similar to the 72° bent sample, the imposed strain is not accommodated homogeneously by the deformation-induced martensitic phase transformation. As it was seen in the 72° bent sample, the shape of twin boundaries in the regions (I) and (II) differs where the twins in the region (I) are mostly coarser with parallel straight facets. In the region (II), however, they are finer with a lenticular shape and formed along the bands. Accordingly, it can be presumed that the majority of 60°/\({\langle 111\rangle }_{\upgamma }\) twins observed in the region (I) are inherited from the initial microstructure before 10% CR upon hot deformation, while the 60°/\({\langle 111\rangle }_{\upgamma }\) twins observed in the region (II) are formed upon deformation. It is observed that the new ε-martensite nuclei has formed within twin boundaries (Fig. 7a inset (1)). The small area fraction of the grain where the twin is located inside might be the reason for the delayed ε-martensite formation. In the region (II), the fraction of deformation-induced ε-martensite is suppressed notably (as shown in Fig. 4) as a result of further transformation of ɛ- to α′-martensite.
Moreover within the bent samples of different angles, further transformation of deformation-induced ε-martensite to α′-martensite is evident in the region (I) as the fraction of ε-martensite reduced in comparison with that of the 72° bent sample (as shown in Fig. 4). In the region (II), the fraction of ɛ- and α′-martensite reached ~ 3% and ~ 48%, respectively. The deformation-induced ε-martensite morphology consists of a major long thin lath and a minor coarse plate running within austenite grains, as shown in Fig. 7c inset (1). Widths of the ε-martensite are measured using linear intercept method. Moving from region (I) to region (II), the widths decreased from 0.5 ± 0.22 µm to 0.35 ± 0.1 µm.
A higher fraction of deformation-induced martensite was reported in the region (II) in literature [6,7,8, 10]. According to a numerical study conducted by He et al. [10] on a metastable austenitic stainless steel, it was reported that region (II) experiences different stress states in comparing with region (I) in which the stress applied in region (II) is more of tension state while region (I) experiences compressive stress state. It has been reported that a higher fraction of deformation-induced martensite forms under tension than that under compression of the same plastic strain [40, 41]. Moreover, according to numerical studies conducted by Ahmadi et al. [8] and Sidhoum et al. [42], regions close to the outer radius indicated a higher equivalent plastic strain.
Figure 7e and f show the KAM maps of the 90° bent sample in the regions (I) and (II), respectively. In the region (II), a higher misorientation distributions are observed in austenite grains, possibly due to the formation of geometrically necessary dislocations (GNDs). The subdivision of austenite grains by ε-martensite laths seems to result in strain gradient relaxation inside grains as shown in Fig. 7e inset (1). However, in the region (II), phase boundaries comprising γ/ε-martensite, γ/α′-martensite and ε/α′-martensite present considerable strain gradients.
Misorientation distribution evolution
Figure 8 illustrates the misorientation angle distributions of austenite. In order to improve the statistical comparison, the total length of LAGBs, HAGBs and twin boundaries for given phases is normalised by the corresponding phase fraction and map area which results in removing the length-dependence of boundary data. With increasing the bending angle, the austenite shows an increase in the LAGBs fraction and a decrease in the fraction of HAGBs. Moreover, by moving from the region (I) to (II), the fraction of LAGBs increases and HAGBs decrease. Comparing unbent and bent samples, the decrease in the twin boundary fraction is related to the accumulation of dislocations and nucleation of ε-martensite along twin boundaries (shown in Fig. 7c inset (2)). An increase in the fraction of 60°/\({\langle 111\rangle }_{\upgamma }\) twins is noticed in the region (II) in comparison with region (I) for each bending angle. This may be due to the mechanical twinning deformation mechanism associated with this region.

Misorientation angle distribution of austenite. Afterwards, R (I) and R (II) refer to regions (I) and (II), respectively
Figure 9 shows the misorientation angle distribution of deformation-induced ε-martensite. In a same bending angle, a significantly higher fraction of LAGBs is noticed in the region (II) that might be due to the accumulation of dislocations within the formed ε-martensite. Interestingly, in the region (II), the relative frequency of HAGBs diminished. Gazder et al. [13] showed the existence of stacking faults in ε-martensite using transmission electron microscopy and explained the deformation accommodation mechanism in ε-martensite upon plane strain compression. The appearance of a small peak between 85° and 90° around the \({\langle 11\bar{2}0\rangle }_{\varepsilon }\) axis in the 10% CR and bent samples of 72° and 90° in the region (I) corresponds to the \({\left\{10\bar{1}2\right\}\langle \bar{1}011\rangle }_{\varepsilon }\) extension twinning. Parallel \({\left\{10\bar{1}2\right\}\langle \bar{1}011\rangle }_{\varepsilon }\) extension twins with similar orientations were reported inside a single lath of ε-martensite in an Fe–15Mn–0.005C steel upon uniaxial tensile deformation [16]. This extension twin was also observed at the intersection of different variants of ε-martensite in a Fe–30Mn–6Si shape memory alloy. The fraction of inter-variant boundaries in ε-martensite decreases by increasing bending angle. Moreover, with moving from the region (I) to (II), a similar decreasing trend is noticed. The reduction in the fraction of inter-variant boundary population is related to the transformation of ε-martensite to α′-martensite.

Misorientation angle distribution of ε-martensite. The ε-martensite (shown in yellow) is superimposed on the band contrast map and extension twins are shown in fuchsia
Figure 10 shows the misorientation angle distribution of deformation-induced α′-martensite. The fraction of LAGBs experienced a slight increase with increasing bending angle. The variations of HAGBs are noticeable in which the fraction reduces considerably. Moreover, the fraction of HAGBs lessens further in the region (II) than the region (I). The deformation-induced α′-martensite formation occurs by the repetitive nucleation and coalescence of new nuclei according to [21]. Therefore, the decrease in the HAGBs fraction can be explained by the coalescence of α′-martensite with increasing bending angle. Furthermore, the higher fraction of deformation-induced α′-martensite in the region (II) that might be formed due to a higher strain at this region [10] results in further decrease in the fraction of HAGBs in comparison with the region (I) in the same bending angle.

Misorientation angle distribution of deformation-induced α′-martensite
Strain distribution
The strain distribution is investigated in terms of KAM and GOS parameters. The mean values of KAM are plotted for austenite, ε-martensite, and α′-martensite in Fig. 11a, b and c, respectively. The mean KAM values for austenite and α′-martensite show a higher local misorientation in the region (II). However, for ε-martensite, the mean KAM values increase with increasing bending angle up to reaching to a saturation point, after that, the local misorientation does not experience significant change. This might be due to the ε → α transformation.

Evolution of mean KAM values during bending for a austenite, b ε-martensite, and c α′-martensite
A small growth occurred in the mean KAM values for α′-martensite in the 72° bent sample in the region (I). This indicates that the formation of α′-martensite takes place at a higher rate than accommodation of dislocations. With increasing the bending angle, this accommodation accelerates and becomes significant in the region (II). In Fig. 11a, a level off noticed in the region (II) of the 90° bent sample which could be due to the deformation-induced martensitic transformation and the corresponding reduction in the fraction of shear bands within the parent austenite. Moreover, the heterogeneous distribution of strain in the scanned area might also induce a variation in the mean KAM values while, this was not observed in the mean GOS values.
Figure 12a, b and c show the mean GOS values for austenite, ε-martensite, and α′-martensite, respectively. The mean GOS values for austenite and α′-martensite illustrate a similar trend in which with increasing bending angle, the mean GOS values increase, and the region (II) in the 72° and 90° bent samples associates with a higher value in comparison with that of the region (I). The mean GOS values for ε-martensite, however, indicate a higher value for the region (I). Interestingly, the values remain almost unchanged with increasing the bending angle in each region. This deviation in the KAM and GOS values is rooted in their definition and calculation approach.

Evolution of mean GOS values during bending for a austenite, b ε-martensite, and c α′-martensite
As it was seen in Fig. 8, the fraction of LAGBs was significantly higher in the region (II). Correspondingly, the fraction of subgrains in the region (II) is expected to be higher, while their existence might be neglected in the calculations of mean KAM values. As with the KAM, the grain boundary effect can be removed by only including points misoriented relative to the point at the centre of the kernel using the prescribed value included in the calculations. As a result, this could lead to the underestimation of the local misorientation and consequently not exposed into the mean KAM values. Similarly, the mean GOS value can also be suspected to induce an error in stain distribution measurement. Therefore, the global trend of strain distribution is considered.
Accordingly, it is important to reminisce that the strain is not merely a scalar value but is a second rank tensor [43] which varies with the direction. However, local misorientation measurement approaches essentially assume plastic strain as a scalar value and emphasise simply on the GND density [44]. Therefore, it is important to evoke that characterising plastic or residual strain should be used as an indication of strain and consequently, extrapolating actual strain values should be done with pronounced precaution. Accordingly, the authors emphasise more on the areas of concentrated strain within the microstructure than identifying the actual magnitude of strain in those areas.
Changes in texture
Figure 13 depicts the \({\varphi }_{2}=0^\circ , 45^\circ\) and \(65^\circ\) orientation distribution function (ODF) sections (Bunge notation) of austenite. Orientations belonging to the αγ-fibre have their \(\langle 110\rangle\) axes parallel to the ND. The αγ-fibre spreads from \({\mathrm{G}}_{\upgamma }\) to \({\mathrm{B}}_{\upgamma }\) through \({\mathrm{G}/\mathrm{B}}_{\upgamma }\) and include the \({\mathrm{A}}_{\upgamma }\) and \({\mathrm{Rt}}{\text{-G}}_{\upgamma }\) components. As seen in Fig. 13a, the texture of 10% CR sample comprises the αγ-fibre (concentrated in the \({\mathrm{B}}_{\upgamma } \left(\left\{110\right\}{\langle 112\rangle }_{\upgamma }\right)\) orientation) as well as the \({\mathrm{C}}_{\upgamma } (\{001\}{\langle 100\rangle }_{\upgamma })\), \({\mathrm{Cu}}_{\upgamma } (\left\{112\right\}{\langle 111\rangle }_{\upgamma })\) and \({\mathrm{S}}_{\upgamma }, \{123\}{\langle 634\rangle }_{\upgamma })\) orientations. The texture components have been reported upon cold rolling of TRIP and TWIP steels [14]. The γ-SFE intensely affects the texture evolution in austenitic steels [45]. In austenitic steels with low γ-SFE, \({\mathrm{B}}_{\upgamma }\) component is reported to develop with the assistance of deformation twinning and shear banding [46]. With increasing the bending angle, the \({\mathrm{B}}_{\upgamma }\) component remains the dominant texture component. Moreover, a slight increase in the intensity of \({\mathrm{G}}_{\upgamma } (\{110\}{\langle 001\rangle }_{\upgamma })\) orientation is seen along the αγ-fibre and is associated with a concurrent decrease in the \({\mathrm{C}}_{\upgamma } (\{001\}{\langle 100\rangle }_{\upgamma })\) and \({\mathrm{S}}_{\upgamma }, \{123\}{\langle 634\rangle }_{\upgamma })\) components as shown in Fig. 13b and c.

\({\varphi }_{2}=0^\circ , 45^\circ\) and \(65^\circ\) of ODF sections of austenite for a 10% CR, b 72° bent, and c 90° bent samples
Figure 14 shows the \({\varphi }_{2}=0^\circ\) and 30 \(^\circ\) ODF sections of ε-martensite using the \(\left[0002\right]\) || ND and \(\left[10\bar{1}0\right]\) || RD convention. The deformation-induced ε-martensite returns strong intensities along the \({\left\{hkil\right\}}_{\upvarepsilon }\)-fibre centred around the \(\left\{\bar{1}2\bar{1}5\right\}{\langle 1\bar{2}12\rangle }_{\upvarepsilon }\) and \(\left\{01\bar{1}4\right\}{\langle 1\bar{3}23\rangle }_{\upvarepsilon }\) orientations. The formation of \({\left\{hkil\right\}}_{\upvarepsilon }\)-fibre was reported upon cold rolling reduction [13, 47] and uniaxial tensile test [38] for Mn-based metastable austenitic steels. The \(\left\{\bar{1}2\bar{1}5\right\}{\langle 1\bar{2}12\rangle }_{\upvarepsilon }\) and \(\left\{01\bar{1}4\right\}{\langle 1\bar{3}23\rangle }_{\upvarepsilon }\) orientations are known to form upon phase transformation of the \(\left(213\right){\left[0\bar{2}1\right]}_{\upgamma }\) and \(\left(011\right){\left[3\bar{1}1\right]}_{\upgamma }\) orientations, respectively, via the S–N orientation relationship. With increasing the bending angle, the intensity of the \({\left\{hkil\right\}}_{\upvarepsilon }\)-fibre decreases. That might be due to the low fraction of ε-martensite by increasing the bending angle.

\({\varphi }_{2}=0^\circ\) and 30 \(^\circ\) of ODF sections of ε-martensite for a 10% CR, b 72° bent, and c 90° bent samples
The ODF sections of α′-martensite are shown in Fig. 15. Orientations associated with the αα′-fibre spread from \(\left(001\right){\left[1\bar{1}0\right]}_{{\alpha^{\prime}}}\) through \(\left(112\right){\left[1\bar{1}0\right]}_{{\alpha^{\prime}}}\) to \(\left(111\right){\left[\bar{1}10\right]}_{{\alpha^{\prime}}}\). Orientations belonging to the γα′-fibre have their \({\langle 111\rangle }_{{\alpha^{\prime}}}\) axes parallel to the ND and comprise of two pairs of analogous orientations \(\left(111\right){\left[\bar{1}\bar{1}2\right]}_{{\alpha^{\prime}}}\), \(\left(111\right){\left[1\bar{2}1\right]}_{{\alpha^{\prime}}}\), \(\left(111\right){\left[1\bar{1}0\right]}_{{\alpha^{\prime}}}\), and \(\left(111\right){\left[0\bar{1}1\right]}_{{\alpha^{\prime}}}\). After 10% thickness reduction, the α′-martensite returns αα′-fibre (\(\left(001\right){\left[1\bar{1}0\right]}_{{\alpha^{\prime}}}\), \(\left(010\right){\left[101\right]}_{{\alpha^{\prime}}}\) and \(\left(112\right){\left[1\bar{1}0\right]}_{{\alpha^{\prime}}}\)) orientations and feeble intensities about the γα′-fibre \(\left(111\right){\left[\bar{1}\bar{1}2\right]}_{{\alpha^{\prime}}}\) orientation (Fig. 15a). In Mn-based austenitic steels, similar orientations were reported during formation and deformation of α′-martensite upon cold rolling reduction and uniaxial tensile test [38, 48]. With increasing the bending angle, fading of the \(\left(001\right){\left[1\bar{1}0\right]}_{{\alpha^{\prime}}}\) and \(\left(111\right){\left[\bar{1}\bar{1}2\right]}_{{\alpha^{\prime}}}\) orientations is witnessed (Fig. 15b and c), while strengthening of the \(\left(001\right){\left[0\bar{1}0\right]}_{{\alpha^{\prime}}}\) and \(\left(001\right){\left[001\right]}_{{\alpha^{\prime}}}\) orientations is observed. Upon bending, a trace of \(\left(113\right){\left[4\bar{7}1\right]}_{{\alpha^{\prime}}}\) orientation is also noticed. The formation of the (i) \(\left(001\right){\left[1\bar{1}0\right]}_{{\alpha^{\prime}}}\), (ii)\(\left(112\right){\left[1\bar{1}0\right]}_{{\alpha^{\prime}}}\) and (iii) \(\left(111\right){\left[\bar{1}\bar{1}2\right]}_{{\alpha^{\prime}}}\) orientations can be attributed to the (i) \({\mathrm{C}}_{\upgamma }\) and \({\mathrm{B}}_{\upgamma }\), (ii) \({\mathrm{Cu}}_{\upgamma }\) and \({\mathrm{G}}_{\upgamma }\) and (iii) \({\mathrm{B}}_{\upgamma }\) orientations upon deformation-induced martensitic phase transformation via K–S orientation relationship [49]. Previous studies [13, 50] have shown that the texture of α′-martensite can be explicitly allied to the parent austenite even if the α′-martensite resulted from the ε- to α′-martensite transformation sequence.

\({\varphi }_{2}=0^\circ\) and 45 \(^\circ\) of ODF sections of α′-martensite for a 10% CR, b 72° bent, and c 90° bent samples
Conclusions
The present study investigated the microstructure evolution of a low-Ni Cr–Mn–N austenitic stainless steel during three-point bending process. The microstructural characterisation was assayed with respect to two regions comprising (I) near the inner corner, and (II) near the outer corner. The following conclusions can be drawn:
-
(1)
The 10% CR (unbent) sample illustrates a considerably higher fraction of ε-martensite. The fraction of ε-martensite is higher in the region (I) than the region (II) in the 72° bent sample. In the 90° bent sample, the fraction of α′-martensite is slightly higher than ε-martensite in the region (I). This is while, the fraction of ε-martensite reduces significantly in the region (II) for all of the bending samples.
-
(2)
An increase in the fraction of 60°/〈111〉γ twins is noticed in the region (II). This could be related to the mechanical twinning deformation mechanism associated with this zone. Moreover, the \({\left\{10\bar{1}2\right\}\langle \bar{1}011\rangle }_{\varepsilon }\) extension twinning is observed in the 10% CR and bent samples of 72° and 90° in the region (I).
-
(3)
The mean KAM values for austenite and α′-martensite show a higher local misorientation in the region (II). However, after reaching to a saturation point, the mean KAM values of ε-martensite does not experience a significant change with increasing bending angle. The mean GOS values for ε-martensite, however, show a higher value for the region (I). Interestingly, the values remain almost unchanged with increasing the bending angle from 72° to 90° in each region.
-
(4)
Austenite develops the typical αγ-fibre orientations with the \({\mathrm{B}}_{\upgamma }\) component as the dominant texture component upon bending. However, a decrease in the \({\mathrm{C}}_{\upgamma } (\{001\}{\langle 100\rangle }_{\upgamma })\) and \({\mathrm{S}}_{\upgamma }, \{123\}{\langle 634\rangle }_{\upgamma })\) components is noticed. The ε-martensite returns strong intensities along the \({\left\{hkil\right\}}_{\upvarepsilon }\)-fibre centred around the \(\left\{\bar{1}2\bar{1}5\right\}{\langle 1\bar{2}12\rangle }_{\upvarepsilon }\) and \(\left\{01\bar{1}4\right\}{\langle 1\bar{3}23\rangle }_{\upvarepsilon }\) orientations and the α′-martensite develops \(\left(001\right){\left[0\bar{1}0\right]}_{{\alpha^{\prime}}}\) and \(\left(001\right){\left[001\right]}_{{\alpha^{\prime}}}\) orientations with a trace of \(\left(113\right){\left[4\bar{7}1\right]}_{{\alpha^{\prime}}}\) orientation during the bending process.
Data availability
The data required to reproduce these findings cannot be shared at this time as the data also form part of an ongoing study. However, it can be provided based on requests from individuals.
References
Olson GB, Cohen M (1976) A general mechanism of martensitic nucleation: Part I. General concepts and the FCC→ HCP transformation. Metall Trans A 7(12):1897–1904
Fei D, Hodgson P (2006) Experimental and numerical studies of springback in air v-bending process for cold rolled TRIP steels. Nucl Eng Des 236(18):1847–1851
Shan T, Li S, Zhang W, Xu Z (2008) Prediction of martensitic transformation and deformation behavior in the TRIP steel sheet forming. Mater Des 29(9):1810–1816
Kim S, Lee Y (2011) Effect of retained austenite phase on springback of cold-rolled TRIP steel sheets. Mater Sci Eng A 530:218–224
Van Beeck J, Kouznetsova V, Van Maris M (2011) The mechanical behaviour of metastable austenitic steels in pure bending. Mater Sci Eng A 528(24):7207–7213
Seemann P, Kurz S, Gümpel P (2013) Martensite formation in a new manganese alloyed metastable austenitic steel (AISI 200-series). J Alloy Compd 577:S649–S653
Ishimaru E, Hamasaki H, Yoshida F (2015) Deformation-induced martensitic transformation behavior of type 304 stainless steel sheet in draw-bending process. J Mater Process Technol 223:34–38
Ahmadi M, Sadeghi BM, Arabi H (2017) Experimental and numerical investigation of V-bent anisotropic 304L SS sheet with spring-forward considering deformation-induced martensitic transformation. Mater Des 123:211–222
Ogawa T, Koyama M, Tasan CC, Tsuzaki K, Noguchi H (2017) Effects of martensitic transformability and dynamic strain age hardenability on plasticity in metastable austenitic steels containing carbon. J Mater Sci 52(13):7868–7882. https://doi.org/10.1007/s10853-017-1052-3
He J, Guo X, Lian J, Münstermann S, Bleck W (2019) Delayed cracking behavior of a meta-stable austenitic stainless steel under bending condition. Mater Sci Eng A 768:138470
Bracke L, Verbeken K, Kestens L, Penning J (2009) Microstructure and texture evolution during cold rolling and annealing of a high Mn TWIP steel. Acta Mater 57(5):1512–1524
Lü Y, Molodov DA, Gottstein G (2011) Recrystallization kinetics and microstructure evolution during annealing of a cold-rolled Fe–Mn–C alloy. Acta Mater 59(8):3229–3243
Gazder AA, Saleh AA, Nancarrow MJ, Mitchell DR, Pereloma EV (2015) A transmission Kikuchi diffraction study of a cold‐rolled and annealed Fe–17Mn–2Si–3Al–1Ni–0.06 C wt% steel. Steel Res Int 86(10):1204–1214.
Saleh AA, Pereloma EV, Gazder AA (2011) Texture evolution of cold rolled and annealed Fe–24Mn–3Al–2Si–1Ni–0.06 C TWIP steel. Mater Sci Eng A 528(13–14):4537–4549
Beausir B, Fundenberger J-J. Analysis tools for electron and X-ray diffraction, ATEX—software. www.atex-software.eu.
Chen J, Zhang W-N, Liu Z-Y, Wang G-D (2017) Microstructural evolution and deformation mechanism of a Fe-15Mn alloy investigated by electron back-scattered diffraction and transmission electron microscopy. Mater Sci Eng A 698:198–205
Mandal S, Sivaprasad P, Sarma VS (2010) Dynamic recrystallization in a Ti modified austenitic stainless steel during high strain rate deformation. Mater Manuf Processes 25(1–3):54–59
Alvi MH, Cheong SW, Weiland H, Rollett AD (2004) Recrystallization and texture development in hot rolled 1050 aluminum. In: Materials Science Forum, vol 467: Trans Tech Publ, pp 357–362.
Badji R, Bacroix B, Bouabdallah M (2011) Texture, microstructure and anisotropic properties in annealed 2205 duplex stainless steel welds. Mater Charact 62(9):833–843
Mishra SK, Tiwari SM, Kumar AM, Hector LG (2012) Effect of strain and strain path on texture and twin development in austenitic steel with twinning-induced plasticity. Metal Mater Trans A 43(5):1598–1609
Talonen J, Hänninen H (2007) Formation of shear bands and strain-induced martensite during plastic deformation of metastable austenitic stainless steels. Acta Mater 55(18):6108–6118
Eskandari M, Szpunar J (2020) Microstructure and texture of high manganese steel subjected to dynamic impact loading. Mater Sci Technol, pp 1–13.
Zhao J, Jiang Z (2018) Thermomechanical processing of advanced high strength steels. Prog Mater Sci 94:174–242
Olson G, Cohen M (1975) Kinetics of strain-induced martensitic nucleation. Metall Trans A 6(4):791
Das A, Chakraborti P, Tarafder S, Bhadeshia H (2011) Analysis of deformation induced martensitic transformation in stainless steels. Mater Sci Technol 27(1):366–370
Eskandari M, Zarei-Hanzaki A, Yadegari M, Soltani N, Asghari A (2014) In situ identification of elastic–plastic strain distribution in a microalloyed transformation induced plasticity steel using digital image correlation. Opt Lasers Eng 54:79–87
Misra R, Nayak S, Venkatasurya P, Ramuni V, Somani M, Karjalainen L (2010) Nanograined/ultrafine-grained structure and tensile deformation behavior of shear phase reversion-induced 301 austenitic stainless steel. Metal Mater Trans A 41(8):2162–2174
Talonen J, Hänninen H (2004) Damping properties of austenitic stainless steels containing strain-induced martensite. Metal Mater Trans A 35(8):2401–2406
Pierce DT, Jiménez JA, Bentley J, Raabe D, Oskay C, Wittig J (2014) The influence of manganese content on the stacking fault and austenite/ε-martensite interfacial energies in Fe–Mn–(Al–Si) steels investigated by experiment and theory. Acta Mater 68:238–253
Pierce DT, Jiménez JA, Bentley J, Raabe D, Wittig JE (2015) The influence of stacking fault energy on the microstructural and strain-hardening evolution of Fe–Mn–Al–Si steels during tensile deformation. Acta Mater 100:178–190
Kikuchi T, Kajiwara S, Tomota Y (1995) Microscopic studies on stress-induced martensite transformation and its reversion in an Fe–Mn–Si–Cr–Ni shape memory alloy. Mater Trans JIM 36(6):719–728
Fujita H, Ueda S (1972) Stacking faults and fcc (γ)→ hcp (ϵ) transformation in 188-type stainless steel. Acta Metall 20(5):759–767
Nishiyama Z (2012) Martensitic transformation. Elsevier, Amsterdam.
Kurdjumow G, Sachs G (1930) Über den mechanismus der stahlhärtung. Zeitschrift für Physik 64(5–6):325–343
Lee T-H, Shin E, Oh C-S, Ha H-Y, Kim S-J (2010) Correlation between stacking fault energy and deformation microstructure in high-interstitial-alloyed austenitic steels. Acta Mater 58(8):3173–3186
Nakada N, Tsuchiyama T, Takaki S, Hashizume S (2007) Variant selection of reversed austenite in lath martensite. ISIJ Int 47(10):1527–1532
Pramanik S, Gazder AA, Saleh AA, Pereloma EV (2018) Nucleation, coarsening and deformation accommodation mechanisms of ε-martensite in a high manganese steel. Mater Sci Eng A 731:506–519
Pramanik S, Gazder AA, Saleh AA, Santos DB, Pereloma EV (2018) Effect of uniaxial tension on the microstructure and texture of high Mn steel. Adv Eng Mater 20(11):1800258
Duggan B, Hatherly M, Hutchinson W, Wakefield P (1978) Deformation structures and textures in cold-rolled 70:30 brass. Metal Sci 12(8):343–351
Beese AM, Mohr D (2011) Effect of stress triaxiality and Lode angle on the kinetics of strain-induced austenite-to-martensite transformation. Acta Mater 59(7):2589–2600
Lebedev A, Kosarchuk V (2000) Influence of phase transformations on the mechanical properties of austenitic stainless steels. Int J Plast 16(7–8):749–767
Sidhoum Z, Ferhoum R, Almansba M, Bensaada R, Habak M, Aberkane M (2018) Experimental and numerical study of the mechanical behavior and kinetics of the martensitic transformation in 304L TRIP steel: applied to folding. Int J Adv Manufact Technol 97(5–8):2757–2765
Nye JF (1985) Physical properties of crystals: their representation by tensors and matrices. Oxford University Press, Oxford.
Pantleon W (2008) Resolving the geometrically necessary dislocation content by conventional electron backscattering diffraction. Scripta Mater 58(11):994–997
Chowdhury SG, Das S, De P (2005) Cold rolling behaviour and textural evolution in AISI 316L austenitic stainless steel. Acta Mater 53(14):3951–3959
Kumar BR, Singh A, Das S, Bhattacharya D (2004) Cold rolling texture in AISI 304 stainless steel. Mater Sci Eng A 364(1–2):132–139
Lü Y, Hutchinson B, Molodov DA, Gottstein G (2010) Effect of deformation and annealing on the formation and reversion of ε-martensite in an Fe–Mn–C alloy. Acta Mater 58(8):3079–3090
Kowalska J, Ratuszek W, Witkowska M, Zielińska-Lipiec A, Tokarski T (2015) Microstructure and texture characteristics of the metastable Fe–21Mn–3Si–3Al alloy after cold deformation. J Alloy Compd 643:S39–S45
Pramanik S, Saleh AA, Pereloma EV, Gazder AA (2018) Effect of isochronal annealing on the microstructure, texture and mechanical properties of a cold-rolled high manganese steel. Mater Charact 144:66–76
Kundu S, Bhadeshia H (2007) Crystallographic texture and intervening transformations. Scripta Mater 57(9):869–872
Acknowledgements
The authors acknowledge the financial support from Baosteel-Australia Joint Research and Development Centre (BAJC) under project of BA18007.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Handling Editor: P. Nash.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Kamali, H., Xie, H., Jia, F. et al. Microstructure and texture evolution of cold-rolled low-Ni Cr–Mn–N austenitic stainless steel during bending. J Mater Sci 56, 6465–6486 (2021). https://doi.org/10.1007/s10853-020-05611-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-020-05611-5