
Abstract
The worldwide oily wastewater is one of the most serious environmental problems. The current membrane separation technology has received an increasing attention toward oil/water emulsions separation. Here, a high-efficient superhydrophilic and underwater superoleophobic membrane with improved antifouling property was fabricated based on modified halloysite nanotubes anchored at polyvinylidene fluoride/graphene oxide membrane surface via polydopamine adhesive. The composite membrane exhibited an outstanding antifouling performance as well as high pure water flux (1500 L m−2 h−1) under gravity driven. Besides, the as-prepared composite membrane could separate both surfactant-free and surfactant-stabilized oil/water emulsions with separation efficiency up to 99.5%. Moreover, this facile preparation and eco-friendly composite membrane provides promising practical application toward environmental remediation.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With the rapid development of industry, a great amount of oily wastewater has been produced from oil spill accidents or industrial emission causing unprecedented harm for ecosystem and human health [1,2,3,4]. Traditional oil skimmers, centrifugation, adsorption, coalescers and membrane separation technologies have been applied for oily wastewater purification [5,6,7]. However, most approaches are high cost and low efficiency to separate oil/water mixture, especially hardly to efficiently separate oil/water emulsions with oil droplet size less than 20 μm [8]. Therein, membrane separation is regarded as an increasingly attractive separation technology due to low energy consumption, environmentally friendly, high separation efficiency, etc. [9,10,11,12].
A series of polymer materials such as cellulose acetate (CA) [13], polysulfone (PSF) [14], poly(p-phenylene sulfide) (PPS) [15], polyethersulfone (PES) [16], polyacrylonitrile (PAN) [17] and polyvinylidene fluoride (PVDF) [18, 19] have been widely used to prepare membranes for oil/water emulsion separations. The advantages of these membranes for oil/water emulsions separation are eco-friendly and recyclable. PVDF has been recognized as one of the suitable choices for separation of oil/water emulsions owning to its outstanding chemical stability, high mechanical strength and well toughness [20,21,22]. For instance, Zhang et al. [23] have prepared a superhydrophobic PVDF membrane to separate oil/water emulsions effectively. Shi et al. [24] have prepared a TiO2-modified PVDF membrane for oil/water emulsions separation. Nevertheless, membrane fouling is always inevitable due to oleophilic of C–H group in these polymer membrane materials. As a result, the pores of membrane could be blocked by micro- or nano-oil droplets, and then, the permeation flux and separation efficiency of membrane may decrease obviously [25, 26]. Therefore, the development of PVDF membrane with excellent antifouling performance still remains a challenge.
It is well know that carbon-based nanomaterials are widely used to modify membrane for their superior chemical stability and strong mechanical properties [27, 28]. Recently, as high-efficient additive, graphene oxide (GO) has received a great attention in membrane synthesis due to the unique two-dimensional structure, outstanding mechanical strength and large surface area [29,30,31]. Particularly, abundant oxygen functional groups on the surface of GO can provide possible functionally reactive site. Zhang et al. have successfully synthesized antifouling hydrolyzed polyacrylonitrile/graphene oxide (H-PAN/GO) membrane by facile electrospinning for high-efficient separation of oil/water emulsion. The water flux and oil/water emulsion separation efficiency of the membrane have been greatly improved due to the hydrophilic groups of GO [32]. The hydrophilicity of membrane can be improved not only by modifying the hydrophilic group on the membrane surface, but also by constructing the micro–nanostructures on the membrane surface to improve the roughness.
Several reviews have reported that inorganic materials such as multiwall carbon nanotubes, silicon dioxide and halloysite nanotubes (HNTs) can be used to construct micro–nanostructure on the surface of membrane [33,34,35]. Among them, HNTs is a superior candidate material owning to its 1D hollow porous structure and large surface area [36]. More importantly, HNTs are the natural mineral material with the merits of eco-friendly, abundant storage and low prices. Liu et al. [37] have fabricated that reduced GO/HNT (RGO/HNTs)-modified membrane, the hydrophilicity and flux of membrane were improved. Zhang et al. [38] have designed a sort of hydrophilic and antifouling membrane through adding HNTs into polyethersulfone (PES) membrane. However, most HNTs-based membrane was prepared by filtering the modified HNTs onto the support membrane under vacuum filtration. The disadvantage of such membranes is that surface-decorated HNTs are easy to fall off from the membrane surface in the process of separation. Thus, it is necessary to find an approach that firmly connects HNTs onto membrane surface.
Inspired by mussel protein, dopamine has been developed for further surface modification procedure due to its strong and universal adhesion ability [39,40,41,42]. In coating process of dopamine, inorganic nanoparticles could be strongly anchored onto the surface of membrane without damaging the based membrane. Here, we reported a superhydrophilic and underwater superoleophobic membrane via a simple and eco-friendly method. The polyvinylidene fluoride/graphene oxide (PVDF/GO) membrane was used as based membrane for surface modification of HNTs by polydopamine adhesion (PVDF/GO@PDA@HNTs). The resulting membrane exhibited an outstanding antifouling performance and excellent separation efficiency for separating oil/water emulsions under gravity driven, which is mainly attributed to its micro–nanostructures and amount of hydrophilic group on the membrane surface. In addition, the separation mechanism was also discussed. In a word, the as-prepared PVDF/GO@PDA@HNTs composite membrane has a superior application prospect in the separation field.
Experimental
Materials
Polyvinylidene fluoride (PVDF) powder was purchased from Xiamen Tuo Fluoride Materials Co., Ltd. Halloysite nanotubes were purchased from Zhengzhou Jinyangguang Chinaware Co., Ltd (Henan, China). N-methyl pyrrolidone (NMP, 98%), polyvinylpyrrolidone (PVP), Tris(hydroxymethyl) aminomethane (Tris–HCl, 99%) and dopamine (98%) were purchased from Aladdin Reagent Co., Ltd. Polyvinyl alcohol (PVA, 1750, 99%), sulfuric acid (H2SO4, 98%), graphite powder (99.85%), sodium nitrate (NaNO3, 99%), hydrogen peroxide (H2O2, 30%), hydrochloric acid (HCl, 38%), potassium permanganate (KMnO4) and ethanol were purchased from Sinopharm Chemical Reagent Co., Ltd. Deionized water was used throughout the experiment.
Characterizations
The morphology of as-prepared membranes was characterized by scanning electron microscope (SEM, JSM-7001F, JEOL, Japan) and atomic force microscope (AFM, MFP-3D, USA). Fourier transform infrared (FTIR, using NEXUS-470 spectrophotometer) and X-ray photoelectron spectroscopy (XPS, PHI5300, USA) were utilized to test the characteristic compositions of membrane. Contact angles (CAs) of membrane were detected by a contact angle goniometer (KSV, CAM 200). Total organic carbon (TOC, Multi N/C 2100) was used to detect oil residue.
Preparation of graphene oxide
The GO was prepared according to the modified Hummers method [43]. In particular, graphite powders (1 g) and NaNO3 (2.5 g) were dissolved in 30 mL H2SO4 under continuous stirring in an ice bath at 0 °C. The KMnO4 (4 g) was added slowly to the above mixture solution. Then, the temperature increased to 35 °C for 2 h. Forty microliters of deionized water was added into as-obtained solution slowly, and the temperature increased to 98 °C. The color of solution changed to brown. After that, 10 mL H2O2 and 140 mL deionized water with 50 °C were added to the above solution. At last, the mixture solution was washed by HCl (5%) and water until the filtrate turned to neutral. The product was dried at 40 °C, and GO powder was obtained.
Preparation of PVDF/GO composite membrane
The PVDF/GO membrane was prepared by a facile phase-inversion process. Firstly, GO (0.3 g) was dissolved in 30 mL NMP via sonication for 30 min. Then, PVDF powder (3 g), PVA (0.5 g) and PVP (0.2 g) were added into the mixture by mechanical stirring for 24 h at 50 °C to obtain casting solution. The casting solution was casted on a glass substrate by a casting knife, and the glass substrate was put into the coagulation bath of deionized water with 25 °C for 6 h. At last, the PVDF/GO membrane was formed and peeled off from the glass substrate. The as-prepared PVDF/GO membrane was marked as M-1. The pristine PVDF membrane was fabricated by the same method without adding GO and marked as M-0.
Preparation of PVDF/GO@PDA@HNTs composite membrane
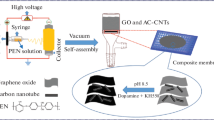
The preparation of HNT-treated PVDF/GO membranes is depicted in Scheme 1. Firstly, HNTs were dispersed in 100 mL of 10 mM Tris–HCl solution. Then, dopamine (0.2 g) was added into the above solution and adjusted PH at 8.5, a piece of PVDF/GO membrane was immersed into the mixture solution. The dopamine self-polymerization lasted for 24 h by stirring under room temperature. These modified membranes with different dosages of HNTs were marked as M-2, M-3, M-4, M-5. The details are listed in Table 1.

Schematic illustration for fabrication of PVDF/GO@PDA@HNTs membrane
Preparation of oil/water emulsions
The surfactant-free oil/water emulsions were prepared as follows: organic solvent such as petroleum ether, 1,2-dichloroethane, toluene, and n-hexane was dispersed into deionized water at a volume ratio of 1:99 by stirring for 30 min, and then, the milky oil/water emulsions were obtained. Besides, the surfactant-stabilized oil/water emulsions also were prepared. Firstly, surfactant-free emulsions including petroleum ether, 1,2-dichloroethane, toluene, and n-hexane were prepared; then, 10 mg of Tween 80 as emulsifying agent was added into the above solutions by stirring for 6 h. All the surfactant-stabilized oil/water emulsions were stable for several months until there was no precipitation observed.
Oil/water emulsions separation
A piece of as-prepared membrane was fixed in a filtration cell with an effective area of 2.011 cm2; then, oil/water emulsion was poured into the filtration cell and permeated through the membrane under gravity driven. Besides, after each filtration cycle, the membrane was washed by ethanol and deionized water. The flux (L m−2 h−1) of membranes is calculated by the following equation [44].
where V (L) is the volume of penetrate flow, A (m2) is the effective area of filter, t (h) is the filtration time.
The separation efficiency (R%) of membranes was evaluated by measuring the total organic carbon of oil/water emulsion [18].
The flux recovery rate of membranes is calculated by the following equation [45].
where Jw0 is the pure water flux before filter oil/water emulsion, Jwt is the pure water flux after oil/water emulsion separation experiment.
Results and discussion
Optimization of membranes
In order to obtain the optimized oil/water separation performance of as-prepared PVDF/GO@PDA@HNTs membrane, underwater oil contact angle (UOCA), water contact angle (WCA), pure water flux and oil/water emulsion permeate flux were measured. As shown in Fig. 1a, the UOCA of M-0 is 38 ± 2°. The UOCA of M-1 increases to 123 ± 2°, which indicated that the GO improved the oleophobicity to some extent. It is worth noting that UOCA increases with the increase in HNTs dose and that UOCA increases from 144 ± 2° for M-2 to 156 ± 2° for M-5. Corresponding to the UOCA, after HNTs modification, the WCA decreased from 65 ± 2° for M-2 to 24 ± 2° for M-5 (Fig. 1b). This may be resulted from the increase in hydrophilicity caused by the hydrophilic HNTs immobilized on the surface of PVDF/GO membrane. Besides, the pure water flux (PWF) of membranes is shown in Fig. 1c. The PWF of M-0, M-1, M-2, M-3, M-4 and M-5 is 149 L m−2 h−1, 546 L m−2 h−1, 808 L m−2 h−1, 1095 L m−2 h−1, 1500 L m−2 h−1 and 792 L m−2 h−1, respectively. Next, petroleum ether/water emulsion was used as typical example for oil/water emulsion separation experiment. Figure 1d shows the permeation flux and separation efficiency of petroleum ether/water emulsion for membranes. The permeate flux of M-0, M-1, M-2, M-3, M-4 and M-5 is 198 L m−2 h−1, 325 L m−2 h−1, 447 L m−2 h−1, 667 L m−2 h−1, 895 L m−2 h−1 and 401 L m−2 h−1, respectively, and corresponding separation efficiency is 70.31%, 78.92%, 87.45%, 93.31%, 99.75% and 99.85%, respectively. M-4 and M-5 exhibited the outstanding separation efficiency. However, the flux of M-5 is lower than M-4, which might be caused by excessive HNTs anchored on the membrane surface. Therefore, considering the above results, M-4 is the optimal choice for application of oil/water emulsions separation.

a UOCA, b WCA, c pure water flux, d permeate flux and separation efficiency of petroleum ether/water emulsion for membranes
Morphology of as-prepared membranes
The microstructure of PVDF, PVDF/GO and PVDF/GO@PDA@HNTs membrane (M-4) was characterized via SEM. As shown in Fig. 2a, the original PVDF membrane exhibited a relatively smooth surface with a porous structure. It was clearly observed that the surface of PVDF/GO membrane was rougher than PVDF membrane (Fig. 2b). Figure 2c shows that the virgulate HNTs were distributed on the surface of PVDF/GO@PDA@HNTs membrane forming special rugged micro–nanostructure. As described above, the HNTs could not only construct micro–nanostructure but also provide abundant hydroxyl, which is crucial for achieving superhydrophilic surfaces and highly separating oil/water emulsion.

SEM images of a PVDF, b PVDF/GO and c PVDF/GO@PDA@HNTs membrane
The EDS elemental mapping images of PVDF/GO@PDA@HNTs membrane are shown in Fig. 3. Uniformly dispersion of C, F, O, N, Al and Si elements on the surface of PVDF/GO@PDA@HNTs membrane can be observed. The presence of C and F elements was derived from PVDF, whereas N, Al and Si elements was ascribed to HNTs decorated by polydopamine. Overall, the results confirmed that the PVDF/GO@PDA@HNTs membrane was prepared successfully.

EDS elemental mapping images of PVDF/GO@PDA@HNTs membrane surface
The surface roughness of membranes was also measured by AFM; the AFM images are described in Fig. 4. Obviously, the roughness (RMS) of membrane surface increased from 105.45 nm for PVDF membrane to 109.79 nm for PVDF/GO membrane. In addition, the surface of PVDF/GO@PDA@HNTs membrane (RMS = 162.16 nm) was more rough as a result of the HNTs modification. The enhancement of roughness of membrane surface could improve the capacity of hydrophilicity and underwater superoleophobicity. The water molecules were absorbed on the membrane surface and formed a water layer on the membrane surface, which could prevent the oils from permeating through the membrane. The antifouling and hydrophilicity performances of membranes are discussed in the later section.

AFM images of a PVDF, b PVDF/GO and c PVDF/GO@PDA@HNTs membrane
Characterizations of membranes
Figure 5a displays the FTIR spectra of PVDF membrane, PVDF/GO membrane and PVDF/GO@PDA@HNTs membrane (M-4). Compared with original PVDF membrane, PVDF/GO membrane displayed several new absorption peaks. A typical broad stretching vibration peak at 3392 cm−1 corresponded to O–H; the absorption peak at 1655 cm−1 and 1041 cm−1 was attributed to C = C and C–O stretching vibrations, respectively. These results confirmed that the PVDF/GO membrane was successfully prepared. For PVDF/GO@PDA@HNTs membrane, new peaks emerged at 3693 cm−1 and 3619 cm−1 were attributed to the stretching vibrations band of Al–OH. Three bands at 1117 cm−1, 1027 cm−1 and 531 cm−1 were assigned to the stretching vibrations of Si–O-Si, Si–O and the bending vibrations of Al–O–Si. The absorption peak at 1596 cm−1 and 1511 cm−1 was assigned to C=C resonance vibration and N–H bending vibrations in the aromatic rings, respectively. Besides, compared to PVDF/GO membrane, the HNT-modified membrane exhibited a wider absorption peak at 3399 cm−1, which confirmed that the hydrophily of membrane surface was obviously improved due to the surface modification of hydrophilic HNTs.

a FTIR spectra of membranes, b the survey XPS spectra of membranes, c the C1s spectrum of PVDF membrane, d the N1s spectrum, e the Si2p spectrum and f the Al2p spectrum of PVDF/GO@PDA@HNTs membrane
The chemical compositions of PVDF membrane, PVDF/GO membrane and PVDF/GO@PDA@HNTs membrane (M-4) were performed by XPS independently. As presented in Fig. 5b, the survey spectra confirmed the existence of Si, N, O and Al in the PVDF/GO@PDA@HNTs membrane. The C1 s spectrum of PVDF/GO membrane is shown in Fig. 5c; four peaks at 284.5 eV, 285.3 eV, 286.1 eV and 286.9 eV were attributed to C=C, C–C, C–O and C=O bonds, respectively. Figure 5d shows the N1 s spectrum of PVDF/GO@PDA@HNTs membrane, and the N1 s curves contained two peaks centered at 399.1 eV and 399.8 eV, which were resulted from C–NH–C and NH2, respectively. From the Si2p curves, new peaks emerged at 102.4 eV, 102.7 eV and 103.3 eV were attributed to Si–O, Al–O–Si and Si–O–Si (Fig. 5e). For the Al2p curve, two new peaks emerged at 74.6 eV (Al–O) and 74.4 eV (Al–Si) (Fig. 5f). All of the above results confirmed that the PVDF/GO@PDA@HNTs membrane has been successfully obtained.
Surface-wetting properties of membranes
It is well known that the surface-wetting property is the key element for the membrane to separate oil/water emulsion. Therefore, the contact angles of PVDF membrane, PVDF/GO membrane and PVDF/GO@PDA@HNTs membrane (M-4) were tested to evaluate the surface-wetting properties of membranes. It can be seen from Fig. 6a that the WCA of PVDF membrane is 103 ± 2°, but the WCA of PVDF/GO membrane is 94 ± 2° (Fig. 6b), which indicated that the addition of GO increased the surface interfacial free energy of PVDF/GO membrane and improved the hydrophilicity of membrane. After modified by HNTs, the WCA of PVDF/GO@PDA@HNTs membrane decreased from 32 ± 2° to almost 0° within 30 s (Fig. 6c), proving the superhydrophilic performance of PVDF/GO@PDA@HNTs membrane. Moreover, the UOCA of PVDF/GO@PDA@HNTs membrane is about 153 ± 2° and the oil droplet showed no deformation with the time duration (Fig. 6f). Besides, the dynamic underwater oil adhesion of PVDF/GO@PDA@HNTs membrane was also tested. It can be seen from Fig. 6g that the oil droplet was pressed and squashed on the surface of PVDF/GO@PDA@HNTs membrane. When the oil droplet was lifted up, there was no significant deformation of oil droplet. The results indicated that the PVDF/GO@PDA@HNTs membrane exhibited low oil adhesion, which is beneficial to treat oil/water emulsion.

Water contact angles of a PVDF membrane, b PVDF/GO membrane and c PVDF/GO@PDA@HNTs membrane; the underwater oil contact angles of d PVDF membrane, e PVDF/GO membrane and f PVDF/GO@PDA@HNTs membrane, g images of dynamic underwater oil adhesion of PVDF/GO@PDA@HNTs membrane
Oil/water emulsions separation
In order to evaluate the separation performance of M-4, a series of surfactant-free emulsions and surfactant-stabilized emulsions were prepared for oil/water emulsion separation. Figure 7a, b shows that the total organic carbon (TOC) in water filtrates of surfactant-free emulsions and surfactant-stabilized emulsions is below 26 ppm and 45 ppm, respectively. Besides, both the separation efficiency of surfactant-free emulsions and surfactant-stabilized emulsions achieved more than 99.5%, indicating that M-4 possessed the outstanding performance to separate oil/water emulsions (Fig. 7c). Meanwhile, the permeation flux of M-4 was also measured, as described in Fig. 7d; the permeation flux of surfactant-free and surfactant-stabilized emulsions achieved more than 550 L m−2 h−1 and 480 L m−2 h−1, respectively. All the results demonstrated that the M-4 has the potential application in the field of oil/water emulsions separation. The optical microscopy images of oil/water emulsion before filtration and after filtration exhibited a distinct change in Fig. 8. Compared with the original milky emulsion (top), the collected filtrate (bottom) is clearer. And the original emulsion contains numerous oil droplets; no oil droplets could be observed in the collected filtrate, further verifying that the PVDF/GO@PDA@HNTs membrane (M-4) could efficiently separate the oil/water emulsion.

a TOC of surfactant-free emulsions and b of surfactant-stabilized emulsions, c separation efficiency and d permeate flux of PVDF/GO@PDA@HNTs for different emulsions

Separation process of petroleum ether/water emulsion
The antifouling capacity of PVDF/GO@PDA@HNTs composite membrane
The flux recovery rate was used to evaluate the antifouling capacity and regeneration of membrane. The membrane was fixed in a filtration cell; firstly, the pure water was poured into the filtration cell and permeated through the membrane, and then, the petroleum ether/water emulsion permeated through the membrane for five times. After that, the used membrane was washed by ethanol and deionized water for the next cycle. Figure 9 shows the flux recovery rate of different membranes. The flux recovery rate of PVDF membrane decreased to 68% after ten cycles. The flux recovery rate of PVDF/GO membrane increased to 11%. However, it can be seen from Fig. 9 that the flux recovery rate of PVDF/GO membrane had a continuous downward trend. After modified by HNTs, the flux recovery rate of PVDF/GO@PDA@HNTs membrane still achieved 87% after ten cycles. This result indicated that PVDF/GO@PDA@HNTs membrane showed the excellent antifouling performance and regeneration property. Therefore, the fabrication of PVDF membrane with hydrophilic chemical features and micro–nanostructures is conductive to improving antifouling performance of membrane.

Flux recovery rate of different membranes in the separation of petroleum/water emulsion over ten cycles
The separation mechanism of PVDF/GO@PDA@HNTs membrane
Figure 10 displays the surface-wetting mechanism and oil/water emulsion separation mechanism of PVDF/GO@PDA@HNTs membrane. Firstly, the membrane is immersed into water solution; water molecules will firstly bind the oxygen atoms on the surface of HNTs. Meanwhile, water will be trapped into micro–nanostructure to form hydration layer, which prevent oil contact with membrane surface [46, 47]. Hence, PVDF/GO@PDA@HNTs exhibited underwater superoleophobicity. Then, water will permeate through the membrane under the gravity condition, while oil was remained on the membrane surface. Moreover, the weak interaction between membrane surface and pollutants originates from the superhydrophilic property of PVDF/GO@PDA@HNT membrane. Therefore, PVDF/GO@PDA@HNTs composite membrane presents high antifouling performance for oil/water emulsions separation.

Oil/water emulsion mechanism of PVDF/GO@PDA@HNTs membrane
Conclusions
In conclusion, a new PVDF/GO@PDA@HNTs composite membrane was successfully fabricated by a simple surface modification of HNTs by polydopamine adhesion. For separation of oil/water emulsions, the as-prepared composite membrane could effectively separate various surfactant-free oil/water emulsions and surfactant-stabilized emulsions with separation efficiency of above 99.5%. Besides, the membrane exhibited high outstanding permeation flux for both surfactant-free oil/water emulsions (550 L m−2 h−1) and surfactant-stabilized emulsions (480 L m−2 h−1) under gravity driven. And more importantly, the composite membrane exhibited excellent antifouling performance with high flux recovery rate (87%) after ten cycles. Therefore, this facile preparation and eco-friendly PVDF/GO@PDA@HNTs composite membrane has the great potential for practical applications in oily wastewater remediation.
References
Dai J, Chang Z, Xie A, Zhang R, Tian S, Ge W, Yan Y, Li C, Xu W, Shao R (2018) One-step assembly of Fe(III)-CMC chelate hydrogel onto nanoneedle-like CuO@Cu membrane with superhydrophilicity for oil–water separation. Appl Surf Sci 440:560–569
Kajitvichyanukul P, Hung YT, Wang LK (2011) Membrane technologies for oil–water separation. Springer, Berlin, pp 639–668
Dubansky B, Whitehead A, Miller JT, Rice CD, Galvez F (2013) Multitissue molecular, genomic, and developmental effects of the deepwater horizon oil spill on resident gulf killifish (Fundulus grandis). Environ Sci Technol 47:5074–5082
Diban N, Aguayo AT, Bilbao J, Urtiaga A, Ortiz I (2013) Membrane reactors for in situ water removal: a review of applications. Ind Eng Chem Res 52:10342–10354
Coca J, Gutiérrez G, Benito J (2013) Treatment of oily wastewater by membrane hybrid processes. Springer, Dordrecht, pp 35–61
Kwon G, Kota AK, Li Y, Sohani A, Mabry JM, Tuteja A (2012) On-demand separation of oil–water mixtures. Adv Mater 24:3666–3671
Xie A, Dai J, Ma C, Cui J, Chen Y, Lang J, Gao M, Li C, Yan Y (2018) Construction of caterpillar-like cobalt-nickel hydroxide/carbon cloth hierarchical architecture with reversible wettability towards on-demand oil–water separation. Appl Surf Sci 462:659–668
Peng Y, Guo Z (2016) Recent advances in biomimetic thin membranes applied in emulsified oil/water separation. J Mater Chem A 4:15749–15770
Chu Z, Seeger S (2015) Multifunctional hybrid porous micro-/nanocomposite materials. Adv Mater 27:7775
Chen L, Wu Y, Dong H, Meng M, Li C, Yan Y, Chen J (2018) An overview on membrane strategies for rare earths extraction and separation. Sep Purif Technol 197:70–85
Cao Y, Liu N, Zhang W, Feng L, Wei Y (2016) One-step coating toward multifunctional applications: oil/water mixtures and emulsions separation and contaminants adsorption. ACS Appl Mater Interfaces 8:3333–3339
Zhou C, Cheng J, Hou K, Zhao A, Pi P, Wen X, Xu S (2016) Superhydrophilic and underwater superoleophobic titania nanowires surface for oil repellency and oil/water separation. Chem Eng J 301:249–256
Pearce G (2007) Introduction to membranes: membrane selection. Filtr Sep 44:35–37
Zularisam AW, Ismail AF, Salim MR (2007) Fabrication, fouling and foulant analyses of asymmetric polysulfone (PSF) ultrafiltration membrane fouled with natural organic matter (NOM) source waters. J Membr Sci 299:97–113
Gao Y, Li Z, Cheng B, Su K (2018) Superhydrophilic poly(p-phenylene sulfide) membrane preparation with acid/alkali solution resistance and its usage in oil/water separation. Sep Purif Technol 192:262–270
Zhao ZP, Wang Z, Wang SC (2003) Formation, charged characteristic and BSA adsorption behavior of carboxymethyl chitosan/PES composite MF membrane. J Membr Sci 217:151–158
Wu QY, Wan LS, Xu ZK (2013) Centimeter-scale giant spherulites in mixtures of polar polymers and crystallizable diluents: morphology, structure, formation and application. RSc Adv 3:17105–17112
Cui J, Zhou Z, Xie A, Wang Q, Liu S, Lang J, Yan Y, Dai J (2019) Facile preparation of grass-like structured NiCo-LDH-PVDF composite membrane for efficient oil–water emulsion separation. J Membr Sci 573:226–233
Kim JF, Jung JT, Wang HH, Lee SY, Moore T, Sanguineti A, Drioli E, Lee YM (2016) Microporous PVDF membranes via thermally induced phase separation (TIPS) and stretching methods. J Membr Sci 509:94–104
Hu S, Yu L, Yin J, Wang H, Yuan X, Li Q (2014) Effect of different binders on electrochemical properties of LiFePO4/C cathode material in lithium ion batteries. Chem Eng J 237:497–502
Cao Z, Hao T, Wang P, Zhang Y, Cheng B, Yuan T, Meng J (2017) Surface modified glass fiber membranes with superior chemical and thermal resistance for O/W separation. Chem Eng J 309:30–40
Duong PHH, Nunes SP, Chung TS (2016) Dual-skinned polyamide/poly(vinylidene fluoride)/cellulose acetate membranes with embedded woven. J Membr Sci 520:840–849
Zhang W, Shi Z, Zhang F, Liu X, Jin J, Jiang L (2013) Superhydrophobic and superoleophilic PVDF membranes for effective separation of water-in-oil emulsions with high flux. Adv Mater 25:2071–2076
Shi H, He Y, Pan Y, Di H, Zeng G, Zhang L, Zhang C (2016) A modified mussel-inspired method to fabricate TiO2 decorated superhydrophilic PVDF membrane for oil/water separation. J Membr Sci 506:60–70
Yang X, He Y, Zeng G, Chen X, Shi H, Qing D, Li F, Chen Q (2017) Bio-inspired method for preparation of multiwall carbon nanotubes decorated superhydrophilic poly(vinylidene fluoride) membrane for oil/water emulsion separation. Chem Eng J 321:245–256
Cui J, Zhou Z, Xie A, Meng M, Cui Y, Liu S, Lu J, Zhou S, Yan Y, Dong H (2018) Bio-inspired fabrication of superhydrophilic nanocomposite membrane based on surface modification of SiO2 anchored by polydopamine towards effective oil–water emulsions separation. Sep Purif Technol 209:434–442
Han Y, Xu Z, Gao C (2013) Ultrathin graphene nanofiltration membrane for water purification. Adv Funct Mater 23:3693–3700
Li G, Wang X, Tao L, Li Y, Quan K, Wei Y, Chi L, Yuan Q (2015) Cross-linked graphene membrane for high-performance organics separation of emulsions. J Membr Sci 495:439–444
Jiang Y, Wang WN, Liu D, Nie Y, Li W, Wu J, Zhang F, Biswas P, Fortner JD (2015) Engineered crumpled graphene oxide nanocomposite membrane assemblies for advanced water treatment processes. Environ Sci Technol 49:6846–6854
Cui J, Xie A, Zhou S, Liu S, Wang Q, Wu Y, Meng M, Lang J, Zhou Z, Yan Y (2019) Development of composite membranes with irregular rod-like structure via atom transfer radical polymerization for efficient oil–water emulsion separation. J Colloid Interface Sci 533:278–286
Xia S, Ni M (2015) Preparation of poly(vinylidene fluoride) membranes with graphene oxide addition for natural organic matter removal. J Membr Sci 473:54–62
Zhang J, Pan X, Xue Q, He D, Zhu L, Guo Q (2017) Antifouling hydrolyzed polyacrylonitrile/graphene oxide membrane with spindle-knotted structure for highly effective separation of oil–water emulsion. J Membr Sci 532:38–46
Yu L, Zhang Y, Zhang H, Liu J (2015) Development of a molecular separation membrane for efficient separation of low-molecular-weight organics and salts. Desalination 359:176–185
Dai J, Zhang R, Ge W, Xie A, Chang Z, Tian S, Zhou Z, Yan Y (2018) 3D macroscopic superhydrophobic magnetic porous carbon aerogel converted from biorenewable popcorn for selective oil–water separation. Mater Des 139:122–131
Liu M, Jia Z, Jia D, Zhou C (2014) Recent advance in research on halloysite nanotubes-polymer nanocomposite. Prog Polym Sci 39:1498–1525
Xie A, Dai J, Chen X, Ma P, He J, Li C, Zhou Z, Yan Y (2016) Ultrahigh adsorption of typical antibiotics onto novel hierarchical porous carbons derived from renewable lignin via halloysite nanotubes-template and in situ activation. Chem Eng J 304:609–620
Liu Y, Tu W, Chen M, Ma L, Yang B, Liang Q, Chen Y (2017) A mussel-induced method to fabricate reduced graphene oxide/halloysite nanotubes membranes for multifunctional applications in water purification and oil/water separation. Chem Eng J 336:263–277
Chen Y, Zhang Y, Zhang H, Liu J, Song C (2013) Biofouling control of halloysite nanotubes-decorated polyethersulfone ultrafiltration membrane modified with chitosan-silver nanoparticles. Chem Eng J 228:12–20
Xie A, Chen Y, Cui J, Lang J, Li C, Yan Y, Dai J (2019) Facile and green fabrication of superhydrophobic sponge for continuous oil/water separation from harsh environments. Colloid Surf A 563:120–129
Ma L, Qin H, Cheng C, Xia Y, He C, Nie C, Wang L, Zhao C (2013) Mussel-inspired self-coating at macro-interface with improved biocompatibility and bioactivity via dopamine grafted heparin-like polymers and heparin. J Mater Chem B 2:363–375
Cheng C, Sun S, Zhao C (2014) Progress in heparin and heparin-like/mimicking polymer-functionalized biomedical membranes. J Mater Chem B 2:7649–7672
Cheng C, Li S, Zhao J, Li X, Liu Z, Ma L, Zhang X, Sun S, Zhao C (2013) Biomimetic assembly of polydopamine-layer on graphene: mechanisms, versatile 2D and 3D architectures and pollutant disposal. Chem Eng J 228:468–481
Hummers WS, Offeman RE (1958) Preparation of graphitic oxide. J Am Chem Soc 80:1399
Cai Y, Chen D, Li N, Xu Q, Li H, He J, Lu J (2017) Nanofibrous metal–organic framework composite membrane for selective efficient oil/water emulsion separation. J Membr Sci 543:10–17
Liu Y, Su Y, Cao J, Guan J, Zhang R, He M, Fan L, Zhang Q, Jiang Z (2017) Antifouling, high-flux oil/water separation carbon nanotube membranes by polymer-mediated surface charging and hydrophilization. J Membr Sci 542:254–263
Wang M, Liu G, Yu H, Lee SH, Wang L, Zheng J, Wang T, Yun Y, Lee JK (2018) ZnO nanorod array modified PVDF membrane with superhydrophobic surface for vacuum membrane distillation application. ACS Appl Mater Interfaces 10:13452–13461
Wang J, Wang H (2018) Easily enlarged and coating-free underwater superoleophobic fabric for oil/water and emulsion separation via a facile NaClO2 treatment. Sep Purif Technol 195:358–366
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China (Nos. 21776110, U1507118, 21676127), the Natural Science Foundation of Jiangsu Province (Nos. BK20151350, BK20161367, BK20171315,), the China Postdoctoral Science Foundation (Project Nos. 2014M561588, 1501067C, 170103B).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wang, Q., Cui, J., Liu, S. et al. Facile preparation of halloysite nanotube-modified polyvinylidene fluoride composite membranes for highly efficient oil/water emulsion separation. J Mater Sci 54, 8332–8345 (2019). https://doi.org/10.1007/s10853-019-03482-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-019-03482-z