
Abstract
With their exceptional strength-to-weight ratio, titanium alloys find applications in numerous key enabling technologies. However, their implementation in harsh environments comes up against their limited resistance to high-temperature oxidation. To face this problem, in this work dense, amorphous alumina, Al2O3 coatings are applied on the surface of Ti6242S alloy by metalorganic chemical vapor deposition, MOCVD, from aluminum triisopropoxide, ATI and from dimethylaluminum isopropoxide, DMAI. Isothermal oxidation tests show that the parabolic rate constants of the mass gain of the coated Ti6242S coupons are reduced up to two orders of magnitude compared with the bare material. 5000 h long oxidation of DMAI Al2O3 coated alloy at 600 °C results in 0.180 mg cm−2 weight gain to be compared with 1.143 mg cm−2 for the bare alloy. In these conditions, an interfacial layer is formed, containing the complex Ti3(Al0.5Sn0.5) (or (Ti,Sn)2N) phase. Cyclic oxidation consisting of eighty, 1 h cycles between 50 and 600 °C show null mass gain of the coated sample. Finally, the hardness profiles determined on cross sections of oxidized coupons reveal a very limited oxygen dissolution for the coated alloy. MOCVD coatings of amorphous Al2O3 have great potential for efficient, durable protection against oxidation of Ti6242S alloys.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With their exceptional strength-to-weight ratio, titanium alloys have been initially used in the aerospace (including advanced materials for jet engine) and defense sectors, and more recently in biomedicine (including orthopedic or dental implants), recreational and other activities, or in the energy sector. However, their implementation in harsh environments comes up against their limited resistance to high-temperature oxidation. Such limited resistance is first due to the rapid formation of a very stable, non-protective oxide layer, mainly composed of TiO2, on the surface of titanium alloys in contact with the air. More importantly, in these conditions a large amount of oxygen is inserted into the alpha hcp phase of Ti-alloys which can dissolve up to 33 at% O [1, 2]. The high concentration of O at the local equilibrium between the oxide and the metal results in a large diffusion flux of oxygen toward the bulk of the alloy. This diffusion generally affects a subsurface region that is much larger than the thickness of the external oxide layer. The properties of this subsurface volume drastically change in comparison with those of the bulk alloy. The cell parameter “c” of the hcp-Ti phase increases, the Young’s modulus and the hardness increase and the ductility decreases [3, 4]. These modifications result in the formation of surface cracks under tensile loading or thermal cycling [5]. To face this problem, several commercial, Ti–rich alloys, such as Ti–6Al–2Sn–4Zr–2Mo–0.1Si (wt%) (Ti–6242S), or Ti–5.8Al–4Sn–3.5Zr–0.5Mo–0.7Nb–0.35Si–0.06C (IMI 834) have been developed specifically for higher temperature use. They are much more resistant to oxidation than pure titanium [6, 7] but a thick, oxygen affected subsurface zone can still form at their upper temperature limit which does not exceed 500–600 °C. For example, a thickness of 40 µm is measured after only 500 h at 593 °C for the Ti6242S alloy [7]. In one step beyond, research is still active on the slight modification of the composition of these alloys with the aim to further improve their oxidation resistance [8].
In addition to the tuning of the alloy composition and microstructure, coating solutions have been investigated to both prevent oxygen ingress in titanium and Ti-alloys and limit the formation of the detrimental external oxide scale [9,10,11,12,13,14]. In this perspective, deposition of alumina, Al2O3 forming coatings have been successfully tested, mainly through the application of metallic Al films or powders, followed by a consolidative thermal treatment [10, 15,16,17]. However, the rough morphology of the source Al films diminishes the efficiency of the protective layer [18, 19]. Moreover, the reactive diffusion, which occurs at the superficial part of the alloy, results in the formation of an accidental zone composed of numerous oxide and/or intermetallic compounds, which is detrimental to the durability of the oxidation protection [10]. A more straightforward approach consists in the deposition of either pure Al2O3 [20,21,22] or Al2O3 containing glass coatings [14]. However, such coatings, often deposited through multistep wet processes, suffer high brittleness, which, combined with high film thickness (often largely exceeding 10 µm) result in spallation after limited service time [14].
We have shown that pure, amorphous Al2O3 thin films processed by metalorganic chemical vapor deposition (MOCVD) show promise for the efficient protection against high-temperature oxidation of titanium alloys [23, 24]. The present work subscribes to this approach by extending and completing recently published preliminary results [25]. It treats the question of the long-term efficiency of a rather thin barrier film. We apply by MOCVD amorphous Al2O3 films on a Ti6242S alloy and we submit the coupons to long-term isothermal oxidation experiments. We then investigate the microstructural and mechanical characteristics and we determine reaction kinetics. Finally, we illustrate the capacity of the amorphous Al2O3 coatings to sustain typical operating conditions of the titanium parts in aero turbines by cyclic oxidation tests at 600 °C.
Materials and methods
Thin film preparation and oxidation tests
Deposition of thin films was performed in a custom-made, horizontal, hot-wall reactor equipped with four gas lines and mass flow controllers (MFC), a large evaporation stainless steel chamber and a quartz tube (25 mm diameter, 300 mm length) heated by a resistive furnace. The setup is presented in details in [26, 27] The stainless steel sample holder is positioned in a uniform temperature zone at the center of the quartz tube. 10 × 10 × 1.6 mm3 Ti6242S alloy (Ti-6Al-2Sn-4Zr-2Mo-0.1Si (wt%)) coupons are used as substrates. They are polished with 600 and 1200 grade SiC papers on both sides, and then, they are rinsed with water, acetone and ethanol and dried under argon flow. Gas lines and the evaporation steel chamber are heated to ca. 80 or 130 °C to prevent DMAI or ATI vapor condensation, respectively.
For deposition from ATI (98%, Acros Organics), the precursor is first melted above 140 °C and then maintained supercooled at 80 °C in a glass bubbler. During deposition, it is heated at 90 and 110 °C. 99.9999% pure N2 (Messer) is used both as a carrier through the ATI bubbler and as a dilution gas. Fixed experimental parameters are: total pressure 5 Torr, N2 flow rate though ATI = 53 standard cubic centimeters per minute (sccm); dilution N2 flow rate = 590 sccm. Deposition experiments are performed at 520 °C during 20 min resulting in 400-nm-thick amorphous Al2O3 films.
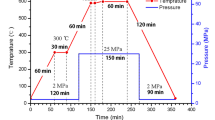
For deposition from DMAI, the precursor is injected to the deposition area with a direct liquid injection (DLI) technology, following a protocol described in details in [28]. The protocol consists in preparing a 0.2 M solution of DMAI (> 99%, Air Liquide) in anhydrous cyclohexane (99.5%, H2O < 10 ppm, Sigma-Aldrich) without any contact with the air. For the 300 °C process, 120 sccm of N2 bubbling through deionized H2O (> 20MV cm) kept at room temperature is added to the reactor via another gas line. For the high-temperature (500, 700 °C) process, 50 sccm of O2 (99.9995%, Air Products) is added to the N2 dilution gas (300–400 sccm). In both cases, the oxidants are in large excess compared to DMAI.
The oxidation kinetics of uncoated and coated Ti6242S at different temperatures were determined in a single short run by using a high precision thermogravimetric apparatus equipped with a symmetrical furnace (SETARAM TAG 24 s). The protocol consists in increasing the temperature per stage while continuously measuring the mass gain of the sample. The results provide a first direct qualitative comparison between the systems. For cyclic oxidation tests, the same TGA apparatus was used. It allows thermal cycling with continuous recording of the mass [29]. The sensitivity of 0.1 µg allows for detection of tiny spallation events.
Materials characterization
Surface morphology and cross section of the samples were observed using two scanning electron microscopes (SEM). A FEI Helios 600i instrument composed of a field emission gun and a focus ion beam (FIB) operated between 5 and 10 kV was used for cross-sectional observations, electron dispersive spectroscopy (EDS) mapping and preparation of a thick slice (25 µm × 2 µm) for Auger mapping. A thin layer of platinum protected the samples. A FEI Quanta 450 (working in high, low, and environmental vacuum modes) operated at 10 kV was also used for cross section and surface morphology.
Crystallized phases were identified by X-ray diffraction (XRD) in low incidence (omega = 2°) with a D8—BRUKER Advance instrument using a Cu Kα (1.5418 Å) X-ray tube operated at 40 kV and 40 mA, a Ni filter and a solid-state Lynxeye detector.
Surface element compositions were mapped by Scanning Auger microscopy (SAM) in a Thermoelectron MICROLAB 350 (Thermo Electron) analyzer. The surface was first submitted to Ar+ sputter (3 keV, 1.5 µA) cleaning. The mapping was recorded in snapshot mode with a primary e-beam of 10 keV and the built-in drift compensation.
For nanoindentation measurements, the cross-sectioned samples were mounted on an ultra-NanoIndenter apparatus from CSM Instrument (presently Anton Paar) fitted with a Berkovich diamond indenter. The loading–unloading sequence comprised gradual increase up to 30 mN in 30 s, stand-by for 15 s, then reversal down to zero in 30 s. Elastic modulus and hardness were extracted from the load versus depth curves with the method proposed by Oliver and Pharr [30]. Indents were positioned on a diagonal line through the cross-sectioned sample from the top surface to the diffusion zone and to the substrate (ca. every 7 µm). Measurements have been repeated 3 times: average values, as well as standard deviation are given in Fig. 9.
Results
Three samples were processed from dimethyl aluminum isopropoxide, DMAI at 300, 500 and 700 °C (DMAI300, DMAI500, and DMAI700, respectively). One sample was processed from aluminum triisopropoxide, ATI at 520 °C (ATI520). Figure 1 shows top view SEM micrographs taken in secondary electrons (SE) mode for ATI520 (Fig. 1a) and DMAI500 (Fig. 1b). Inserts show the corresponding cross sections, revealing that the deposited films have submicrometric thickness. The pristine alumina surfaces present nodules attributed to homogeneous, gas phase side-reactions producing powder particles that would incorporate with the growing film. The observed trenches correspond to the polishing patterns of the Ti6242S alloy coupons prior to deposition of Al2O3. The morphological characteristics of samples DMAI300 and DMAI700 are similar to those of sample DMAI500. From X-ray and electron diffraction, electron probe microanalysis, X-ray photoelectron spectroscopy and Rutherford backscattering spectroscopy, ATI300, DMAI300 and DMAI500 are made of stoichiometric, amorphous Al2O3. When deposited from DMAI at 600 °C and above, like DMAI700, the aluminum oxide also contains carbidic carbon [28, 31, 32].

SEM secondary electrons surface micrographs of the as processed ATI520 (a) and DMAI500 (b) coatings on Ti6242S coupons as schematized in the center of the figure (not in scale). SEM-SE micrographs of two samples after 5000 h of isothermal oxidation at 600 °C: DMAI500 coupon (c) and bare Ti6242S (d)
Figure 1 also presents surface SEM micrographs of two samples after 5000 h of isothermal oxidation at 600 °C. Micrograph 1d corresponds to the surface of bare Ti6242S. Thin, few-micrometers-long needles cover the entire surface. This morphology corresponds to the well-known acicular rutile that forms when bare Ti6242S oxidizes [33]. Micrograph 1c shows the surface of the DMAI500 sample. The amorphous Al2O3 surface has thinner and far less numerous needles than observed on the oxidized Ti6242S. In addition, we note the formation of a few excrescences. We will now focus on the microstructural characteristics of the DMAI500 samples after oxidation since, as it will be shown in next sections, Al2O3 films processed in these conditions present the best oxidation barrier properties and performance.
Figure 2 shows SEM images in backscattered electrons mode of cross sections obtained by FIB, and corresponding EDS maps of a bare Ti6242S alloy (Fig. 2a–e), a DMAI500 sample before (Fig. 2f–j) and after (Fig. 2k–o) oxidation at 600 °C during 5000 h. The bare Ti6242S cross section after oxidation (Fig. 2a) shows three layers. The top, 1.6 µm-thick layer corresponds to the needles observed in Fig. 1d, with a great density of large open pores. The intermediate, 2 µm-thick layer appears with a darker contrast and a high density of small pores. The deepest region corresponds to the semi-infinite part of the sample with the known microstructure of the alloy. The EDS mapping (Fig. 2b–d) reveals that a mixture of Ti and Al oxides have formed on the top layer of acicular rutile TiO2 with a clear preferential segregation of Al from the bulk to the free surface. In contrast, the intermediate layer mainly contains Ti and O. Finally, Sn enrichment is observed at the (Ti,O)/Ti6242S interface (Fig. 2e). This enrichment below the titanium oxide scale has been attributed to the selective oxidation of titanium and to the absence of dissolution of Sn in the scale, and to the fact that Sn oxide is not stable at the low oxygen pressure of the TiO2/Ti interface.

SEM cross sections of a bare Ti6242S after oxidation at 600 °C for 5000 h (a) and sample DMAI500 before (f), and after (k) oxidation at 600 °C for 5000 h. EDS mapping of O, Al, Ti and Sn elements after oxidation of a bare Ti6242S at 600 °C for 5000 h (b–e), of the as processed DMAI500 sample (g–j) and after oxidation of the DMAI500 sample at 600 °C for 5000 h (l–o)
We now focus on the SEM/EDX analysis of the as-deposited alumina/Ti6242S, and the oxidized film/substrate system. The as-deposited film is dense (Fig. 2f), and EDS mappings (Fig. 2g–j) highlight sharp interfaces, with Al and O in the alumina layer, and Ti and some Sn within the alloy. Therefore, very little intermixing occurs during the CVD process at 500 °C. After thermal oxidation at 600 °C of a sample processed in the same conditions, the film/substrate assembly shows strong modifications in terms of microstructure and chemical composition. Figure 2k shows microstructural changes near the initial alumina/Ti6242S interface, where pores are now visible. In this porous region, a mixed Ti, O, Al layer has replaced the Al2O3 coating. At the end of the oxidation, the thickness of the initial alumina protective film has halved.
The thermodynamic stability of alumina on a titanium alloy can be lower than the stability of titanium oxide, when the Al activity in the alloy is low enough [34]. Therefore, the alumina layer dissolves slowly in the titanium alloy releasing O and Al in the metal. This explains the decrease in the alumina layer thickness and the observed Al enrichment 1.3 µm deep in the alloy (Fig. 2m). It is well known that these two elements stabilize Ti-α but also Ti-α2 (Ti3Al) [3]. But, the cross section Fig. 2i–o also reveals an additional, 300 nm thick layer strongly enriched in Sn and depleted in Al. This metallic layer cannot be Ti-α, Ti-α2 or Ti-β. Diffraction work is necessary to identify this Sn-rich layer formed during the interdiffusion of alumina with Ti6242S in air.
Figure 3 shows a SEM cross-sectional micrograph and scanning Auger microscopy (SAM) maps of the DMAI500 sample after oxidation. The large excrescence visible in the image was deteriorated during oxidation, and it now presents large pores and low cohesion with the underlying coating/substrate. The two regions we investigate with SAM do not behave in the same way upon oxidation, depending on their position in relation to the excrescence. Underneath the excrescence, SAM map of Fig. 3a shows that the initial 500-nm-thick Al2O3 coating has been replaced by two layers: a 400 nm thick (Ti, Al, O) layer and a 100 nm thin (Al, O) layer. Apart from the excrescence, map Fig. 3b shows that the (Ti, Al, O) layer is thinner (approx. 250 nm after accounting for an experimental downward drift during acquisition), indicating that the excrescence could represent a preferred oxidation pathway. These observations suggest that the excrescence is a weakness for the barrier properties of the Al2O3 coating.

FIB-SEM cross section and Auger mapping of the DMAI500 sample after oxidation during 5000 h at 600 °C. a Area under an “excrescence”, b area without “excrescence”
Figure 4 shows the low incidence (ω = 2°, and ω = 0.5° in the insert), X-ray diffraction pattern for DMAI500 after thermal oxidizing treatment at 600 °C for 5000 h. The diffraction lines of six phases have been identified: alpha-Ti, rutile TiO2, α-Al2O3, a transition Al2O3, TiN, and Ti3(Al0.5Sn0.5). Al and Ti oxides give rather weak peaks. Raman spectroscopy confirms the presence of alpha-Al2O3. Two peaks at 2θ = 45.9° and 67.0° clearly correspond to a transition alumina, but Raman spectroscopy did not allow identifying it in the presence of corundum. The absence of characteristic lines in the range 30° < 2θ < 35° leads to eliminate the presence of θ-, κ- and δ-alumina. As to titanium oxide, Raman spectroscopy and XRD clearly show the presence of rutile.

Grazing (2°) incidence 2θ X-ray diffraction pattern for DMAI500 after thermal oxidizing treatment at 600 °C for 5000 h. Insert: Zoom at the 39–41° region probed at 0.5° incidence angle
From the partial defection of aluminum in the tin concentration zone below alumina (Fig. 2m), a Sn–Ti phase is expected. A wide shoulder at about 2θ = 40.0° on the low angle side of Ti (101) reflection argues for Ti3Sn. The strongest reflection of Ti3Sn is the (201) one at 2θ = 40.00°.Footnote 1 Operating the diffractometer with ω = 0.5° enhances the contribution of the Ti–Sn phase thus allowing to solve the shoulder and to measure 2θ = 40.06° for the Ti–Sn phase reflection and 2θ = 40.22° for the Ti (101) reflection. To our knowledge, no other Ti–Sn phase than Ti3Sn has a strong reflection at about 2θ = 40.0°.
The most intense peaks come from alpha-Ti, TiN, and Ti3(Al0.5Sn0.5). The formula Ti3(Al0.5Sn0.5) results from the measured positions of the diffraction peaks, assuming that Vegard’s law applies over the whole range 0 ≤ x ≤ 1 for the solid solution Ti3(AlxSn(1−x)) (the unit-cell constants used for Ti3Sn (a = 0.4756 pm, c = 0.5911 pm) and Ti3Al (a = 0.5751 pm, c = 0.4655 pm) were taken from materials project.org1. The presence of Ti3(Al0.5Sn0.5) and Ti3Sn accounts for the accumulation of Sn in the initial Al2O3/Ti6242S interface (Fig. 3). A close examination of Fig. 3l–n shows that aluminum is only partially present in the Sn enriched Ti6242S upper zone, in agreement with the X-ray detection of both aluminum containing Ti3(Al0.5Sn0.5) and aluminum defective Ti3Sn phase.
Low incidence diffraction shows that the unit-cell of a part of the titanium is larger than in untreated Ti6242S. For instance, with ω = 2°, the Ti strongest line (i.e., reflection (101)) is read at 2θ = 40.32° for untreated T6242S and at 2θ = 40.38° and 2θ = 40.23° for the treated coupon. The insert of Fig. 5 shows that with ω = 0.5°, only the line at 2θ = 40.22° is present. This fact signs some diffusion of oxygen in titanium near the interface. From the positions of lines (002) and (101), the resulting volume increase is 1.1%.

Mass gain per unit area of bare and DMAI500 coated Ti6242S alloy as a function of time, for stepwise increasing annealing temperature (red curve)
The intensity of Ti3(Al0.5Sn0.5) reflections also are considerably reduced when recorded with ω = 0.5°: in the insert of Fig. 4, the weak shoulder at 2θ = 40.5° is the line (201) of Ti3(Al0.5Sn0.5) which is the second more intense reflection, at 2θ = 40.54°, when ω = 2° is used. This is consistent with the observed lack of aluminum near the interface.
The presence of TiN and Ti3(Al0.5Sn0.5) explains the Sn segregation below the oxide scale in Fig. 2i–o. The presence of a titanium nitrides (TiN or Ti3N) layer below the oxide scale has already been observed after the oxidation of Ti6242S [35,36,37]. Atom probe tomography characterization of oxidized 6242S at 650 °C in air for 1000 h revealed the presence of a layer of Ti-oxynitride and, below it, a layer of Ti2N (with 35 at%N) enriched in Sn, Zr and Si and depleted in Al [37]. Therefore, it can be inferred that Al2O3 dissolution in the Ti-alloy leads to a less protective oxide layer, which allows inward nitrogen diffusion and formation of nitride below the oxide scale.
Figure 5 presents the evolution of the mass gain as a function of time for the bare and the DMAI500 coated Ti6242S coupons during oxidation in flowing dry synthetic air for a step-by-step increase in the temperature from 600 to 900 °C. The correspondence of annealing time with the stepwise increasing temperature is also reported. The coated coupon proves to be much more resistant than the uncoated one up to 800 °C, with a significant decrease in the conferred protection after a given time at 900 °C.
From these curves, considering that the oxidation kinetics follow a parabolic law, the parabolic rate constants kp can be calculated according to:
where Δmi and Δmf are the mass gains of a sample with free surface S, at the beginning and at the end of each temperature dwell, respectively. This equation implies that the oxide layer formed at lower temperatures participates to the diffusion barrier [38]. The parabolic rate constants were determined at different operating temperatures for the four coatings DMAI300, DMAI500, DMAI700 and ATI520. The Arrhenius diagrams of Fig. 6 show them in comparison with the parabolic rate constants reported for three alumina allotropes, γ-Al2O3, θ-Al2O3, and α-Al2O3 on NiAl [39]. Clearly, the three coatings DMAI500, DMAI300 and ATI520 are highly efficient at providing oxidation protection during the short-term (10–20 h) thermogravimetric experiments between 600 and 700 °C. They are less efficient at 800 °C, except DMAI500, and become inefficient at higher temperatures. At 600–700 °C, the oxidation kinetics of our coated samples are similar to the oxidation kinetics obtained during γ-Al2O3 growth on NiAl. This is consistent with an oxygen uptake controlled by oxygen diffusion across the amorphous alumina coating.

Parabolic rate constants from the short-term (10–20 h) oxidation experiments of the Ti6242S alloy, bare and coated with amorphous alumina processed from DMAI at 300 °C (DMAI300) and at 500 °C (DMAI500), and from ATI at 520 °C (ATI520). Data for long period, namely 1000 h and 5000 h, oxidation tests at 600 °C of bare and (DMAI500) coated Ti6242S are also reported. Results are compared with the kinetics of the development of gamma, theta and alpha alumina on NiAl, from [39]
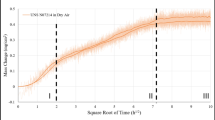
This set of short-term TGA experiments was completed by long-term oxidation annealing in laboratory air at 600 °C, which is close to the maximum temperature of use of such alloys. The results are gathered in the diagram of Fig. 7, which presents the mass gain per unit area for bare and coated Ti6242S coupons as a function of the square root of annealing time for periods as long as 2000 h and 5000 h. Samples ATI520, DMAI300 and DMAI700 show mass gains of ca. 0.3 mg cm−2 after 2300 h. For the same annealing time, two samples of the more efficient coating, DMAI500, show weight gains limited to ca. 0.180 mg cm−2. In addition, this mass gain increases very slowly on extending the annealing time to 5000 h. In comparison, the mass gain of bare Ti6242S is 0.624, 1.143 and 1.633 mg cm−2 after annealing for 1000, 2500 and 5010 h, respectively.

Mass gain per unit area for bare and coated Ti6242S coupons as a function of the square root of annealing time at 600 °C
These results confirm the excellent oxidation protection conferred to Ti6242S by the 500-nm-thick amorphous Al2O3 films. The mass gain after 1000 h and 5000 h oxidation allows calculating the parabolic rate constant, using the relation:
The Arrhenius plot of Fig. 6 compiles results from short-term thermogravimetric tests and long-term isothermal tests. The parabolic rate constant increases with annealing time, consistently with a continuous degradation of the oxidation protection. However, despite this degradation, the parabolic rate constant for the DMAI500 sample is still two orders of magnitude lower than for the bare Ti6242S alloy. Such a result at a temperature typical of the highest operating temperatures of this alloy and for an annealing time as long as 5000 h is groundbreaking. Indeed, a decrease in two orders of magnitude of kp should correspond to an increase in two orders of magnitude of the lifetime of the part.
Since most applications are running under thermal cycling, it is necessary to evaluate the behavior of the coated coupons under representative thermal cycling conditions. In such conditions, damage may rapidly occur, namely spallation of the ceramic coating on the metallic substrate, resulting in limited durability of the material. Eighty, one-hour cycles were performed between 50 and 600 °C, under flowing synthetic air in the thermobalance. Figure 8 presents the evolution of the mass gain per unit area for the DMAI300 sample and the temperature cycling variation as a function of time. The insert is a zoom on two cycles, detailing the temperature profile. The mass of the sample did not change at the microgram scale. Despite the rather short duration of this test compared with the usual service periods in turbine applications, it is a valuable indicator of the excellent adherence of the alumina layer on the alloy and of the relatively low level of elastic strain energy in the system during thermal cycling.

Evolution of the mass gain per unit area of the DMAI300 sample and of the temperature variation (cycling) as a function of time. The insert is a zoom on two cycles, detailing the temperature profile
Figure 9 shows the hardness (H) depth profile from top surface to the substrate as a function of penetration depth, for the bare Ti6242S and for the DMAI500 sample after annealing at 600 °C for 5000 h. For the bare alloy, H increases from the bulk to the surface. It reaches a peak value of 11.5 GPa at 10 µm beneath the surface. Comparatively, the hardness of the alumina-coated alloy shows a very limited increase, thus demonstrating the efficient protection conferred by the amorphous Al2O3 film against oxygen diffusion in the bulk alloy. Both coupons present similar hardness values of about 4.5–5.0 GPa beyond 60 µm penetration depth, slowly decreasing down to 4.0 GPa at ca. 200 µm below the surface.

Hardness depth profile as a function of penetration depth for the bare Ti6242S (empty squares) and for the DMAI500 coupon after annealing at 600 °C for 5000 h
Discussion
The behavior of the reported sample prepared from ATI at 480 °C compares with the one of ATI520 prepared in close conditions in the present study. These results validate the efficiency of the barrier coating itself and explain the negligible oxygen intake of the alloy in its superficial zone underneath the coating. A large percentage of fivefold coordinated Al ions ([5]Al) distinctly hallmarks the structure of amorphous Al2O3 in comparison with the crystallized varieties that contain fourfold ([4]Al) and/or sixfold ([6]Al) coordinated ions only. A very high-field NMR study of amorphous Al2O3 grown from ATI showed that the respective percentages of [4]Al, [5]Al, and [6]Al vary with deposition temperature [40]. Independently of the thickness between 200 and 1000 nm, films processed at ca. 500 °C present a maximum concentration of [4]Al (54%) and [5]Al (41%) sites and utmost structural disorder from NMR peaks analysis and chemical shift distributions. The most disordered structure is the less propitious to grain boundary formation, in which oxygen diffusion rates are the lowest and therefore creates the most efficient diffusion barrier. The deposition temperature of ca. 500 °C also corresponds to the highest film hardness (10.8 ± 0.8 GPa) and Young’s modulus (155 ± 6 GPa) [23]. Films processed from DMAI also show variable respective percentages in [4]Al, [5]Al, and [6]Al ions with the deposition temperature, and utmost disorder around 500 °C [32].
Hardness profile is an illustration of the concentration profile of oxygen in Ti6242S [7, 33]. The embrittlement of the latter is due to the dissolution of oxygen therein. The limited mass gain shown in the thermogravimetric curves for the coated alloy corresponds to a negligible growth of TiO2 and to the absence of dissolved oxygen in the metallic matrix. Indeed, the alpha phase of Ti can dissolve up to 33 at% oxygen. From 1000 ppm at most, oxygen hardens titanium, increases Young’s modulus and decreases the ductility [7]. Wiesing et al. [41] performed a detailed XPS analysis of the oxidation of TiAlN alloy and reported similar results, namely a quasi-metallic character of subsurface oxygen, not affecting the Ti2p lineshape.
The excellent resistance to thermal cycling of the Al2O3/Ti6242s can be related to the limited amount of compressive stress in the alumina layer during cooling. Indeed, the planar stress in the alumina due to temperature variation equals:
Which can be simplified, considering that the ceramic coating is very thin, as:
The expansion coefficient of alloy Ti6242s is αM = 7.7 × 10−6 K−1, and the one of alumina αox = 14.7 × 10−6 K−1. The highest hardness of 11.5 GPa measured for annealed bare Ti6242S alloy is in good agreement with the one of titanium oxide when the O/Ti ratio is from 1.8 to 2.0 [42], and therefore, the hardening effect is certainly due to the dissolution of oxygen within the diffusion zone. For both coupons, the hardness values decrease to 4.0 GPa at ca. 200 µm below the surface, slowly approaching the 3.6 GPa expected value of the bare Ti6242S alloy.
The mechanistic insight in the reported reactive diffusion phenomena is out of the scope of the work, which covers the entire process-structure-properties-performance relationship. However, these results should be a valuable input for such forthcoming dedicated studies. Overall, the obtained results confirm that such very thin amorphous alumina films meet the specifications for a long-term oxidation protection of Ti-based alloys. This high performance is due to the dense, highly disordered, grain boundaries-free network meaning that the application domain is restricted up to ca. 650 °C, the temperature where initiation of the crystallization of the amorphous Al2O3 takes place. The Al2O3/Ti-alloy couple may not be thermodynamically stable, and this leads in the present conditions to the formation, among other phases, of α-Al2O3, and rutile at the interface between the film and the alloy, as expected. However, the kinetics of the reaction with the Ti-alloy in the investigated conditions are extremely slow and they pertain even in the most severe case; i.e., at 600 °C up to 5000 h, despite the submicrometric thickness of the Al2O3 film. This result combined with the intrinsic ability of gas phase chemical deposition processes (MOCVD and also atomic layer deposition, ALD) to conformally coat non-line-of-sight surfaces shows promise for their use in complex parts such as turbine blades, including their milimetric size cooling features.
Conclusions
The aim of this work is to tackle the intrinsic weakness of limited resistance to high-temperature oxidation of titanium alloys. We apply well-established MOCVD processes to yield dense, amorphous Al2O3 coatings on the Ti6242S alloy. Numerous oxidation tests reveal, in a coherent way, a significant improvement of its oxidation resistance. First, the parabolic rate constants of the mass gain of the coated Ti6242S coupons are reduced up to two orders of magnitude compared with the bare material in short-term isothermal oxidation conditions. Then, 5000 h long oxidation of the coated alloy results in 0.180 mg cm−2 weight gain to be compared with 1.143 mg cm−2 for the bare alloy. In addition, the hardness profiles determined by nanoindentation on cross sections of oxidized coupons reveal a very limited oxygen dissolution in subsurface regions, for the coated alloy. Finally, cyclic oxidation tests consisting of eighty, 1 h cycles between 50 and 600 °C, which reproduce in operando conditions for this material, show null mass gain for the coated sample and consequently they illustrate the durability of the efficient oxidation barrier property of the amorphous Al2O3 coatings. We show that in harsh oxidation environment, an interfacial layer is formed between the alumina coating and the Ti-alloy, containing the Sn-rich Ti3(Al0.5Sn0.5) phase. These results demonstrate that MOCVD processed very thin Al2O3 films on Ti remain stable in operando over a very long period and present an efficient solution to the limited high-temperature oxidation resistance of Ti-alloys in general. They may be used in key enabling technologies where mass gain for energy savings and environmental protection is required.
Notes
https://materialsproject.org/materials/mp-1823/, and https://materialsproject.org/materials/mp-21030/for Ti3Al and Ti3Sn, respectively. Last visited November 15, 2019.
References
Lütjering G, Williams JC (2007) Titanium. Springer, Berlin
Shenoy RN, Unnam J, Clark RK (1986) Oxidation and embrittlement of Ti-6Al-2Sn-4Zr-2Mo alloy. Oxid Met 26:105–124
Leyens C, Peters M (2003) Titanium and titanium alloys: fundamentals and applications. Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim
Kakehi K, Hashimoto T (2008) Influence of oxidation on mechanical properties of the heat-resistant titanium alloy DAT54. J Jpn Inst Met 72:819–824
Pilchak AL, Porter WJ, John R (2012) Room temperature fracture processes of a near-alpha titanium alloy following elevated temperature exposure. J Mater Sci 47:7235–7253. https://doi.org/10.1007/s10853-012-6673-y
Gurappa I (2003) Prediction of titanium alloy component life by developing an oxidation model. J Mater Sci Lett 22:771–774. https://doi.org/10.1023/A:1023784800315
McReynolds KS, Tamirisakandala S (2011) A study on alpha-case depth in Ti-6Al-2Sn-4Zr-2Mo. Metall Mater Trans A 42A:1732–1736
Xiao WL, Murakami H, Ping DH, Yamabe-Mitarai Y (2013) Microstructure and oxidation behaviors of near-alpha Ti-6.5Al-4Sn-4Zr-0.5Mo-based alloys with Ir addition. J Mater Sci 48:3363–3369. https://doi.org/10.1007/s10853-012-7118-3
Rong J, Wang Y, Li RY, Yu XH, Meng K (2018) Interface structure between titanium substrate and high temperature oxidation resistant aluminum-base coatings. Rare Met Mater Eng 47:682–686
Shen ZJ, Zhang YN, Yu XH (2019) Interfacial microstructure evolution mechanism of high temperature oxidation-resistant Al-based coating on Ti alloy surface. Mater Res Express 6:086472
Bobzin K, Brogelmann T, Kalscheuer C, Liang T (2017) High temperature oxidation protection of gamma-titanium aluminide using (Cr, Al) ON coatings deposited by high-speed physical vapor deposition. Surf Coat Technol 332:2–11
Li WB, Chen MH, Wang C, Zhu SL, Wang FH (2013) Preparation and oxidation behavior of SiO2–Al2O3-glass composite coating on Ti-47Al-2Cr-2Nb alloy. Surf Coat Technol 218:30–38
Zhang XJ, Gao YH, Ren BY, Tsubaki N (2010) Improvement of high-temperature oxidation resistance of titanium-based alloy by sol-gel method. J Mater Sci 45:1622–1628. https://doi.org/10.1007/s10853-009-4138-8
Sarkar S, Datta S, Das S, Basu D (2009) Oxidation protection of gamma-titanium aluminide using glass-ceramic coatings. Surf Coat Technol 203:1797–1805
Ru Q, Hu SJ (2010) Effects of Ti0.5Al0.5 N coatings on the protecting against oxidation for titanium alloys. Rare Met 29:154–161
Delmas M, Poquillon D, Kihn Y, Vahlas C (2005) Al-Pt MOCVD coatings for the protection of Ti6242 alloy against oxidation at elevated temperature. Surf Coat Technol 200:1413–1417
Delmas M, Ucar M, Ressier L, Pons M, Vahlas C (2004) MOCVD processed platinum aluminide coatings on titanium alloys. Surf Coat Technol 188:49–54
Delmas M, Vahlas C (2007) Microstructure of metalorganic chemical vapor deposited aluminium coatings on Ti6242 alloy. J Electrochem Soc 154:D538–D542
Thomann A-L, Vahlas C, Aloui L, Samélor D, Caillard A, Shaharil N, Blanc R, Millon E (2011) Conformity of aluminum thin films deposited onto micro-patterned silicon wafers by pulsed laser deposition, magnetron sputtering, and CVD. Chem Vap Depos 17:366–374
Jiang ZP, Yang X, Liang YF, Hao GJ, Zhang H, Lin JP (2018) Favorable deposition of gamma-Al2O3 coatings by cathode plasma electrolysis for high-temperature application of Ti-45Al-8.5Nb alloys. Surf Coat Technol 333:187–194
Wang QM, Renteria AF, Schroeter O, Mykhaylonka R, Leyens C, Garkas W, Baben MT (2010) Fabrication and oxidation behavior of Cr2AlC coating on Ti6242 alloy. Surf Coat Technol 204:2343–2352
Riviere JP, Pichon L, Drouet M, Poquillon D, Galdikas A (2007) Silicon based coatings deposited by dynamic ion mixing for oxidation protection of a Ti6242 alloy. Surf Coat Technol 201:8343–8347
Balcaen Y, Radutoiu N, Alexis J, Béguin JD, Lacroix L, Samelor D, Vahlas C (2011) Mechanical and barrier properties of MOCVD processed alumina coatings on TA6V titanium alloy. Surf Coat Technol 206:1684–1690
Boisier G, Raciulete M, Samélor D, Pébère N, Gleizes AN, Vahlas C (2008) Electrochemical behavior of chemical vapor deposited protective aluminium oxide coatings on Ti6242 titanium alloy. Electrochem Sol State Lett 11:C55–C57
Samelor D, Baggetto L, Laloo R, Turq V, Duguet T, Monceau D, Vahlas C (2010) Amorphous alumina films efficiently protect Ti6242S against oxidation and allow operation above 600 °C. In: Shabadi R, Ionescu M, Jeandin M, Richard C, Chandra T (eds) Thermec 2018: 10th international conference on processing and manufacturing of advanced materials, pp 1846–1852
Baggetto L, Esvan J, Charvillat C, Samélor D, Vergnes H, Caussat B, Gleizes A, Vahlas C (2015) Alumina thin films prepared by direct liquid injection chemical vapor deposition of dimethylaluminum isopropoxide: a process-structure investigation. Phys Status Solidi C 12:989–995
Samélor D, Sovar MM, Stefanescu A, Gleizes AN, Alphonse P, Vahlas C (2005) Low temperature CVD route for the preparation of alumina coatings with high specific surface area. In: Devi A, Fischer R, Parala H, Allendorf MD, Hitchman ML (eds) 15th European conference on chemical vapor deposition, pp 1051–1058
Baggetto L, Charvillat C, Esvan J, Thébault Y, Samélor D, Vergnes H, Caussat B, Gleizes A, Vahlas C (2015) A process-structure investigation of aluminum oxide and oxycarbide thin films prepared by direct liquid injection chemical vapor deposition of dimethylaluminum isopropoxide (DMAI). Chem Vap Depos 21:343–351
Monceau D, Poquillon D (2004) Continuous thermogravimetry under cyclic conditions. Oxid Met 61:143–163
Oliver WC, Pharr GM (1992) An improved technique for determining hardness and elastic-modulus using load and displacement sensing indentation experiments. J Mater Res 7:1564–1583. https://doi.org/10.1557/JMR.1992.1564
Gleizes A, Vahlas C, Sovar MM, Samélor D, Lafont MC (2007) CVD-fabricated aluminum oxide coatings from aluminum tri-iso-propoxide: correlation between processing conditions and composition. Chem Vap Depos 13:23–29
Baggetto L, Sarou-Kanian V, Florian P, Gleizes AN, Massiot D, Vahlas C (2017) Atomic scale structure of amorphous aluminum oxyhydroxide, oxide and oxycarbide films probed by very high field 27Al nuclear magnetic resonance. Phys Chem Chem Phys 19:8101–8110
Dupressoire C, Rouaix-Vande Put A, Emile P, Archambeau-Mirguet C, Peraldi R, Monceau D (2017) Effect of nitrogen on the kinetics of oxide scale growth and of oxygen dissolution in the Ti6242S titanium-based alloy. Oxid Met Xia 87:343–353
Rakowski J, Monceau D, Pettit FS, Meier GH (1993) The oxidation and embrittlement of α2 (Ti3Al) titanium aluminides. In: Newcomb SB, Bennett MJ (eds) Microscopy of oxidation-2. Selwyn College, University of Cambridge, The Institute of Materials, London, pp 476–487
Kanjer A, Optasanu V, de Lucas MCM, Heintz O, Geoffroy N, Francois M, Berger P, Montesin T, Lavisse L (2018) Improving the high temperature oxidation resistance of pure titanium by shot-peening treatments. Surf Coat Technol 343:93–100
Abdallah I, Dupressoire C, Laffont L, Monceau D, Put AV (2019) STEM-EELS identification of TiOXNY, TiN, Ti2N and O, N dissolution in the Ti2642S alloy oxidized in synthetic air at 650 degrees C. Corros Sci 153:191–199
Dupressoire C, Descoins M, Vande Put A, Mangelinck D, Emile P, Monceau D (2019) The nitrogen effect on the oxidation behaviour of Ti6242S titanium-based alloy: contribution of atom probe tomography. In: 14th world conference on titanium, EdP Science, Nantes (in press)
Monceau D, Pieraggi B (1998) Determination of parabolic rate constants from a local analysis of mass-gain curves. Oxid Met 50:477–493
Brumm MW, Grabke HJ (1992) The oxidation behaviour of NiAl-I phase transformations in the alumina scale during oxidation of NiAl and NiAl-Cr alloys. Corros Sci 33:1677–1690
Sarou-Kanian V, Gleizes AN, Florian P, Samelor D, Massiot D, Vahlas C (2013) Temperature-dependent 4-, 5- and 6-fold coordination of aluminum in MOCVD-grown amorphous alumina films: a very high field Al-27-NMR study. J Phys Chem C 117:21965–21971
Wiesing M, de los Arcos T, Grundmeier G (2017) The Thermal oxidation of TiAlN high power pulsed magnetron sputtering hard coatings as revealed by combined ion and electron spectroscopy. Adv Mater Interfaces 4:1600861
Xia J, Li CX, Dong H, Bell T (2006) Nanoindentation and nanoscratch properties of a thermal oxidation treated gamma-TiAl based alloy. Surf Coat Technol 200:4755–4762
Acknowledgements
The support by the STAE-RTRA Foundation (Toulouse, France) under the RTRA-STAE/2014/P/VIMA/12 (Fondation Sciences et Technologies pour l’Aéronautique et l’Espace) Project Grant is acknowledged.
Author information
Authors and Affiliations
Contributions
DS and LB performed the deposition experiments and the SEM characterizations. They contributed equally to this work. RL and VT performed the mechanical characterizations. TD performed the nanoAuger characterizations. ANG performed the XRD characterizations. DM defined the experimental design for isothermal and cyclic oxidation tests. CV designed the project and coordinated the work. All co-authors contributed to the manuscript composition.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Samélor, D., Baggetto, L., Laloo, R. et al. Efficient, durable protection of the Ti6242S titanium alloy against high-temperature oxidation through MOCVD processed amorphous alumina coatings. J Mater Sci 55, 4883–4895 (2020). https://doi.org/10.1007/s10853-019-04277-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-019-04277-y