
Abstract
Plant fiber reinforced polymeric composites are increasingly applied in engineering applications, while the incompatible interface between the hydrophilic cellulose fibers and the hydrophobic polymer matrix remains a bottleneck for obtaining high mechanical performances. In this study, carboxyl-functionalized carbon nanotubes (COOH-CNTs) were successfully coated onto flax fibers using a “soaking or spraying-drying” process by taking advantage of the unique chemical composition of plant fibers. Single yarn tensile, single yarn pull-out, double cantilever beam, short beam shear, and drop-weight impact tests were performed to assess the effects of CNT coating on the properties of flax fiber reinforced composites. The maximum enhancements for interfacial shear strength (IFSS), mode I interlaminar fracture toughness, and interlaminar shear strength (ILSS) were 26, 31, and 20 %, respectively. Though the impact strength was kept unchanged, a maximum of 10 % reduction in the impact damage area was obtained due to the presence of CNTs. Fourier transform infrared (FTIR) suggested that hydrogen bonds between the hydroxyl groups of flax fiber and carboxyl groups of CNTs were formed which could strongly bind CNTs to the fibers. Microscopic analysis also showed the insertion of CNTs into the fibers, further strengthening the interaction between plant fiber, CNTs, and polymer matrix by interlocking. The multi-scale microstructures of flax fibers induced new mechanisms for enhancing the mechanical properties of flax fiber reinforced composites.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Plant fibers are increasingly attracting attention due to their renewability, low cost, high specific strength and modulus [1]. Among all types of plant fibers, flax fiber belongs to the groups with the highest mechanical properties. The fiber itself possesses complex hierarchical structure [1, 2]. A flax fiber bundle obtained from the plant is composed of 10–40 elementary fibers whose lengths and diameters range from 2 to 5 cm and 5 to 35 μm, respectively [3]. The elementary fibers are composed of a primary wall (0.1–0.5 μm thick) as outer layer, a secondary wall further containing three layers (i.e., S1, 0.5–2 μm; S2, 5–10 μm; S3, 0.5–1 μm), and a central lumen [4]. The main chemical composition of flax fiber is cellulose which contains a large number of hydroxyl groups, leading to the incompatibility between hydrophilic fiber and hydrophobic matrix, further weak interfacial bonding and eventually low mechanical properties. Therefore, it is crucial to improve the interfacial strength and toughness of flax fiber reinforced composites so that more applications could be realized. Meanwhile, fortunately, these hydroxyl groups could make flax fiber amendable to chemical modification and may be involved in the hydrogen bonding within cellulose molecules thereby activating these groups or introducing new moieties that form effective interlocks within the system.
Recently, carbon nanotubes (CNTs) have been proved as excellent candidates to build up multi-scale fiber reinforced composites with improved interfacial and mechanical properties [5–8]. CNTs were also applied to plant fiber reinforced composites to enrich their functionality [9, 10]. Some improved mechanical properties were obtained by Kordkheili et al. [11], Tzounis et al. [12], Chen et al. [13], and Shen et al. [14]. The mechanisms generally include mechanical interlocking between CNTs and the matrix, increased surface area and, good wettability of fiber, and strengthening of matrix near interface. However, strong chemical interaction between the fiber and the CNTs is generally absent due to the relative inert surface of artificial fiber. In contrast, the large amount of hydroxyl groups attached on the flax fibers may form chemical bonds with CNTs containing relevant functional groups, which is beneficial to enhance the interaction between the fibers and the CNTs. Hu et al. [15] suggested that strong bonding can be formed due to large van der Waals forces and hydrogen bonding between acid-coated single-wall carbon nanotubes (SWNTs) and cotton sheet. Thus, unlike the artificial fibers, the functional groups of the plant fibers may provide an alternative method to modify flax fiber by CNTs, which possess specific functional groups and would eventually affect the interfacial properties of composites.
Normally, CNTs are incorporated into resin matrix to form multi-scale fiber reinforced composites [16, 17]. However, the agglomeration of CNTs is a main issue which is difficult to overcome. In addition, introducing CNTs into polymeric resin dramatically increases its viscosity and may lead to poor impregnation of resin into reinforcement. The presence of hydroxyl groups on the plant fibers may provide a good chance for grafting CNTs onto fiber surfaces.
In this paper, carboxyl-functionalized CNTs were successfully coated onto the surface of flax fibers by “soaking or spraying-drying” process. The effects of CNTs on the mechanical properties of CNTs-coated flax fiber reinforced epoxy composites were investigated. With the aid of microscopy observation, the mechanisms were revealed.
Experimental
Materials
Carboxyl-functionalized multi-wall carbon nanotubes were provided by Chengdu Organic Chemical Corporation, China. According to manufacturer’s instructions, the CNTs were functionalized by sulfuric acid and potassium permanganate treatments. The –COOH content was 2.56 wt%. Epoxy resin (NPEL-128), amine curing agent (EH-6303), and accelerator (EH-6412) (100:26:2 weight ratio) were supplied by Nanya Electronic Materials (Kunshan) Co., Ltd. Unidirectional flax fabric with an aerial density of 200 g/m2 was provided by Lineo, Belgium.
Coating of CNTs onto flax fibers
The CNTs were first added into deionized water at 1 mg/ml and then processed by a microfluidizer (M-110P, Microfluidics Corp.). Ten processing cycles were performed at a constant pressure of 172 MPa so that a uniform suspension was obtained.
Single flax yarns were removed from the fabric and randomly selected. They were then soaked in the suspensions with three different CNT contents (0.5, 1.0, and 2.0 wt% of the yarns) for 24 h. Yarns without CNT coating were soaked in deionized water to make the control group. The suspensions containing different contents of CNTs were also sprayed on one side of the flax fabric using a mist-spraying gun. Four groups of the fabrics which contained 0, 0.5, 1.0, and 2.0 wt% of CNTs were prepared. The deionized water on both the flax yarns and the fabrics was finally evaporated at 120 °C for 8 h.
Preparation of single yarn pull-out specimens
A yarn was threaded through the hole of a sewing needle. The needle, together with the yarn, was then punctured into the wall of a silicon rubber box. After the needle was removed, one end of the yarn was left on the inner wall of the box, with the embedded length ranging from 200 to 600 μm. Epoxy mixed with curing agent and accelerator was poured into the box and cured at room temperature for 24 h. Afterward the specimens were carefully removed from the box and post-cured at 120 °C for 2 h.
Fabrication of composite laminates
The fabrication procedure for the composite laminates used in this study is summarized in Fig. 1. Totally 16 layers of unidirectional flax fabrics were used to make the laminates which were cut into specimens for double cantilever beam (DCB), drop-weight impact (DWI), and short beam shear (SBS) tests. Two layers of CNTs-coated fabrics were laid at the mid-plane for DCB test specimens and at the top, middle, and bottom planes of the laminates for both DWI and SBS test specimens. Vacuum Assisted Resin Transfer Molding (VARTM) was used to fabricate composite laminates. A 15-μm-thick Teflon film was placed at the start of the mid-plane to form a 50-mm precrack for DCB test specimens and the fiber orientation was parallel to the length direction of the specimens. The stacking sequences of the specimens for SBS and DWI tests were [0]16 and [45/0/-45/90]4s, respectively. The resin system was degassed in a vacuum oven for 10 min to remove air bubbles before it was infused into the mold. The laminates were then cured at room temperature for 24 h and post-cured at 120 °C for 2 h. The fiber volume fractions were approximately 45 % for all the specimens.

Schematic drawing of fabrication process for composite laminates
Characterization of yarn and its composites
One hundred dried yarns were randomly selected from each group, and their diameters were measured with the aid of the optical microscopy. Fourier transform infrared (FTIR) spectra of the fibers with different CNT contents were obtained using a Bruker Hyperion 2000 FTIR spectrometer. The yarns were cut into 1 mm in length and uniformly mixed with KBr powder by grinding and mortar. Then, the mixed powders were pressed to a disk for FTIR instrument. The spectra were collected from 4000 to 800 cm−1 at a resolution of 2 cm−1. Single yarn tensile tests were performed according to ASTM C1557-08. The crosshead speed was 0.2 mm/min. At least 30 specimens were tested for each group. The single yarn pull-out tests were conducted according to ASTM D3339. Gauge length was 10 mm and cross head speed was 0.2 mm/min. Thirty-six specimens were tested for each group. All the yarn tests were performed using a Universal Testing Machine (Wance Co. Ltd., China) with a 500 N load cell.
Characterization of composite laminates
DCB tests were conducted to evaluate the mode I interlaminar fracture toughness according to ASTM D5528. The dimensions of the specimen were 130 × 20 × 5 mm3 and the test speed was 2 mm/min. Five specimens were tested for each group. The reported GIC values were calculated using the modified beam theory method (MBT). SBS tests were performed according to ASTM D2344. The dimensions of specimen were 30 × 10 × 5 mm3 and the test speed was 1 mm/min with the span to thickness ratio of 4. Six specimens were tested for each group. The above two tests were performed using aforementioned machine with 500 N and 20 KN load cells, respectively. DWI tests were performed using a DWI tester (Instron CEAST 9350), according to ASTM D7136. The dimensions of the specimen were 150 × 100 × 5 mm3. The impact energy and speed were selected as 16 J and 2.46 m/s, respectively. Five specimens were tested for each group. All tested specimens were inspected with an ultrasonic C-scan instrument (NAUT21, JAPAN PROBE). Scanning electron microscopy (SEM, PHILIPS XL30 FEG) was employed to observe the microstructures of the specimens.
Results and discussion
Surface morphologies of CNTs-coated yarns
Figure 2a shows a typical flax yarn which consisted in a bundle of twisted elementary fibers. The diameter of elementary fiber was approximately 20 μm and was not uniform along the length direction. At higher magnification, it can be seen in Fig. 2b that the surface of the elementary fiber was relatively smooth. Unlike the control group, as shown in Fig. 2c, for the yarn coated with 1.0 wt% CNTs, CNTs were uniformly dispersed and randomly oriented on the surface of fibers. It could be clearly observed in Fig. 2d that the fiber surface became rougher due to the coating of CNTs. The hollow structure with the lumens and large amounts of hydroxyl groups of the fibers led flax fibers to absorb water very easily, causing the fibers to swell in aqueous CNT suspension. The surface contact between the fiber and the CNTs was facilitated [15]. Additionally, as shown in Fig. 2d, note that some of CNTs were penetrated into the fibers, with some of their ends left outside. This might be caused by the swelling and softening of the fibers due to the relatively large amount of water absorption. Thus the stiff CNTs could insert into the softened fibers. In addition, the stiff and nano-scaled CNTs can also easily enter the space between the twisted elementary fibers. Obviously, the mechanical interactions between the CNTs and flax fibers could be significantly strengthened.

Surface morphologies of flax yarn a control (×200), b control (×5000), c 1.0 wt% CNTs (×5000) and d 1.0 wt% CNTs (×5000)
Effect of CNT coating on the diameters of flax yarns
Figure 3a shows the effect of CNT coating on the diameters of flax yarns. It can be seen that the diameters of the flax yarns increased apparently with the increase of the CNT content. The average values of a normal distribution of fiber diameters were 224 ± 41, 249 ± 50, 262 ± 53, and 269 ± 52 μm for the control, 0.5, 1.0, and 2.0 wt% CNTs groups, respectively, indicating CNTs were effectively coated on the surface of the yarns. This assembly could be caused by the hydrogen bonding (Fig. 3b) and van der Waals forces between carboxyl-functionalized CNTs and flax fibers. In order to verify the existence of hydrogen bonding, FTIR was performed to study the changes in intensity of hydroxyl groups of flax fiber with different CNT contents. As shown in Fig. 4, with the increasing of the CNT content, the intensity of the peaks around 3340 cm−1 (O–H stretching) kept on decreasing, indicating that the amount of the hydroxyl groups of the fibers was reduced by an amount related to the contents of CNTs. It can be attributed to the formation of hydrogen bonding between the hydroxyl groups of flax fibers and carboxyl groups of CNTs [18, 19].

a Diameters of flax yarns coated with different CNT contents and b schematic drawing of hydrogen bonding formed between cellulose chains on flax yarns with COOH-CNTs

FTIR spectra of flax yarns coated with different CNT contents a control, b 0.5 wt%, c 1.0 wt% and d 2.0 wt%
Tensile properties of CNTs-coated yarns
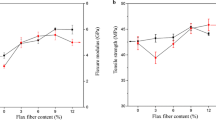
Figure 5a shows the changes of Young’s modulus versus diameters of coated and uncoated flax yarns. Each group showed decreasing Young’s modulus with increasing diameter. It can also be seen that coating CNTs on flax yarns increased their Young’s modulus. Specially, the flax yarns coated by 1.0 wt% CNTs possessed nearly 1.7 times higher in modulus as compared to that of the control group. As mentioned above, strong hydrogen bonding, van der Waals forces, and swelling effect could strengthen the interaction between the CNTs and the fibers. Thus, the CNTs could both strongly adhere to the surface of the fibers and also enter the space between the elementary fibers. As results, the CNTs which possessed extreme high modulus could stiffen flax yarn and thus significantly enhance the tensile modulus of the yarns. However, a slight decrease of modulus was found when yarns were coated with 2.0 wt% CNTs. This might be caused by the agglomeration of CNTs on fibers.

Tensile properties of flax yarns coated with different CNT contents a modulus and b strength
Tensile strength for each group also decreased with the increasing of yarn diameter (Fig. 5b). Despite the wide scattering of the data, it can still be seen that the strength of flax yarns were not noticeably affected by CNT contents. The unique yarn structure formed by the twisted short discontinuous elementary fibers might be the reason. Slippage between short elementary fibers by untwisting of the yarns was the main failure mode of the yarns. As results, CNTs did not play a role in the failure of the yarns. In terms of CNTs-modified artificial fibers, Qian et al. [20] grafted CNTs on carbon fibers by chemical vapor deposition (CVD). Their results indicated that modified fibers showed unaffected tensile modulus and a 55 % reduction in tensile strength due to fiber surface damage. Overall, our study provided a simple and effective way to enhance the modulus and still maintain the strength of flax yarns.
Interfacial shear strength of CNTs-coated flax yarn reinforced epoxy composites
Figure 6a shows typical force–displacement curves obtained from single yarn pull-out tests. Interestingly, nonlinear behavior was clearly observed and a transition from nonlinear to linear existed, at which a threshold force was defined. Below it, the yarn stretched nonlinearly. The curve is very different with that of pulling out artificial fibers from polymeric matrix as shown in Fig. 6b. The unique nonlinear behavior during the pull-out process of flax yarn from epoxy may result from the alignment of the elementary fibers inside the yarns. Nam et al. [21] reported similar single fiber pull-out curves for coir fiber reinforced poly (butylenes succinate) composites. However, they believed that the exhibited nonlinear behavior of the curves derived from the ductile character of the matrix.

Force-displacement curves of pull-out tests for a CNTs-coated flax yarn reinforced epoxy composites and b typical artificial fiber reinforced composites
Figure 7 shows the relationships between the peak force and the embedded yarn cross-sectional areas. After linearly fitting the plots through the origin, interfacial shear strength (IFSS) was obtained as the values of slopes, i.e., \( \tau = F/A \). Here F is the peak force, and A is the embedded yarn cross-sectional area. It can be seen that the IFSS of CNTs-coated flax yarn reinforced epoxy composites were considerably higher than that of the control group. A maximum IFSS value of 55 MPa was obtained for the yarns coated with 1.0 wt% CNTs, which was 26 % higher than that of the control group. This indicates that in this study, 1.0 wt% CNTs was the optimum content to maximize the IFSS of flax fiber reinforced epoxy composites.

Interfacial shear strength of CNTs-coated flax yarn reinforced epoxy composites a control, b 0.5 wt%, c 1.0 wt% and d 2.0 wt% CNTs. Gradients are calculated from linear fit of plots, with R 2 equaling to 0.96, 0.97, 0.98 and 0.96, respectively
Figure 8a–d show the optical microscope images of the matrix holes left after the flax yarns were pulled out. The boundary was quite clean (Fig. 8a), and no noticeable matrix deformation was observed for the control group. However, many fibrils were attached to the boundary of the hole after CNTs-coated flax yarns were pulled out. Meanwhile, the edge area of the matrix deformed plastically (Fig. 8b–d). For the pulled-out flax yarns without CNT coating (Fig. 8e), the fiber surfaces were smooth and clean, with no matrix attached to the fibers. This indicates direct debonding and weak interface between fiber and matrix. For the pulled-out yarns coated with 0.5 wt% CNTs (Fig. 8f), the fibers were partially broken. The matrix was firmly bound on the fiber surface with ample CNTs. From the observation of the pull-out flax yarns coated with 1.0 wt% CNTs (Fig. 8g), it can be seen that aligned microfibrills of the secondary wall were exposed, indicating that the outer layer of cell wall was peeled off from the elementary fibers. It can be concluded that CNTs increased the interfacial bonding between flax fiber and the matrix. The fracture mode for pulled-out flax yarns changed from direct debonding to fibrillation of the flax fibers. However, with further increasing of the CNT content, the improvement effect was decreased. From the observation of pulled-out flax yarns coated with 2.0 wt% CNTs (Fig. 8h), although the fiber surface broke severely, some broken fragments of the matrix were still adhered to the fiber. In addition, the agglomeration of CNTs could also be observed.

Morphologies of both epoxy matrix and flax yarn after pull-out tests for CNTs-coated flax yarn reinforced epoxy composites a, e control, b, f 0.5 wt%, c, g 1.0 wt% and d, h 2.0 wt% CNTs
It can be realized that two types of interfaces co-existed for CNTs-coated flax yarn reinforced epoxy composites, i.e., fiber to matrix and the cohesion between fiber cell walls. Since CNTs can reinforce the interface between flax yarn and epoxy resin to a relatively high level, fibrillation could lead to the peeling and splitting of cell walls. Locations of CNTs in the flax yarn–epoxy interfacial region are illustrated in Fig. 9a. Firstly, owing to strong hydrogen bonding, the CNTs can assemble onto the surface of flax yarn and some of CNTs were observed to insert into the elementary fibers (Fig. 2c). Secondly, CNTs can enter the space between elementary fibers inside a yarn (Figs. 8f, 9a). Therefore, CNTs played a role as nanoscale ‘‘nails’’, which can be essential to enhance the load transfer in interface. Figure 9b summarizes this interlocking mechanism and failure process of fiber pull-out.

a Existence of CNTs in flax yarn reinforced epoxy composites and b interlocking mechanism and failure process of composites
Mode I interlaminar fracture toughness of the composite laminates
Figure 10 shows the mode I interlaminar fracture toughness of the four groups of flax fiber reinforced composite laminates. For the composites containing 0.5 and 1.0 wt% of CNTs, the fracture toughness increased with CNT contents. The fracture toughness of the composites containing 1.0 wt% CNTs was noticeably enhanced by 31 % comparing to the control group. However, the G IC value of 2.0 wt% CNT group was not further enhanced and was lower than that of 1.0 wt% CNT group. The results are consistent with those obtained from single yarn pull-out tests.

Mode I interlaminar fracture toughness for laminates with different CNT contents
Fractographic analysis showed that the fiber surface was clean without resin attached to the control group (Fig. 11a). However, for 1.0 wt% CNT group, as shown in Fig. 11b, splitting and peeling of cell wall were clearly seen within flax fiber instead of debonding of fiber–matrix interface. As shown in the Fig. 11c, CNTs assembled in the interfacial region, firmly binding the fiber and matrix together and thus making the interface stronger against damage. This again supports the aforementioned interfacial reinforcing mechanisms, as shown in Fig. 8. The unique multi-layer structure of flax fiber can be the reason. In contrast, fiber splitting and peeling are rarely seen in the CNTs-coated artificial fiber reinforced composites.

Fractured surfaces after being tested by DCB test a control, b 1.0 wt% CNTs (fiber fibrillation) and c 1.0 wt% CNTs (CNTs in the interfacial region)
Interlaminar shear strength of the composite laminates
The interlaminar shear strength (ILSS) results of the four groups of composites are shown in Fig. 12 and the values were 15.0, 16.4, 18.0, and 17.9 MPa, respectively. ILSS of 1.0 wt% CNT group was 20 % higher than that of the control group. Figure 13 shows the force–deflection curves of four groups of composites obtained from SBS tests. Note that the addition of CNTs resulted in larger fracture force and deflection. This can be attributed to the role of CNTs in enhancing fiber–matrix bonding strength and toughness, thus suppressing the propagation of delamination crack.

Values of ILSS for laminates with different CNT contents

Typical force–deflection curves of the composite laminates with different CNT contents obtained from SBS tests
Drop-weight impact properties of the composite laminates
The results of peak force and absorbed energy for the four groups of the composites are summarized in Table 1 and no obvious difference was found. The trend is similar to CNTs-modified artificial fiber reinforced epoxy composites [22, 23]. Ashrafi et al. [22] added 0.1 wt% of SWCNT into carbon fiber reinforced epoxy composites. The peak force (12.6 vs. 12.8 KN) and absorbed energy (13.9 vs. 13.9 J) were basically the same for the modified and the control groups.
Impact damage area was evaluated with the aid of ultrasonic C-Scan. Typical images for the control and 1.0 wt% CNT groups are shown in Fig. 14 and the damage areas are summarized in Fig. 15, which showed that the addition of CNTs to flax fiber reinforced epoxy composites reduced the damage areas. The damage areas for the four groups of composites were 412 ± 96, 388 ± 107, 371 ± 74, 378 ± 91 mm2, respectively, with 1.0 wt% CNT group possessing the minimum damage area (10 % reduction compared to the control group). Though the absorbed energy could still be kept unchanged, the damage areas were reduced since more energy was consumed by damaging the improved interfaces between flax fiber and matrix rather than delamination. Ashrafi et al. [22] and Kostopoulos et al. [24] found a reduction of 5.2 and 3 %, respectively, in damage areas for carbon fiber reinforced composites containing 0.1 and 0.5 wt% of functionalized SWCNTs. In distinguishing from carbon fibers, the multi-layer structure of flax fibers may improve the mechanical bonding between fiber, CNTs, and matrix more effectively, leading to higher reduction in the impact damage area.

Typical ultrasonic C-scan images by drop-weight impact tests a control and b 1.0 wt% CNTs

Values of impact damage areas for the laminates with different CNT contents
Conclusions
The unique chemical compositions and microstructures of flax fiber and yarns offered the ease of effective coating of CNTs onto fiber surfaces. The results of single yarn tensile and pull-out tests showed that CNTs not only stiffened flax yarn, but also reinforced its interface with epoxy. The content of 1.0 wt% CNTs of fibers exhibited optimum reinforcing effect. It is suggested that enhanced mechanical interlocking between fiber and matrix contributed to the improved interfacial bonding due to CNTs role as nanoscale “nails” binding the fibers and matrix, eventually resulting in splitting and peeling of fiber cell walls. This unique failure mode was also benefited from the chemical composition and multi-layer structures of flax fibers. Mode I interlaminar fracture toughness and ILSS of the laminates showed consistent results. Although the peak force and absorbed energy remained the same for DWI tests, the addition of CNTs did reduce the damage areas of the composites, with a maximum of 10 % reduction.
References
Azizi Samir MAS, Alloin F, Dufresne A (2005) Review of recent research into cellulosic whiskers, their properties and their application in nanocomposite field. Biomacromolecules 6:612–626
Le Duigou A, Bourmaud A, Balnois E, Davies P, Baley C (2012) Improving the interfacial properties between flax fibres and PLLA by a water fibre treatment and drying cycle. Ind Crop Prod 39:31–39
Bos HL, Müssig J, van den Oever MJ (2006) Mechanical properties of short-flax-fibre reinforced compounds. Compos A 37:1591–1604
Baley C, Le Duigou A, Bourmaud A, Davies P (2012) Influence of drying on the mechanical behaviour of flax fibres and their unidirectional composites. Compos A 43:1226–1233
Lubineau G, Rahaman A (2012) A review of strategies for improving the degradation properties of laminated continuous-fiber/epoxy composites with carbon-based nanoreinforcements. Carbon 50:2377–2395
Qian H, Greenhalgh ES, Shaffer MS, Bismarck A (2010) Carbon nanotube-based hierarchical composites: a review. J Mater Chem 20:4751–4762
Gibson RF (2010) A review of recent research on mechanics of multifunctional composite materials and structures. Compos Struct 92:2793–2810
Li M, Gu Y, Liu Y, Li Y, Zhang Z (2013) Interfacial improvement of carbon fiber/epoxy composites using a simple process for depositing commercially functionalized carbon nanotubes on the fibers. Carbon 52:109–121
Zhuang RC, Doan TTL, Liu JW, Zhang J, Gao SL, Mäder E (2011) Multi-functional multi-walled carbon nanotube-jute fibres and composites. Carbon 49:2683–2692
Hapuarachchi TD, Peijs T (2010) Multiwalled carbon nanotubes and sepiolite nanoclays as flame retardants for polylactide and its natural fibre reinforced composites. Compos A 41:954–963
Kordkheili HY, Farsi M, Rezazadeh Z (2013) Physical, mechanical and morphological properties of polymer composites manufactured from carbon nanotubes and wood flour. Compos B 44:750–755
Tzounis L, Debnath S, Rooj S, Fischer D, Mäder E, Das A, Stamm M, Heinrich G (2014) High performance natural rubber composites with a hierarchical reinforcement structure of carbon nanotube modified natural fibers. Mater Design 58:1–11
Chen C, Li Y, Xu J (2011) Creep and Dynamic Mechanical Behavior of Natural Fiber/Functionalized Carbon Nanotubes Modified Epoxy Composites. In: 18th international conference on composite materials (ICCM-18), Jeju, Korea
Shen X, Jia J, Chen C, Li Y, Kim JK (2014) Enhancement of mechanical properties of natural fiber composites via carbon nanotube addition. J Mater Sci 49:3225–3233. doi:10.1007/s10853-014-8027-4
Hu L, Pasta M, Mantia FL, Cui L, Jeong S, Deshazer HD, Choi JW, Han SM, Cui Y (2010) Stretchable, porous, and conductive energy textiles. Nano Lett 10:708–714
Gojny FH, Wichmann MH, Fiedler B, Bauhofer W, Schulte K (2005) Influence of nano-modification on the mechanical and electrical properties of conventional fibre-reinforced composites. Compos A 36:1525–1535
Godara A, Mezzo L, Luizi F, Warrier A, Lomov SV, Van Vuure A, Gorbatikh L, Moldenaers P, Verpoest I (2009) Influence of carbon nanotube reinforcement on the processing and the mechanical behaviour of carbon fiber/epoxy composites. Carbon 47:2914–2923
Ma X, Wang J (2009) Differentiating subtle variation of weak intramolecular hydrogen bond in vicinal diols by linear infrared spectroscopy. J Phys Chem A 113:6070–6076
Salim NV, Hanley T, Guo Q (2010) Microphase separation through competitive hydrogen bonding in double crystalline diblock copolymer/homopolymer blends. Macromolecules 43:7695–7704
Qian H, Bismarck A, Greenhalgh ES, Kalinka G, Shaffer MS (2008) Hierarchical composites reinforced with carbon nanotube grafted fibers: the potential assessed at the single fiber level. Chem Mater 20:1862–1869
Nam TH, Ogihara S, Tung NH, Kobayashi S (2011) Effect of alkali treatment on interfacial and mechanical properties of coir fiber reinforced poly(butylene succinate) biodegradable composites. Compos B 42:1648–1656
Ashrafi B, Guan J, Mirjalili V, Zhang Y, Chun L, Hubert P, Simard B, Kingston CT, Bourne O, Johnston A (2011) Enhancement of mechanical performance of epoxy/carbon fiber laminate composites using single-walled carbon nanotubes. Compos Sci Technol 71:1569–1578
Yokozeki T, Iwahori Y, Ishiwata S, Enomoto K (2007) Mechanical properties of CFRP laminates manufactured from unidirectional prepregs using CSCNT-dispersed epoxy. Compos A 38:2121–2130
Kostopoulos V, Baltopoulos A, Karapappas P, Vavouliotis A, Paipetis A (2010) Impact and after-impact properties of carbon fibre reinforced composites enhanced with multi-wall carbon nanotubes. Compos Sci Technol 70:553–563
Acknowledgements
This work was supported by the National Basic Research Program of China (Grant No. 2010CB631105).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Li, Y., Chen, C., Xu, J. et al. Improved mechanical properties of carbon nanotubes-coated flax fiber reinforced composites. J Mater Sci 50, 1117–1128 (2015). https://doi.org/10.1007/s10853-014-8668-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-014-8668-3