
Abstract
Fully dense carbon fiber-reinforced copper and aluminum matrix (Cu–CF and Al–CF) composites were fabricated by hot press without the need for an interfacial chemical compound. With 30 vol% carbon fiber, the thermal expansion coefficients (TECs) of pure Cu and Al were decreased to 13.5 × 10−6 and 15.5 × 10−6/K, respectively. These improved TECs of Cu–CF and Al–CF composites were maintained after 16 thermal cycles; moreover, the TEC of the 30 vol% Cu–CF composite was stable after 2500 thermal cycles between −40 and 150 °C. The thermal strain caused by the TEC mismatch between the matrix and the carbon fiber enables mechanical enhancement at the matrix/carbon fiber interface and allows conservation of the improved TECs of Cu–CF and Al–CF composites after thermal cycles.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Thermomechanical stress management is an important consideration in the design of high performance reliable multichip module-based electronic devices [1–4]. There is thus a significant requirement for development of novel materials and methods to increase the efficiency and reliability of each component [5–12]. The heat sink (or base plate) should dissipate the heat produced in the electronic chip and also give some mechanical resistance to the electronic packaging. Materials with high thermal conductivity and a thermal expansion coefficient (TEC) compatible with that of the bonded ceramic materials (e.g., alumina or aluminum nitride) are required to maintain the chip in a stress-free, low-temperature state [13–20]. However, pure copper and aluminum, with TECs of 17.0 × 10−6 and 23.0 × 10−6/K, respectively [21], are not useful as heat sink materials due to the TEC mismatch with the TEC of ceramic materials, around 8.0 × 10−6/K [22]. Here, carbon fiber has a TEC of −1.0 × 10−6/K in the longitudinal direction [23], and it, therefore, appears that the combination of carbon fiber and metal matrices can lead to low TEC composite materials.
In metal matrix composites, interfacial chemical reactions should be carefully considered. A small quantity of an interfacial chemical compound can help to reinforce interfacial strength by chemical bonding; however, many chemical reactions cause degradation of this reinforcement, decreasing the desirable characteristics of composites. In addition, it is likely that TEC improvement for composite materials, in which the interface is enhanced by chemical bonds, is lost during thermal cycles due to the bond breaking attributed to the thermal mismatch between the matrix and the reinforcement, even if the interfacial chemical bond has a high initial TEC for a composite.
In this paper, we present our carbon fiber-reinforced copper (Cu) and aluminum (Al) matrix (Cu–CF and Al–CF) composites, fabricated by hot press with no interfacial chemical compounds. We considered that the TEC mismatch between Cu or Al and carbon fibers explains the thermal strain that exists inside Cu–CF and Al–CF composites, and this thermal strain can enhance metal matrix/carbon fiber interfaces. We investigated the TEC variations of Cu–CF and Al–CF composites, and evaluated the long-term reliability of Cu–CF and Al–CF composites as heat sink materials.
Materials and methods
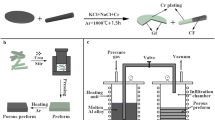
As a starting material, carbon fibers (CN80C, Nippon Graphite Corporation), which had a diameter of 10 μm and TECs of −1.0 × 10−6 and 12.0 × 10−6/K in the longitudinal and transverse directions, respectively, were prepared [23]. They were annealed at 400 °C for 1 h in air to remove the polymer coating from their surface. The annealed carbon fibers were chopped using a blade mixer to obtain discontinuous carbon fibers, which had lengths between 50 and 200 μm (see Fig. 1a). To obtain the matrix powder, Cu powder (CH-L10, Ecka Copper, 99.75 wt%) was prepared by an electroless process and spherical Al powder (Al F3731 Poudres Hermillon, 99.97 wt%) was obtained using an atomization process. The particle sizes of Cu and Al powders were around 35 and 25 μm, respectively (see Fig. 1b, c).

SEM micrographs of: a carbon fibers after heat treatment and chopping, b copper powder, c aluminum powder, d aluminum + carbon fibers 30 vol% composite powder, and e copper + carbon fibers 30 vol% composite powder
The Cu–CF and Al–CF mixed composite powders were prepared using individual and uniform dispersions of carbon fibers (see Fig. 1d, e), by dry propeller mixing for 5 min under argon gas flow. The volume fraction of carbon fibers was controlled to achieve 30 vol%. Columnar Cu–CF and Al–CF 30 vol% compacts (ϕ10 × 8 mm3) were fabricated under vacuum, under compressive stress below 50 MPa by hot press. Hot pressing conditions were 650 °C for 20 min for the Cu–CF 30 vol% composite, or at 600 °C for 40 min for the Al–CF 30 vol% composite. To compare the Al/CF interfacial aspect, the Al–CF 30 vol% composite was also fabricated by spark plasma sintering (SPS). SPS was conducted at 600 °C for 20 min, with pulse conditions of 3:3 (ON:OFF ratio). Temperature was monitored using a K-type thermocouple positioned in a graphite mold, 5 mm from the sample. Carbon fibers were mostly oriented in-plane (two-dimensional random) to the perpendicular direction of the applied compressive axis after hot pressing [23]. The fabricated Cu–CF and Al–CF 30 vol% columns were vertically machined to ϕ6 × 5 mm3 using a drill press, in-plane with the carbon fiber orientation, to prepare the specimens for TEC investigation. The top and bottom surfaces of specimens were carefully polished to ensure they were parallel, using waterproof abrasive SiC paper (#800).
The relative densities of Cu–CF and Al–CF 30 vol% composites were measured using Archimedes principle. The TECs of Cu–CF and Al–CF 30 vol% composites were measured 32 times during 16 thermal cycles using a differential dilatometer (NETZSCH DIL 402 PC) with a heating/cooling rate of 2 °C/min under argon gas flow. The temperature ranged between 50 and 150 °C for the Al–30 vol% composite, or 50 and 300 °C for the Cu–CF and Al–CF 30 vol% composites. To reduce measurement error, the displacement of specimens was measured using an alumina rod, which was placed on the top of the specimens, and measured between 75 and 135 °C or 75 and 200 °C, respectively, for the cases outlined above. After measuring the TEC of the alumina reference (also ϕ6 × 5 mm3), the TECs of Cu–CF and Al–CF 30 vol% composites were estimated from the average measured displacements with respect to each thermal cycle, after deduction of the measured alumina reference value. Furthermore, the thermal fatigue of the Cu–CF 30 vol% composite was evaluated by a longer thermal cycling test (up to 2500 times) between −40 and 150 °C, with a heating/cooling rate of 5 °C/min. The TEC of the Cu–CF 30 vol% composite was estimated from the average measured values four times (during two thermal cycles), during each 500th thermal cycle.
The microstructure of Cu–CF and Al–CF 30 vol% composites were observed by scanning electron microscopy (SEM, Tescan VEGA) and transmission electron microscopy (TEM, Hitachi). For the TEM observation, thin specimens of Cu–CF and Al–CF 30 vol% composites were prepared by using focused ion beam (FIB) system (SMI2050, Seiko Instruments), after polishing using waterproof abrasive SiC paper (#800, #1000, #2000) to be less than 50 μm thick.
Results and discussion
Density and carbon fiber orientation of Cu–CF and Al–CF composites
The relative densities of Cu–CF and Al–CF 30 vol% composites were close to 98 %. Figure 2 shows the SEM micrographs of Cu–CF and Al–CF 30 vol% composites. No serious degradation of carbon fibers occurred, and the tight Cu/CF and Al/CF interfaces were observed. Carbon fibers were individually and uniformly dispersed in the Cu or Al matrices. The white arrow on the illustration at the lower left of the figure indicates the applied stress axis in the hot press; these SEM micrographs reveal that carbon fibers tended to be oriented in-plane (two-dimensional random) to the direction perpendicular to the applied compressive axis in the hot press. However, the fiber orientation shows imperfections and it appeared that a few inclinations of the fibers existed (approximately ± 10°) [23].

SEM micrographs of: a the cross section and b the parallel section of the Cu–CF 30 vol% composite; and c the cross section and d the parallel section of Al–CF 30 vol% composite
Microstructure of Cu–CF and Al–CF composites
Figure 3 shows TEM micrographs of Cu/CF and Al/CF interfaces in Cu–CF and Al–CF 30 vol% composites fabricated by hot press. Cu was directly and tightly in contact with the carbon fiber surface (see Fig. 3a). On the other hand, it was observed that a thin alumina (Al2O3) layer (5–10 nm) occurs at the Al/CF interface in Al–CF 30 vol% composites fabricated by hot press (see Fig. 3b). This alumina layer was continuous, and prohibited direct contact between Al and the carbon fiber surface. No aluminum carbide (Al4C3) crystals were observed in the Al–CF 30 vol% composite fabricated by hot press, although needle-like Al4C3 crystals were observed at the direct-contact Al/CF interface in the Al–CF 30 vol% composite fabricated by SPS (see Fig. 3c). Furthermore, an Al2O3 layer was not observed in the Al–CF 30 vol% composite fabricated by SPS. This needle-like Al4C3 formation in the Al–CF 30 vol% composite fabricated by SPS agreed with the result reported by Kurita et al. [24], and the disappearance of the Al2O3 layer corroborated the surface cleaning effect in SPS [25].

TEM micrographs of: a Cu/CF interface in Cu–CF 30 vol% composite and b Al/CF interface in Al–CF 30 vol% composite fabricated by hot press; and c Al/CF interface in Al–CF 30 vol% composite fabricated by SPS; with d the selected area diffraction pattern (within broken white circle in Fig. 5c)
Thermal expansion coefficient (TEC)
Figure 4 shows the TECs of Cu–CF and Al–CF 30 vol% composites in the direction in-plane to the carbon fiber orientation. With carbon fiber content of 30 vol%, the TECs of pure Cu and Al were decreased to 13.5 × 10−6 and 15.5 × 10−6/K, respectively. This low TEC was achieved without any interfacial chemical compound (i.e., chemical bond) in Cu–CF and Al–CF 30 vol% composites, despite the necessary strong interfacial link required to develop the remarkable TEC of carbon fibers in a matrix. Here, the TECs of pure Cu and Al are higher than that of carbon fiber in any direction (longitudinal and transverse); this indicates that the shrinkage level of Cu and Al matrices is higher than that of carbon fiber during the cooling process of hot pressing. In addition, there is free stress at the fabrication temperature, 650 °C (Cu–CF composite) or 600 °C (Al–CF composite). It can, therefore, be observed that there is compressive stress (i.e., thermal strain) at Cu/CF or Al/CF interfaces at room temperature. This thermal strain achieves mechanical interfacial enhancements, such as interfacial friction and the anchor effect. Silvain et al. [26] have shown that dislocations are due to the thermal mismatch induced by the large difference in TEC at the Cu/carbon nanotube (CNT) interface in Cu–CNT composites. The different families of dislocations act to reduce the different types of stresses (e.g., shear and normal) and prevent delamination at the interfaces. In our case, it seems that a high density of dislocations can be obtained in Cu–CF and Al–CF composites due to the large TEC difference between the Cu or Al matrix and the carbon fibers. Consequently, it seems that these interfacial mechanical enhancements develop the remarkable TEC of carbon fibers in Cu and Al matrices. Indeed, Estili et al. [27] have reported effective load transfer from shrunk ceramic matrices to CNTs in alumina–CNT composites.

TEC of Cu–CF 30 vol% and Al–CF 30 vol% composites versus thermal cycles with different temperature ranges
The TEC of the Cu–CF 30 vol% composite was, for the most part, maintained during 16 thermal cycles between 50 and 300 °C. However, the TEC of the Al–CF 30 vol% composite increased to 19.0 × 10−6/K after two thermal cycles over the same range. The TEC of the Al–CF 30 vol% composite was, however, maintained during 16 thermal cycles in the lower temperature range. Furthermore, the TEC of the Al–CF 30 vol% composite gradually decreased during thermal cycles between 50 and 300 °C, and the TEC improvement achieved by the addition of carbon fiber was lost, as the TEC tended toward that of pure Al (24.0 × 10−6/K) after ten thermal cycles. Here, our Al–CF composite has a thin alumina layer at the Al/CF interface; this alumina layer is formed by oxidation of Al particles. This indicates that there is a chemical bond at the Al/alumina interface, and no chemical bond at the alumina/CF interface. However, the chemical bond at the Al/alumina interface should detach due to the high TEC mismatch between Al (24.0 × 10−6/K) and alumina (6.7 × 10−6/K) in subsequent thermal cycles. It is, therefore, inferred that the TEC of the Al–CF composite is degraded in thermal cycles between 50 and 300 °C because the Al/alumina interface is detached and broken due to the high thermal mismatch and detached alumina particles at the Al/CF interface, which interrupt the effective TEC development of carbon fibers.
Figure 5 shows the TEC of the Cu–CF 30 vol% composite over longer thermal cycling tests. The TEC of the Cu–CF 30 vol% composite slightly decreased to 12.4 × 10−6/K after 2500 thermal cycles, although it gradually increased and reached 15.5 × 10−6/K after 1000 thermal cycles. In subsequent thermal cycles, the TEC mismatch between the matrix and the reinforcement generally caused breaking of an interfacial chemical bond, and the TEC improvement in composite materials was gradually lost while the initial TEC of the composite was low. However, in our case, the Cu–CF composite, which has a mechanically enhanced interface, maintained its TEC and was stable after 2500 thermal cycles. This result implies that mechanical enhancement can be achieved repeatedly by reshrinkage of the Cu matrix, even if this mechanical enhancement is weak at high temperatures due to the release of thermal strain in the Cu–CF composite.

TEC of a Cu–CF 30 vol% composite after thermal cycling between −40 and 150 °C for 2500 thermal cycles
TEC estimation by Schneider’s equation
The TEC does not follow the rule of mixtures due to interfacial thermal stress [28]. As such, micromechanics analysis has been carried out to calculate the accurate TEC of the composite in which discontinuous fibers are oriented in a 2-dimensional plane in the matrix [29]. However, it is also possible to roughly estimate the TEC in the in-plane direction of carbon fiber orientation from the average values calculated for the longitudinal and transverse directions of carbon fiber, by employing the conventional equations for a two-phase composite with unidirectionally oriented continuous fibers [28]. In this study, the TECs of Cu–CF and Al–CF 30 vol% composites were estimated by Schneider’s equation, as follows [30]:
in which,
where α 1 and α 2 are the TEC values for the longitudinal and transverse directions of carbon fibers in a matrix, respectively; α f and α m are the TECs of carbon fiber and the matrices (Cu or Al); α f is −1.0 × 10−6 or 12.0 × 10−6/K for the longitudinal or transverse directions, respectively; α m is 17.0 × 10−6/K for the Cu matrix and 23.0 × 10−6/K for the Al matrix; E f and E m are Young’s moduli of carbon fiber and the Cu and Al matrices, which are 760, 129, and 70 GPa, respectively; V f is the volume fraction of carbon fiber, 0.3; and v m is Poisson’s ratio of matrices, 0.34 in the case of both Cu and Al matrices. The theoretical TECs of continuous carbon fiber-reinforced Cu and Al composites are estimated to be 9.92 × 10−6 and 12.04 × 10−6/K, respectively. Here, taking account of the fact that the interfacial connection is assumed perfect in this theory, and the TEC of a discontinuous fiber-reinforced composite is normally higher than that of a continuous fiber-reinforced composite [21], our experimental TECs seem reasonable (13.5 × 10−6 and 15.5 × 10−6/K for discontinuous carbon fiber-reinforced Cu and Al matrix composites, respectively, which have no interfacial chemical compounds at the interface).
Conclusions
Fully dense discontinuous carbon fiber-reinforced Al and Cu matrix composites were fabricated by hot press with no interfacial chemical compound. The TECs of pure Cu and Al were decreased to 13.5 × 10−6 and 15.5 × 10−6/K, respectively, in the direction in-plane to the carbon fiber orientation, with a carbon fiber content of 30 vol%.
The TECs of Cu–CF and Al–CF 30 vol% composites, which had mechanical enhancement at the interface, were stable during 16 thermal cycles. In particular, the Cu–CF 30 vol% composite maintained its TEC after 2500 thermal cycles between −40 and 150 °C.
This mechanical enhancement is not broken during thermal cycles and, unlike the case of a chemical bond, can be achieved by an increase of thermal strain. Therefore, the mechanical enhancement can be exploited for fabrication of reliable heat sinks in the long term.
References
Anandan SS, Ramalingam V (2008) Therm Sci 12:5
Ciappa M (2002) Microelectron Reliab 42:653
Schelling PK, Shi L, Goodson KE (2005) Mater Today 8:30
Schulz-Harder J (2003) Microelectron Reliab 43:359
Cho SH (2008) Microelectron Reliab 48:1696
He H, Fu R, Wang D, Song X, Jing M (2007) Mater Lett 61:4131
Johannessen R, Oldervoll F, Strisland F (2008) Microelectron Reliab 48:1711
Kim S, Kim KS, Kim SS, Suganuma K, Izuta G (2009) J Electron Mater 38:2668
Ma H, Suhling JC (2009) J Mater Sci 44:1141
Mahdi H, Lopez P, Fuentes A, Jones R (2006) Int J Energy Res 30:851
Murali S, Srikanth N, Wong YM, Vath CJ III (2007) J Mater Sci 42:615
Xu H, Liu C, Silberschmidt VV, Chen Z (2010) J Electron Mater 39:124
Luedtke A (2004) Adv Eng Mater 6:142
Zweben C (1998) J Miner Met Mater Soc 50:47
Geffroy PM, Silvain JF (2007) Mater Sci Forum 534–536:1505
Mathias JD, Geffroy PM, Silvain JF (2009) Appl Therm Eng 29:2391
Herr E, Frey T, Schlegel R, Stuck A, Zehringer R (1997) Microelectron Reliab 37:1719
Huber T, Degischer HP, Lefranc G, Schmitt T (2006) Compos Sci Technol 66:2206
Rao VV, Krishna MV, Nagaraju J (2004) Compos Sci Technol 64:2459
Ruch PW, Beffort O, Kleiner S, Weber L, Uggowitzer PJ (2006) Compos Sci Technol 66:2677
Zweben C (1998) J Miner Met Mater Soc 50(6):47
Geffroy PM, Mathias JD, Silvain JF (2008) Adv Eng Mater 10:400
Veillère A, Heintz JM, Chandra N, Douin J, Lahaye M, Lalet G, Vincent C, Silvain JF (2012) Mater Res Bull 47:375
Kurita H, Kwon H, Estili M, Kawasaki A (2011) Mater Trans 52(10):1960
Omori M (2009) Mater Sci Eng, A 287:183
Silvain JF, Vincent C, Heintz JM, Chandra N (2009) Compos Sci Technol 69:2474
Estili M, Kawasaki A (2010) Adv Mater 22:607
Karadeniz ZH, Kumlutas D (2007) Compos Struct 78:1
Kataoka Y (2008) Trans Jpn Soc Mech Eng A 74(740):536
Sideridis E (1994) Compos Sci Technol 51:301
Acknowledgements
The authors would like to thank the “Délégation Générale pour l’Armement” and “Région Aquitaine” for financial support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Lalet, G., Kurita, H., Heintz, JM. et al. Thermal expansion coefficient and thermal fatigue of discontinuous carbon fiber-reinforced copper and aluminum matrix composites without interfacial chemical bond. J Mater Sci 49, 397–402 (2014). https://doi.org/10.1007/s10853-013-7717-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-013-7717-7