
Abstract
This study is focused on enhancement of the fatigue properties of Ultrafine Grain titanium (UFG Ti) processed by ECAP-Conform and subsequent drawing. By examining specific combinations of ECAP-Conform and drawing, we have shown that the size and shape of grains, dislocation substructure formation, and grain boundary state are among the main microstructural parameters that determine the strength and ductility in UFG Ti. The increase in fatigue resistance of UFG Ti to 610 MPa was attributed to the high values of strength and ductility (UTS = 1290 MPa with elongation = 13 %) This value is comparable with the fatigue resistance of the titanium alloy Ti–6Al–4V.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Titanium and its alloys are widely used for fabrication of medical implants because of their high corrosion resistance and biocompatibility [1]. Therefore, titanium is an attractive material for enhancement of other desirable biomechanical properties, including strength and fatigue resistance.
Grain size reduction influences the fatigue resistance of various metals and alloys, as has been described in a number of articles [2–4]. The fatigue resistance (σR) for polycrystalline materials is often connected with the ratio of the yield stress to the grain size similar to the Hall–Petch law [2]. Prior studies by our groups have demonstrated that the strength and fatigue resistance of titanium can be enhanced by means of grain refinement with the help of severe plastic deformation (SPD) techniques including equal channel angular pressing (ECAP) [5, 6] and by ECAP in combination with extrusion, rolling, or drawing [7–9]. This strategy of enhancement of fatigue properties in Ti is based on the following correlation illustrated in Fig. 1: the higher the strength under monotonic loading, the higher the fatigue resistance.

The correlation of the tensile strength and the fatigue resistance for pure Ti in conventional and UFG states
The increase of fatigue resistance in UFG metals is not always as large as one might expect it to be, considering the proportionately larger increase of the ultimate tensile strength (UTS) [2]. For titanium, this problem has been attributed to the low ductility associated with early deformation localization due to the high dislocation density, high internal stresses, presence of nonequilibrium grain boundaries, and other structural parameters, which depend substantially on the SPD technique and the processing conditions [10, 11].
One recent advanced modification of the ECAP technique is the ECAP-Conform (ECAP-C) technique, which when combined with subsequent drawing, can be a cost-effective way to produce long-length rods with UFG structure [12, 13]. Such rods are suitable for industrial applications, including medical implants [14]. The UFG structure formed during SPD by ECAP-C changes the structural evolution processes during subsequent drawing. In particular, it becomes possible for such deformation mechanisms as grain boundary sliding to operate, which in turn promote increase of material deformability and additional refinement of the UFG structure.
This study investigates peculiarities of the UFG structure formed in Grade 4 Ti during ECAP-C and drawing to define the main parameters that contribute to its enhanced strength, ductility, and fatigue properties.
Experimental materials and procedure
The initial material was Grade 4 commercial purity (CP) Ti (manufactured by Dynamet Company, USA) in the form of hot-rolled 12-mm diameter rods with the chemical composition: Ti-base, 0.04%C, 0.14%Fe, 0.006%N, 0.36%O, 0.0015%H and with the average grain size of 25 μm. The billets were subjected to ECAP-C and subsequent drawing.
An UFG structure can be achieved in a billet via ECAP at less than the recrystallization temperature to accumulated logarithmic strains of e ≥ 4–6 [15]. Conventional ECAP processing of titanium was performed in a temperature range between 400 and 450 °C in a die-set with a channel intersection angle of Φ = 90°. ECAP at lower temperatures can cause surface defects and cracks to appear, which in turn can lead to billet failure [5, 6]. However, ECAP-C using a channel intersection angle Φ = 120° can be performed at 200 °C to produce samples without obvious surface defects up to 10 passes of processing.
Subsequent 75 % reduction by drawing to a diameter of 6 mm was performed at a temperature of T = 200 °C to form mostly equilibrium boundaries with low dislocation density inside grains. These microstructures enable more homogeneous plastic flow and increase uniform elongation.
Microstructure analysis was performed using optical and transmission electron microscopy (TEM) to examine transverse and longitudinal sections of deformation-processed rods. The surface of the samples for optical metallography were polished mechanically and etched in a solution of 4 % hydrofluoric acid, 20 % perchloric acid, and 76 % distilled water. Blanks for foils were cut by electrosparking and mechanical thinning to 100 μm. The resulting disks were subjected to electrolytic polishing using a ≪Tenupol 5≫ machine. Polishing was performed at a temperature ranging from −20 to −35 °C in a solution of 5 % perchloric acid, 35 % butanol, and 60 % methyl alcohol. Microstructures within the polished foils were observed using a JEOL JEM 2100 microscope with an accelerating voltage of 200 kV.
Cylindrical-shaped samples for mechanical testing were prepared according to GOST 1497-84 (Russian standard). Room temperature tensile tests were performed using an ≪Instron≫ testing machine operated at a strain rate of 10−3 s−1. For every condition, the tensile tests were repeated on a minimum of three samples. Rotating bend fatigue tests were performed up to N = 107 cycles using standard samples subject to constant stress amplitude and symmetrical loading (R = −1), at a frequency, f = 50 Hz.
Experimental results and discussion
ECAP-Conform
TEM observations show that after the first pass of ECAP-C, the prominent microstructural features include a subgrain structure (Fig. 2a) with low-angle boundaries, increased dislocation density, and deformation twins comparable with the grain size. These features contribute to the high increment in UTS imparted by the first ECAP-C pass (UTS increases from 750 to 880 MPa (Fig. 3). These results are comparable to those obtained after one or two passes of conventional ECAP [5, 6].

Bright-field TEM-images of Grade 4 titanium with a logarithmic strain degree of a 0.7 (1 pass), b 4.2 (6 passes), and c 7.0 (10 passes)

Influence of the number of ECAP-C passes on mechanical properties of Ti Grade 4
Increasing the number of passes decreased the size of grain fragments and increased their misorientation. After six passes, the grains and/or subgrains were predominantly equiaxed with an average size of 250 nm (Fig. 2b). This refinement of the structure led to an additional increase of the UTS to 1020 MPa with associated decreases of total and uniform elongations to 14 and 2.0 %, respectively. These levels saturate and are essentially unchanged by additional strain (Fig. 3). Correspondingly, after eight and ten passes of ECAP, the sizes of grains/subgrains change little. There is a slight tendency for increases of total and uniform elongations (to 15.0 and 2.2 %, respectively), which can be explained by a corresponding increase of the fraction of high-angle boundaries that are capable of grain boundary sliding during plastic deformation (Fig. 3). The bright-field image in Fig. 2c shows that ECAP-C of Grade 4 titanium forms an UFG structure of a predominantly equiaxed grains with thin boundaries.
Combination of ECAP-C and drawing
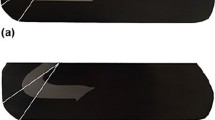
The microstructures within Grade 4 titanium rod subjected only to drawing consisted of subgrains elongated in the form of “fibers” parallel to the drawing axis (Fig. 4a). This type of deformation forms mostly low-angle subgrain boundaries. In Fig. 5, one can observe that, while structure refinement after drawing (0 passes of ECAP-C) increases strength (to 970 MPa), it significantly reduces ductility (to El. 9 %) in comparison with the as-received condition (760 MPa and 21 %, correspondingly).

TEM of longitudinal sections showing the microstructure of rods a after drawing without ECAP, b after 1 pass of ECAP + drawing, and c after 6 passes of ECAP + drawing with ε ~75 %

Mechanical properties of Grade 4 Ti: tensile properties after drawing ε = 75 % without ECAP (0 passes) and with an increasing number of ECAP-C passes before drawing
Quite a different situation was observed when, before drawing, the billets were subjected to ECAP. The increase of the number of passes from 1 to 10 has considerable influence on the microstructures formed in the rod and, consequently, on mechanical properties. For example, a billet processed by even one pass of ECAP, after drawing had a tensile strength of 1110 MPa, and elongation was 11 %, i.e., higher than that after drawing of titanium without ECAP (Fig. 5, 0 passes). The structural refinement caused by ECAP helped retain its ductility. However, even after one ECAP pass, the longitudinal section of the billet showed grains elongated along the direction of deformation, some of them with finer subgrain structure and increased dislocation density (Fig. 4b). The microstructure of a rod processed by drawing after six passes of ECAP showed grains elongated along the direction of deformation, but the inner areas were divided by low-angle dislocation boundaries, and the size of subgrains reached 200 nm. Similar structures have been reported earlier because of ECAP and subsequent cold rolling or drawing [7, 9].
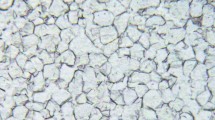
The increase in the number of ECAP passes to 10 increased the UTS to 1290 MPa and total elongation to 13 % (Fig. 5). Uniform elongation increased from 0.8 % (after 1 pass) to 2.5 % (after 10 passes), which can be explained by not only additional reduction of the average sizes of grains/subgrains to 170 nm, but also by its equiaxed shape in both longitudinal (Fig. 6a) and transverse (Fig. 6b) sections. The uniform distribution of spots on concentric circles in the diffraction patterns indicates the increase of the fraction of high-angle boundaries (Fig. 6a, b).

Microstructure of Grade 4 Ti rods processed via 10 passes of ECAP-C at 200 °C and drawing with ε ~75 % at 200 °C: a transverse section, b longitudinal section
Thus, microstructural features formed in the course of ECAP-C have significant influence on structure formation during subsequent deformation by drawing. In particular, achievement of accumulated effective strain of 7.0 by ECAP-C and formation of uniform UFG structure with a large fraction of high-angle boundaries and the average grain size of about 250 nm (Fig. 2c) contributed to homogeneous refinement of structure in the course of drawing and formation of a grain structure with an average grain size of 170 nm in the rod (Fig. 6). The best combination of strength, total elongation, and uniform elongation was achieved after 10 passes of ECAP and drawing by 75 % (UTS = 1290 MPa, δ = 13 % and δun = 2.5 %). The corresponding fatigue endurance limit was 610 MPa in comparison to 590 MPa after six passes of ECAP + drawing and 380 MPa in the as-received condition (states 3, 2, and 1 correspondingly in Fig. 7). It should be noted that in this study, we have not achieved the endurance limit of 640 MPa for UFG Grade 4 Ti, as was reported in previous study [16] for rods processed by conventional ECAP technique in combination with warm rolling, to achieve a smaller average grain size of 120 nm.

Fatigue properties of Ti Grade 4 1 in the as-received condition, 2 after 6 passes of ECAP-C + drawing ε = 75 %, and 3 after 10 passes of ECAP-C + drawing ε = 75 %
Thus, this study demonstrated once again that application of the combined strengthening strategy, comprising the effect of grain size decrease and strain hardening, is a successful approach for enhancement of titanium fatigue properties. In this study, the application of the efficient technology of long-length rod processing, comprising a more productive ECAP-C technique for the formation of UFG structure in comparison with conventional ECAP, resulted in high fatigue resistance. Based on the previous experimental experience and the results of this study, it can be concluded that grain size is the key factor that provides high static strength and, consequently, high fatigue resistance. In particular, in the present study, it was demonstrated that billets processed by six and 10 passes of ECAP-C and subsequent drawing had the average grain size of 200 and 170 nm, respectively. This resulted in a slight difference in strength (1240 and 1290 MPa) and fatigue resistance (590 and 610 MPa), correspondingly. Besides, in an earlier study [16] for the case of grain size less than 120 nm, the fatigue endurance limit of Ti Grade 4 reached 640 MPa. There is a potential for achieving fatigue resistance of 650 MPa and over in titanium by means of grain size reduction to less than 100 nm. However, special attention should be paid to the retention of adequate ductility in the cases of both monotonic and cyclic deformations, which may negatively influence fatigue resistance because of early localization of stresses and crack generation [2].
Achievement of high strength and ductility in UFG titanium, and, correspondingly high fatigue properties, supports the development of commercial items with improved design and enhanced performance. Unalloyed titanium has strength and fatigue properties which are highly competitive with the properties of the known alloy Ti–6Al–4V, and can successfully replace it in various implants for dentistry and osteosynthesis, which are designed to remain in a human body for a long time, sometimes a lifetime.
Conclusions
This study reports microstructures and mechanical properties of Grade 4 Ti rods processed by the combination of ECAP-C and subsequent drawing, which lead us to the following conclusions:
-
(1)
Increasing the accumulated strain by increasing the number of passes of ECAP-C (e = 0.7–7.0) influences various parameters of UFG structure such as size and shape of grains and type of boundaries. Achievement of accumulative strains up to e = 7.0 increases misorientation of grains and subgrains with respect to each other, and thereby increases the fraction of high-angle boundaries. It also transforms subgrains into grains of predominantly equiaxed shape. Ten passes of ECAP-C imparts a UTS of 1050 MPa with total and uniform elongations of 14 and 2.2 %, respectively.
-
(2)
ECAP-C before drawing has a significant role in the formation of microstructure and mechanical properties of a rod after drawing. Homogeneous UFG structures formed after 10 passes of ECAP-C contributed to the formation of equiaxed grains with an average grain size of 170 nm both in the transverse and longitudinal sections of a rod. Subsequent drawing of the titanium billets processed by 10 passes of ECAP imparted increased strength and sufficient ductility (UTS = 1290 MPa, and total elongation = 13 %).
-
(3)
Achievement of high strength and ductility in long-length rods after processing 10 passes of ECAP-C and drawing reduction by 75 % increased the fatigue endurance limit to 610 MPa. This value is highly competitive with the alloy Ti–6Al–4V, which is currently used to fabricate various types of medical implants.
References
Brunette DM, Tengvall P, Textor M, Thomsen P (2001) Titanium in medicine. Springer, Berlin, p 1019
Vinogradov YA, Agnew SR (2003) In: Encyclopedia of nanoscience and nanotechnology. Marcel-Dekker, New York, pp 2269–2288
Vinogradov A, Hashimoto S (2004) In: Zehetbauer MJ, Valiev RZ (eds) Nanomaterials by severe plastic deformation. Wiley, Weinheim, p 663
Mughrabi H, Höppel HW, Kautz M (2006) In: Proceeding of TMS annual meeting, pp 47–54
Stolyarov VV, Shestakova LO, Zharikov AI, Latysh VV, Valiev RZ, Zhu YT, Lowe TC (2001) In: Proceeding of 9th international conference on titanium-99, Nauka, vol 1, p 466
Stolyarov VV, Zhu YT, Alexandrov IV, Lowe TC, Valiev RZ (2001) Mater Sci Eng A 299:59
Stolyarov VV, Zhu YT, Lowe TC, Valiev RZ (2001) Mater Sci Eng A 303:82
Stolyarov VV, Zhu YT, Alexandrov IV, Lowe TC, Valiev RZ (2003) Mater Sci Eng A 34(3):43
Sadikova GKh, Latysh VV, Semenova IP, Valiev RZ (2005) Metals Sci Therm Treat 11(605):31
Vinogradov AY, Stolyarov VV, Hashimoto S, Valiev RZ (2001) Mater Sci Eng A 31(8):163
Stolyarov VV, Alexandrov IV, Kolobov YR, Zhu M, Zhu Y, Lowe T (1999) In: Wu XR, Wang ZG (eds) Fatigue’99—proceeding of the 7th international fatigue congress, vol 3. Higher education Press, Beijing, p 1345
Raab GI, Valiev RZ, Lowe TC, Zhu YT (2004) Mater Sci Eng A 382:30
US Patent No. 7,152,448, USC 72/262 (2006) In: Zhu YT, Lowe TC, Valiev RZ, Raab GI (eds) Continuous equal-channel angular pressing. Los Alamos National Security, LLC, Los Alamos (filed December 16 2004, issued December 26 2006)
Valiev RZ, Semenova IP, Latysh VV, Rack H, Lowe TC, Petruzelka J, Dluhos L, Hrusak D, Sochova J (2008) Adv Eng Mater 8:B15
Valiev RZ, Langdon TG (2006) Prog Mater Sci 51:881
Semenova IP, Yakushina EB, Nurgaleeva VV, Valiev RZ (2009) In: Metallk Z (ed) International joint materials research, vol 100(12), p 1691
Acknowledgements
The study was performed through the support of the US Department of Energy (GIPP project T2-LANL-0212) and the International Scientific Technical Center (ISTC 4003p project).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Semenova, I.P., Polyakov, A.V., Raab, G.I. et al. Enhanced fatigue properties of ultrafine-grained Ti rods processed by ECAP-Conform. J Mater Sci 47, 7777–7781 (2012). https://doi.org/10.1007/s10853-012-6675-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-012-6675-9