
Abstract
With the high amount of flame retardant content required to produce acceptable levels of fire retardancy for natural fibre composites, it is a challenge to achieve a balance between the mechanical and the flammability properties of these composites because often the fire retardants adversely affect the mechanical performance. In this research, we have used the Taguchi design of experiments approach using standard L9(34) orthogonal array to develop the favourable flame retardant combination for polypropylene/kenaf composites. The parametric responses have been analysed to maximise the fire performance index (FPI) obtained under the cone calorimeter testing. Furthermore, Underwriters Laboratory Vertical burning (UL-94 V) tests have also been conducted to take into the account the flame extinguishing ability under sustained combustion for evaluating the desired parametric combination. The results indicate that the maximum levels of intumescent flame retardant ammonium polyphosphate (APP) content and synergistic natural flame retardant additive (wool) content are the most significant influencing factors in the development of desired flame retardant combination. The compatibiliser and antioxidant contents have been observed to be relatively less influential in FPI evaluation and an increased level of maleic anhydride-grafted polypropylene compatibiliser is found to be adversely affecting to the sustained combustion under UL 94 V tests.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Composites manufacturing is rapidly expanding in many applications by replacing metals with lightweight composite materials [1, 2]. Environmental concerns have further driven the trend towards natural sources by replacing synthetic reinforcements with natural alternatives. In the recent years, the researchers, designers and manufacturers are encountering the challenge to overcome the performance deficiencies, such as durability, moisture and fire resistance of the natural alternatives as their application areas are expanded [3–6].
One of the primary difficulties arises from the necessity of achieving good mechanical performance in the composite while incorporating natural fibres. However, due to the presence of defects in the natural fibres, such as dislocations, kinks and microcompressions, a decrease in fibre strength and an increase in water absorption are possible, resulting in inferior mechanical properties of the composites [7, 8]. The effects of the variables have been widely researched during the last two decades, and comprehensive improvements have been made in recent years [9–11]. However, one paramount deficiency related to natural fibre reinforced composite components is the poor flammability performance of these materials, when used in polymeric matrix reinforcements. One common solution is to introduce flame retardant components into the system; however, this may lead to the deterioration of the mechanical properties, depending on the amount added [12–14].
There are several factors influencing the effectiveness of the flame retardant. With the ban on halogen based flame retardants due to environmental regulations, almost all widely available flame retardants require larger amounts in order to meet the industrial standard regulations, such as UL 94 V rating [15]. The introduction of nano-filler hybridisation (such as nano clay) in developing flame retardant materials has found some improvements around this in the recent past. However, the cost and health risks involved in these materials and the lack of effective manufacturing techniques have widely limited this approach from industrial deployment point of view [16, 17].
In composites, the overall burning behaviour will be the sum of its component fibres and thermoplastic polymer/resin plus any positive (synergistic) or negative (antagonistic) interactive effects [18]. The recent work carried out with intumescent ammonium polyphosphate (APP) in natural fibre composites (kenaf and wool) has established several key outcomes [13, 19, 20]. In order to rate the highly combustible lignocellulosic fibre composites by minimising the fire retardant content (for obtaining better mechanical properties), thermally resistant natural fibre synergistic hybridisation approach has been considered in this work.
The aim of this research is to develop a natural fibre hybridised flame retardant (NFHFR) that can effectively enhance the flammability of PP/Ke composites to meet the industrial standard regulations (e.g. UL 94 V0) and provide highly efficient flame retardant behaviour. The conventional approach of full factorial study involves high cost and time with large number of experiments; however, a significant reduction in the number can be achieved via reduced combinations and/or variation levels of the parameters with the implementation of specially designed orthogonal array (OA) [19]. In this regard, Taguchi approach, based on design of experiments (DoE), is a powerful statistical technique, which can be effectively used to optimise the product/process conditions with the minimal sensitivity to the causes of variations [21]. Therefore, in order to achieve this, Taguchi DoE method has been used by implementing L9(34) OA.
An analysis of the NFHFR combination has been carried out using the signal-to-noise ratio (S/N) of the components through response tables and graphs, Pareto analysis of variance (ANOVA) and ANOVA table. The favourable combination has been predicted, developed and validated by the experimental trials of NFHFR combinations.
Experimental methodology
Materials
The intumescent flame retardant APP (denoted as Exolit AP 766) was supplied by Chemcolour Industries (NZ) Ltd. Wool fibres, which were used for synergistic hybridisation in the development of NFHFR, were supplied by Bloch & Behrens (NZ) Ltd. Kenaf plant fibres (supplied by Bruce Smith NZ Ltd.) formed the reinforcing material. For the effective dispersion of filler materials (APP and short fibres), maleic anhydride-grafted polypropylene (MAPP-Fusabond P613) compatibiliser was used (supplied by Clarient NZ Ltd.). Antioxidant additive (Irganox 1076, supplied by Clariant NZ Ltd.) was used to control the thermo oxidative degradation. In order to manufacture the composites, highly crystalline block copolymer polypropylene (PP, supplied by Clarient NZ Ltd.) was used as the matrix material.
Melt processing
Kenaf and coarse wool fibres were cut by a granulator (GRV variant series, Italy) to obtain short fibres with an average length of 2.5 mm. The fibres were then dried in a vacuum oven at 75 °C for 2 days to reduce the moisture content (less than 5 %). PP and MAPP were ground and dried overnight at a temperature of 80 °C before mixing with flame retardant combinations of dried materials in a Phas-o-mec high intensity turbo mixer. The prepared blends were compounded in a co-rotating Scientific Twin-Screw Extruder (Type LTE26-40), having screw diameter of 26 mm and L/D ratio of 40:1 with a screw speed of 150 rpm in order to obtain homogeneously mixed melt blend. This material was fed at a rate of 2 kg/h using pellet screw feeder (WOYWOD Plasticolor® 2200) by maintaining a temperature profile of 165–185 °C from the feed section to the die section across ten heating zones along the extruder barrel.
The obtained compound was ground and dried before using in the Boy 50A injection moulding machine to prepare the test specimens. The temperature profile of 165–185 °C from feed section to die was maintained during the injection moulding process with an injection pressure of 60–80 bar.
Design of experiments (DoE)
Taguchi approach
A Taguchi approach was employed to identify the effective and dominant parameters and their contribution levels in order to systematically develop the NFHFR. The selection of influential factors for the NFHFR combination has been governed by our preliminary experimental findings, supplier provided data and literature reviews. In our previous work, we have found that 20 wt% of APP flame retardant does not satisfy the UL 94 V flammability rating in PP/Ke composites [13]. It has also been found from our previous work that the synergistic component (wool) starts to degrade in commercial type injection moulding machine when used at 5 wt% with the presence of 30 wt% kenaf fibre and 20 wt% APP. Moreover, the literature has suggested synergistic agents, such as nano clays, are mostly effective when they are used in small quantities (<5 %) [22, 23]. Similarly, the literature findings have proved that even though a compatibiliser enhances the fibre/matrix compatibility, the use of MAPP over 5 wt% can decrease the dispersion effect and tends to reduce the thermal and mechanical performance of the composites [24–26]. Excessive amount of AO (>1 %) content also leads to thermal degradation [27].
Selection of manufacturing parameters
There are two major categories of parameters to be considered in this regard, namely, processing parameters (feed rate, temperature profile, die pressure, screw speed) and raw material types/contents. To reduce the complexity of experimentation and focus on developing the synergistically effective intumescent flame retardant combination using PP/Ke composites, the processing parameters and matrix reinforcement (30 wt% kenaf fibre) were kept the same for all tests, and the other materials were varied according to the levels shown in Table 1.
The minimum level of APP was decided based on this information, and the average and maximum levels were decided by following the supplier’s data (Table 2).
The levels of wool fibre were selected not to exceed the synergistic level (5 wt%) to make the results comparable and minimise the degradation effect. The corresponding levels of MAPP and AO additives used are also given in Table 1.
Sample testing and statistical analysis
Flame retardancy of the composites was evaluated using cone calorimeter (CC) tests in accordance with ASTM E1354, under a heat flux of 50 kW/m2. Three samples were tested (100 × 100 × 3 mm) for each combination in order to evaluate the average time to ignition (TTI) and peak heat release rate (pk-HRR) of the composite. Based on the selected factors L9, OA was arranged and the fire performance index (FPI—the ratio between TTI and pk-HRR) was obtained for each test combination. In order to focus on the effects of main factors and the simplification of the analysis, interaction effects between the factors have not been considered during the experimental run.
With the existing four factors, three-level full factorial analysis requires 81 experimental trials for the fulfilment of the analysis; however, only nine experiments were required with the implementation of Taguchi DoE approach (Table 3).
Ultimate response of the experimental analysis was set to maximise the FPI (which indicates a low risk on fire growth in a material when exposed to a constant heat environment). Therefore, “larger the better” characteristic [28, 29] was used to identify the favourable combination of factors with the maximum S/N response shown as
where S/N is the signal-to-noise ratio based on the quality improvement, reflecting the mean and variation of the parameter, n is the number of test repetitions for an experimental combination and y represents the measured FPI value.
An ANOVA analysis and Pareto ANOVA principle were used to evaluate significant factors and their contribution percentages. The study is based upon the derived cumulative distribution percentage of about 90 % and critical fisher value of 95 % confidence level to determine these significant factors in the experimental run [19, 21].
Results and discussion
Significant factor evaluation through statistical analysis
The effect of fire performance analysis was carried out using the S/N ratios of the FPI values. The response table allows the direct identification of the parameter effect by obtaining the difference between the maximum and minimum S/N ratios of each parameter (Table 4) and thereby ranking the parameter’s importance. A higher difference implies a greater influence of the parameter towards the experimental output.
In order to identify the contribution effects of these significant parameters, Pareto ANOVA analysis (which is a simplified ANOVA method using 80/20 principle) was performed (Fig. 1) [30].

Pareto ANOVA contribution analysis for FPI of composite formulations: A (APP); B (wool); C (MAPP) and D (AO)
The figure shows that APP content (Factor A) has the most significant effect on the FPI with a contribution of 67.82 %, followed by the wool content (Factor B—21.52 %). MAPP and AO contents do not have sufficient effects on the results with a total contribution level of around 10 %.
ANOVA methodology developed by Fisher was implemented to evaluate the error by identifying relative significance of each parameter [31]. Table 5 shows the levels of significance of various factors at a specific confidence level. The individual and cumulated percentage contributions of the factors were also estimated to identify the factor significance. The relative significance is denoted by the difference of the F value with the critical F value at 95 % confidence level. The factors having F ratio (ratio of factor variance to error variance) above the F crit (determined through F distribution table at 95 % confidence level) were deemed as highly significant, while the F ratio under the F crit were considered to have weak significance or little significance with the contribution level (<10 %).
Favourable parametric combination for flammability performance
The flammability enhancement can be determined with “larger the better” characteristics, which means that the higher the sum of the S/N ratio is, the better is the parameter response effect. Figure 2 shows the S/N ratio of each factor on flammability performance under cone calorimeter FPI evaluation.

Response graph of composites based on signal-to-noise ratio
The best combination of the sum of S/N ratio is determined at the level 3 of factor A (27 % of APP), level 3 of factor B (3 % of wool), level 3 of factor C (5 % of MAPP) and level 2 of factor D (0.5 % of AO). Therefore, the favourable combination under the constant heat flux flammability evaluation becomes A3B3C3D2.
It is noteworthy that this flammability performance evaluation is solely based on the criterion of FPI maximisation under a constant heat flux. However, in the evaluation of overall flammability performance, sustained combustion of a material is also vital to consider, although it is difficult to enhance the global composite properties in the presence of contradictory interaction effects. Therefore, in order to achieve our desired parameter combination for constant and sustained combustions considering total flammability improvement approach, we have taken into account the UL-94 V0 rating of the tested samples (Table 6).
Results of Table 6 demonstrate that substantial improvement in sustained flammability can be observed with an increase in APP from 21 to 27 wt%, and the UL-94 V0 rating can be obtained with 27 wt% of APP (A3) with 1–3 wt% of MAPP (C2). The increase of MAPP has no significant effect with the low weight loading of synergistic material (wool), and 5 wt% of MAPP tends to deviate the composite combination from UL-94 V0 rating. On the other hand, it is a general fact that an increase in the intumescent flame retardant (APP) content increases the flammability performance; however, it tends to adversely affect the mechanical and other physical properties of the composites [32, 33].
So, a further aim of our work became the minimisation of APP present in the composite via hybridisation with wool while obtaining the minimum requirements under CC (higher FPI) and UL-94 V (V0 rating) tests for better flammability performance. With these considerations, our desirable factor combination for comparative study was determined to be A2B3C2D2 (24 wt% APP, 3 wt% wool, 3 wt% MAPP and 0.5 wt% AO) to minimise the APP content and improve the interfacial adhesion with limited flammability under constant and sustained combustion. However, ultimate development of the flame retardant and its comparative performance can only be evaluated by manufacturing and comparing the required combination of samples under similar conditions. Thus, thermal and flammability analyses of the samples manufactured under the desirable combination were carried out for a comprehensive assessment.
Comparative study of desired combination
Thermal decomposition analysis
Inert atmosphere thermogravimetry analysis (TGA) was carried out with stepwise increase in temperature (up to 600 °C) to evaluate the degradation performances of the samples, Fig. 3.

Thermograms of composite samples: a thermogravimetry analysis; b derivative thermogravimetry analysis
Decomposition of PP starts at 280 °C and leaves about 1.7 % of residue at the end of decomposition (around 600 °C), while PP/Ke composite shows an increase in temperature during decomposition with two peaks of degradation, as found previously [13]. The initial amount of weight loss in the composites (T 5%) is due to the evaporation of water absorbed in the presence of filler particles. The addition of 24 wt% of APP (with 3 wt% of MAPP and 0.5 wt% of AO) into the system indicates a substantial improvement in the degradation behaviour by producing three partial degradation steps with a low maximum peak intensity value (Fig. 3b). However, with the presence of synergistic additive (3 wt% of wool), this behaviour is enhanced by promoting the intumescent char formation and thus protecting the underlying material from further degradation. The final comparative results of the study demonstrate that the minimum intensity of degradation occurred with the synergistic component, when the temperature was maximum (T max) that further led to the highest amount of residue remaining at the end of decomposition (Table 7).
Cone calorimeter test analysis
The forced combustion of the manufactured samples was carried out under constant heat flux of 50 kW/m2, in order to investigate the flaming combustion and char forming characteristics of the materials. For all the investigated samples, material ignition was observed and recorded within the first few seconds (Table 8).
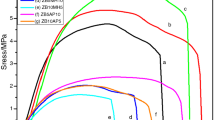
The typical burning behaviour involving rapid growth of fire and then formation of intumescent swollen char can be observed in PP/Ke/APP and PP/Ke/APP/Wool samples (Fig. 4).

Cone calorimeter analysis of composite samples: a heat release rate and b total heat release
In the overall process, rapid combustion was observed with the polymer (PP) sample without any residue content, while the PP/Ke composite formed an ash layer at the end of combustion. Considerable reduction in pk-HRR (36 %) was also observed with the presence of kenaf in the composite, and this reduction has been further increased to 71 % with the addition of 24 wt% of APP into the system. The drastic change of heat release rate curve was also observed with prolonged combustion up to 400 s, and this has been further improved with the presence of wool in the system by minimising pk-HRR with a maximum reduction of 73 %. The formed swollen char layer was further thickened and strengthened with the addition of wool in the PP/Ke/APP system. This contributed to a required level of synergism by obstructing the fire progression through condensed and gas phases of barrier protection (Fig. 4). The significant reduction in THR and the highest FPI index obtained further substantiate that the estimated favourable combination meets the expected levels of flame retardant requirements under both constant and sustained combustions.
UL-94 V and glow-wire flammability test analysis
Although the cone calorimeter test is recognised as the performance-based small-scale flammability response test, it is still a special fire scenario, which is conducted under well-ventilated forced flaming condition by preventing dripping. For comprehensive characterisation of the fire response related to industries, such as aviation, building, automobile and household appliances, it is worth knowing the material response to other tests, such as UL 94 V (ASTM D3801) and glow wire (ASTM D6194), which are widely accepted as important tests for plastics [34–36].
The UL-94 V marks the self-extinguishing behaviour under sustained combustion by categorising into ratings, such as V0, V1 and V2. In this analysis, substantial improvement in the sustained combustion was observed with the addition of APP with dripping suppressed, but the V0 rating was only achieved with the presence of synergistic wool in the specimen (Table 8). On the other hand, the glow-wire ignition temperature (GWIT) test is defined as the temperature of the material which is 25 °C higher than the maximum glow-wire temperature that does not ignite the material. The results for four different types of specimens are shown in Table 8 and Fig. 5.

glow-wire test analysis: a PP; b PP/Ke; c PP/Ke/APP; d PP/Ke/APP/wool
Penetration of the material is also a significant factor in this regard for protecting the material underneath from burning. In this study (Fig. 5), the composite with synergistic flame retardant combination of PP/Ke/APP/Wool provides the best insulation properties with the highest GWIT with minimum penetration depth.
ESEM Char morphology analysis
The ESEM analysis of the PP/Ke/APP and PP/Ke/APP/Wool cone calorimeter char residues showed significant morphological differences. The outer char structure morphology (Fig. 6) incorporates inconsistent hollow structures with more voids (Fig. 6a, b), while more dense and compact structure can be observed in the presence of synergistic wool fibre in the system (Fig. 6c, d). The analysis suggests that a “beehive” like structure has been formed with the presence of APP (Fig. 6b) by preventing the underlying material from being exposed to decomposition. This has been further improved with the presence of wool in the system by promoting the structure to “coral-reef” like dense branched structure with more covering effect (Fig. 6d).

ESEM micrographs of outer char residue from composites: PP/Ke/APP (a, b); PP/Ke/APP/Wool (c, d)
The analysis of inner char structures of the composites shows that the underlying preserved kenaf fibre promotes a cushion for the top surface residues and thereby helps in holding the top layer residues by improving the mechanical strength of the structure (Fig. 7).

ESEM micrographs of inner char from composites: PP/Ke/APP (a, b); PP/Ke/APP/wool (c, d)
The overall flammability analysis data in Table 8 correlate well with each other. The apparent efficiency is higher with the presence of synergistic wool in the system (Fig. 7c) compared to that of PP/Ke/APP composite (Fig. 7a). Further, the sample with wool (Fig. 7c, d) provides homogeneously stable unburnt kenaf fibre residue structure by diminishing voids. The high magnification of the samples (Fig. 7b, d) further reveals that the compact density and the underlying material’s preservation ability become higher when the sample contains wool (Fig. 7d) as a flame retardant additive.
Conclusions
Statistically significant parameter evaluation was carried out through a DoE study to develop favourable flame retardant combination in order to improve the flammability properties of PP/Kenaf composites. Taguchi technique was implemented with maximisation of S/N ratio to optimise the cone calorimeter and UL 94 V test data in order to develop the desired combination. Based on the analysis, the following conclusions can be drawn:
-
The most influencing parameter in achieving the best FPI performance is the intumescent flame retardant content (APP) at its maximum possible level. The synergistic filler (wool) had the second highest influence, while MAPP and AO contents had little significance in the Pareto ANOVA contribution analysis.
-
Although the high MAPP level contributes to improve the forced combustion properties of the composites (FPI analysis using cone calorimeter test), it tends to increase the sustained combustion under UL 94 V rating. It has been further revealed that an average MAPP content of 3 wt% performs in the development of the overall flame retardancy.
-
The synergistic additive combination (wool and APP) maximise the flame retardant properties in every aspect by giving the best performance under standard flammability tests analysis (such as cone calorimeter, UL 94 V and glow-wire tests).
-
Char residue formation enhances the protection mechanism of the synergistic flame retardant combination by exquisitely preserving the underlying material from degradation under a constant heat flux.
References
Sapuan S, Mansor M (2014) Concurrent engineering approach in the development of composite products: a review. Mater Des 58:161–167
Davies G (2012) Materials for automobile bodies. Butterworth-Heinemann, Oxford
Dicker MP, Duckworth PF, Baker AB, Francois G, Hazzard MK, Weaver PM (2014) Green composites: a review of material attributes and complementary applications. Compos A 56:280–289
Faruk O, Bledzki AK, Fink HP, Sain M (2014) Progress report on natural fiber reinforced composites. Macromol Mater Eng 299(1):9–26
Yan L, Chouw N, Jayaraman K (2014) Flax fibre and its composites: a review. Compos B 56:296–317
AL-Oqla FM, Sapuan S (2014) Natural fiber reinforced polymer composites in industrial applications: feasibility of date palm fibers for sustainable automotive industry. J Clean Prod 66:347–354
Alhuthali A, Low IM (2013) Mechanical properties of cellulose fibre reinforced vinyl-ester composites in wet conditions. J Mater Sci 48(18):6331–6340. doi:10.1007/s10853-013-7432-4
Hughes M (2012) Defects in natural fibres: their origin, characteristics and implications for natural fibre-reinforced composites. J Mater Sci 47(2):599–609. doi:10.1007/s10853-011-6025-3
Lilholt H, Madsen B (2014) Natural composites: cellulose fibres and the related performance of composites. Int J Mater Eng Innov 5(2):100–111
Shah DU (2013) Developing plant fibre composites for structural applications by optimising composite parameters: a critical review. J Mater Sci 48(18):6083–6107. doi:10.1007/s10853-013-7458-7
Shen X, Jia J, Chen C, Li Y, Kim J-K (2014) Enhancement of mechanical properties of natural fiber composites via carbon nanotube addition. J Mater Sci 49(8):3225–3233. doi:10.1007/s10853-014-8027-4
Jeencham R, Suppakarn N, Jarukumjorn K (2014) Effect of flame retardants on flame retardant, mechanical, and thermal properties of sisal fiber/polypropylene composites. Compos B 56:249–253
Subasinghe A, Bhattacharyya D (2014) Performance of different intumescent ammonium polyphosphate flame retardants in PP/kenaf fibre composites. Compos A 65:91–99
Arao Y, Nakamura S, Tomita Y, Takakuwa K, Umemura T, Tanaka T (2014) Improvement on fire retardancy of wood flour/polypropylene composites using various fire retardants. Polym Degrad Stab 100:79–85
Ren Y, Wang Y, Wang L, Liu T (2015) Evaluation of intumescent fire retardants and synergistic agents for use in wood flour/recycled polypropylene composites. Constr Build Mater 76:273–278
Biswal M, Mohanty S, Nayak SK (2009) Influence of organically modified nanoclay on the performance of pineapple leaf fiber-reinforced polypropylene nanocomposites. J Appl Polym Sci 114(6):4091–4103
Kord B (2012) Effect of nanoparticles loading on properties of polymeric composite based on Hemp fiber/polypropylene. J Thermoplast Compos Mater 25(7):793–806. doi:10.1177/0892705711412815
Kandola BK (2012) Flame retardant characteristics of natural fibre composites. Nat Polym 1:86–117
Kim NK, Lin RJT, Bhattacharyya D (2014) Extruded short wool fibre composites: mechanical and fire retardant properties. Compos B 67:472–480
Kim NK, Lin RJT, Bhattacharyya D (2015) Effects of wool fibres, ammonium polyphosphate and polymer viscosity on the flammability and mechanical performance of PP/wool composites. Polym Degrad Stab 119:167–177
Dong Y, Bhattacharyya D (2008) Effects of clay type, clay/compatibiliser content and matrix viscosity on the mechanical properties of polypropylene/organoclay nanocomposites. Compos A 39(7):1177–1191. doi:10.1016/j.compositesa.2008.03.006
Lai X, Zeng X, Li H, Liao F, Yin C, Zhang H (2012) Synergistic effect of phosphorus-containing montmorillonite with intumescent flame retardant in polypropylene. J Macromol Sci B 51(6):1186–1198. doi:10.1080/00222348.2011.625909
Lin JS, Liu Y, Wang DY, Qin Q, Wang YZ (2011) Poly(vinyl alcohol)/ammonium polyphosphate systems improved simultaneously both fire retardancy and mechanical properties by montmorillonite. Ind Eng Chem Res 50(17):9998–10005. doi:10.1021/ie100674s
Ndiaye D, Matuana LM, Morlat-Therias S, Vidal L, Tidjani A, Gardette JL (2011) Thermal and mechanical properties of polypropylene/wood-flour composites. J Appl Polym Sci 119(6):3321–3328
Demir H, Balköse D, Ülkü S (2006) Influence of surface modification of fillers and polymer on flammability and tensile behaviour of polypropylene-composites. Polym Degrad Stab 91(5):1079–1085
Sallih N, Lescher P, Bhattacharyya D (2014) Factorial study of material and process parameters on the mechanical properties of extruded kenaf fibre/polypropylene composite sheets. Compos A 61:91–107
Hamid MRY, Ab Ghani MH, Ahmad S (2012) Effect of antioxidants and fire retardants as mineral fillers on the physical and mechanical properties of high loading hybrid biocomposites reinforced with rice husks and sawdust. Ind Crops Prod 40(1):96–102
Ozcelik B (2011) Optimization of injection parameters for mechanical properties of specimens with weld line of polypropylene using Taguchi method. Int Commun Heat Mass Transf 38(8):1067–1072. doi:10.1016/j.icheatmasstransfer.2011.04.025
Rahim A, Sharma U, Murugesan K, Sharma A, Arora P (2013) Multi-response optimization of post-fire residual compressive strength of high performance concrete. Constr Build Mater 38:265–273
Park SH (1996) Robust design and analysis for quality engineering. Chapman & Hall, London
Fisher R (1938) Statistical methods for research workers, vol 7. Oliver and Boyd, London
Shukor F, Hassan A, Saiful Islam M, Mokhtar M, Hasan M (2014) Effect of ammonium polyphosphate on flame retardancy, thermal stability and mechanical properties of alkali treated kenaf fiber filled PLA biocomposites. Mater Des 54:425–429
Fox DM, Novy M, Brown K, Zammarano M, Harris RH Jr, Murariu M, McCarthy E, Seppala JE, Gilman JW (2014) Flame retarded poly (lactic acid) using POSS-modified cellulose. 2. Effects of intumescing flame retardant formulations on polymer degradation and composite physical properties. Polym Degrad Stab 106:54–62
Schartel B, Braun U, Schwarz U, Reinemann S (2003) Fire retardancy of polypropylene/flax blends. Polymer 44(20):6241–6250
Acquasanta F, Berti C, Colonna M, Fiorini M, Karanam S (2011) Study of glow wire ignition temperature (GWIT) and comparative tracking index (CTI) performances of engineering thermoplastics and correlation with material properties. Polym Degrad Stab 96(4):566–573
Morgan AB, Bundy M (2007) Cone calorimeter analysis of UL-94 V-rated plastics. Fire Mater 31(4):257–283
Acknowledgements
The authors would like to thank the Ministry of Business Innovation and Employment, New Zealand for their financial support through a research grant (UOAX 1004) and CACM technicians for their valuable technical support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Subasinghe, A.D.L., Das, R. & Bhattacharyya, D. Parametric analysis of flammability performance of polypropylene/kenaf composites. J Mater Sci 51, 2101–2111 (2016). https://doi.org/10.1007/s10853-015-9520-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-015-9520-0