
Abstract
In this work, a synthesis route of Ni3B, an attractive material for making heating elements and a promising component for catalysts, was developed using high-energy ball milling of nickel and boron powder mixtures. The milling duration was varied from 1 to 15 min. Ball milling led to partial dissolution of boron in the crystalline lattice of nickel and crystallite size refinement of nickel. Heating of the ball-milled mixtures at a constant rate led to thermal explosion, the indications of which were a rapid temperature rise and the formation of boride phases. The duration of ball milling was shown to influence the phase composition of the products of thermal explosion. The time of milling ensuring the formation of single-phase Ni3B was determined to be 7 min. The ignition temperature of thermal explosion decreased with the milling time: a decrease by more than 300 °C was observed for the mixture milled for 15 min relative to the non-milled mixture. The maximum temperature developed during thermal explosion increased in the mixture milled for 1 min relative to the non-milled mixture and then decreased with the milling time reaching the level of the non-milled mixture after 15 min of milling. The observed dependence of the maximum temperature on the milling time is related to the net effect of mixing uniformity improvement between the reactants and a partial transformation of the reaction mixtures into Ni(B) solid solutions and Ni3B during milling. The proposed synthesis route of a single-phase Ni3B powder has advantages of short processing time and low-energy consumption.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Nickel boride Ni3B, an interesting material with electrical resistivity increasing with temperature [1, 2] and promising for fabricating heating elements [3] and catalysts [4, 5], can be synthesized by solution chemistry methods [4, 6] and solid-state processes [7,8,9,10]. The solid-state synthesis routes are based on mechanical alloying of Ni–B powder mixtures, which is followed by annealing of the powders, if well-crystallized boride phases are to be obtained.
The formation of Ni3B from the elements is an exothermic reaction; the heat of formation of Ni3B is 100 kJ mol−1 [11]. Generally, syntheses based on combustion reactions can be realized via layer-by-layer combustion (self-propagating high-temperature synthesis) or volumetric combustion (thermal explosion) [12]. For compounds having moderate or low values of heat of formation, the thermal explosion mode of transformation offers a convenient possibility of synthesizing the compound using a limited energy input [13]. The chemical transformation of the reaction mixture into the products in the thermal explosion mode is normally induced by heating the powder mixture at a constant rate until the thermal explosion is initiated and the temperature starts rising further due to heat evolution as a result of an exothermic reaction. Thermal explosion under pressure is used for producing bulk materials from the synthesized compounds [14] while synthesis without the application of pressure can be used for the production of powders of desired phase compositions.
In our recent studies, synthesis in the thermal explosion mode has been successfully used for the production of nickel aluminide Ni3Al [15], titanium aluminide Ti3Al [16] and tungsten carbide WC [17]. It was found that preliminary mechanical milling of the powder mixtures dramatically changes the outcome of thermal explosion in terms of the phase composition of the synthesized product and its formation conditions. To our best knowledge, the synthesis of Ni3B in the thermal explosion mode has not been reported previously. Therefore, the goal of the present work was to evaluate the synthesis route based on high-energy ball milling of 3Ni–B powder mixtures followed by heating-induced thermal explosion for the preparation of single-phase Ni3B and determine the influence of ball milling on the phase composition of the synthesized products and parameters of thermal explosion.
Materials and methods
Reaction mixtures were prepared using an electrolytic nickel powder (PNE1, 99.5% purity) and an amorphous boron powder (B-99A, 99.3% purity). The stoichiometry of the mixtures was 3Ni–1.1B. A higher boron content in the reaction mixture relative to the Ni3B phase stoichiometry was taken to compensate for the losses of boron during ball milling caused by preferential sticking of this component to the walls of the milling vials and the surface of the milling balls. Ball milling of the reaction mixtures was conducted using an AGO-2 mill, which a high-energy planetary ball mill with water-cooled vials [15, 16]. The volume of the milling vials was 160 cm3. Steel balls of 8 mm diameter were used. The mass of the milling balls was 200 g, and the mass of the reaction mixture was 10 g. The centrifugal acceleration of balls was 400 m s−2. In order to prevent oxidation of nickel and boron powders, milling was conducted in an atmosphere of argon of 99.998% purity. The powders were loaded into the vials in a glove box. The milling time was varied from 1 to 15 min.
Synthesis in the thermal explosion mode was conducted using an induction furnace ILT-0.0005/1.0-22.0 (power 1 kW, frequency 22 kHz), as described in Ref. [16]. The programmed heating was monitored using a furnace thermocouple. The applied heating rate was 35 °C min−1. The ball-milled powders were poured in an alumina crucible, which was placed in a graphite crucible heated by the inductor. The temperature of the reaction mixture was measured using a thermocouple. The signal from the thermocouple was transferred to the analog–digital converter and then to the computer, which allowed recording thermograms of thermal explosion.
The X-ray diffraction (XRD) patterns of the ball-milled powders and products of thermal explosion were recorded by means of a D8 ADVANCE powder diffractometer (Bruker AXS, Germany) equipped with a one-dimensional Lynx-Eye detector using Cu Kα radiation. XRD patterns were collected in the interval 10° < 2Θ < 100° with a step size of Δ2Θ = 0.0195° and a counting time of 35.4 s per step. The XRD phase analysis was performed using ICDD PDF-4 + database (2011). Refinement of the lattice parameters from the XRD patterns and calculation of the crystallite sizes were carried out using TOPAS 4.2 software (Bruker AXS, Germany). The instrumental contribution to the peak width was calculated by the method of fundamental parameters [18, 19]. The morphology of the ball-milled powders and products of thermal explosion as well as microstructure of the powder agglomerates of the ball-milled mixture was studied by scanning electron microscopy (SEM) using a Hitachi TM-1000 Tabletop scanning electron microscope (Japan). The microstructure of the powder agglomerates of the ball-milled mixture was observed on cross sections of the particles prepared by mounting and polishing.
Results
Figure 1 shows the XRD patterns of the 3Ni–B mixture milled for different times. XRD lines corresponding to reflections of crystalline nickel become broader with the milling time. After 15 min of milling, weak reflections of the Ni3B phase can be detected on the XRD pattern of the powder mixture. The evolution of the crystallite size of nickel with the milling time can be traced from data presented in Table 1. During high-energy ball milling, the size of nickel crystallites decreases very rapidly and reaches 9 nm after 15 min of milling. The formation of composite agglomerates during ball milling is accompanied by dissolution of boron in nickel, which explains a gradually increasing lattice parameter of nickel with the milling time (Table 1). The same trend in the change of the lattice parameter of nickel with the milling time of Ni–B mixtures was observed in refs. [9, 10] and attributed to the formation of metastable interstitial solid solutions of boron in nickel.

XRD patterns of the 3Ni–B mixture milled for 1, 3, 7, 11 and 15 min
The calculated adiabatic temperature of the formation of Ni3B is 977 °C, which is lower than the temperature of the eutectic between Ni and Ni3B (1093 °C) [20]. Due to a low adiabatic temperature, 3Ni–B mixtures can be regarded as mixtures of low calorific value [12]. Therefore, layer-by-layer combustion cannot be realized in the mixtures of this composition. However, the boride phase can be obtained by initiating combustion in the thermal explosion mode.
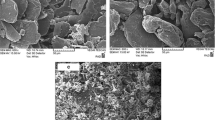
The initial nickel powder consists of particles of dendritic shape. After 1 min of ball milling, the dendritic morphology of the particles is no longer observed, as nickel starts forming agglomerates with particles of boron (Fig. 2a). The size and morphology of the agglomerates evolve with the milling time: the size distribution of the agglomerates becomes narrower, while the agglomerates become denser (Fig. 2b–e). The microstructure of the powder agglomerates obtained in mixtures milled for different durations is shown in Fig. 3a–c. After 1 min of milling, boron-rich and boron-depleted areas can be seen in the cross section of the agglomerates (Fig. 3a). After 7 min of milling, the distribution of boron particles in the nickel matrix becomes quite uniform (Fig. 3b). A further increase in the milling time does not change the character of distribution of boron (Fig. 3c).

SEM images of the 3Ni–B mixture milled for 1 min (a), 3 min (b), 7 min (c), 11 min (d) and 15 min (e)

Microstructure of 3Ni–B agglomerates formed after milling for 1 min (a), 7 min (b), 11 min (c)
Upon heating of the non-milled mixtures, noticeable heat evolution starts at a temperature of 580 ± 15 °C. Once the combustion has been initiated, the temperature of the reaction mixture increases reaching a temperature of 820 ± 15 °C (the maximum temperature of thermal explosion). The thermograms of the 3Ni–B mixture milled for different milling times are exemplified in Fig. 4. The dependences of the ignition temperature and the maximum temperature developing during thermal explosion on the milling time of the 3Ni–B mixture are presented in Fig. 5. The ignition temperatures of the powder mixtures decrease by more than 300 °C after 15 min of ball milling.

Thermograms of the 3Ni–B mixtures milled for 1, 7 and 11 min

Dependences of the ignition temperature (Tign) and the maximal temperature during thermal explosion (Tmax) on the milling time of the 3Ni–B mixture. Each value on the curves is an average of three measurements. The experimental error for each temperature value shown in the graph is ± 15 °C
The phase composition of the products of thermal explosion is influenced by the preliminary ball milling. Figure 6 shows XRD patterns of the products of thermal explosion of the mixture milled for different milling times. In the product obtained from a mixture milled for 1 and 3 min, Ni3B is not the only phase: the presence of Ni2B and Ni indicates an incomplete reaction. After 7 min of milling, thermal explosion results in the formation of single-phase Ni3B. In the SEM images of the products of thermal explosion, no evidence of extensive melting has been found (Fig. 7a–e).

XRD patterns of the products of thermal explosion of the 3Ni–B mixture milled for 1, 3, 7, 11 and 15 min

SEM images of the product of thermal explosion of the 3Ni–B mixture milled for 1 min (a), 3 min (b), 7 min (c), 11 min (d) and 15 min (e)
Discussion
As can be seen from results of the XRD and SEM analyses, high-energy ball milling of 3Ni–B powder mixtures induces significant changes in the structure of the material, which is reflected in its behavior during thermal explosion. For chemical reactions in the thermal explosion mode, the key parameters are the ignition temperature, the maximum temperature developed due to the occurrence of an exothermic reaction, and the phase composition of the products. It can be assumed that the structural characteristics of the reaction mixture will influence these parameters making it possible to control the phase composition of the products by applying ball milling to the reaction mixture.
An increase in the maximum temperature reached during thermal explosion of the mixture milled for 1 min appears to be due to better mixing between the reactants compared with the non-milled mixture. As the milling time increases, crystallites of the boride phases start forming, although reflections of these phases are not yet seen in the corresponding XRD patterns. Due to a partial transformation of the reaction mixture into the boride phases, a lower amount of heat evolves during the thermal explosion stage. At the same time, solid solutions of boron in nickel are metastable phases and their formation is associated with an increase in the free energy of the system. So, the observed dependence of the maximum temperature on the milling time is a net effect of mixing uniformity improvement and a partial transformation of the reaction mixture into boride products and solid solutions during milling prior to heat treatment.
Ignition of thermal explosion in the ball-milled 3Ni–B mixtures requires lower temperatures than that needed for the ignition of the non-milled mixture. It was found that the ignition temperature decreases monotonically with the milling time. Lower ignition temperatures can be explained by the crystallite size refinement of nickel and accumulation of defects in its lattice making the metal more reactive. Furthermore, an increased interface area between the reactants in the ball-milled mixture makes it easier to initiate the combustion reaction. As the temperature of the Ni-Ni3B eutectic is 1093 °C and the Ni3B, Ni2B and Ni4B3 compounds melt congruently at 1156, 1125 and 1031 °C [20], the synthesis in the thermal explosion mode, during which the maximum temperatures are well below 1000 °C, can be considered a predominantly solid-state process.
Conclusions
This study allowed us to draw the following conclusions:
-
1.
3Ni–B powder mixtures can react in a thermal explosion mode producing boride phases; in order to obtain single-phase Ni3B from 3Ni–B powders, mechanical milling of the reaction mixture is needed to ensure phase uniformity of the product.
-
2.
During ball milling, along with dissolution of boron in the crystalline lattice of nickel and crystallite size refinement of nickel, small amounts of the Ni3B phase formed.
-
3.
Structural transformations during ball milling of the Ni–B mixtures cause a decrease in the ignition temperature of thermal explosion.
-
4.
The synthesis route evaluated in the present work for the preparation of single-phase Ni3B has advantages of short processing time and low-energy consumption; the synthesized Ni3B powders are suitable for further processing by sintering, hot pressing and thermal spraying.
References
Kostetskiy II, L’vov SN (1972) Certain physical properties of cobalt and nickel borides. Fiz Met Metalloved 33:773–779 (in Russian)
Lee ES, Park SK, Park YH (2015) Structural and physical properties of bulk Ni–B alloys processed through powder metallurgy. J Ceram Process Res 16:380–384
Shelud’ko VE, Paustovskii AV, Rud’ BM, Tel’nikov EY, Smertenko PS, Kremenitskii VV, Zakharchenko IV (2014) Modification of the structure and properties of Ni3B-based thick films by the action of laser radiation. Surf Eng Appl Electrochem 50:419–426
Kapfenberger C, Hofmann K, Albert B (2003) Room-temperature synthesis of metal borides. Solid State Sci 5:925–930
Arivu M, Masud J, Umapathi S, Nath M (2018) Facile synthesis of Ni3B/rGO nanocomposite as an efficient electrocatalyst for the oxygen evolution reaction in alkaline media. Electrochem Commun 86:121–125
Schaefer ZL, Ke X, Schiffer P, Schaak RE (2008) Direct solution synthesis, reaction pathway studies, and structural characterization of crystalline Ni3B nanoparticles. J Phys Chem C 112:19846–19851
Corrias A, Ennas G, Musinu A, Paschina G, Zedda D (1995) The preparation of nanocrystalline boride powders via a solid state reaction induced by the ball milling of nickel-boron mixtures. J Non Cryst Solids 192–193:565–569
Corrias A, Ennas G, Marongiu G, Musinu A, Paschina G, Zedda D (1995) The synthesis of nanocrystalline nickel boride powders by ball milling of elemental components. Mater Sci Eng A 204:211–216
Nazarian-Samani M, Kamali AR, Mobarra R, Nazarian-Samani M (2010) Phase transformations of Ni–15wt% B powders during mechanical alloying and annealing. Mater Lett 64:309–312
Fadeeva VI, Sviridov IA, Kubalova LM (2009) Formation of metastable solid solutions of boron in nickel under mechanochemical synthesis from Ni–B and Ni–Nb–B mixtures. Inorg Mater 45:369–373
Rák Z, Bucholz EW, Brenner DW (2015) Defect formation in aqueous environment: theoretical assessment of boron incorporation in nickel ferrite under conditions of an operating pressurized-water nuclear reactor (PWR). J Nucl Mater 461:350–356
Rogachev AS, Mukasyan AS (2014) Combustion for material synthesis. CRC Press, London
Korchagin MA (2015) Thermal explosion in mechanically activated low-calorific-value compositions. Combust Explos Shock Waves 51:578–586
Gutmanas EY, Gotman I (1999) Dense high-temperature ceramics by thermal explosion under pressure. J Eur Ceram Soc 19:2381–2393
Filimonov VY, Korchagin MA, Smirnov EV, Sytnikov AA, Yakovlev VI, Lyakhov NZ (2011) Kinetics of mechanically activated high temperature synthesis of Ni3Al in the thermal explosion mode. Intermetallics 19:833–840
Filimonov VY, Korchagin MA, Dietenberg IA, Tyumentsev AN, Lyakhov NZ (2013) High temperature synthesis of single-phase Ti3Al intermetallic compound in mechanically activated powder mixture. Powder Technol 235:606–613
Korchagin MA, Bulina NV (2016) Superadiabatic regime of the thermal explosion in a mechanically activated mixture of tungsten with carbon black. Combust Explos Shock Waves 52:225–233
Cheary RW, Coelho AA (1992) A fundamental parameters approach to X-ray line-profile fitting. J Appl Crystallogr 25:109–121
Scardi P, Leoni M (2006) Line profile analysis: pattern modelling versus profile fitting. J Appl Crystallogr 39:24–31
Brandes EA, Brook GB (1998) Smithells metal reference handbook, 7th edn. Butterworth-Heinemann, Oxford
Acknowledgements
This study was conducted within the state assignment to ISSCM SB RAS (Project 0301-2018-0001).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Korchagin, M.A., Dudina, D.V., Bokhonov, B.B. et al. Synthesis of nickel boride by thermal explosion in ball-milled powder mixtures. J Mater Sci 53, 13592–13599 (2018). https://doi.org/10.1007/s10853-018-2290-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-018-2290-8