
Abstract
Titanium in situ reinforced with titanium boride (TiBw) has garnered significant attention as one of the most promising titanium composites today. A significant number of processing approaches have been reported on the fabrication of these unique composites. This brief review provides an update on recent activities within the area focusing largely on research conducted over the past 5 years. Approaches discussed include bulk deformation processes such as rolling, 2D forging, equal channel angular pressing, (laser and non-laser-based) additive manufacturing, and new microstructural designs implemented for this composite system. Moreover, the potential of this composite as a biomaterial is also discussed.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The interest in titanium (Ti)–titanium boride (TiBw) composites has been significant over the past 5 years. It is well known that Ti inherently suffers from poor wear resistance and relatively low stiffness, and hence the incorporation of reinforcements in the form of particulates or whiskers has been successful in eliminating such disadvantages. One of the most successful reinforcement for titanium is in-situ-synthesized single-crystal TiBw, to produce Ti–TiBw composites. These lightweight composites provide advantages that include enhanced stiffness, hardness, strength, and wear resistance over unreinforced Ti [1]. The incorporation of TiBw also provides for a chemically and mechanically compatible reinforcement with the Ti matrix. Applications/potential applications for Ti composites range from automotive and aerospace to sporting goods and even biomedical [2]. Recently, interesting approaches have been published on Ti–TiBw composites, including selective laser melting [3], Ti-based hybrid composites [4], forging [5], extrusion [6], equal channel angular pressing [7], hot rolling [8], spark plasma sintering [9], various designs for spatial addition of TiBw [10] and work that considers Ti–TiBw as a biomaterial [11, 12].
Although very valuable earlier reviews have been published, recent reviews on titanium composites include the selective laser melting of Ti and Ti composites for biomedical applications [13], and a 2008 review on the processing, microstructure, and properties relations in particulate and whisker-reinforced titanium [14]. In 2007, the present author published a review with a specific focus on the processing and properties of Ti–TiBw composites. Due to the important and significant research published recently on the topic, the present review provides a brief update on Ti–TiBw composites, focusing largely on work published during the past 5 years. The review does not cover all the papers published but considers select papers to exemplify the recent directions in Ti–TiBw research. The paper specifically tackles new research related to bulk deformation processing, interesting microstructural arrangements, additive manufacturing, and the consideration of Ti–TiBw as a biomaterial.
Background
Powder Metallurgy Processing and TiBw Aspect Ratio Effects
One of the fundamental methods for forming titanium–titanium boride composites is through the process of powder metallurgy [15]. This type of processing offers the advantages of net shape processing, minimal material waste, and microstructural control [16]. In a recent comparative study, Selvakumar et al. [17] investigated the microstructure and properties of Ti–TiBw produced through spark plasma sintering (SPS), versus hot isostatic pressing (HIP) and vacuum sintering. Only the spark plasma-sintered products had predominantly converted the TiB2 to fine TiBw whiskers. This is not surprising as electric current had been previously shown to have an intrinsic effect that increases the diffusion and phase transformation kinetics [10, 18]. On the other hand, the morphology of TiB in Ti–TiB samples produced by HIP was spherical, while platelike agglomerates as well as fine whiskers were found in vacuum-sintered materials, together with residual porosity and TiB2. These different microstructures consequently resulted in varying mechanical responses. For example, spark plasma-sintered materials mostly exhibited enhanced properties compared with hot isostatically pressed or vacuum-sintered products. An increase in TiBw content also result in an increase in elastic modulus, hardness, contact stiffness, and creep resistance while decreasing the fracture toughness, which is also supported by other work [15]. The increase in residual titanium content typically results in better fracture toughness. In an interesting study, SPS above and below the β transus has also been shown to result in marked differences in the ductile to brittle transition temperature of Ti–TiBw composites [19], where composites sintered at 1000 °C exhibited almost a 100 °C increase in the ductile to brittle transition temperature, from 400–500 to 500–600 °C (using the toughness values from the area under the stress strain curve at different temperatures). Although residual TiB2 was retained following SPS at temperatures as high as 1000 °C, it was the interface between the TiBw and Ti that was affected by the initial sintering temperature. Here, sintering in the β phase field followed by cooling through the β-α phase transformation temperature resulted in incompatible crystallographic orientation relations between the α matrix and the TiBw, which promoted increased local strain and dislocation density. However, these were not expected to occur for materials sintered in the α phase field that did not have to undergo a phase transformation. It should be noted that the β transus depends on the Ti alloy composition and is usually determined through differential scanning calorimetry.
To date, property improvements at low TiBw volume fractions have not been targeted to a significant level. In fact, this is where there could be an opportunity to produce TiBw with significantly larger aspect ratios than possible at the higher TiBw contents, where the excessive formation of TiB impedes each others’ continued growth lengthwise. Interestingly, recently as-cast Ti–TiBw composites with 8.3% TiB reported an aspect ratio of 32:1 [20], while aspect ratios as low as 10:1 have been reported for 30 vol% TiB content [21]. Moreover, previous attempts made to further improve on properties of Ti–TiBw composites by increasing TiBw volume fraction have largely led to a catastrophic reduction in fracture toughness and ductility due to whisker interlocking [15]. One of the particles used to form TiBw in situ is TiB2 via a reaction with Ti. Very recent work has shown that the aspect ratio of the in-situ-formed TiBw can increase with a reduction in the initial TiB2 particle size when it is below 1 μm [22]. The study was conducted for a 1 vol% TiBw final loading (randomly orientated), with TiBw aspect ratios up to 58:1 (and 100 nm TiBw diameter) being reported for an initial TiB2 particle size as low as 500 nm. However, when the vol% loading of TiBw was increased to even just 5 vol% (with 3 μm initial TiB2 particle size), it resulted in a reduction in TiBw aspect ratio to 13:1. It is logical to assume that there may be opportunities for the synthesis of TiBw with even greater aspect ratios at low nano-TiB2 loadings if nanoscale (< 100 nm) TiBw were somehow aligned (i.e., limiting TiBw–TiBw contact), assuming an abundant boron source (the subject of ongoing work by the present author). Previous work by the present author shows fine TiBw with an average diameter of a few hundred nanometers [23], produced from Ti–TiB2 composite particles where TiB2 had been refined through the mechanical milling process (Fig. 1 [23]).

TiB whisker growth from high volume fraction TiBw–Ti particle in dual matrix composites [23]
It is well known that the elastic modulus of TiBw is superior to that of Ti, 371 GPa [24] and 105 GPa [25], respectively. Consequently, the increase in TiBw content has been shown to further result in an increase in the elastic modulus [26, 27] of Ti–TiBw composites. Moreover, simply the alignment of whiskers can also further result in an increase in the elastic modulus when measured along the direction of alignment [28].
Through extrusion of as-cast Ti–TiBw composites, Dubey et al. [29] were able to align TiB whiskers (3.1 vol%, with mean aspect ratio ~ 5:1) and produce composites with % elongation to fractures (~ 9%) and fracture toughness values ~ 50 MPa m1/2. Noting that bulk deformation processing is known to fracture TiBw leading to low TiBw aspect ratios. The reduction in fracture toughness with increase in TiBw volume fraction has also been reported [30]. It should, however, be noted that ductility and fracture toughness are also dependent upon microstructure, post-processing heat treatment, and composition. The following modified shear lag model [29, 31] can be used to predict the increase in elastic modulus due to the addition of TiBw.
where X is given by:
E is the respective elastic modulus, v is the Poisson’s ratio, V is the TiB volume fraction, and l/d is the TiBw aspect ratio. On the other hand, the yield strength has been predicted using the following equation [29, 32, 33]:
where σy = 0.2% offset yield strength.
It is clear from the above equations that the TiBw aspect ratio can have a significant influence on both the elastic modulus and the yield strength of Ti–TiBw composites. Moreover, the processing of in situ nanoscale TiBw reinforcements may also have some added benefits in terms of activating other strengthening mechanisms. For example, George et al. [34] showed that for metal–carbon nanotube (CNT) (i.e., nano-reinforcement) composites, the shear lag model also predicts the influence of the CNTs on the elastic modulus, while the Orowan looping model predicts well the yield strength increase due to CNT addition. In the case of nano-TiBw (assuming an aspect ratio of 58:1), the shear lag model suggests an increase of ~ 38% over the elastic modulus of Ti for a 10 vol% TiBw loading, which is higher than typical reported values, e.g., 20% [26]. So the high aspect ratio of TiBw can have a significant influence on stiffness. Also, only a 5 vol% loading of nano-TiBw should result in approximately similar stiffness gain as a 10 vol% TiBw-reinforced Ti with a low TiBw aspect ratio (5:1). Equation 3 also seems to suggest that if the aspect ratio of nano-TiBw was maintained even at ~ 58:1, a volume loading of only 5% TiBw will result in a composite with a strength ~ 2.5 times that of titanium. Of course other strengthening mechanisms need to be considered, for example the matrix contribution to strength through microstructural design. Hence, more research needs to be directed at nanoscale, high-aspect-ratio aligned TiBw reinforcements to reap potential benefits of unprecedented strength and stiffness in combination with high toughness.
Bulk deformation processing (BDP)
A number of recent studies have investigated the BDP of Ti–TiBw and Ti–TiBw hybrid composites through forging [5], extrusion [35, 36], equal channel angular pressing [7], and hot rolling [37]. Whisker alignment, aspect ratio, and the titanium matrix microstructure can very much be modified through BDP, which in turn can have significant effects on the mechanical behavior of the composite. For example, Zhang et al. [4] hot-rolled (within the α + β phase field) in situ cast Ti–6Al–2.5Sn–4Zr–0.7Mo–0.3Si/(TiBw + TiCp) to increasing levels of rolling reductions up to 85%, reporting TiBw fracture and overall shortening of TiBw length with improved whisker distribution within the microstructure with increasing rolling reductions. Moreover, both tensile strength and ductility were also found to improve with increased rolling reduction compared with the as-cast material. Similar results were also reported for hot-rolled Ti–6Al–4V matrix reinforced with TiC and TiBw (following initial consolidation using spark plasma sintering) [38], specifically for TiBw alignment. In BDP, TiBw fracture is typically reported, but sometimes to varying extents, due to the level of plastic deformation experienced and stresses involved. As mentioned earlier, TiBw fracturing was reported by Zhang et al. [4] during hot rolling (within the α+β phase field) of 2.5 vol% TiB + TiC)/Ti–6Al–2.5Sn4Zr–0.7Mo–0.3Si (and also by others during extrusion [39]), while relatively less fracturing of TiBw was reported by Tabrizi et al. [38] within a Ti–6Al–4V matrix for a TiB + TiC hybrid composite that was first SPS’d followed by rolling to comparable reductions. One possible reason for the difference in behavior may be the composition of the matrix and its flow characteristics during hot rolling. With such considerable deformation through hot rolling, not only the reinforcement is affected (in terms of alignment and possible fracturing) but also the matrix. For example, primary α can be refined with increasing rolling deformation, with tensile testing failure involving first the fracture of TiBw followed by matrix ductile fracture [4]. Recrystallization of primary α has been reported [38]; similarly, dynamic recrystallization has also been reported in other bulk deformation processes such as extrusion applied to hybrid (TiB + TiC + La2O3)/Ti–6Al–4V composites [6]. Interestingly, Zhang et al. [40] reported differences in the fracture mode of hot-pressed Ti–TiBw depending on the type of test and volume fraction of Ti. For example, radial cracks emanating from the corners of Vickers’ indents tended to be transgranular across TiBw and Ti, and did not appear to depend on Ti content. However, compression testing and flexural testing change from intergranular fracture along TiB/Ti phase boundaries to transgranular fracture above a Ti content of 20%. Moreover, there was tendency for longer TiBw to experience more transgranular fracture as compared to shorter ones. So the state of stress and Ti content may need to be considered as well when investigating fracture behavior. Interestingly, the alignment of TiBw has been reported to improve with increase in rolling reduction and in turn improved the creep resistance of Ti (similar to composition to IMI 834)/(TiBw–La2O3) composites [37] (similar results have also been reported for cast and subsequently 2D-forged near α Ti–TiB composites [5]). However, also the microstructural refinement of α plates at higher rolling reductions promoted a grain sliding mechanism that lowered the creep resistance. Hence, in creep deformation there is interplay between a number of competing factors, influenced by the existence of TiBw (and their content [41]) and the scale of the matrix microstructure. The TiBw fracturing has a direct negative impact on the properties, since it is aligned reinforcements with higher aspect ratios that are known to improve strength, elastic modulus, and, as mentioned above, creep resistance [5].
Although several studies applied BDP to as-cast materials, some work considered sintering prior to hot extrusion. Such research is important as in hot deformation processing the starting microstructure can affect the final matrix microstructure following BDP. Zhang et al. [36] sintered mechanically milled Ti–6Al–4V powder and TiBw at 1150 °C for 1.5 h before extrusion. Such a sintering schedule was not enough to convert all the TiB2 to TiBw, and instead considerable Ti3B4 was formed. Extrusion (which is typically a fast process), however, provided better conditions for conversion to TiBw due to the high level of deformation and pressures used, and good contact between the matrix and reinforcement precursors. The authors interestingly examined the extrudate at different locations along the extrusion (including material left behind inside the container, i.e., the discard) and hence could study the evolution of Ti–TiBw during extrusion by spatial analysis of microstructure within the extrudate and discard. Similarly, hot extrusion has also been shown to promote a rapid formation of TiBw from boron addition to titanium, which has been shown to form even before the material exits the extrusion chamber [35].
Such methods considered the extrusion of blended powder compacts [35]. Here, the use of pre-alloyed powder can be viewed as a low-cost alternative to using just elemental powders. Specifically, boron was added to two powder compositions, in one, titanium powder (hydride–dehydride) was mixed with Al–40V master alloy powder, while the other was also hydride–dehydride Ti6–Al–4V, which were both then compacted and extruded at 1300 °C. The mere chemistry of the starting powder had a pronounced effect on the morphology and size of the TiBw formed, where the reaction between boron and Ti–6Al–4V resulted in fine TiBw with no porosity observed, while the reaction of boron with the Ti/Al–40V mixture resulted in coarse TiBw with lower aspect ratio and TiB cluster formation. This was suggested to be due to a limitation in the homogenous growth of TiBw within the pre-alloyed Ti–6Al–4V powder as opposed to the pure Ti. Also, other explanations for the formation of coarse TiB with the Ti/Al-40V/B mixture are a competition between the rate of TiBw growth and nucleation where the rate of growth is more dominant, and the inhomogeneous distribution of boron within the powder mix, with the oxide-coated Al–40V acting as a diffusion barrier [35]. The presence of the whiskers was also found to affect the matrix microstructure, where regions that did not contain whiskers displayed alpha colonies/platelets, while the matrix around the whisker-populated regions displayed more of equiaxed alpha phase. Extrusion was, however, again accompanied by whisker fracturing (as in rolling [4]) and the generation of pores and poor reinforcement/matrix interfacial bonding, specifically in the coarse TiBw-reinforced titanium, which promoted lower strength and poor ductility in this case [35]. In another study [6], as-cast TiB + TiC + La203 hybrid composite (with a low total reinforcement volume fraction, i.e., < 2 vol%) was subjected not only to hot forging secondary processing, but subsequent to that, also hot extrusion (i.e., tertiary processing). While hot forging resulted in randomly oriented TiBw, with obvious cluster formation and a basket weave matrix microstructure, following extrusion, clusters were eliminated and two different types of microstructures were observed. In highly reinforcement-rich regions, dynamic recrystallization resulted again in equiaxed grains, while in other regions basket weave microstructures were observed but finer than those found in the forgings. This dynamic recrystallization was found to be more pronounced as the overall volume fraction of reinforcements increased from 0.5 to 2.0 vol%. Although the extruded material displayed slightly lower strength values than the forgings, the ductility improved significantly. A similar tertiary-type processing sequence was adopted which entailed casting, followed by forging to remove casting defects and then severe plastic deformation via equal channel angular pressing (ECAP) at temperatures ranging from 600 to 900 °C of (TiBw + La2O3)/Ti–6Al–4V composites [7]. Such severe plastic deformation expectedly gave rise to significant fracturing of TiBw, which was found to increase with an increase in ECAP temperature, to the extent where ECAP at 900 °C resulted in an aspect ratio reduction down to 2.1. In fact, fracturing was observed in this case not only to occur across the whisker but also along its length. Ultrafine microstructures are typically produced in ECAP, and in this case ultrafine microstructures were partially observed, and since the extrudates were quenched immediately following extrusion, favorable conditions were there to limit conditions for grain growth. Such ultrafine microstructures involved cell structures on the order of 500 nm for materials ECAP’d at 600 and 700 °C resulting from dislocation pileup and entanglement, with evidence of dynamic recrystallization resulting in grain sizes on the order of 100 nm–500 nm occurring when ECAP was conducted at 800 and 900 °C. Moreover, grain refinement in relation to the α lamella phase increased with an increase in ECAP temperature and hence reduced down to less than 1.0 μm thickness from 2.1 μm. So although microstructure refinement is an advantage, it may seem that the TiBw fracturing may initially detract from the appeal of ECAP. It would be interesting though to examine the effect of ECAP above the β transus on whisker fracturing.
While whisker fracturing and a reduction in the TiBw aspect ratio of the whiskers have been a main feature of extrusion and rolling, recently 2D forging [20] has been found to not only be able to align TiBw but also result in a relatively higher TiBw aspect ratios compared with traditional BDP. As shown in Fig. 2, the application of the forging stroke in two different directions (2D) sequentially as can occur in industrial practice resulted in predominantly aligned whiskers with aspect ratios around 20:1 [5]. One of the interesting issues is the initial boron content, i.e., whether it is at/below or above the TiB eutectic composition (which depends on the composition of the titanium matrix). For a hypereutectic alloy, the formation of primary TiB phase during melting and casting results in coarse TiBw and sometimes TiB plates. These have been shown to fracture upon forging and result in poor mechanical properties. Moreover, forging within the β regime was found helpful in allowing less TiBw fracturing for near-eutectic TiB compositions. This is attributed to the significantly superior strength of TiBw compared with the lower flow stress of the titanium matrix at that temperature [20, 42]. Multi-direction forging (Fig. 3, based on [43]) was also applied to the processing of Ti-(TiBw/Y2O3) composites [44], resulting in fine dynamically recrystallized matrix grain size on the order of ~ 2.6 μm. Very high room temperature tensile strength was reported (~ 1.47 GPa). Calculations of the relative contributions of strengthening methods revealed that TiBw contributed to strength mainly through load transfer, while Y2O3 submicron particles contributed to strength enhancement predominantly through thermal expansion mismatch and to a lesser extent Orowan strengthening, while grain size reduction (Hall–Petch effect) also had a contributing effect to strengthening. However, high-aspect-ratio TiBw were not reported as in the case of 2D forging.

Schematic of 2D forging [5]

Schematic example for multi-direction forging based on [43]
Alternative elemental/compound designs
Although a significant amount of work has been published on conventional methods of constituent mixing whether via powder metallurgy processing or through casting, a few studies considered alternative designs [10, 23, 45, 46]. For example, Wang et al. [46] considered the effect of heat treatment and solution treatment on the geometric distribution of the reinforcements within Ti–TiBw-based composites. Here, a near-α titanium alloy (Ti–5.8Al–4.0Sn–3.5Zr–1Mo–0.85Nd–0.4Si) and TiB2 were reactively hot-pressed to form Ti–TiBw composites. This resulted in the formation of networks of TiBw surrounding titanium particles aided by the initial powder mixing procedure where the boron source was embedded at/on the titanium powder surfaces. Such TiBw network-based microstructures are reported to nearly maximize the elastic modulus and improve fracture behavior (similar TiBw networks within Ti–6Al–4V have also been recently produced through hot isostatic pressing [47], and high-temperature oxidation resistance has been reported in another study to be inferior to the unreinforced material due to the increased boundaries generated due to the presence of TiBw [48]). The matrix consisted of coarse lamellar or near-equiaxed α with intergranular β phase. Although no silicides were observed within the β phase, nanometric α2 (Ti3Al) was found within the α phase (partly due to the excess alpha stabilizers in the composition). Two post-processing treatments were investigated: one is solution heat treatment within the β regime and the other thermal aging at 700 °C for 5 h. The thermal aging had the effect of increasing the precipitation of α2 and further precipitation of silicides within the β phase, with also preferred precipitation at the TiBw boundary, which acted as nucleation sites. On the other hand, the solution treatment within the β phase had the effect of dissolving the precipitates into solution and the subsequent water quenching promoted the formation of martensite, α’. Both the formation of martensite for the solution-treated composite and the precipitates for the thermally aged composites had the effect of increasing tensile strength compared with the as-reactively hot-pressed composite, while the ductility was only improved for the solution-treated composite. In another study, such TiBw networks became coarser with increased volume fraction of TiBw [47]. More interestingly, the TiBw networks limited the growth of α/β lamella beyond the TiBw 3D network boundaries resulting in thicker and shorter lamella as compared with TiBw-free titanium. The growth of TiBw into the titanium surrounded by the TiBw 3D networks has, however, been observed in a number of studies [46, 47, 49, 50]. Figure 4 (extracted from [49]) shows exaggerated nano-TiBw-woven interior structures resulting from the ingrowth of TiBw inside the interior of the TiBw 3D networks. The ball-on-plate wear resistance was found to improve with increase in TiBw volume fraction, but also two wear mechanisms were reported, one involving chemical reaction of elements with oxygen to form various oxides, which was facilitated by the heat generated during sliding, while the other involves the action of mechanical friction [47]. In recent work by the present author, Ti–TiBwdual matrix composites were fabricated through pressureless sintering as well as spark plasma sintering [10, 51]. In this microstructural design instead of distributing the precursor TiB2 particles homogenously throughout the titanium, TiBw were selectively grown in localized regions of the microstructure. This was accomplished by embedding the TiB2 particles inside titanium powders through mechanical milling, thus producing mechanically activated Ti–TiB2 ‘composite’ powder. These powders were then mixed with pure titanium powder, to generate a microstructure (following high-temperature consolidation) that contains regions rich in TiBw (fully converted following SPS), and surrounded by regions of predominantly ductile titanium. The microstructure is shown schematically in Fig. 5 [10] with micrographs in Fig. 6 [10]. Such microstructures had been previously used for WC–Co among others using different processing approaches [52] and also recently by the present author for Al–carbon nanotube composites [53]. Figure 7 [10] shows how such a microstructural design can produce composites with the same ‘overall TiBw volume fraction’ but of varying hardness, due to different sizes of the Ti–TiBw regions, and therefore different inter-(Ti-TiB) composite particle spacing. These different size regions were obtained by classifying the initially mechanically milled Ti–TiB2 powder into different size ranges and then mixing them with titanium powder followed by SPS to produce Ti–TiBw dual matrix composites. In other words, the mechanical properties of Ti–TiBw composites may therefore become tailorable. In fact, the 3D TiBw network design and the dual matrix design can be viewed as one (3D TiBw networks) where the TiBw-rich networks encapsulate the more ductile Ti phase, while the other (dual matrix composites) titanium surrounds the TiBw-rich Ti phase.

3D networks of TiBw and cross-network-woven TiBw (extracted from [49])

Schematic of dual matrix Ti–TiBw composites microstructure with TiBw–Ti regions surrounded by Ti outer matrix [10]

Micrographs showing spark plasma-sintered dual matrix Ti–TiBw composites having the same overall volume fraction but with different composite particle sizes [10]

Effect of classified Ti–TiBw particles size on the hardness of Ti–TiBw dual matrix composites (all with same overall volume fraction of reinforcements) [10]
In other work, Ti/Ti–TiBw composites were produced in the form of laminates by hot pressing stacked alternating layers of Ti and Ti–TiB2 powders [54]. The microstructures were vastly different following hot pressing. Within the Ti layer, coarse Widmanstatten microstructures were generated, while within the converted Ti + TiBw, a high population of 3D networks of whiskers resulted in the formation of fine equiaxed grains between the whiskers and coarser grains within the interior of the networks. Such an arrangement had a profound effect on the mechanical behavior with true stresses and ductility being superior as compared with the control (i.e., just hot-pressed Ti powder). Moreover, a non-catastrophic failure (i.e., not failing abruptly) was observed in the laminated composite as opposed to pure Ti. The hot-pressed pure Ti showed inhomogeneous shear band distributions believed to be caused by the coarse Widmanstatten microstructure, whereas the Ti–TiBw layer promoted more of a homogeneous strain distribution. Such improved ductility over unreinforced Ti was observed only for a 5 vol% TiBw-loaded Ti–TiBw layers in these laminates. In a separate study [50] on Ti/Ti–TiBw laminates, increase in TiB content within these Ti–TiB layers was investigated, which showed increases in strength and stiffness but a decline in ductility, with the lowest being observed for 12 vol% TiBw content (the maximum volume fraction investigated in that study). The increase in TiBw content had profound effects not only on the microstructures observed but also on the mechanical properties and fracture behavior. For example, at low TiBw vol% needle-shaped TiBw with ‘relatively’ larger effective aspect ratios (14.85:1) were reported as compared with 12.06:1 for 12 vol% counterpart, probably due to the TiB interlocking. The TiB morphology was found to change also with an increase in TiB volume fraction, even resulting in clawlike morphologies at the highest TiBw additions. This is attributed to the stagnation of the growth of TiBw emerging from the TiB2 particles due to its contact with neighboring TiBw, and the growth of other TiBw from other parts of the TiB2 particle. Such growth mechanisms have also previously been reported by Sahay et al. [21] for larger volume fractions of TiB. However, when we take into account the geometric 3D network or necklace-like distribution of TiBw within the Ti–TiBw layer microstructures, the volume fractions are expected to be ‘locally’ much higher than 12 vol%, resulting in these kind of morphologies as observed previously. The main effect of TiBw volume fraction on the tensile and fracture behavior of the laminates was related to both work hardening rate and a transition in fracture behavior. For example, the work hardening rate increased from 5 to 12 vol% TiBw addition, while the fracture behavior changed from ductile (5 vol% TiBw) to more brittle for the 12 vol% TiBw. Similar observation of a ductile to brittle behavior was also noted when the thickness of the Ti layer was reduced in size [55].
Chaudhari and Bauri [1] investigated carbide coating, in which they SPS’d powder compacts of Ti, Al, and KBF4 salt (a novel cheap boron source) powders with graphite foils sandwiching the powder compact. Here, graphite was used as a carbon source to promote the formation of hard TiC layers that sandwich Ti–4Al–2Fe/TiBw, resulting in wear-resistant surface layers. Not only has Ti–TiB been the main focus of the synthesis as a stand-alone composite, but they have also been used to enhance the properties of intermetallics. For example, Qin et al. [56] reaction-annealed alternating foils of Ti/TiBw (cut from hot-pressed samples) and Al to produce laminates with alternating layers of Ti3Al and Ti/TiBw, resulting in improved strength and fracture toughness in addition to better ductility than just the Ti3Al counterpart.
Additive manufacturing
A significant number of studies have investigated the laser-based additive manufacturing of Ti–TiBw composites. For a detailed treatment, the reader is referred to the review by Attar et al. [57]. Hu et al. [58] investigated the effect of laser power on the developed microstructures of Ti–TiBw composites using a laser deposition-additive manufacturing process (Fig. 8 [58, 59]). They found that only at high laser power (200 W) was it possible to obtain 3D quasi-continuous networks (3DQCN) of TiBw due to enhanced flow, liquid capillary force, and Marangoni convection. As the power decreases, the microstructure gradually changes from having partial development of these networks to no development at the lowest power (125 W). The other notable change in the microstructure is the redistribution of boron originally at the Ti powder surfaces post-milling. At low laser power, this boron is not redistributed/mixed efficiently following melting, resulting in higher volume fraction of B locally, which promotes hypereutectic microstructures including coarse primary TiB formation. The increasing formation of these 3DQCNs with applied laser power leads to a gradual increase in strength and toughness (area under the stress–strain curve) and also microhardness [59]. Such change in laser input power did not have any appreciable effect on the mechanical properties of TiBw-free Ti. In other words, the effect was largely focused on reorganization of TiBw into 3D networks. Pore formation can also be an issue in SLM of Ti–TiBw composites. In one study [60], particle shape had a pronounced effect on the pore content of the final selective laser-melted product. Milled Ti and TiB2 powders after 2 h were spherical with TiB2 largely being positioned on the surface of Ti powder particles, while after 4 h of milling these now composite particles were irregular in shape. The irregular powder shape results in poor flow characteristics and hence can lead to poor characteristics of the deposited layer of powder mixture, i.e., poor apparent density, which in turn negatively affects the final product following laser processing. As such, the 2-h-milled spherical particles resulted in 99.5% dense Ti–TiBw product, while the 4-h-milled irregular particles resulted in 95.1%, and these in turn resulted in inferior mechanical properties for irregular powders (883 MPa and 5.5% compressive ultimate strength and strain as opposed to 1421 MPa and 17.8% for spherical particles). Attar et al. [61] further provided a comparative study for the microstructure and properties of Ti–TiBw produced by SLM, sintering, and casting. Here, the starting powder in all cases was milled Ti–TiB2 powder that had a near-spherical shape. For sintering, the milled powders were compacted at different pressures and subsequently sintered at 1100 °C for 3 h in argon followed by water quenching. Although only Ti and TiBw were present after sintering, the compacts were porous with porosity decreasing from 36 to 25% as the initial powder compaction pressure increased from 450 to 700 MPa. Such porous microstructures have also been previously observed by the present author through pressureless sintering Ti–TiBw/Ti dual matrix composites; however, in that case 3-h sintering at 1100 °C and 1200 °C resulted in lower levels of porosity (due to excess outer matrix titanium) and some unconverted TiB2 (possible due to an initial higher volume fraction of TiB2 locally) [10]. In comparison with the sintered material, SLM and cast structures boasted dense products, with as-cast materials generating coarser TiBw in comparison with SLM products due to the different cooling rates experienced for both methods. In fact, even colonies on the nanoscale were found in the SLM products, presumably as a result of the rapid cooling. The overall microstructures had a profound effect on the mechanical properties where SLM and as-cast products exhibited generally similar moduli and strengths, while the porous sintered products displayed much lower elastic modulus and strength (mainly as a consequence of the porosity, which also affected the failure mechanism) [61]. Some work recently considered non-laser-based additive manufacturing approaches. For example, Sheydaeian and Toyserkani [62] considered an approach that combines binder jet additive manufacturing with extrusion technology where a high resin-based TiB2 is applied at predetermined locations between successive Ti layers followed by pressureless sintering, to produce what they named Ti–TiBw periodic composites. Although TiBw formation was reported, the porosity was significant, even with sintering at 1400 °C. The approach is interesting though and may find useful applications. Another non-laser additive manufacturing approach involved the wire arc additive manufacturing of Ti–TiBw composites, specifically of Ti–6Al–4V with trace of B addition, which generated 0.9 vol% TiBw and less (~ 1 μm diameter and 10 μm long on average) [63]. Such TiBw levels are not expected to intrinsically result in significant improvements in mechanical properties; however, their presence can act as nucleation sites for the formation of homogenous equiaxed α, with compressive true strain at failure increasing to around 40% with boron addition of 0.13% following heat treatment.

Ti–TiBw as a biomaterial
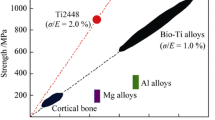
Within the orthopedic industry, normally titanium is not looked upon as being a material suitable for articulating applications, largely due to its poor wear resistance. Hence, other materials such as ceramics and more wear-resistant alternatives had been at the forefront in these applications [64, 65]. Understandably, composite and ceramic coatings have been suggested to enable Ti to compete in such applications, for example, as femoral heads [66, 67] and recent studies had considered Ti composites as a biomaterial [68, 69]. As pointed out by Ege et al. [67], there are very few papers that considered the mechanical and tribological properties of bio-inert ceramic coatings on Ti–6Al–4V (amounting to only 19 papers over the period 1990–2017), with nitrides receiving the most significant share of attention (47%). However, since the emergence of titanium composites (including Ti–TiBw and Ti–TiC) has shown significant wear resistance enhancements over the wear resistance of Ti, it may now be possible to consider these composites in such articulating applications. Due to the reported cytotoxicity of vanadium and aluminum in Ti–6Al–4V, other alloys such as β titanium alloys have been developed to avoid such effects. These alloys typically have elastic moduli values (~ 55–60 GPa) closer to bone (10–40 GPa) than Ti [66] and hence reduce the issue of stress shielding. Examples of these alloys are Ti–Nb–Zr–Ta (TNZT) and Ti–Nb–Ta–Zr (TNTZ) depending on the relative amounts of Zr and Ta. Although the incorporation of titanium borides within these materials may increase further the modulus (but now starting from a lower matrix modulus compared with other Ti alloys), they provide greatly needed wear resistance. Hence, some compromise may need to be achieved, through microstructural design, coating approaches, or other novel approaches. The work on Ti–TiBw as biomaterials is, however, comparatively still in its infancy.
Recently, a preliminary evaluation of the biocompatibility of Ti–TiBw dual matrix composites was conducted [12]. The composite was shown not to be cytotoxic with no observed abnormal morphologies in fibroblast cells. Additionally, they were found to have a hemolytic index similar to that of CP-Ti and even marginally lower than Ti–6Al–4V, as shown in Fig. 9. Similar positive results were reported for TiB–TiN-reinforced Ti–6Al–4V hybrid composite coatings, where the composite coatings were shown to be non-toxic, with similar biocompatibility (and interaction between material surface and cells) to that of CP-Ti [70]. Targeting dental applications, the culturing of gingival fibroblasts and osteoblasts on the surface of CP-Ti plasma surface alloyed with B (which formed TiB reinforcements at the surface) again showed promise as a biomaterial [71]. In another study, with the addition of only 0.1 wt% B to Ti–6Al–4V the response of osteoblasts was not significantly altered compared with just Ti–6Al–4V [72]. Majumdar et al. [73], however, reported that the addition of 0.5 wt% boron (i.e., higher B content) to Ti–13Zr–13Nb resulted in lower protein surface adsorption and cell response compared with boron-free Ti–13Zr–13Nb, which may possibly be related to differences in surface chemistry of this particular alloy composition. Similar results were reported by the same group for Ti–35–5.7Ta–7.2Zr–0.5B, where cell attachment was better for the boron-free alloy [74], yet both were also still better than the control. In another study [68], SLM’d Ti–TiBw composites were found to display enhanced corrosion resistance at body temperature in simulated body fluid (Hank’s solution) as opposed to CP-Ti. Here, the TiBw or unconverted TiB2 acted as micro-cathodes with the Ti matrix acting as the anode, thus promoting the dissolution of Ti which in turn resulted in the formation of a protective layer for Ti–TiB composites. Similar results were reported by Bahl et al. [72] where TiBw was also reported to act as cathodes, while both β and α Ti act as the anodes resulting in their dissolution, leading to a lower passivation potential which could lead to spontaneous passivation in oxidizing conditions. Interestingly though, the alignment of the TiBw relative to the test surface was found to affect corrosion behavior. Here, TiBw aligned perpendicular to the surface resulted in less planar area of exposed TiBw, hence resulting in a lowering of galvanic effect in comparison to TiBw that are aligned parallel to the surface. From the point of view of corrosion, Sivakumar et al. [75] had previously investigated the corrosion behavior of boride-coated CP-Ti in Ringer’s solution for implant applications. Here, CP-Ti was borided at varying temperatures and times to produce TiB2/Ti3B4/TiB coatings that were less than 30 μm thick. The outer layer (which was comparatively small in thickness) was TiB2, which possessed a hardness close to 3000 HV. The boriding had an effect of reducing the pitting corrosion resistance (but was still within an acceptable range) in Ringer’s solution. Here, the corrosion mechanism involved the dissolution of TiB2. Hence, the spatial incorporation of TiB2 (i.e., whether as a coat or particulate with a matrix) is important.

Optical images of fibroblasts (high and low magnifications) a,b for Ti–TiBw composite together with three controls (negative, medium, and positive), c normalized hemolytic index [12]
As mentioned, although Ti alloys are largely considered in orthopedics for the femoral stem, their reinforcement with borides may present other possibilities in wear or articulating applications, for example as a femoral head for which good wear properties are required. In a recent study, the laser processing of TNZT reinforced with borides has led to primary borides within the microstructures with varying compositions throughout its cross section, where different levels of Ti, Ta, Zr, and Nb were present [66]. The oxidation of the composite produced a rutile layer which significantly lowered the coefficient of friction and wear when the mating surface was a harder material (i.e., Si3N4 ball), which was believed to protect the material against boride pullout and third-body wear. This was not the case in the absence of oxidation, where the boride-reinforced composite resulted in worse wear characteristics than the Ti–6Al–4V ELI (extra low interstitial), due to boride pullout and third-body wear. Against a softer material (i.e., SS440C stainless steel balls) without the rutile oxide layer, the coefficient of friction and wear characteristics of the boride-reinforced material were superior to those of Ti–6Al–4V ELI; hence, the hardness of the mating surface will certainly have an effect on the wear characteristics. For Ti–6Al–4V reinforced with TiB and TiN, superior (approximately an order of magnitude better) wear resistance in simulated body fluid has been reported in comparison with CoCrMo alloy (an alloy used in these articulating applications) [76]. Although the consideration of Ti–TiBw in articulating orthopedic applications is still evolving, results are generally promising. Table 1 summarizes some reported mechanical properties of Ti–TiB composites.
Summary
The research into Ti–TiBw composites has been significant over the past 5 years, providing advancements within the field. The application of 2D forging has provided means to extend the aspect ratio of TiBw to higher levels than usually possible in bulk deformation processing. Such enhancements may have significant advantages in terms of improved load transfer and strength. Similarly for general processing, the effect initial TiB2 particle size can also have a similar effect of increasing aspect ratios so far as high as 58:1. The generation of 3D TiBw networks within Ti–TiB composites provides interesting combinations of properties, as it affects not only the TiB distributions but also the internal Ti matrix microstructure. However, initial indications on their oxidation resistance suggest more work is needed in this regard. Other notable microstructural designs are the dual matrix composite design where TiBw are grown only in selected regions of the microstructure always being surrounded by predominantly unreinforced titanium. Such microstructural designs applied to Ti–TiBw provide the potential of not only improved toughness at the same TiBw volume fraction but also improved wear resistance and the possibility of tailorable properties for the same overall volume fraction of reinforcements. Ti/TiB laminates have also shown interesting results, and the application of additive manufacturing to Ti–TiBw is another important area with significant potential. The consideration of Ti–TiBw as a biomaterial has also been outlined and should receive more attention.
References
Chaudhari R, Bauri R (2018) A novel functionally gradient Ti/TiB/TiC hybrid composite with wear resistant surface layer. J Alloys Compd 744:438–444. https://doi.org/10.1016/j.jallcom.2018.02.058
Abkowitz S, Abkowitz SM, Fisher H, Schwartz PJ (2004) CermeTi® discontinuously reinforced Ti-matrix composites: manufacturing, properties, and applications. JOM 56:37–41. https://doi.org/10.1007/s11837-004-0126-2
Attar H, Bönisch M, Calin M et al (2014) Selective laser melting of in situ titanium-titanium boride composites: processing, microstructure and mechanical properties. Acta Mater 76:13–22. https://doi.org/10.1016/j.actamat.2014.05.022
Zhang C, Li X, Zhang S et al (2017) Effects of direct rolling deformation on the microstructure and tensile properties of the 2.5 vol% (TiBw + TiCp)/Ti composites. Mater Sci Eng A 684:645–651. https://doi.org/10.1016/j.msea.2016.12.113
Gaisin RA, Imayev VM, Imayev RM (2017) Effect of hot forging on microstructure and mechanical properties of near α titanium alloy/TiB composites produced by casting. J Alloys Compd 723:385–394. https://doi.org/10.1016/j.jallcom.2017.06.287
Qiu P, Li H, Sun X et al (2017) Reinforcements stimulated dynamic recrystallization behavior and tensile properties of extruded (TiB + TiC + La2O3)/Ti6Al4V composites. J Alloys Compd 699:874–881. https://doi.org/10.1016/j.jallcom.2016.12.418
Xiang J, Han Y, Li J et al (2017) Microstructure characteristics of ECAP-processed (TiB + La2O3)/Ti–6Al–4V composites. J Alloys Compd 726:57–66. https://doi.org/10.1016/j.jallcom.2017.07.294
Ghesmati Tabrizi S, Sajjadi SA, Babakhani A, Lu W (2015) Influence of spark plasma sintering and subsequent hot rolling on microstructure and flexural behavior of in situ TiB and TiC reinforced Ti6Al4V composite. Mater Sci Eng A 624:271–278. https://doi.org/10.1016/j.msea.2014.11.036
Ozerov MS, Klimova MV, Stepanov ND, Zherebtsov SV (2018) Microstructure evolution of a TI/TIB metal-matrix composite during high-temperature deformation. Mater Phys Mech 38:54–63. https://doi.org/10.18720/MPM.3812018_8
Patel VV, El-Desouky A, Garay JE, Morsi K (2009) Pressure-less and current-activated pressure-assisted sintering of titanium dual matrix composites: effect of reinforcement particle size. Mater Sci Eng A 507:161–166
Song X, Wang L, Niinomi M et al (2015) Fatigue characteristics of a biomedical β-type titanium alloy with titanium boride. Mater Sci Eng A 640:154–164. https://doi.org/10.1016/j.msea.2015.05.078
Makau FM, Morsi K, Gude N et al (2013) Viability of Titanium-Titanium Boride Composite as a Biomaterial. ISRN Biomater. https://doi.org/10.5402/2013/970535
Zhang L-C, Attar H (2016) Selective laser melting of titanium alloys and titanium matrix composites for biomedical applications: a review. Adv Eng Mater 18:463–475. https://doi.org/10.1002/adem.201500419
Tjong SC, Mai YW (2008) Processing-structure-property aspects of particulate- and whisker-reinforced titanium matrix composites. Compos Sci Technol 68:583–601
Morsi K, Patel VV (2007) Processing and properties of titanium-titanium boride (TiBw) matrix composites—a review. J Mater Sci 42:2037–2047. https://doi.org/10.1007/s10853-006-0776-2
German RM (2005) Powder metallurgy and particulate materials processing: the processes, materials, products, properties and applications. Metal Powder Industries Federation, Princeton
Selvakumar M, Chandrasekar P, Mohanraj M et al (2015) Role of powder metallurgical processing and TiB reinforcement on mechanical response of Ti–TiB composites. Mater Lett 144:58–61. https://doi.org/10.1016/j.matlet.2014.12.126
Garay JE, Anselmi-Tamburini U, Munir ZA (2003) Enhanced growth of intermetallic phases in the Ni-Ti system by current effects. Acta Mater 51:4487–4495. https://doi.org/10.1016/S1359-6454(03)00284-2
Ozerov M, Stepanov N, Kolesnikov A et al (2017) Brittle-to-ductile transition in a Ti–TiB metal-matrix composite. Mater Lett 187:28–31. https://doi.org/10.1016/j.matlet.2016.10.060
Imayev V, Gaisin R, Gaisina E et al (2014) Effect of hot forging on microstructure and tensile properties of Ti–TiB based composites produced by casting. Mater Sci Eng A 609:34–41. https://doi.org/10.1016/j.msea.2014.04.091
Sahay S, Ravichandran K, Atri R et al (1999) Evolution of microstructure and phases in in situ processed Ti–TiB composites containing high volume fractions of TiB whiskers. J Mater Res 14:4214–4223
Koo MY, Park JS, Park MK et al (2012) Effect of aspect ratios of in situ formed TiB whiskers on the mechanical properties of TiB w/Ti–6Al-4V composites. Scr Mater 66:487–490
Morsi K, Patel VV, Moon KS, Garay JE (2008) Current-activated pressure-assisted sintering (CAPAS) and nanoindentation mapping of dual matrix composites. J Mater Sci 43:4050–4056. https://doi.org/10.1007/s10853-007-2225-2
Panda KB, Chandran KSR (2006) First principles determination of elastic constants and chemical bonding of titanium boride (TiB) on the basis of density functional theory. Acta Mater 54:1641–1657. https://doi.org/10.1016/j.actamat.2005.12.003
Lutjering G, Williams J (2007) Titanium, 2nd edn. Springer, Berlin
Fan Z, Miodownik A, Chandrasekaran L, Ward-Close M (1994) The Young’ s moduli of in situ Ti/TiB composites obtained by rapid solidification processing. J Mater Sci 29:1127–1134. https://doi.org/10.1007/BF00351442
Gorsse S, Chaminade J, Le Petitcorps Y (1998) In situ preparation of titanium base composites reinforced by TiB single crystals using a powder metallurgy technique. Compos Part A Appl Sci Manuf 29:1229–1234
Gorsse S, Miracle DB (2003) Mechanical properties of Ti–6Al–4V/TiB composites with randomly oriented and aligned TiB reinforcements. Acta Mater 51:2427–2442. https://doi.org/10.1016/S1359-6454(02)00510-4
Dubey S, Soboyejo WO, Srivatsan TS (1997) Deformation and fracture properties of damage tolerant in-situ titanium matrix composites. Appl Compos Mater 4:361–374. https://doi.org/10.1109/SMC.2015.517
Feng H, Zhou Y, Jia D, Meng Q (2004) Microstructure and mechanical properties of in situ TiB reinforced titanium matrix composites based on Ti–FeMo–B prepared by spark plasma sintering. Compos Sci Technol 64:2495–2500
Cox H (1952) The elasticity and strength of paper and other fibrous materials. Br J Appl Phys 3:72–79
Soboyejo WO, Lederich RJ, Sastry SML (1994) Mechanical behavior of damage tolerant TiB whisker-reinforced in situ titanium matrix composites. Acta Metall Mater 42:2579–2591. https://doi.org/10.1016/0956-7151(94)90199-6
Taya M, Arsenault RJ (1987) Comparison between a shear lag type model and an eshelby type model in predicting the mechanical properties of a short fiber composite. Scr Metall 21:349–354
George R, Kashyap KT, Rahul R, Yamdagni S (2005) Strengthening in carbon nanotube/aluminium (CNT/Al) composites. Scr Mater 53:1159–1163. https://doi.org/10.1016/j.scriptamat.2005.07.022
Lu H, Zhang D, Gabbitas B et al (2014) Synthesis of a TiBw/Ti6Al4V composite by powder compact extrusion using a blended powder mixture. J Alloys Compd 606:262–268
Zhang W, Wang M, Chen W et al (2015) Evolution of inhomogeneous reinforced structure in TiBw/Ti–6AL–4V composite prepared by pre-sintering and canned β extrusion. Mater Des 88:471–477
Guo X, Lu W, Wang L, Qin J (2014) A research on the creep properties of titanium matrix composites rolled with different deformation degrees. Mater Des 63:50–55. https://doi.org/10.1016/j.matdes.2014.05.063
Ghesmati Tabrizi S, Sajjadi SA, Babakhani A, Lu W (2017) Analytical and experimental investigation of the effect of SPS and hot rolling on the microstructure and flexural behavior of Ti6Al4V matrix reinforced with in situ TiB and TiC. J Alloys Compd 692:734–744. https://doi.org/10.1016/j.jallcom.2016.09.026
Li S, Kondoh K, Imai H et al (2016) Strengthening behavior of in situ-synthesized (TiC-TiB)/Ti composites by powder metallurgy and hot extrusion. Mater Des 95:127–132. https://doi.org/10.1016/j.matdes.2016.01.092
Zhang J, Ke W, Ji W et al (2015) Microstructure and properties of insitu titanium boride (TiB)/titanium (TI) composites. Mater Sci Eng A 648:158–163. https://doi.org/10.1016/j.msea.2015.09.067
Tsang HT, Chao CG, Ma C (1997) Tensile and creep properties of in situ TiB/Ti MMC. Scr Mater 37:1359–1365
Imayev VM, Gaisin RA, Imayev RM (2015) Effect of boron additions and processing on microstructure and mechanical properties of a titanium alloy Ti–6.5Al–3.3Mo–0.3Si. Mater Sci Eng A 641:71–83
Hong M, Wu D, Chen RS, Du XH (2014) Ductility enhancement of EW75 alloy by multi-directional forging. J Magnes Alloy 2:317–324. https://doi.org/10.1016/j.jma.2014.11.005
Zhang CJ, Qu JP, Wu J et al (2018) A titanium composite with dual reinforcements of micrometer sized TiB and submicrometer sized Y2O3. Mater Lett 233:242–245. https://doi.org/10.1016/j.matlet.2018.09.012
Morsi K, Patel VV, Naraghi S, Garay JE (2008) Processing of titanium-titanium boride dual matrix composites. J Mater Process Technol 196:236–242
Wang B, Huang LJ, Geng L, Yu ZS (2017) Modification of microstructure and tensile property of TiBw/near-α Ti composites by tailoring TiBw distribution and heat treatment. J Alloys Compd 690:424–430. https://doi.org/10.1016/j.jallcom.2016.08.138
Cai C, Song B, Qiu C et al (2017) Hot isostatic pressing of in situ TiB/Ti–6Al–4V composites with novel reinforcement architecture, enhanced hardness and elevated tribological properties. J Alloys Compd 710:364–374. https://doi.org/10.1016/j.jallcom.2017.03.160
Hu H, Huang L, Geng L et al (2014) Oxidation behavior of TiB-whisker-reinforced Ti60 alloy composites with three-dimensional network architecture. Corros Sci 85:7–14. https://doi.org/10.1016/j.corsci.2014.03.033
Huang L, Qian M, Liu Z et al (2018) In situ preparation of TiB nanowires for high-performance Ti metal matrix nanocomposites. J Alloys Compd 735:2640–2645. https://doi.org/10.1016/j.jallcom.2017.11.238
Liu BX, Huang LJ, Geng L et al (2014) Effects of reinforcement volume fraction on tensile behaviors of laminated Ti–TiBw/Ti composites. Mater Sci Eng A 610:344–349. https://doi.org/10.1016/j.msea.2014.05.057
Morsi K, Patel VV, Naraghi S, Garay JE (2008) Processing of titanium-titanium boride dual matrix composites. J Mater Process Technol 196:236–242. https://doi.org/10.1016/j.jmatprotec.2007.05.047
Deng X, Patterson BR, Chawla KK et al (2002) Microstructure/hardness relationship in a dual composite. J Mater Sci Lett 21:707–709. https://doi.org/10.1023/A:1015733005094
Morsi K, Esawi AMK, Borah P et al (2010) Properties of single and dual matrix aluminum-carbon nanotube composites processed via spark plasma extrusion (SPE). Mater Sci Eng A 527:5686–5690. https://doi.org/10.1016/j.msea.2010.05.081
Liu BX, Huang LJ, Geng L et al (2014) Gradient grain distribution and enhanced properties of novel laminated Ti–TiBw/Ti composites by reaction hot-pressing. Mater Sci Eng A 595:257–265. https://doi.org/10.1016/j.msea.2013.12.013
Liu BX, Huang LJ, Wang B, Geng L (2014) Effect of pure Ti thickness on the tensile behavior of laminated Ti–TiBw/Ti composites. Mater Sci Eng A 617:115–120. https://doi.org/10.1016/j.msea.2014.08.065
Qin S, Cui X, Tian Z et al (2017) Synthesis and mechanical properties of innovative (TiB/Ti)-Ti3Al micro-laminated composites. J Alloys Compd 700:122–129. https://doi.org/10.1016/j.jallcom.2017.01.047
Attar H, Ehtemam-Haghighi S, Kent D, Dargusch MS (2018) Recent developments and opportunities in additive manufacturing of titanium-based matrix composites: a review. Int J Mach Tools Manuf 133:85–102. https://doi.org/10.1016/j.ijmachtools.2018.06.003
Hu Y, Cong W, Wang X et al (2018) Laser deposition-additive manufacturing of TiB-Ti composites with novel three-dimensional quasi-continuous network microstructure: effects on strengthening and toughening. Compos Part B Eng 133:91–100. https://doi.org/10.1016/j.compositesb.2017.09.019
Hu Y, Zhao B, Ning F et al (2017) In-situ ultrafine three-dimensional quasi-continuous network microstructural TiB reinforced titanium matrix composites fabrication using laser engineered net shaping. Mater Lett 195:116–119. https://doi.org/10.1016/j.matlet.2017.02.112
Attar H, Prashanth KG, Zhang LC et al (2015) Effect of powder particle shape on the properties of in situ Ti–TiB composite materials produced by selective laser melting. J Mater Sci Technol 31:1001–1005. https://doi.org/10.1016/j.jmst.2015.08.007
Attar H, Bönisch M, Calin M et al (2014) Comparative study of microstructures and mechanical properties of in situ Ti–TiB composites produced by selective laser melting, powder metallurgy, and casting technologies. J Mater Res 29:1941–1950. https://doi.org/10.1557/jmr.2014.122
Sheydaeian E, Toyserkani E (2018) A new approach for fabrication of titanium-titanium boride periodic composite via additive manufacturing and pressure-less sintering. Compos Part B Eng 138:140–148. https://doi.org/10.1016/j.compositesb.2017.11.035
Bermingham MJ, Kent D, Zhan H et al (2015) Controlling the microstructure and properties of wire arc additive manufactured Ti–6Al–4V with trace boron additions. Acta Mater 91:289–303. https://doi.org/10.1016/j.actamat.2015.03.035
Affatato S, Ruggiero A, Merola M (2015) Advanced biomaterials in hip joint arthroplasty. A review on polymer and ceramics composites as alternative bearings. Compos Part B Eng 83:276–283. https://doi.org/10.1016/j.compositesb.2015.07.019
Morsi K, Keshavan H, Bal S (2004) Hot pressing of graded ultrafine-grained alumina bioceramics. Mater Sci Eng A 386:384–389
Samuel S, Nag S, Scharf TW, Banerjee R (2008) Wear resistance of laser-deposited boride reinforced Ti–Nb–Zr–Ta alloy composites for orthopedic implants. Mater Sci Eng C 28:414–420. https://doi.org/10.1016/j.msec.2007.04.029
Ege D, Duru İ, Kamali AR, Boccaccini AR (2017) Nitride, zirconia, alumina, and carbide coatings on Ti6Al4V femoral heads: effect of deposition techniques on mechanical and tribological properties. Adv Eng Mater 19:49–54. https://doi.org/10.1002/adem.201700177
Chen Y, Zhang J, Dai N et al (2017) Corrosion behaviour of selective laser melted Ti-TiB biocomposite in simulated body fluid. Electrochim Acta 232:89–97. https://doi.org/10.1016/J.ELECTACTA.2017.02.112
Toptan F, Rego A, Alves AC, Guedes A (2016) Corrosion and tribocorrosion behavior of Ti–B4C composite intended for orthopaedic implants. J Mech Behav Biomed Mater 61:152–163. https://doi.org/10.1016/j.jmbbm.2016.01.024
Das M, Bhattacharya K, Dittrick SA et al (2014) In situ synthesized TiB-TiN reinforced Ti6Al4V alloy composite coatings: microstructure, tribological and in vitro biocompatibility. J Mech Behav Biomed Mater 29:259–271. https://doi.org/10.1016/j.jmbbm.2013.09.006
Kaczmarek M, Jurczyk MU, Miklaszewski A et al (2016) In vitro biocompatibility of titanium after plasma surface alloying with boron. Mater Sci Eng C 69:1240–1247. https://doi.org/10.1016/j.msec.2016.08.006
Bahl S, Raj S, Vanamali S et al (2014) Effect of boron addition and processing of Ti–6Al–4V on corrosion behavior and biocompatibility. Mater Technol 29:B64–B68
Majumdar P, Singh SB, Dhara S, Chakraborty M (2015) Influence of boron addition to Ti–13Zr–13Nb alloy on MG63 osteoblast cell viability and protein adsorption. Mater Sci Eng C 46:62–68. https://doi.org/10.1016/j.msec.2014.10.012
Majumdar P, Singh SB, Dhara S, Chakraborty M (2012) Influence of in situ TiB reinforcements and role of heat treatment on mechanical properties and biocompatibility of β Ti-alloys. J Mech Behav Biomed Mater 10:1–12. https://doi.org/10.1016/j.jmbbm.2012.02.014
Sivakumar B, Singh R, Pathak LC (2015) Corrosion behavior of titanium boride composite coating fabricated on commercially pure titanium in Ringer’s solution for bioimplant applications. Mater Sci Eng C 48:243–255. https://doi.org/10.1016/j.msec.2014.12.002
Das M, Bhattacharya K, Dittrick SA et al (2014) In situ synthesized TiB-TiN reinforced Ti6Al4V alloy composite coatings: microstructure, tribological and in vitro biocompatibility. J Mech Behav Biomed Mater 29:259–271
Li BS, Shang JL, Guo JJ, Fu HZ (2004) In situ observation of fracture behavior of in situ TiBw/Ti composites. Mater Sci Eng A 383:316–322
Soboyejo WO, Shen W, Srivatsan T (2004) An investigation of fatigue crack nucleation and growth in a Ti–6Al–4V/TiB in situ composite. Mech Mater 36:141–159
Emura S, Yang S, Hagiwara M (2004) Room-temperature tensile and high-cycle-fatigue strength of fine TiB particulate-reinforced Ti–22Al–27Nb composites. Metall Mater Trans A 35A:2971–2979
Fan Z, Chandrasekaran L, Ward-Close CM, Miodownik AP (1995) The effect of pre-consolidation heat treatment on TiB morphology and mechanical properties of rapidly solidified Ti–6Al–4V–XB alloys. Scr Metall Mater 32:833–838. https://doi.org/10.1016/0956-716X(95)93210-U
Kobayashi M, Funami K, Suzuki S, Ouchi C (1998) Manufacturing process and mechanical properties of fine TiB dispersed Ti–6Al–4V alloy composites obtained by reaction sintering. Mater Sci Eng A 243:279–284
Godfrey TMT, Wisbey A, Goodwin PS, Bagnall K (2000) Microstructure and tensile properties of mechanically alloyed Ti–6A1–4V with boron additions. Mater Sci Eng A 282:240–250. https://doi.org/10.1016/S0921-5093(99)00699-1
Ravi Chandran KS, Panda KB, Sahay SS (2004) TiBw-reinforced Ti composites: processing, properties, application prospects, and research needs. JOM 56:42–48. https://doi.org/10.1007/s11837-004-0127-1
Feng H, Jia D, Zhou Y (2005) Spark plasma sintering reaction synthesized TiB reinforced titanium matrix composites. Compos Part A Appl Sci Manuf 36:558–563. https://doi.org/10.1016/j.compositesa.2004.09.003
Ravi Chandran KS, Panda KB (2002) Titanium composites with TiB whiskers. Adv Mater Process 160:59–62
Panda KB, Ravichandran KS (2003) Synthesis of ductile titanium-titanium boride (Ti–TiB) composites with a beta-titanium matrix: the nature of TiB formation and composite properties. Metall Mater Trans A Phys Metall Mater Sci 34(A):1371–1385. https://doi.org/10.1007/s11661-003-0249-z
Zhang X, Xu Q, Han J, Kvanin VL (2003) Self-propagating high temperature combustion synthesis of TiB/Ti composites. Mater Sci Eng A 348:41–46. https://doi.org/10.1016/S0921-5093(02)00635-4
Atri R, Ravichandran K, Jha S (1999) Elastic properties of in situ processed Ti–TiB composites measured by impulse excitation of vibration. Mater Sci Eng A 271:150–159. https://doi.org/10.1016/S0921-5093(99)00198-7
Radhakrishna Bhat BV, Subramanyam J, Bhanu Prasad VV (2002) Preparation of Ti–TiB–TiC & Ti–TiB composites by in situ reaction hot processing. Mater Sci Eng A 325:126–130. https://doi.org/10.1016/S0921-5093(01)01412-5
Acknowledgement
The author would like to thank San Diego State University for granting his sabbatical leave which provided the ability to write this review paper.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Morsi, K. Review: titanium–titanium boride composites. J Mater Sci 54, 6753–6771 (2019). https://doi.org/10.1007/s10853-018-03283-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-018-03283-w