
Abstract
The occurrence of quench cracking in small cuboidal samples of aluminium alloy AA7150 was determined to be related to the maximum temperature difference (∆T max) between various locations within samples during quenching. When ∆T max between different locations is between 96 and 124 °C, there is some risk of quench cracking under various quenching conditions. When the ∆T max value is higher than 124 °C, quench cracks cannot be avoided. Quench cracks preferentially occur at sample corners and edges and are preferentially propagating in the short transverse direction–long transverse direction plane. Finite element modelling results indirectly indicate that the quench cracking should occur at the very early stages of the quenching process. Microscopy reveals that the quench cracking mode is intergranular, and cracks preferentially occur at high-angle grain boundaries with an average misorientation angle of ~42°. Moreover, quench cracks can penetrate through the whole thickness of a sample quenched from 495 into 20 °C water. Fractography reveals that no constituent particles exist in the quench fracture region, indicating that, unlike impact fracture, the occurrence of quench cracks is not dependent on the presence of coarse particles.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Generally, 7xxx series high strength Al alloys are rather quench sensitive, such that a slow quenching rate following solution heat treatment (SHT) can result in a significantly reduced strength and toughness after ageing [1–4]. To attain the required strength, alloys need to be rapidly quenched into water or other quenchants following SHT. During quenching, the alloy surface cools rapidly, forcing the warmer core to be compressed plastically. When the alloy is cooled at a high cooling rate, severe distortion and even quench cracking due to excessive thermal stress can occur [5, 6]. It is thought that at the initial stage of quenching, cracks may initiate at the surface since the surface itself is subject to tension [7]. As the temperature decreases, the quench stresses induced by thermal contraction increase and may result in further crack initiation and propagation [3]. For large AA7010 forgings, up to 80 % of certain parts have been reported to be affected by quench cracking [7]. However, quench cracking issues in Al alloys have not been widely reported in the open literature, and most existing knowledge remains as industrial know-how. In previous studies, researchers have focused on modelling and mechanical methods (such as fracture mechanics approaches and increased temperature tensile testing) to predict the quench stress, distortion and occurrence of quench cracking in 7xxx Al alloys [3, 7, 8]. Although these works can provide some information about the effects of stress and temperature on the occurrence of quench cracking, other details related to cracking such as the cracking onset time and temperature, cracking locations, evolution of stress distribution during the quenching process, the required minimum quench stress for cracking, and the cracking mechanisms in 7xxx, alloys are still not well understood. In this work, the quench cracking behaviour of alloy AA7150 under different quenching conditions is investigated to contribute towards an improved understanding of the cracking mechanisms and to lead to a first-order criterion for the occurrence of cracking. Moreover, finite element (FE) modelling has been performed to simulate the cooling process and to calculate the quench stress distribution during the quenching process.
Experimental procedures
Material and quench conditions
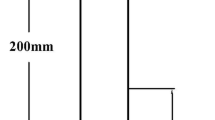
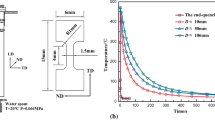
The material used in this study was hot-rolled high strength thick plate Al alloy AA7150 (6.22 Zn, 2.11 Mg, 2.39 Cu, 0.11 Zr, 0.09 Fe, 0.06 Si and balance Al, in wt%) provided by the Aluminum Corporation of China Limited (Chalco). Samples with dimensions of 25 mm (rolling direction, RD) × 25 mm (short transverse direction, STD) × 30 mm (long transverse direction, LTD) were used for the investigation of quench cracking. To monitor sample temperature changes during solution treatment and quenching processes, K-type thermocouples with a diameter of 1 mm were inserted at sample edge, corner and centre locations to a depth of 15 mm, as illustrated in Fig. 1.

Cooling characteristics of the sample quenched from 475 into 20 °C water: a typical cooling curves and determination of the temperature difference (∆T max) between different parts and b cooling rates at different locations during quenching. Thermocouples at the edge, corner and centre of the sample are labelled as channels “1”, “2” and “3”, respectively
In previous work on the same alloy, the authors reported that the main constituents are MgZn2 (η with a little Cu), Al2CuMg (S), Al7Cu2Fe and Mg2Si [9]. In addition, it was demonstrated that the main soluble particles are MgZn2 and Al2CuMg, whereas Al7Cu2Fe and Mg2Si particles are quite stable and insoluble during solution treatment. According to differential scanning calorimetry (DSC) results, the melting onset temperatures of (α + η) and (α + η + S) were determined to be 478 and 488 °C, respectively. Therefore, in order to effectively dissolve all the soluble particles with different melting points, a stepped solution treatment with temperatures gradually increasing up to 495 °C was recommended [9].
In order to understand and determine the possible quench cracking occurrence for such solution treatment conditions, stepped solution treatments were performed sequentially in a salt bath at 475 °C for 8 h, 485 °C for 4 h and 495 °C for 2 h with the heating rate between the three temperature stages being 1 °C/min. After solution treatment, samples were quenched from 495, 485 or 475 °C by immersing either into mineral oil at 20 °C or into water at 20 or 60 °C, respectively. During the different quenching processes, cooling curves at the three different thermocouple locations were recorded using an Agilent 34970A datalogger with a temperature sampling frequency of 5 Hz (i.e. 5 points per second). To ensure the reliability of the measured data, at least three tests for each condition were performed.
Finite element modelling of the quenching process
Quenching of the sample (25 × 25 × 30 mm, X × Y × Z) from 475 into 20 °C water has been simulated using commercial finite element software Abaqus version 6.10 from Dassault Systèmes Simulia Corp., Providence, RI, USA. Simulations were carried out using a coupled thermal-stress analysis with C3D8RT elements. The physical and thermal parameters used in the simulation are listed in Table 1. It should be noted that in order to model the maximum stress and its location, the sample is treated as elastic despite the fact that yielding may actually occur. The contact boundary between the sample surface and water is treated as a convective boundary defined by Eq. (1):
where q is the heat flux at the contact surfaces, h f is a temperature-dependent heat-transfer coefficient and T s and T w are the temperatures of the sample surface and water, respectively. The nonlinear h f values adopted in the simulations are listed in Table 2. The initial temperature of the sample and the measurement positions are identical to the experimental conditions. Status variables including the temperature change and stress distribution are simulated throughout the quenching process. Based on the constraint conditions mentioned above, the von Mises stresses at different locations during quenching are calculated from Eq. (2):
where σ 1, σ 2 and σ 3 are the maximum, middle and minimum principal stresses, respectively.
Analysis of quench cracks
After quenching, the cracking occurrence in samples without thermocouples was checked using reflected light microscopy. Some typically quench-cracked samples were chosen and etched with Keller’s reagent to reveal the quench cracking modes. The misorientation angle distribution between grains along quench cracks was investigated using a JEOL 7001F scanning electron microscope (FEG-SEM) equipped with a Bruker Quantax EDS system, Nordlys EBSD detector and HKL Channel 5 software. Finally, the as-quenched samples were impact fractured along the existing surface quench cracks and the fracture surfaces were observed using both secondary electron imaging (SEI) and backscattered electron imaging (BEI). Energy-dispersive spectroscopy (EDS) was used to identify the constituent particles on the impact fracture surfaces.
Results
Cooling characteristics during different quench processes
Since the cooling characteristics of differently quenched samples are similar, only the typical cooling curves at different locations of the sample quenched from 475 into 20 °C water are chosen for analysis, as shown in Fig. 1. Among the three different locations, the cooling rate at the corner was the fastest (thermocouple location 2), while the cooling rate at the centre was the slowest (thermocouple location 3). Based on these cooling curves, the maximum temperature differences (∆T max) between the different locations in samples quenched under different conditions were determined and are summarised in Table 3.
The first derivative of the cooling curves (dT/dt) was determined to reflect the change in cooling rate from the three different locations with increasing cooling time, as shown in Fig. 1b. It can be seen that for the sample quenched from 475 into 20 °C water, the cooling rate at the corner is obviously faster than those at the other locations when the cooling time is less than about 0.5 s. When the cooling time is between 0.5 and 0.8 s, the cooling rate at the edge is relatively faster, whereas the cooling rate at the centre becomes faster in the cooling period from 0.8 to 4.0 s. Moreover, the transition at 0.8 s at which the cooling rate at the centre becomes faster than that at the corner also appears to correspond approximately to the time at which ∆T max occurs.
Simulation
The simulated cooling curves at the corner, edge and centre of the sample quenched from 475 into 20 °C water match well with the experimental data, as shown in Fig. 2. It can be seen that the simulated cooling curve at the centre is exactly the same as the measured curve, whereas the simulated curves at the edge and corner deviated slightly from the measured curves. In order to provide a good understanding about the quench process, the simulated distributions of temperature, the von Mises stress and the maximum principal stress at different locations of the quenched sample at times of 0.0625 and 0.15 s after commencement of the quench are shown in Fig. 3. These results reveal that compared with other locations, the temperature at the corner is always the lowest and the stress states at the corner and edge are in tension, whereas the centre is subjected to compression. Meanwhile, the maximum quench stress at the beginning of the quenching process (0.0625 s) occurs at the edges between the corners. After 0.15 s, the maximum quench stress has been more or less redistributed to all the corner locations. Following this modelling, the von Mises stress variations at the edge, corner and centre of the sample quenched from 475 into 20 °C water have been calculated, as shown in Fig. 4. It can be seen that the quench stress at the corner is obviously higher and the corresponding time to the occurrence of the maximum von Mises stress of about 100 MPa is 0.6 s. Note that the simulated quench stress is adopted to determine the locations of the maximum stresses in the sample, although in the real situation the stresses will be redistributed when the material yields or cracks.

Comparison of FE modelled and experimentally measured cooling curves for the sample quenched from 475 into 20 °C water

Finite element modelled distributions of a, d temperature, b, e von Mises stress, c, f maximum principal stress throughout the sample quenched from 475 into 20 °C water for 0.0625 and 0.15 s after commencement of quench, respectively

Variations of FE modelled: a von Mises stress and b maximum principal stress at centre, corner and edge locations plotted against quenching time for the sample quenched from 475 into 20 °C water
Quench cracking
Figure 5 shows the as-polished surfaces of samples quenched from 495, 485, 475 and 465 into 20 °C water. It reveals that when the quench temperature is equal to or higher than 475 °C, macroquench cracks can be clearly observed as shown in Fig. 5a–c. Moreover, the severity of the quench cracks increases with increasing quench temperature. For the sample quenched from 495 into 20 °C water, the quench cracks can even penetrate through the whole thickness of the sample, as shown in Fig. 6. Meanwhile, the quench cracks are preferentially located at the corners of the samples and are preferentially propagating in the STD–LTD plane. However, when the quench temperature decreases to 465 °C, no quench cracks occur, as shown in Fig. 5d. Similarly, for the sample quenched from 495 into 60 °C water, quench cracks were also observed on the sample surfaces. Since these macroquench cracks are basically the same as those observed after quenching from 475 into 20 °C water, the macroimage of the 60 °C water quench-cracked sample has not been provided. For other quenching conditions, no cracks can be observed. Based on the surface observations of the quenched samples, the incidence of quench cracking under different quench conditions has been determined, as listed in Table 3. To illustrate the quench cracking mode, only a typical etched microstructure on the STD–LTD plane of the sample quenched from 495 into 20 °C water is presented, as shown in Fig. 7. The high magnification images indicate that the quench crack propagation mode is intergranular in each case, which is consistent with the results reported by Earle et al. [7]. Figure 8 shows EBSD results for the sample quenched from 495 into 20 °C water. The misorientation angle distribution indicates that most recrystallised grain boundaries in the bulk material are high-angle grain boundaries (with a misorientation angle larger than 10°), as shown in Fig. 8b. However, all the grain boundaries along the quench crack are high-angle grain boundaries with an average misorientation angle of ~42°, as shown in Fig. 8c.

Quench cracking occurrence for sample quenched from a 495 °C, b 485 °C, c 475 °C and d 465 into 20 °C water, respectively. It shows that quench cracks preferentially initiate at corner sites, as indicated by the arrows. No quench cracking was observed in (d)

Occurrence of quench cracks on the surfaces of the sample quenched from 495 into 20 °C water: a overall SEM observation of surface cracks, b higher magnification image of the penetrated cracks on the side surface circled in (a)

Optical images of quench crack propagation routes for the sample quenched from 495 into 20 °C water: a low magnification image, b–d higher magnification images from locations 1, 2 and 3, respectively

EBSD analysis of a cracked area in the sample quenched from 495 into 20 °C water: a orientation mapping, b misorientation angle distribution in the uncracked bulk material and c misorientation angles between grains on either side of the quench crack in (a). The quench crack is shown in green and grains beside the crack are labelled in sequence in (a) (Color figure online)
Fractography
Since the cracking mode of all the quench-cracked samples is similar, only the impact fractured surface along the existing surface quench cracks of the sample quenched from 495 into 20 °C water was chosen for analysis, as shown in Fig. 9. This analysis reveals that the whole fracture surface is mainly composed of two regions, i.e. a quench fracture region and an impact fracture region. In the quench fracture region, no constituent particles can be observed (Fig. 9b), whereas a very high density of constituent particles exists in the impact fracture region (Fig. 9c). This indicates that cracking in quench-cracked samples is not sensitive to the presence of insoluble or undissolved particles. Moreover, it clearly reveals that the cracking mode in the quench fracture region is predominantly intergranular cracking, whereas the cracking mode in the impact fracture region is transgranular. Based on EDS analysis, the coarse particles distributed on the impact fracture surface are identified as Al7Cu2Fe, as shown in Fig. 9d. Generally, the remaining coarse particles can preferentially act as stress concentration sites and have a negative effect on the mechanical properties of aluminium alloys [9–13]. Previous work indicated that higher volume fractions of coarse particles can result in a relatively lower impact toughness in alloy AA7150 [9].

Backscattered electron images of the quench fracture surface for the sample quenched from 495 into 20 °C water: a overall SEM observation of the quench and impact fractured surfaces, b higher magnification image of the area highlighted with the square in the quench fracture region, c higher magnification image of the area highlighted with the square in the impact fracture region and d EDS result for the bright constituent particles in (c)
Discussion
Calculation of quench stresses
For the cracking induced by quench stresses during fast cooling, the strain changes rapidly, making the stress field equation very complicated. Consequently, it is difficult to use continuum equations to explain quench cracking issues [14]. In research about the cracking resistance of DC-cast 2xxx Al alloys quenched from 454 °C, Paramatmuni et al. [3] reported that when the sample is constrained, the quench stress induced by thermal contraction increases linearly with decreasing temperature during cooling, and the deduced empirical equation between quench stress and temperature decrease can be approximately expressed as follows:
where σ q is the quench stress (MPa), σ 0 is a stress constant (MPa), q is a temperature-related constant (MPa/°C), T 0 and T t are the initial quench temperature and the actual sample temperature during cooling (°C), respectively. Based on the quench-induced stress versus temperature curve [3], the σ 0 and q values for the quenched 2xxx Al alloys were calculated to be 29.3 MPa and 0.34 MPa/°C, respectively. For a rapidly quenched thick plate, the thermal contraction of the outer part will be constrained by the inner part of the plate and the induced quench stresses should mainly depend on the temperature difference between different locations during the quenching process. Therefore, the relationship between quench stress (σ q) and temperature difference (∆T) of the currently investigated alloy AA7150 can be expressed as:
Supposing that the corresponding constant “σ 0” and “q” values are the same as those in 2xxx Al alloys and substituting the determined critical ∆T max of 124 °C into Eq. (4), the calculated quench stress threshold for cracking occurrence is about 72 MPa. Since the calculated time of 0.6 s for the occurrence of the maximum quench stress (Fig. 4) is within the time range of 0.5–0.8 s (Fig. 1) for the occurrence of the biggest temperature difference between different locations, the calculated result of 72 MPa from Eq. (4) is very close to the simulated value of 100 MPa. The slight deviation can be probably ascribed to the imprecise choice of constants used in the calculation of Eq. (4).
Quench cracking occurrence
Generally, it is believed that quench cracking can only occur when the stress state is in tension [7]. Since the amount of instantaneous thermal contraction depends on the cooling rate, the result (in Fig. 1) shows that when the cooling time is shorter than 0.8 s, the thermal contraction at the surfaces and corners is more than that at the centre, resulting in the tensile stresses at surface and corner locations, which is firmly supported by the simulated results (in Fig. 4b). When the cooling time exceeds 0.8 s, the cooling rate at the centre will be faster than that at the corners. Then, the tensile stress at the corners will decrease due to the partial release of internal compression strains between the corners and the centre. Based on the experimental and simulated results (Figs. 1, 2), the cooling process at the corners is much faster than at the other locations. Following that, the calculated quench stress is always higher at the corners during quenching and the maximum quench stress occurs at 0.6 s into the quench. Meanwhile, for the quench-cracked samples, cracks predominantly start at the edges between the corners and propagate inwards (Fig. 5). According to the discussion above, this provides indirect support for the view that this type of quench cracking can only occur at the very early stages of the quenching process, in this case within 0.8 s of commencing the quench.
The experimental data listed in Table 3 firmly indicate that the quench cracking is closely related to the ∆T max between different locations. To have a good understanding about the quench cracking occurrence under different quench conditions, a schematic model has been proposed, as shown in Fig. 10. When the ∆T max value is equal to or less than 96 °C, there are no cracking issues (Fig. 10a). When the ∆T max value is between 96 and 124 °C, there is some risk of quench cracking and only small initiated cracks can occur (Fig. 10b). As the ∆T max value further increases, quench cracks cannot be avoided and obviously propagated quench cracks can be easily observed (Fig. 10c). When the ∆T max value is equal to or higher than 175 °C, severe propagated quench cracks occur and can coalesce with each other to form a networked cracking structure (Fig. 10d). Since cracks come from differently oriented surfaces, some big connected cracks can even penetrate through the whole thickness of the sample (Fig. 6). Therefore, the ∆T max value is not only a reasonable criterion for evaluating the risk of quench cracking in cuboid-shaped samples as investigated in this work, but can also be used as a valuable reference for avoiding the occurrence of quench cracks in industrially quenched 7xxx Al alloy thick plates.

Schematic models of the quench cracking occurrence: a initial state or no cracking at ∆T max ≤ 96 °C, b crack initiation at ∆T max between 96 and 124 °C, c mild crack propagation at ∆T max between 124 and 175 °C and d severe crack propagation at ∆T max ≥ 175 °C, respectively
In previous work, Earle et al. [7] suggested that alloy AA7010 with an Fe + Si content of <0.1 wt% is very sensitive to the occurrence of quench cracking at temperatures between 460 and 470 °C. In our work, the Fe + Si content is 0.15 wt% and the currently investigated AA7150 alloy is very susceptible to quench cracking even in a relatively small sample size. In addition, element segregation at the grain boundaries (GBs) of Al alloys can further reduce the fracture energy associated with decohesion of GBs. In their research of grain-boundary segregation in an Al–10 %Mg alloy, Liu et al. [15] reported that grain-boundary decohesion due to Mg segregation can cause a 10–35 % reduction in the fracture energy. For solution-treated Al alloys, element segregation at GBs has been widely reported [15–20]. It is well documented within the aluminium industry that Mg segregation can occur even at levels below 50 ppm when heat treatment is conducted above 340 °C [21]. Furthermore, segregation at high-angle GBs is significantly higher than that at low-angle GBs for solution-treated alloy AA7050 [20]. Therefore, quench cracks preferentially occur at high-angle grain boundaries (Fig. 8).
Conclusions
By investigating quench cracking under different quench conditions for small cuboidal samples of alloy AA7150, several conclusions can be drawn as follows:
-
1.
For all quench conditions examined, the maximum cooling rate at the corner is the fastest, while the cooling rate at the centre is the slowest.
-
2.
The occurrence of quench cracking is related to the maximum temperature difference (ΔT max) between various locations within samples during quenching. There is some risk of the occurrence of quench cracking when the ∆T max value is between 96 and 124 °C under different quench conditions. When the ∆T max value is higher than 124 °C, quench cracks cannot be avoided in these small cuboidal samples.
-
3.
The simulated cooling curves from the FE model match very well with the experimental cooling curves of the sample quenched from 475 into 20 °C water. Based on the simulated cooling curves, the calculated quench stress at the sample corner is clearly higher than that at other locations during the whole cooling process. Moreover, the maximum quench stress has been determined to be about 100 MPa at 0.6 s after commencing the quench.
-
4.
The quench cracking severity increases with increasing quench temperature. Quench cracks in the sample quenched from 495 into 20 °C water can even penetrate through the whole thickness of the sample. Meanwhile, quench cracks preferentially occur at sample corner and edge locations and are preferentially propagating in the STD–LTD plane. The quench cracking mode is intergranular and quench cracks predominantly occur at high-angle grain boundaries with an average misorientation angle of ~42°.
-
5.
Fractography reveals that no constituent particles exist on quench fracture surfaces, indicating that cracking in quench-cracked samples is not sensitive to the presence of coarse particles.
References
Liu SD, Zhang XM, Chen MA, You JH (2008) Influence of aging on quench sensitivity effect of 7055 aluminum alloy. Mater Charact 59:53–60
Dumont D, Deschamps A, Brechet Y (2004) A model for predicting fracture mode and toughness in 7000 series aluminium alloys. Acta Mater 52:2529–2540
Paramatmuni RK, Chang KM, Kang BS, Liu XB (2004) Evaluation of cracking resistance of DC casting high strength aluminum ingots. Mater Sci Eng A 379:293–301
Morgeneyer TF, Starink MJ, Wang SC, Sinclair I (2008) Quench sensitivity of toughness in an Al alloy: direct observation and analysis of failure initiation at the precipitate-free zone. Acta Mater 56:2872–2884
Hattori H, Takekawa M, Furrer D, Noel R (1996) In: Kissinger RD, Deye DJ, Anton DL (eds) Superalloy. TMS-AIME, Warrendale, pp 705–711
Chang KM, Henry MF, Benz MG (1990) Metallurgical control of fatigue crack-propagation in superalloys. JOM 42:29–35
Earle TP, Robinson JS, Colvin JJ (2004) Investigating the mechanisms that cause quench cracking in aluminium alloy 7010. J Mater Process Technol 153–154:330–337
Jeanmart P, Bouvaist J (1985) Finite-element calculation and measurement of thermal-stresses in quenched plates of high-strength 7075 aluminum-alloy. Mater Sci Technol 1:765–769
Xu DK, Rometsch PA, Birbilis N (2012) Improved solution treatment for an as-rolled Al–Zn–Mg–Cu alloy. Part II. Microstructure and mechanical properties. Mater Sci Eng A 534:244–252
Chen KH, Liu HW, Zhang Z, Li S, Todd RI (2003) The improvement of constituent dissolution and mechanical properties of 7055 aluminum alloy by stepped heat treatments. J Mater Process Technol 142:190–196
Toda H, Kobayashi T, Takahashi A (2000) Mechanical analysis of toughness degradation due to premature fracture of course inclusions in wrought aluminium alloys. Mater Sci Eng A 280:69–75
Deshpande NU, Gokhale AM, Denzer DK, Liu J (1998) Relationship between fracture toughness, fracture path, and microstructure of 7050 aluminum alloy: part I. Quantitative characterization. Metall Mater Trans A 29:1191–1201
Hahn GT, Rosenfield AR (1975) Metallurgical factors affecting fracture toughness of aluminum-alloys. Metall Trans 6:653–668
Mori Y, Kaneko K, Wadati M (1991) Fracture dynamics by quenching 1. Crack patterns. J Phys Soc Jpn 60:1591–1599
Liu XY, Adams JB (1998) Grain-boundary segregation in Al–10 %Mg alloys at hot working temperatures. Acta Mater 46:3467–3476
Cundy SL, Metherell AJ, Whelan MJ, Unwin PNT, Nicholson RB (1968) Studies of segregation and initial stages of precipitation at grain boundaries in an aluminium 7 wt percent magnesium alloy with an energy analysis electron microscope. Proc R Soc A 307:267–281
Doig P, Edington JW (1974) Stress corrosion susceptibility of as-quenched Al–5.9 wt% Zn–3.2 wt% Mg alloy. Br Corros J 9:220–222
Scamans GM, Holroyd NJH, Tuck CDS (1987) The role of magnesium segregation in the intergranular stress-corrosion cracking of aluminum-alloys. Corros Sci 27:329–347
Song RG, Tseng MK, Zhang BJ, Liu J, Jin ZH, Shin KS (1996) Grain boundary segregation and hydrogen-induced fracture in 7050 aluminium alloy. Acta Mater 44:3241–3248
De Hass M, De Hosson JTM (2001) Grain boundary segregation and precipitation in aluminium alloy. Scr Mater 44:281–286
Brock AJ, Hein MA (1972) Formation of MgO crystals in anodic gamma-Al2O3 formed on aluminium 3 percent magnesium alloy. J Electrochem Soc 9:1124–1127
Acknowledgements
The authors thank the Aluminium Corporation of China Ltd. (Chalco) for supporting this work financially and for providing materials as part of the Australia–China International Centre for Light Alloy Research (ICLAR). This work was also supported by National Science Fund of China projects under Grant No. 51271183 and a National Basic Research Program of China (973 Program) project under Grant No. 2012CB067425 and an Innovation Fund of the Institute of Metal Research (IMR), Chinese Academy of Sciences (CAS). Use of the facilities at the ARC Centre of Excellence for Design in Light Metals, and the Monash Centre for Electron Microscopy (MCEM) is also acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Xu, D.K., Rometsch, P.A., Li, L. et al. Critical conditions for the occurrence of quench cracking in an Al–Zn–Mg–Cu alloy. J Mater Sci 49, 4687–4697 (2014). https://doi.org/10.1007/s10853-014-8103-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-014-8103-9