
Abstract
Nanofibres can be processed into several high-end applications due to their unique characteristics, especially when based on a diversity of polymers with specific properties. This, however, requires that the nanofibrous structures are produced in a highly reproducible way. The article gives focus to polyamide (PA) 6.9, a less exploited PA though with interesting properties such as a very low moisture absorption. To trace and understand the dominant parameters that allow for the aimed reproducible characteristics, the influence of the solution parameters on the steady state behaviour during electrospinning as well as the resultant fibre morphology is followed by scanning electron microscopy and differential scanning calorimetry. Results show a significant effect of the amount of non-solvent acetic acid, added to the solvent formic acid, on the steady state behaviour and the fibre morphology. The non-solvent acetic acid broadens the steady state window by making the electrospin solutions more suitable to obtain uniform and reproducible nanofibrous structures with a narrow nanofibre diameter distribution. The mixture of the solvent formic acid and the non-solvent acetic acid strongly contributes to the future potentials of PA 6.9 nanofibres, with its leading to a smaller fibre distribution and moreover highly reproducible in time.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Recently research in the field of nanofibres is booming. Researchers all over the world have tried to produce nanofibres of all kind of polymers, using different electrospinning techniques [1]. Nanofibres have a very small fibre diameter, by definition below 500 nm, which creates specific and unique characteristics such as a high specific surface, a small pore size and a high porosity [2]. Due to these properties nanofibres can be applied in a broad range of applications, such as composites [3, 4], nano-sensors [5], scaffolds [6], filter media [7, 8] and medical applications [9–11].
Polyamide (PA) 6.9 can offer additional possibilities for certain of these nanofibre applications. Although many literature is available about electrospinning of even PAs as PA 6 [12] and PA 6.6 [13, 14], and higher PAs such as PA 11 [15, 16] and PA 12 [17, 18], this is not the case for odd PAs like PA 6.9. Because of the extra methylene groups, PA 6.9 has a higher water resistance [19] and dimensional stability, which are advantageous when using the PA 6.9 nanofibres for composites, for example. Similar to other PAs, also PA 6.9 has a relative low degree of crystallinity and a high flexibility of the chains due to the lower amide density.
To accomplish the full potential of the nanofibrous structures for the abovementioned applications, it is an absolute prerequisite they can be produced in a reproducible way on a larger built-up scale. Thus, the properties of the nanofibrous nonwoven are constantly guaranteed. Nozzle solvent electrospinning has the greatest potential when it comes to large scale industrial production of nanofibres [1], the polymer solution is pumped from a closed reservoir through a nozzle in the electric field. For steady state electrospinning, ensuring the reproducibility of the nanofibrous structures three conditions are to be fulfilled. All the amount of polymer brought in the electric field per time unit has to be deposited as nanofibres on the collector plate per time unit. This implies, as a second condition, that the Taylor cone is stable as a function of time. As a third condition, the nanofibres have to be deposited on a well-defined area below the nozzle, to guarantee a uniform thickness of the nonwoven. Thanks to this steady state condition, frequently observed electrospinning problems can be avoided, such as clogging, drops, beads or a heterogeneity in thickness of the nanofibrous structures.
Published research has proven that the morphology of the electrospun fibres is influenced by a large number of different parameters [12, 20]. However, the influence of these parameters on the electrospinning process itself and more specific on the steady state behaviour is less investigated. De Vrieze et al. investigated the steady state system of PA 6.6 [21] and PA 6 [22], and Spivak et al. performed theoretical research on steady state electrospinning [23]. Some more literature is available on ‘stable electrospinning’ [24], which allows for the collection of reproducible nanofibres, but often only for a limited time, after which clogging and droplets may still start to occur [25–28]. It is to be noted that the here mentioned ‘steady state electrospinning’ is more stringent than the reported ‘stable electrospinning’ processes as it requires a stability in time of the Taylor cone and thus produced nanofibres.
The present article discusses the steady state behaviour of PA 6.9, using a mixture of a solvent, formic acid, and a non-solvent, acetic acid for the electrospinning process. First, the solutions characteristics, such as viscosity, conductivity and surface tension are investigated. Next, the steady state behaviour is to be determined through an optimal applied voltage as a function of the solvent mixture and polymer concentration, while keeping all other process parameters and ambient conditions constant. Afterwards the effect of a varying tip-to-collector distance (TCD) and flow rate on the steady state window will be discussed as well. Once the steady state prerequisites are determined the morphology of the produced nanofibrous structures needs to be analysed through various techniques. Focus is given to scanning electron microscopy and differential scanning calorimetry (DSC).
Materials and methods
Materials
PA 6.9 was obtained from Scientific Polymer Products, Inc. and used as received. GPC measurements with polymethylmethacrylate as standard, showed that the PA 6.9 pellets have a relative molecular weight of 60,000 g/mol. 98–100 vol% formic acid and 99.8 vol% acetic acid were both purchased from Sigma-Aldrich. The polymer solutions used for electrospinning, were prepared by dissolving PA 6.9 in various acetic acid/formic acid ratios, and stirred overnight.
Electrospinning
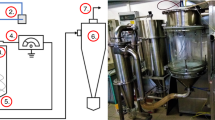
The electrospinning setup consists of an infusion pump (KD Scientific Syringe Pump Series 100), a syringe (20 ml Norm-jet of Henke SassWolf), a 15.24 cm long needle, with an internal diameter of 1.024 mm and a laboratory jack, to adjust the TCD. In order to obtain a high potential difference, the needle is connected with a high voltage source (Glassman High Voltage Series EH30), which can deliver an output voltage over the range from 0 to 30 kV. The nanofibrous nonwoven is collected on aluminium foil, which was placed on the grounded collector plate.
The ambient conditions were kept constant during all experiments. The setup is used under normal atmospheric pressure and temperature (21 ± 2 °C). The relative humidity was monitored during all experiments and was in the range 43 ± 5% RH.
The steady state behaviour of polymer is given in a steady state table, as in Table 1. The columns of the different steady state tables represent different solvent ratios and the rows different PA 6.9 concentrations. Each combination of these two parameters is examined on their electrospinnability under steady state conditions, thus all other electrospinning parameters were kept constant, except for the applied voltage, which was adjusted for each set of solution parameters to obtain optimal spinning behaviour. The given applied voltages are the minimum voltage needed to fulfil the steady state conditions, however, the steady state conditions remain fulfilled in a broader range of applied voltages, typically a range of 2–4 kV.
In a steady state table, generally three regions are found: a region where not all the polymer is dissolved, a second one where the solutions are not electrospinnable under the steady state conditions and the last region is the steady state window.
Characterisation
The viscosity of the polymer solutions was measured using a Brookfield viscometer LVDV-II. A CDM210 conductivity meter (Radiometer Analytical) was used to measure the conductivity of the electrospinning solutions. The surface tension, the third important solution parameter, was measured by the Wilhelmy plate method. All the solution characteristics were measured at 50 ± 5% RH and 21 ± 2 °C.
The morphology of the electrospun nanofibres was examined using a Jeol Quanta 200 F FE scanning electron microscope (SEM). Prior to SEM analysis, the sample was coated with gold using a sputter coater (Balzers Union SKD 030). The average fibre diameter and its standard deviation was based on 50 measurements of different fibres on different SEM images, using the Cell^D software from Olympus. Smaller magnifications were used to verify the first condition of steady state behaviour, the absence of irregularities such as small droplets and beads.
The analysis of the thermal behaviour was performed by DSC using a TA Instruments Q2000 DSC. Samples of 3 ± 0.3 mg were placed in appropriate sealed standard Tzero aluminium pans. The experiments were performed from 0 to 250 °C, with a heating rate of 10 °C/min, under a constant nitrogen flow of 50 ml/min. The results were analysed using TA Universal Analysis software package.
Results and discussion
Characteristics of the electrospin solutions
The solvent mixture used in this study is composed of a solvent, formic acid, and a non-solvent, acetic acid. The formic acid serves the solubility of the PA, whereas the acetic acid serves to alter the solution characteristics needed for steady state electrospinning [29]. The three most important solution parameters of the used PA 6.9 solutions: the viscosity, the conductivity and the surface tension are summarised in Table 2.
Increasing the concentration of the non-solvent acetic acid leads to a decrease of the viscosity, conductivity and surface tension of the electrospinning solutions. While the decrease of the viscosity and surface tension are rather small, the conductivity decreases significantly. This decrease of conductivity is in agreement with the large difference in dielectric constants for formic acid and acetic acid, 57.2 and 6.6, respectively [30].
Adding PA 6.9 to the blank solvent mixtures has no significant influence on the surface tension, however, the conductivity and viscosity change explicitly due to the functional groups and the long chains of the PA 6.9. While a blank solution with 20 vol% acetic acid has a conductivity of 0.063 mS/cm, an increases to 2.255 mS/cm is observed by adding 14 wt% PA 6.9 to this 20 vol% acetic acid solution. A further increase in PA 6.9 concentration results in a further but less explicit increase in conductivity. The increase in viscosity due to the presence of PA 6.9 was even more significant with a continuing increase with higher PA concentrations, see Table 2.
Thus, both the viscosity and the conductivity show an important variation for the studied polymer solutions while the surface tension shows only minor variations.
Steady state behaviour
In agreement with the study of PA 6 and PA 6.6 [21, 23] three regions are to be noted in the different steady state tables of Table 1. The first region, the black areas in the steady state tables in Table 1, represents the combinations of PA 6.9 concentration and solvent ratios that result in solutions for which the pellets are not fully dissolved, due to the high volume fraction of the non-solvent acetic acid.
The grey areas in the steady state tables in Table 1 summarise the PA 6.9 solutions which cannot be electrospun under steady state conditions, although some samples allowed for a non-steady state electrospinning during a short time period. This is due to an inappropriate combination of the solution properties. For the lower polymer concentrations, the viscosity is too low and drops appear in the nonwoven structure. This indicates a minimum viscosity and thus polymer concentration is needed to ensure steady state electrospinning. For the solutions with a high formic acid fraction the dielectric constant and conductivity are high, which results in large electrical forces in the polymer solution. As a result, the polymer jet breaks and polymer droplets are formed. Only for the solutions with a high polymer concentration steady state can still be obtained. This shows that the effect of the high conductivity can be counteracted by a high viscosity, since the viscosity will prevent the jet form forming droplets. Although formic acid serves as a good solvent for PA 6.9, it is not the most suitable to obtain uniform nanofibrous structures using formic acid only as a solvent. Increasing the fraction of the non-solvent acetic acid facilitates the formation as indeed it allows for a significant reduction in conductivity. For the chosen parameters of Table 1A the maximum conductivity value allowing for steady state spinning was 2.255 mS/cm. It is clear from the stepwise profile of the grey region that increasing the non-solvent acetic acid fractions allows for lower concentrations of PA 6.9 to be electrospun under steady state conditions. On the other hand, for the higher polymer concentrations, but yet below the solubility limit (black region), the high viscosity causes the PA 6.9 to solidify too fast and thus depositing PA 6.9 on the needle tip, which in some cases blocks the needle outlet. As a consequence, electrospinning of these solutions is again not possible under steady state conditions.
The white areas in the steady state tables in Table 1 summarise the combinations of the PA 6.9 concentration and the solvent ratio which allow for a successful electrospinning under steady state conditions for the specific set of process and ambient parameters given in the tables. This white region is thus the main region of interest and is further referred to as the steady state window.
Analysing the required applied voltages in the steady state windows of Table 1, show a decrease in the required applied voltages with an increasing fraction of the non-solvent acetic acid. This can be explained by the higher acetic acid content which decreases the conductivity of the solutions. Also, the viscosity and surface tension slightly decrease with an increasing fraction acetic acid, Table 2.
The trend for the required applied voltage as a function of PA 6.9 concentration is less obvious. For each solvent ratio the applied voltage appears to reach a minimum in the middle of the PA 6.9 concentrations which were electrospinnable under steady state conditions, in agreement with a maximum conductivity, Table 2. An increase in polymer concentration results in more formic acid needed to dissolve all polymers. As a consequence, the relative acetic acid concentration of the non-bound solvent molecules increases which may stabilize the solution and thus lower the voltage. At a certain PA 6.9 concentration the viscosity of the solution is too high and this becomes the dominant factor, which requires higher voltages. It is, however, important to notice that the variation in voltages in the case of a changing PA 6.9 concentration is much smaller than the variation in voltages caused by the solvent ratio.
Finally, most important, increasing the acetic acid percentage broadens the steady state window by increasing the range of polymer concentrations that allow for steady state electrospinning until the solubility limit is reached. As mentioned before, the non-solvent acetic acid has a stabilizing effect on the Taylor cone, and facilitates steady state electrospinning.
Steady state behaviour as a function of process parameters
Steady state Table 1A discusses the steady state window for a single set of values for the process and ambient parameters, changing any of these will alter the steady state window. This is illustrated by the steady state tables of Table 1, where the TCD (6 and 8 cm) as well as the flow rate (1.5, 2 and 2.5 ml/h) are varied.
Increasing the TCD results in higher required applied voltages in the steady state window, as shown in Table 1B for a TCD of 8 cm instead of a TCD of 6 cm in Table 1A. This increase can be explained by considering the electric field, which can be simplified as the ratio of the applied voltage to the TCD. In order to keep the electric field constant when increasing the TCD, the applied voltage must also increase. At a TCD of 8 cm, it is possible to electrospin a solution of only 10 vol% acetic acid under steady state, which was not possible at a TCD of 6 cm. Yet higher TCD’s are possible, but yet higher voltages are needed, thus approaching the limits of the voltage source available. Decreasing the TCD below 6 cm decreases the steady state window, due to a floating of the nanofibres between the needle tip and the collector plate, which interrupts the steady state electrospinning process.
The effect of varying the flow rate is illustrated in Table 1C (1.5 ml/h) and 1D (2.5 ml/h), relative to Table 1A (2 ml/h). Increasing the flow rate means more polymer solution or thus more charges flowing out of the needle per unit time. This increase in electric charges needs to be compensated by an increase in applied voltage. The steady state window becomes smaller with increasing flow rate until eventually no combination of parameters that results in steady state electrospinning is found. Although the steady state window becomes larger with decreasing flow rate, there is a minimal flow rate as well. Below this flow rate there is not enough polymer present per unit time to form a stable Taylor cone and thus to produce uniform nanofibrous structures.
Analysis of fibre morphology for the steady state electrospun nanofibrous samples
Influence of the solvent ratio
The influence of the solvent ratio, ranging was investigated using 14 wt% PA 6.9 solutions. The TCD and the flow rate were set at 6 cm and 2 ml/h, respectively. Table 1A shows that one single value of the optimal applied voltage that allows for steady state electrospinning of the complete range of solvent ratios cannot be chosen. Therefore, the applied voltage is not kept constant, but varied as to obtain steady state behaviour.
It is observed from Fig. 1a that at a low concentration of the non-solvent acetic acid some fibres show a more irregular appearance, compared to the other images in Fig. 1. This may be attributed to the fact that the formic acid is not completely evaporated when the nanofibres were deposited on the collector. Increasing the amount of the non-solvent acetic acid improves the fibre uniformity and overall fibrous web quality. The most uniform PA 6.9 nanofibrous structures are obtained for an acetic acid concentration of about 50 vol%. This indicates that a high concentration of the non-solvent is necessary to see a positive effect of the acetic acid on the uniformity of the nanofibres. In contrast to the fibre uniformity Fig. 2 shows no trend in average fibre diameter with solvent ratio, although small variations may be observed. The decreasing conductivity with increasing amount of the non-solvent acetic acid, Table 2, has no unambiguous effect on the average fibre diameter. A Duncan statistical test was performed to ensure that this variation is not caused by the varying applied voltage, Table 3. This Duncun test shows that neither the voltage nor the solvent ratio causes the small variation in fibre diameter since the subsets are randomly divided.

SEM images of nanofibres made of 14 wt% PA 6.9 with percentages acetic acid a 35 vol%, b 45 vol% and c 55 vol% (TCD: 6 cm, flow rate: 2 ml/h and applied voltage: varied)

The average fibre diameter as a function of the solvent ratio for 14 wt% PA 6.9 (TCD: 6 cm, flow rate: 2 ml/h and applied voltage: varied)
Influence of the PA 6.9 concentration
Based on the established steady state window in Table 1A, the column of 50 vol% acetic acid is chosen to study the effect of a varying polymer concentration within the steady state window. Furthermore, with 50 vol% acetic acid the most uniform structures were produced, see Figs. 1 and 2. Steady state conditions are fulfilled for the following set of process parameters: a TCD of 6 cm, a flow rate of 2 ml/h and an applied voltage of 18 kV. Although the required applied voltage in Table 1A was 22 kV for the 10 wt% solution, it was possible to electrospin it long enough in a stable way to have a sample to investigate the fibre morphology.
The 10 wt% solution resulted in a nanofibrous structure deposited as a ring shape on the collector, the deposition area has no nanofibres in the middle of the circle. For the 12–20 wt% solutions fully circular depositions were obtained on the collectors. The diameter of these circular depositions decreased with increasing polymer concentration, Table 4. The smaller deposition area is attributed to the increased viscosity which discourages the bending and splitting instabilities to set up for a longer distance as it merges from the tip of the needle. As a result, the jet path is reduced and the bending instability stretches over a smaller area [31].
From the selected SEM images of the steady state electrospun nanofibrous structures in Fig. 3, it is clear that the fibre diameter increases with increasing polymer concentration. In Fig. 4, the measured fibre diameters of all these steady state electrospun nanofibrous structures are given. It is clearly seen that the fibre diameter increases from 70 to 385 nm with increasing polymer concentration. A possible explanation is that with a higher PA 6.9 concentration, which means a higher polymer to solvent ratio, the time for the PA 6.9 in the dissolved state will be shortened. This results in a shorter time for stretching and/or splitting of the system and thus thicker fibres. This is in line with the reduced deposition area at higher polymer concentrations, since the time for bending is also reduced with a faster solidification. The larger diameter can also in part be due to the higher viscosity of the solvent/polymer mixture. With the same force acting on the Taylor cone, the effect on the stretching out of the fibre will be less for higher viscosities. It is also interesting to note the very small standard deviation of the fibre diameters, which is for all the concentrations <20%. This indicates again the very high uniformity of the nanofibres when using a mixture of the solvent formic acid and the non-solvent acetic acid.

SEM images of nanofibres for different PA 6.9 concentrations at 50 vol% acetic acid a 10 wt%, b 14 wt%, c 18 wt% (TCD: 6 cm, flow rate: 2 ml/h and applied voltage: 18 kV)

The average fibre diameter as a function of the PA 6.9 concentration, at 50 vol% acetic acid (TCD: 6 cm, flow rate: 2 ml/h and applied voltage: 18 kV)
Figure 5 shows the melting behaviour for nanofibres obtained with different polymer concentrations. A multiple melting behaviour is observed with a dominant peak at 211 °C and a smaller peak at 218 °C. With increasing polymer concentration the dominant peak broadens with a shoulder appearing at 208 °C and the smaller 218 °C peak decreases. This suggests less stable crystals to be formed in the coarser fibres produced with the higher polymer concentrations. Since the peak at 218 °C disappears in the second heating, the peak is caused by the orientation of the polymer chains in the electrospinning process. This is in agreement with the lower bending of the polymer jet of the higher PA 6.9 concentrations, Table 4. This higher orientated polymer morphology of the nanofibres is also confirmed by the lower melting temperature of second heating. Furthermore, the higher PA 6.9 concentrations show a recrystallization peak, which was not the case for the 10 wt% PA 6.9 structure. Hence, not only the fibre diameter varies due to a changing PA 6.9 concentration, but also the polymer morphology. Since the curves of the second heating overlap, the difference in the first heating are characteristic for the electrospinning process of the different electrospinning solutions. Furthermore, the second heating of the nanofibre samples overlap with the second heating of the pellet, which indicates that there is no degradation of the PA 6.9 during the electrospinning process from a formic acid/acetic acid mixture.

Melting behaviour of nanofibres for electrospinning solutions with different polymer concentrations—the polymer concentration increases from 10 to 22 wt% (TCD: 6 cm, flow rate: 2 ml/h and applied voltage: 18 kV)
Conclusion
The mixture of the solvent formic acid and the non-solvent acetic acid proves to be very suitable for the steady state electrospinning of PA 6.9, with the formic acid serving the solubility of the PA 6.9 and the acetic acid serving the appropriate solution characteristics for obtaining the steady state condition. Increasing the non-solvent, acetic acid, concentration leads to a decrease of the viscosity, conductivity and the surface tension of the PA 6.9 electrospinning solutions.
Altering the set of process and ambient parameters slightly alters the steady state window but overall the same trends are followed. Increasing the percentage of the non-solvent acetic acid broadens the steady state window and thus the window of potential final fibre properties.
For all registered steady state windows the required applied voltage decreases with an increasing fraction of the non-solvent acetic acid. As a function of the PA 6.9 concentration the applied voltage decreases to a minimum after which the voltage again increases. Both trends are attributed to the solution properties. Furthermore, the applied voltage also increases with an increasing TCD or flow rate.
Concerning the morphology of the obtained nanofibres it is important to note that as high fractions as 50 vol% acetic acid resulted in the most uniform PA 6.9 nanofibrous structures with standard deviations at a maximum of 20% of the fibre diameter. Within the steady state window the diameter of the circular deposition area decreased with increasing concentration of PA 6.9. In line with this the average fibre diameter increased exponentially with increasing PA 6.9 concentration.
It was also found that the fraction less stable crystals increased by an increasing PA 6.9 concentration. Thus, an increasing PA 6.9 concentration changes also the polymer morphology, next to the fibre diameter.
References
Ramakrishna S et al (2005) An introduction to electrospinning and nanofibres. World Scientific publishing, Singapore
Ahn YC et al (2006) Curr Appl Phys 6:1030
Bergshoef MM, Vancso GJ (1999) Adv Mater 11:1362
Neppalli R et al (2010) Eur Polym J 46(5):968
Scampicchio M et al (2010) Electroanalysis 22(10):1056
Honarbakhsh S, Pourdeyhimi B (2011) J Mater Sci 46(9):2874. doi:10.1007/s10853-010-5161-5
Ba Linh NT, Lee K-H, Lee B-T (2011) J Mater Sci 46(17):5615. doi:10.1007/s10853-011-5511-y
Zhang HT et al (2010) J Mater Sci 45:2296. doi:10.1007/s10853-009-4191-3
Huang Z-M et al (2003) Compos Sci Technol 63:2223
Van der Schueren L et al (2011) Eur Polym J 47:1256
Agarwal S et al (2008) Polymer 49(26):5603
Heikkila P, Harlin A (2008) Eur Polym J 44(10):3067
Kang H-K et al (2010) Macromol Res 19(4):364
Van der Schueren L et al (2010) Eur Polym J 46(12):2229
Havel M et al (2008) Adv Funct Mater 18(16):2322
Dhanalakslimi M, Jog JP (2008) Exp Polym Lett 2(8):540
Behler K, Havel M, Gogotsi Y (2007) Polymer 48(22):6617
Stephens JS, Chase DB, Rabolt JF (2004) Macromolecules 37:877
De Schoenmaker B et al (2011) J Appl Polym Sci 120:305
Tan S-H et al (2005) Polymer 46:6128
De Vrieze S (2009) J Appl Polym Sci 115:837
De Vrieze S et al (2011) J Appl Polym Sci 119:2984
Spivak AE, Dzcnis YA, Reneker DH (2000) Mech Res Commun 27:37
Ren ZF et al (2010) J Text Inst 101:571
Helgeson ME et al (2008) Polymer 49:2924
Kim G et al (2006) Eur Polym J 42(9):2031
Fong H et al (1999) Polymer 40(16):4585
Odian G (2004) Principles of polymerization. Wiley, New York
Wei W et al (2010) J Appl Polym Sci 118:3005
John D (1998) Lange’s handbook of chemistry and physics, 15th edn. McGraw-Hill, New York
Supaphol P et al (2005) Macromol Mater Eng 290:933
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
De Schoenmaker, B., Goethals, A., Van der Schueren, L. et al. Polyamide 6.9 nanofibres electrospun under steady state conditions from a solvent/non-solvent solution. J Mater Sci 47, 4118–4126 (2012). https://doi.org/10.1007/s10853-012-6266-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-012-6266-9