
Abstract
In the present study, the role of ferrocene on mechanical and electrochemical properties of coal tar pitch (CTP)-based carbon foam (CFoam) was investigated. The different weight fractions of ferrocene were mixed with CTP and foam was developed from the mixture of CTP and ferrocene by sacrificial template technique. Before the characterisation of foams, it was heat treated at 1000 and 2500 °C in inert atmosphere. It was observed that the bulk density of CFoam increased with the increase in ferrocene content and as a consequence of an improvement of structural properties of the CFoam. The compressive strength increased by 60 and 62 % of 1000 and 2500 °C heat-treated CFoam with 5 wt% of ferrocene content. However, higher content of ferrocene had negative effect on the compressive strength. The electrical and thermal conductivity increased with the increasing ferrocene content and as a result of catalytic graphitization of ligaments in CFoam. The current density increased with the increasing electrical conductivity of CFoam, and it was 102 mA/cm2 at 10 wt% ferrocene. The specific capacitance was 865 μF/cm2 at scan rate 10 mV/s, which was due to the higher conductivity and surface area of CFoam. This demonstrated that ferrocene could be useful for improving the properties of CFoam.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
CFoams are the next generation sponge-like high-performance structural engineering materials in which carbon/graphitic ligaments are interconnected to each other, and have recently attracted a lot of attention owing to their potential applications in various fields [1, 2]. It possesses low density, large surface area with open cell wall structure, high-specific thermal and electrical conductivity and thermal and mechanical stability [3, 4]. It is initially prepared from the thermosetting polymeric material by heat treatment in controlled atmosphere [5]. Later on, the CFoams are synthesized from CTP and petroleum pitches [6–8]. The CFoam derived from organic polymer and pitch gives low-thermal conductivity, and these are predominantly used as a thermal insulating material [9, 10]. To make highly crystalline CFoam of high-thermal conductivity, it is generally developed from mesophase pitch [11, 12] and it is prepared by high temperature and pressure foaming process. The final CFoam possesses cellular graphitic ligament microstructure, which is having high-thermal conductivity comparable to that of pitch-based carbon fibre. The mesophase pitch-based CFoam is developed first time at Wright-Patterson Air Force Base Materials Laboratory [13].
Recently, number of researchers have developed high-thermal conductivity CFoam for different applications such as heat sink, light radiator, anode electrode material for lithium-ion batteries and electromagnetic radiation shielding materials [14–18]. The different methods are used for the development of CFoam, which are based on foaming of mesophase pitch followed by oxidation-stabilization, carbonization and graphitization [19, 20]. The foaming is achieved by either using blowing agent or pressure release process. Further, it is difficult to obtain CFoam with large and uniform cells by the foaming methods. On the other hand, sacrificial template is a simple method by impregnating thermosetting resin [21] or petroleum pitch [22] into a polyurethane foam template. In earlier study, authors have developed the CTP-based CFoam using the sacrificial template method [23]. The CFoam possesses relatively poor properties due to the presence of defects in both ligaments and junctions that does not meet the demand of engineering material. To improve the properties of CFoam, different additives have been incorporated during the processing of foam such as natural graphite powder, carbon nanofibre, carbon nanotubes (CNTs) etc. [24–27]. In addition to this, various transition metal particles such as Fe, Co and Ni have been used to accelerate the degree of graphitizability of carbon materials and this process generally occurs above 1000 °C [28–31]. In this investigation, to improve the electrical/thermal conductivity, mechanical and electrochemical properties of CFoam, the catalytic graphitization approach is adapted. In this study, CTP is modified by incorporating ferrocene in different weight fractions. The CFoam is developed from modified CTP powder by sacrificial template technique and these foams are heat treated at different temperatures. The role of ferrocene is ascertained by characterising CFoam by scanning electron microscopy, Raman spectroscopy, surface area by Autosorb 3B, cyclic voltammetry (CV), X-ray diffraction and mechanical properties.
Experimental
Processing of foam
The CFoam was prepared by sacrificial template technique in which the polyurethane (PU) foam (density 0.030 g/cc and average pore size 0.45 mm) was used as template. The PU foam was impregnated by the slurry of CTP mixed with different proportions (viz. 0, 2, 5 and 10 wt%) of ferrocene using vacuum infiltration technique. The CTP-ferrocene mixture was prepared by ball milling followed by heat treatment inside the stainless steel reactor at 400 °C for 25 h to generate mesophase content in the mixture. Then, the mixture was grounded by ball milling in a tungsten carbide jar for about 5–6 h to get the particle size of mixture less than 30 μm so that these particles can easily penetrate inside the cells of PU foam. The above mixture was converted into water-based slurry (with 3 % polyvinyl alcohol) and it was impregnated inside the pores of PU foam template by vacuum infiltration technique. Finally, the impregnated PU foam was converted into CFoam by series of heat treatments in air as well as in an inert atmosphere up to 2500 °C [23].
Characterisation of foam
The morphology of the CFoam heat treated at 1000 and 2500 °C was observed by scanning electron microscope (SEM model LEO 440). Electrical conductivity of CFoam was measured using four-probe technique. Kiethley 224 programmable current source was used for providing constant current (I). The voltage drop (V) in between two pinpoints with a span of 1.2 cm was measured by Keithley 197A auto ranging microvolt digital multimeter (DMM). The compressive strength of CFoam (size 12 mm × 6 mm × 5 mm) was measured on universal INSTRON testing machine model 4411.
The thermal conductivity of CFoams were measured by laser flash method having xenon laser as a source in thermo flash line 2003 instrument (Anter Corporation, USA), in which the test sample is of size 12.7 mm × 12.7 mm × 3 mm and testing was performed in vacuum. By laser flash method, thermal diffusivity and specific heat of each sample was measured at 25 °C. The thermal conductivity, then calculated from the equation, α = k/ρ·C p, where α is the thermal diffusivity, k is thermal conductivity, C p is the specific heat and ρ is density of the composite. The surface area of CFoam was measured by Autosorb 3B, Quantacrome Instruments by gas sorption technique.
The electrochemical properties of CFoam were studied with the help of a potentiostat PARSTAT 2263 (Princeton Applied Research). The CV was used to examine the electrochemical behaviour of the CFoam with different contents of ferrocene (0–10 %) using 1 M KOH solution as an electrolyte. The CFoam was used as working electrode. Ag/AgCl electrode and platinum plate were used as the reference electrode and counter electrode respectively.
The crystalline parameter of CFoam heat treated at 2500 °C was determined by X-ray diffraction (XRD, D–8 Advanced Bruker powder) using CuKα radiation (λ = 1.5418 Å) spectrometer. Raman spectra of CFoam were recorded using Renishaw Raman Spectrometer, UK with laser as excitation source at 514 nm. All spectra were recorded under the same experimental conditions.
Result and discussion
Physical properties of CFoam
The properties of modified CTP are illustrated in Table 1. The softening point of CTP increases from an initial value of 86.6 to 236 °C with the addition of 0 % ferrocene when heat treated at 400 °C for 25 h. The quinoline insoluble (QI) content increases from 0.26 to 23.6 %, toluene insoluble (TI) content increases from 15.96 to 63.0 % and coking value from 47.66 to 78.5 %. On addition of 10 wt% ferrocene in CTP, QI value increases from 0.26 to 35.2 %, TI value increases from 15.96 to 67.5 % and coking value from 47.66 to 80.1 %. It can presume that the ferrocene accelerates the nucleation and growth of mesophase in CTP, which results into increase in mesophase content and coking value [32].
Figure 1 shows the variation in bulk density of CFoam at different processing temperatures with the increasing ferrocene contents. The bulk density of CFoam increases with the increasing ferrocene content, as the density of nano iron derived from ferrocene is higher than that of carbon. The CTP consists of different molecular weight aliphatic and aromatic hydrocarbons and small amount of oxygen and sulphur-containing hydrocarbon.

Bulk density of CFoam at different processing temperatures with the increasing ferrocene contents
These sulphur and oxygen containing hydrocarbons exhibit higher reactivity than other hydrocarbons because of their higher electronegativity, and can easily react with ferrocene or its pyrolytic products iron atom. Initially, in the mixture of ferrocene and CTP, the nanosize iron from the ferrocene react with sulphur and oxygen to form iron sulphide (Fe–S) and iron oxide (Fe–O) in the temperature 500–700 °C during carbonization. During the pyrolysis or carbonization, the decomposition of ferrocene results into the formation of elemental nanosize iron particles, with increasing the pyrolysis temperature there is possibility of cluster nanosize iron the formation due to the migration [33].
The life time of the nanosize iron cluster is limited because of their sulfidation [34] due to the poisoning by sulphur and oxidation, which result into the formation of iron sulphide and oxide. It is well known that carbon is a reducing agent which can react with Fe–S and Fe–O compounds at 700–900 °C, and transform into iron carbide which subsequently around 1550–1600 °C (the melting point of iron carbide) becomes dissociated into carbon graphite and iron [35]. Above 1700 °C, there is evaporation of iron from the CFoam. Thus, with increasing the heat treatment temperature, bulk density of CFoam increases continuously, this is due to the change in structure of CTP derived carbon, as a result of catalytic graphitization. The density of CFoam with 2, 5 and 10 wt% of ferrocene content at 2500 °C is 0.58, 0.59 and 0.62 respectively. The extent of increase in bulk density is in case of 10 wt% ferrocene-based CFoam. The value of density is comparatively less because of the agglomeration of iron particles which leads to create more porosity in the CFoam due to the higher vaporisation rate of iron above 1700 °C. It is observed from XRD results that the interlayer spacing (d 002) decreases with increasing the content of ferrocene i.e. from 0.3396 nm in the absence of ferrocene to 0.3375 nm for 10 wt% of ferrocene loading (Fig. 2). The decrease in the interlayer spacing is due to the ordering of graphene layers and as a consequence, compaction between layers which possibly helps in improving the bulk density of CFoam.

XRD of CFoam with different ferrocene content (a) 0, (b) 2, (c) 5, and (d) 10 wt%
Mechanical properties of CFoam
The strength is one of the essential requirements of CFoam because compressive forces are often encountering during service life CFoam any application. Therefore, compressive strength of CFoam should be sufficient to avoid any form of structural damage. The compressive strength of CFoam depends mainly on two factors namely microstructure and bulk density. The microstructure mainly includes width of the ligaments and quantity of micro cracks. Figure 3 shows the compressive strength CFoam with different contents of ferrocene added during the processing of CFoam. The compressive strength of 1000 °C heat-treated CFoam is 7.9, 10, 12.2 and 8.5 MPa while that of 2500 °C heat-treated CFoam is 5.3, 7.0, 8.6 and 5.7 MPa for 0, 2, 5 and 10 wt% ferrocene content. The compressive strength decreases in all the cases of 2500 °C heat-treated CFoam, which is due to the structural changes take place in CFoam i.e. brittle behaviour. It demonstrates that the compressive strength is enhanced by 26.0, 60.8 and 7.6 % in case of 1000 °C heat-treated CFoam and 47, 62 and 7.6 % in case of 2500 °C heat-treated CFoam. The increase in the compressive strength in 1000 °C heat-treated CFoam is due to the improvement in the interfacial bonding between the carbon and iron nanoparticles derived from the ferrocene. The improvement in bonding can prevent the crack from propagating in the cell walls and ligaments of CFoam.

Compressive strength with the increasing ferrocene content in CFoam
Figure 4 shows the compressive load–displacement curve of CFoam. The compressive displacements for 1000 °C heat-treated CFoam are 0.64, 0.3, 0.26 and 0.46 mm with 0, 2, 5 and 10 wt% of ferrocene respectively. The addition of 2 and 5 wt% of ferrocene can result in uniform distribution of iron nanoparticles, this may improve the interaction in the form of iron carbide formation and lead to influence the load–displacement curve. The higher content of ferrocene (10 wt%) can form the cluster of iron nanoparticles during heat treatment. The higher content of ferrocene can result in inhomogeneous distribution in the CFoam. This results into an agglomeration or cluster of iron nanoparticles formation during heat treatment, as a consequence, defects and voids in the CFoam. While heat treatment above 1700 °C, the higher content of ferrocene (10 wt%) in the CFoam have negative effect on the mechanical properties due to the vaporization of nanosize iron. The higher content of ferrocene can generate higher amount porosity in the form of defects and voids in the CFoam. The stress concentrations at the defects site lead to the disruption for load transfer in the CFoam. This will certainly leads to higher strain while the stress is low in CFoam. Therefore, the displacement in case of 2500 °C heat-treated CFoam is 0.42, 0.16, 0.14 and 0.30 mm for ferrocene content 0, 2, 5 and 10 wt% respectively.

Load–displacement curves of (A) 1000 °C and (B) 2500 °C heat-treated CFoam (a) 0, (b) 2.0, (c) 5.0, and (d) 10 wt% ferrocene in CFoam
Structural analysis of CFoam
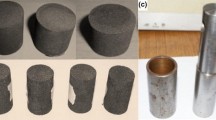
The morphology of CFoam heat treated at 1000 and 2500 °C studied by SEM is illustrated in Fig. 5. Figure 5a, b shows that aligned pore structures are retained despite volume shrinkage of 44 and 52 % during heat treatment at temperatures 1000 and 2500 °C. Also, the pores are uniformly distributed although, some pore walls in the image are damaged during the sample preparation for SEM observation. In the 10 wt% ferrocene added foams, uniform pore size and open-cell structure is observed. Addition of ferrocene changes the ligaments or pore wall morphology because iron derived from ferrocene acts as a catalytic agent in improving the degree of graphitization of coal tar pitch (Fig. 5c, d).

SEM of CFoam heat treated at a 1000 °C, b 2500 °C with 0 % ferrocene and c 1000 °C, d 2500 °C with 10 wt% of ferrocene
Figure 6 shows Raman spectra of CFoam prepared with different contents which are heat treated at 2500 °C. In the Raman spectrum of 0 wt% ferrocene incorporated CFoam, prominent three peaks are observed at Raman shift 1351, 1584 and 2710 cm−1. The peak at 1351 cm−1 is called D-band, which is assigned to the disordered carbons. The D peak is due to the breathing modes of sp2 atoms in ring. The peak at 1562 cm−1 called G-band, this is due to the bond stretching of all the pairs of sp2 atoms in both ring and chains. The peak at ~2710 cm−1 is called G or 2D band, it is the overtone of D-band [36, 37]. In the Raman spectra of CFoam with 2, 5 and 10 wt% ferrocene content, D peak at Raman shift 1355, 1358 and 1362 cm−1, G peak at 1587, 1583 and 1586 and 2D peak at 2711, 2716 and 2720 cm−1 are observed.

Raman spectra of CFoam with increasing ferrocene content, curve a with 0 %, curve b with 2 %, curve c with 5 % and curve d with 10 % ferrocene incorporated in starting material and heat treated at 2500 °C
The I(D)/I(G) ratio is commonly used to measure the imperfection in the highly crystalline graphite like material, as it corresponds to the relative population of sp3-hybridized carbon atoms. It is used to estimate the density of defects in the carbon structure, and the fraction of in-plane crystallite in the graphite structure. It is also observed that the I(D)/I(G) ratios of CFoam with 0, 2, 5 and 10 wt% ferrocene content is 0.5975, 0.5004, 0.4166 and 0.3210. With the increasing ferrocene content, I(D)/I(G) ratio decreases which is due to the decreasing the intensity of D-band as a results of decrease in the defect level. Also, from the I(D)/I(G) ratio, an information about the defect level is ascertained and it is inversely proportional to the average crystallite size (La). The La depends upon defects level in the graphitic structure. The defects level is related to the intensity of D-peak. From the Raman spectra (Fig. 6), it is observed that with the increasing ferrocene content in the CFoam, the D peak intensity decreases, thus, value of La is increases with ferrocene content. Also, the XRD analysis can give the direct values of La and Lc from the diffraction plane. The (110) reflection is used to calculate average crystallite width (La) by Scherrer equation [38]
La = kλ/βcosθ, where k is Scherrer constant = 1.84
The (002) reflection is used to obtain average crystallite height (Lc),
λ wave length of CuKα radiation is 1.5418 Å,
Lc = kλ/βcosθ, where k = 0.9, is the Scherrer constant, β is the corrected full width at half maxima (FWHM) value in radians.
The crystalline width (La) and height (Lc) are calculated from the diffraction peaks of 110 and 002 (Fig. 2), and both increases with the increasing content of ferrocene in CFoam. The La values of CFoam are 23.8, 26.8, 35 and 44.4 nm, while Lc of CFoam are 8.4, 8.7, 10.1 and 13.1 nm for 0, 2.0, 5.0 and 10 wt% of ferrocene content. This increase is due to the improvement of CFoam microstructure due to the catalytic graphitization. This attributed to the improvement of staking order of graphene layers which can positively influence the thermal and electrical conductivity of CFoam.
Electrical and thermal properties of CFoam
The electrical conductivity of CFoam increases with the increasing ferrocene content with all the stages of heat treatment temperature (Fig. 7). The electrical conductivity, initially of CFoam heat treated at 1000 °C, is 43 S/cm and with the increasing ferrocene content, it increases to 70 S/cm (with ferrocene content 10 wt%). Similar trend is observed in case of 1400 °C heat-treated CFoam and maximum electrical conductivity is 92 S/cm. However, at 2500 °C heat-treated CFoam, the electrical conductivity increases from 82 to 110 S/cm with the addition of ferrocene content 0–10 wt% into the CTP. This is due to the increase in degree of graphitization due to ordering graphene layer and as a result of catalytic graphitization. The increase in conductivity is due to the increase in conduction path of electron which is directly proportional to the crystallite size which is reported in “Structural analysis of CFoam”.

Electrical conductivity of 1000, 1400 and 2500 °C heat-treated CFoam with the increasing ferrocene content
The thermal conductivity is also one of the important criteria for quick heat dissipation in CFoam, when it used as thermal management material. The thermal conductivity of a material is governed by phonons which are transported by lattice vibrations. The phonon transport in any material is facilitated by aligned structures. The thermal conductivity of CFoam depends upon the structure and most of the heat transfer takes place by the ligaments and cell wall. The thermal conductivity of CFoam without ferrocene is 48 W/m K and it increases from 48 to 82 W/m K for 10 wt% of ferrocene incorporation in CFoam (Fig. 8). The increase in thermal conductivity might be attributed to the improvement of the ligaments properties due to the catalytic graphitization. The thermal conductivity of the graphite material is mainly influenced by phonon transport in crystallite lattice. In graphite material, thermal conductivity is represented by the formula;
where c is the specific heat per unit volume of the crystal, ν is the velocity of the heat transporting wave, which depends on the lattice vibration; and L is the mean free path of phonon scattering, which is closely related to the size of the crystals.

Thermal conductivity CFoam with the increasing ferrocene content
The larger crystallite size (La), which results into an increase in the mean free path of phonon which attributed to the higher conductivity [39]. It is observed from the XRD and Raman spectroscopic studies, with the increasing ferrocene content in the CFoam, La increases which directly influence the thermal conductivity of CFoam. As shown in Fig. 8, for ferrocene content 2, 5 and 10 wt%, the thermal conductivity is 59.3, 65.8 and 75 W/m K. The corresponding values of La calculated from the XRD are 26.8, 35 and 44.4 nm.
Electrochemical characterisation of CFoam
The CV is used to examine the electrochemical behaviour of the CFoam with different contents of ferrocene (0–10 %) in the voltage range (−1 to +1 V) using 1 M KOH solution as an electrolyte. The CFoam is used as working electrode. Ag/AgCl electrode and platinum plate are used as the reference electrode and counter electrode. Figure 9a–d shows the CV of CFoam electrode in KOH electrolyte at different scan rates (from 10 to 400 mV/s). The CV curve attributes to two peaks i.e. anodic and cathodic peaks. The electrons transferred in a redox (reduction and oxidation) reaction arise from the change of the valance state of materials. In CFoam with 0 wt% ferrocene content, there is no cathodic or anodic peak observed. While in 2 wt% of ferrocene incorporated CFoam, anodic peak appears at 0.50 V, but in case of 5 wt% ferrocene incorporated CFoam, the anodic peak is shifted to 0.18 V. This is due to the reaction of CFoam with ions of electrolyte. In case of CFoam with 10 wt% of ferrocene, there are no cathodic or anodic peaks appearing which suggests that KOH is not reduced and oxidized. This might be due to the higher content of ferrocene enhanced extent of degree of graphitization of CFoam which is verified in the earlier section by XRD and Raman spectroscopy studies. This is attributed into higher electrical conductivity of the CFoam, this type of CFoam favored for batteries electrode with high open circuit. The absence of oxidation and reduction peaks for all the scan rates suggest that the specific capacitance (SC) of CFoam has small equivalent series resistance, high-rate handling capability and excellent electrochemical performance. Moreover, CV curves exhibit nearly mirror-image current response on voltage reversal, indicating a good reversibility [40]. In this case, anodic and cathodic peak potentials maintained the proportionality i.e. reversible electrochemical behaviour.

Cyclic voltammetry behaviour in 1 M KOH electrolyte solution at different scan rates of 2500 °C heat-treated CFoams with a 0, b, 2, c 5 and d 10 % ferrocene content
Figure 10 shows the SC and current density of the CFoam with the increasing scan rate. The SC is calculated from the CV curve by the following equation [41],
where, A is the area of the active electrode material, v is the scan rate, V f and V i are the integration potential limits of the voltammetric curve, and I(V) is the voltammetric current.

Specific capacitance and current density of 2500 °C heat-treated carbon foams a 0, b 2, c 5 and d 10 wt% ferrocene content at different scan rates
As expected, the average SC of CFoam with 0, 2, 5 and 10 wt% of ferrocene content is 345, 805, 826 and 865 μF/cm2 at scan rate 10 mV/s. The higher value of the SC indicates that the electrochemical performance of the CFoam is greatly influenced by conductivity and surface area. The surface area of CFoam is measured by nitrogen adsorption isotherm (Autosorb 3B). With the increasing ferrocene concentration from 0, 2, 5, and 10 wt%, surface area of CFoam is 2.5, 3.54, 4.81 and 7.11 g/m2.
Even though the surface area is not so high, but it suggests that ferrocene incorporation influences the surface area of CFoam. With increasing the scan rate in all the cases, SC decreases and current density increases. The maximum current density 102 mA/cm2 at scan rate 400 mV/s and SC is 865 μF/cm2 at scan rate 10 mV/s. Even at scan rate 10 mV/s, maximum current density is in case the 10 wt% ferrocene incorporated CFoam. In CV, voltage applied to the working electrode is an inverted triangle wave, so that the electrode potential becomes more negative until it reaches a predetermined switching potential. At that point, the potential of the working electrode is scanned to more positive. With increasing the scan rate, current intensity of the anodic and cathodic peak varies. Figure 11 shows the potential difference of cyclic voltammetry of CFoam with the increasing scan rate. The difference between the anodic and cathodic peak potentials ∆E p, increases with the increasing electrical conductivity of CFoam. The difference in ∆E p is directly related to the crystallite parameter of the CFoam.

Peak potential difference of cyclic voltammetry of CFoam with the increasing scan rate
The higher value of ∆Ep 1.28 V is for the CFoam with high-electrical conductivity at the scan rate 400 mV/s and minimum (∆Ep = 0.88 V) with lower value of electrical conductivity. This clearly demonstrates that the charge transfer rate depends upon the electrical conductivity of the CFoam. It is also observed that cathodic peak potentials (Epc) shift to a negative value with the increasing scan rate as well as increasing conductivity. The anodic peak potential (EPa) increases with the increasing scan rate and conductivity of the CFoam. Hence, maximum electrical conductivity-based CFoam shows a quasi-reversible (Fig. 10d) electrochemical behaviour [42] at lower scan rate, while at higher scan rate shows the reversible electrochemical behaviour.
Conclusions
The catalytic effect of iron nanoparticles derived from ferrocene is investigated in the present study. It is observed that iron nanoparticles act as catalytic agents in the improvement of crystallite parameters of CFoam and which influence the mechanical, electrical and thermal properties. With the increasing ferrocene content in CFoam, the surface area increases and it has positive effect on the SC and current density of CFoam in KOH electrolyte. The compressive strength increases by 60 % of CFoam with incorporation of 5 wt% of ferrocene. This is due to the improvement of interactions and change in the fracture behaviour of CFoam heat treated at 1000 °C. While same extent of increase in the compressive strength is observed in CFoam heat treated at 2500 °C. The electrochemical studies of CFoam with different contents of ferrocene demonstrate that quasi-reversible behaviour at lower content of ferrocene in CFoam, while reversible behaviour at higher content of ferrocene in CFoam at higher scan rate. The SC 865 μF/cm2 at 10 mV/s scan rate of higher conductivity and surface area-based CFoam. At higher scan rate, SC decreases in all the cases and ultimate value is higher in case of 10 wt% ferrocene incorporated CFoam. This clearly demonstrates that CFoam mechanical and electrochemical properties are influenced by the catalytic effect of ferrocene. The studies display that instead of developing the CFoam from expensive mesophase pitch and heat treatment at 3000 °C, it is possible by incorporating ferrocene in the carbon precursor of CFoam, it can reduce the processing temperature with improved properties.
References
Klett JW, Hardy R, Romine E, Walls C, Burchell T (2000) Carbon 38:953
Klett JW, McMillan AD, Gallego NG, Burchell TD, Walls CA (2004) Carbon 42:1849
Gallego NC, Klett JW (2003) Carbon 41(7):1461
Klett JW, McMillan AD, Gallego NC, Walls CA (2004) J Mater Sci 39(11):3659. doi:10.1023/B:JMSC.0000030719.80262.f8
Liu M, Gan L, Zhao F, Fan X, Xu H, Wu F (2007) Carbon 45:3055
Chen C, Kennel E, Stiller A, Stansberry P, Zondlo J (2006) Carbon 2006(44):1535
Min Z, Cao M, Zhang S, Wang X, Wang Y (2007) New Carbon Mater 22:75
Wang M, Wang C, Li T, Hu Z (2008) Carbon 46:84
Cowlard FC, Lewis JC (1967) J Mater Sci 2(6):507. doi:10.1007/BF00752216
Noda T, Inagaki M, Yamada S (1969) J Non Cryst Solids 1:285
Eksilioglu A, Gencay N, Yardim MF, Ekinci E (2006) J Mater Sci 41:2743. doi:10.1007/s10853-006-7079-5
Mehta R, Anderson DP, Hager JW (2003) Carbon 41:2174
Kearns K (1999) Process for preparing pitch foams. US Patent 5868, 974
Fang Z, CaO X, Li C, Zhang H, Zhang J, Zhang H (2006) Carbon 44(15):3348
Fang Z, Li C, Sun J, Zhang H, Zhang J (2007) Carbon 45(15):2873
Yang J, Shen Z, Xue R (2005) J Mater Sci 40(5):1285. doi:10.1007/s10853-005-6953-x
Wang M, Wang CY, Li TQ, Hu ZJ (2008) Carbon 46(1):84
Moglie F, Micheli D, Laurenzi S, Marchetti M, Mariani Primiani V (2012) Carbon 50:1972
Kumar R, Dhakate SR, Saini P, Mathur RB (2013) RSC Adv 3:4145
Gaies D, Faber KT (2002) Carbon 40(7):1137
Inagaki M, Morishita T, Kuno A, Kito T, Hirano M, Suwa T et al (2004) Carbon 42(3):497
Chen Y, Chen B, Shi X, Xu H, Hu Y, Yuan Y et al (2007) Carbon 45(10):2132
Yadav A, Kumar R, Bhatia G, Verma GL (2011) Carbon 49:3622
Wang MX, Wang CY, Li TQ, Hu ZJ (2008) Compos Sci Technol 68:2220
Xiao N, Zhou Y, Qiu JS, Wang Z (2010) Fuel 89:1169
Li WQ, Zhang HB, Xiong X (2011) J Mater Sci 46:1143. doi:10.1007/s10853-010-5099-7
Kumar R, Dhakate SR, Gupta T, Saini P, Singh BP, Mathur RB (2013) J Mater Chem A. doi: 10.1039/C3TA10604G)
Mochida I, Ohtsubo R, Takeshita K (1980) Carbon 18:117
Marsh H, Crawford D, Taylor DW (1983) Carbon 21(1):81
Maldonado-Hodar FJ, Moreno-Castilla C, Rivera-Utrilla J, Hanzawa Y, Yamada Y (2000) Langmuir 16(9):4367
Oya A, Otani S (1978) Carbon 16(2):153
Song H, Chen X, Chen X, Zhang S, Li H (2003) Carbon 41(15):3037
Braun M, Huttinger KJ (1996) Carbon 34(12):1473
Bernhauer M, Braun M, Huttinger KJ (1994) Carbon 32(6):1073
Dhakate SR, Mathur RB, Bahl OP (1997) Carbon 35:1753
Tuinstra F, Koenig JL (1970) J Chem Phys 53:1126
Dhakate SR, Chauhan N, Sharma S, Tawale J, Singh S, Sahare PD, Mathur RB (2001) Carbon 49:1946
Saini P, Choudhary V, Sood KN, Dhawan SK (2009) J Appl Polym Sci 113:3146
Adams PM, Katzman HA, Rellick GS, Stupian GW (1998) Carbon 36:233
Wu ZS, Ren W, Wang DW, Li F, Liu B, Cheng HM (2010) ACS Nano 4(10):5835
Srinivasan V, Weidner JW (2002) J Power Sources 108:15
Nicholson RS (1965) Anal Chem 37:1351
Acknowledgements
Authors are highly grateful to Director, NPL, for his kind permission to publish the results. Also thanks Mr. Jai Tawale for providing SEM characterisation facility. One of the authors (Rajeev Kumar) would like to thanks CSIR for SRF fellowship.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Kumar, R., Dhakate, S.R. & Mathur, R.B. The role of ferrocene on the enhancement of the mechanical and electrochemical properties of coal tar pitch-based carbon foams. J Mater Sci 48, 7071–7080 (2013). https://doi.org/10.1007/s10853-013-7518-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-013-7518-z