
Abstract
The use of low-cost renewable natural fibres as reinforcements for structural composites is attractive but requires specific considerations over that of textile industry requirements. Textile yarns are twisted for processability and increased tensile strength. However, reinforcements employing twisted yarns produce poorer composites due to hindered yarn impregnation, inadequate wettability and compromised orientation efficiency. Whilst assessing the physical properties of select plant fibre yarns that determine reinforcement/composite properties, a strong correlation between yarn twist and compaction is observed. This manuscript also examines a novel plant fibre treatment method using hydroxyethylcellulose (HEC). HEC treatment not only enables intra- and inter-yarn binding thus allowing easy preparation of aligned fabrics, but also improves yarn mechanical properties whilst maintaining physical properties such as low twist. It is noticed that low twist yarns are more responsive to HEC treatment; the tenacity and stiffness of low twist flax is observed to increase by 230 and 75%, respectively.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Natural fibres for composites
Composites originated as biomaterials employing natural fibres as reinforcements. References have been made to the use of textiles as reinforcements of ceramics as early as 6500 BC [1]. The Egyptians have also been known to use grass and straw as reinforcing fibres in mud and clay bricks for the building of walls over 3000 years ago [2]. The potential of plant-based natural fibres as reinforcing agents was acknowledged in the mid-twentieth century by pioneers like Ford to manufacture the first all-plastic ‘green car’ concept using 70% cellulose-based fibre composites [3]. At the same time, Aero Research Ltd. developed Gordon Aerolite, a flax-phenolic composite to replace light-alloy sheets, for building the structural members of Spitfire fuselages of British military aircrafts during the Second Great War [4].
However, once oil resources became abundant and oil prices dropped, these early advances were superseded. Glass and other synthetic fibres quickly replaced cellulose-based fibres as reinforcing agents for polymeric materials. These synthetic fibres were attractive due to their superior mechanical properties, low costs, ready availability and uniform properties. At the beginning of the 21st century, almost 65% of all fibre reinforced plastics were glass–polyester composites [5].
Nonetheless, over the last 15 years, plant fibres have been seriously considered as eco-friendly substitutes to synthetic fibres in reinforcing polymer composites. Lignocellulosic fibres offer several economical, technical and ecological advantages over synthetic fibres, particularly E-glass (Table 1) [6–11].
Noticing these desirable characteristics, the automotive industry, facing governmental legislative challenges regarding sustainability and keen to portray corporate citizenship, was quick in developing thermoplastic natural fibre composite (NFC) interior components [12].
A significant quantity of work has looked at the performance of discontinuous short-fibre random orientation injection-moulded thermoplastic composites [13]. Despite the fact that bast fibres are high in cellulose content (~60–80% of the dry chemical composition [6]) and native cellulose has remarkable stiffness (138 GPa [1]) and tensile strength (>2 GPa [1]), the applications of NFCs have been limited to such non-structural components. Although low-density natural fibres posses impressive specific properties, most investigations [14–16] suggest that NFCs have, at best, comparable stiffness to E-glass composites and considerably lower tensile and impact strength.
A composite has three important constituents that dictate its properties: (i) the reinforcement, (ii) the matrix and (iii) the interface. The flaws in NFCs have been discussed extensively [17, 18] and relate to the inferior fibre reinforcement properties and the weak interface. Regarding the reinforcement, plant fibres have poorer and naturally variable mechanical properties. In addition, the abundant hydroxyl groups in cellulose and hemicellulose make plant fibres and their composites susceptible to moisture absorption [19, 20]. Commercially, plant fibres are used primarily for textile applications; composite applications require specific considerations in fibre extraction and staple yarn preparation. The conversion of plant stems to workable technical fibres, spun yarns and eventually fabrics introduces several degrees of defects, thus, diminishing fibre mechanical properties [6, 17]. Furthermore, the significance of structure–property relationship in yarns [21] also implies that yarn physical properties such as twist, compaction and density need to be considered. Moreover, the use of short fibres in random orientation also significantly reduces the efficiency of the reinforcement. Regarding the interface, NFCs suffer from poor fibre-matrix adhesion and poor wettability due to the contrasting nature of the hydrophilic fibres and generally hydrophobic matrix [18]. This produces a chemically and physically heterogeneous system with a weak interface that is inefficient in transferring stresses from the matrix to the reinforcement.
These findings have directed research into two prime fields: (i) manipulation of fibre architecture (and reinforcement properties) at microscopic and macroscopic levels and (ii) interface engineering. The first addresses issues with fibre properties and reinforcement efficiency by considering innovative methods to extract fibres and prepare yarns/fabrics, trialling blended reinforcements and testing aligned/woven reinforcements. The latter deals with improving fibre-matrix adhesion through fibre surface modification using physical or chemical treatments, trialling compatibilisers/coupling agents or matrix modification. Some research looks at tweaking manufacturing methods to better composite properties by improving fibre content, reducing void content, enhancing wetting out and improving resin flow.
The preliminary study reported in this article is a part of a growing body of work which looks at manufacturing unidirectional plant fibre reinforced thermoset composites through vacuum infusion for structural applications. A selection of bast fibres in the form of yarns are employed for this study. This article assesses the physical and mechanical properties of select plant fibre yarns which are either useful in determining fibre or composite properties. In addition, this manuscript investigates the use of a novel plant fibre yarn surface treatment method to enhance yarn mechanical properties and fibre–matrix adhesion.
Yarn properties
Fabric preforms are made from yarn bundles consisting of numerous fibres. The fabric microstructure has three levels: (a) geometry of inter-fibre packing in the yarn (fibre or intra-yarn level), (b) cross-section of yarn in the fabric (inter-yarn level) and (c) distribution and orientation of fibres in 3D network (fabric level). The first two are affected by the following yarn physical properties: (i) fibre density, (ii) true yarn diameter (only fibres), (iii) apparent yarn diameter (fibres and air), (iv) yarn compaction (or packing fraction) and (v) yarn twist. The fabric level is governed by reinforcement properties such as fibre volume fraction and orientation/length efficiencies.
Fibre density is an important parameter as it indicates the cellulose content in the fibre [22]. Fibre cellulose content shares a direct correlation with fibre stiffness and strength [23]. In addition, a known fibre density allows the determination of the composite density, fibre volume fraction and void content. Conventional methods for fibre content determination such as resin burn-off and acid/chemical digestion prove unsuccessful with plant fibre composites as the fibres degrade and are consumed alongside the resin upon high temperature exposure or chemical attack. There is no agreed standard to measure the density of such porous and hollow fibres [19, 24].
The true yarn diameter enables the calculation of the yarn tensile strength. The true and apparent yarn diameters can also be used to determine the packing fraction of the yarn. The packing fraction is an indication of the air spaces enclosed by the fibres. A high packing fraction produces a stronger, less hairy yarn but in a composite the proposed effect would be high fibre–fibre interaction, reduced wettability and reduced intra-yarn adhesion.
Plant fibres are primarily used for textile applications and are processed as twisted yarns. Twist insertion during (ring) spinning is the primary binding mechanism in conventional staple fibre yarns. The amount of twist inserted in the yarn can influence many yarn characteristics including yarn compaction, linear density and importantly, yarn strength. A low twist yarn has low tensile strength due to inexistent friction between fibres. A very high twist yarn (known as crepe yarn) will also have low strength due to fibre obliquity. An optimum twist, where the strength contribution from inter-fibre friction and fibre alignment is maximum (or suitable), is desirable for yarn processability and performance [25]. On the other hand, as composites rely on load transfer between the fibre and matrix through interfacial bonding, the role of twist in yarns is only required during yarn processing. Investigations by Goutianos et al. [25, 26], in particular, on impregnated short and long flax fibre yarns show that not only does increasing the level of twist decrease the permeability of the yarns but a degradation of the tensile strength is observed in impregnated flax yarns similar to an off-axis composites. The latter is due to increased fibre obliquity (with respect to the loading axis) and thus compromised orientation efficiency. Furthermore, inadequate wettability and poor fibre-matrix adhesion are also observed with increasing twist. Goutianos et al. [25, 26] suggest that for the production of NFCs with optimised mechanical properties, staple fibre yarns with minimal twist be used; the minimal twist level is set as that permissible by textile processes for composites applications (such as weaving or knitting). Zhang et al. [27], on the other hand, have presented a technique to tackle this problem; they studied the implementation of wrap spinning (rather than conventional ring spinning) for the production of twist-free natural fibre/polypropylene commingled yarn to be used in thermoplastic applications. Nonetheless, it is paramount to determine and control such yarn properties to predict and better NFC mechanical properties.
Yarn treatment
Good fibre wettability ensures close contact between the fibre-matrix phases and thus good adhesion. Fibre wettability is possible only when the surface energy of the fibre substrate exceeds that of the matrix. Plant fibres have surface energies ranging from 32 to 63 mJ/m2 (21–27 mJ/m2 non-polar and 11–36 mJ/m2 polar components) [28, 29]. Thermoset resins such as epoxy have surface energies of about 41 mJ/m2 (34 mJ/m2 non-polar and 7 mJ/m2 polar components) [30]. Thus, plant fibres have similar or lower surface energies than the matrix and the polarities are also very different.
To improve interface properties there are two possible routes: fibre surface physical/chemical modification or matrix modification [1]. The former is usually preferred over the latter. Physical methods, such as mercerization, produce a rough surface topography through fibrillation which enables mechanical interlocking between the fibre and the matrix [31]. It can also increase the reactivity and accessibility of cellulose fibrils thus ensuring better wet-out [16]. In chemical methods, a third material is introduced to act as a compatibiliser or coupling agent between the fibre and the matrix. Both streams have led to impressive findings with potentially significant improvement in composite properties [7, 16] (and references therein).
However, there are drawbacks of such treatment techniques. Not only is fibre treatment an additional step in NFC manufacture, some chemicals are expensive agents (such as silanes) while others can be toxic (such as isocyanates). This tarnishes the image of low-cost eco-friendly natural fibres. Additionally optimum treatment parameters (such as duration of treatment, concentration of chemical reagent) are not well defined with several authors quoting different values [31]. Although a few investigations suggest otherwise [32], unoptimised fibre surface treatment through mercerization slashes the reinforcing fibre tensile properties significantly [16, 31, 33–35] due to substantial delignification and degradation of cellulosic chains during treatment.
Here a novel fibre treatment method is proposed which utilizes an extensively used, cheap, non-toxic substance in the form of hydroxyethylcellulose (HEC). HEC is a natural cellulose-based water-soluble binding agent that is synthesized by reacting alkalised cellulose with ethylene oxide. The simple treatment method proposed significantly increases mechanical properties of the reinforcing plant fibres. In addition, it can be integrated in NFC manufacturing processes as a binder/film-former/lubricant for yarn and aligned fabric preparation. The surface tension of HEC is ~67 mJ/m2, hence the reactive HEC will also act as a surfactant and wetting agent. When coated with HEC, yarns obtain a rough surface which may allow better mechanical interlocking between the fibre and matrix. Although HEC does not act as a cross-linking agent, it serves as a sizing agent for plant fibres in NFC manufacture.
Methodology
Materials
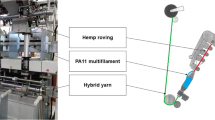
For this study, four commercially available composites-applicable plant fibre ring-spun yarns were selected (Table 2). Yarns are named according to the fibre type (denoted by first initial) followed by the twist level in turns per meter (tpm); so J190 would be a jute yarn with a twist level of 190 tpm and F20 would be a flax yarn with a twist level of 20 tpm. F50 is a S on Z twist blend of flax and polyester, where the latter is used as a binder yarn. F20 is alkali treated during production while J190 is lubricated with jute batching oil for ease in spinning.
Preliminary to this study, the mean linear density of each yarn (Table 3) was measured from the average weights of ten 1-m yarn samples using a microbalance. The difference in mean between the datasheet and measured linear density was tested using a t-test (α = 0.05). The deviation from the nominal linear density was found to be statistically significant for J190 and F50 (P ≪ 0.01 and P = 0.015) but insignificant for H180 and F20 (P = 0.23 and P = 0.45). Plant fibres can hold up to 7–10% moisture by weight [19] hence moisture content of the yarns could be a reason for the observed differences; particularly for J190 as it was produced in humid country.
HEC treatment
To study the effect of HEC treatment on yarn characteristics, the yarns were first painted with 0.6 wt% aqueous HEC solution (purchased from the Dow Chemical Company under the trade name Cellosize HEC QP-52000H; density of 1.4 g cm−3) and then dried in an oven at 60 °C for 30 min. Although the method of HEC treatment is crude with little control over film thickness, it is effective and commercially applicable, particularly in low technology environments. Before any testing, the yarns were given 24 h at 20 ± 1 °C to reach equilibrium. The binding agent is used in an identical manner to fabricate unidirectional mats for the production of composites.
To determine the amount of HEC deposited onto the yarn, first the ten 1-m sample yarns previously used to measure the yarn linear density were treated with HEC and the new weights were measured. From this the difference in the weights of the treated and untreated yarns was calculated and the increase in mass upon treatment was determined (Table 3). HEC treatment is shown to increase the mass of the yarns by 1.35–2.50%.
Experimental
Yarn characterization
There are several techniques which have been used to measure the density of low-density fibres [24, 36]. The use of Archimedes buoyancy principle (ASTM-D3800-99) with different density liquids (particularly oils and ethanol) [19, 37], density gradient columns using mixtures of varying density liquids (ASTM 1505–03) and liquid pycnometry [38] are well documented. However, these either produce inaccurate readings, rely heavily on well calibrated systems or require the test liquid density to be higher than that of the fibre specimen [24]. In addition, the use of liquids makes the process messy. Often the air cavities in the fibres (lumen) and yarns are not accounted for [39–42] (and references therein) which give overestimates of fibre/yarn cross-sectional areas leading to inaccurate conversion of loads into stresses from mechanical tests.
Here, gas pycnometry and optical microscopy (OM) are used. The pycnometric method allows measurement of the yarn density and indirect calculation of the yarn diameter (or cross-sectional area), whereas the microscopy technique enables measurement of the yarn diameter and indirect calculation of the yarn density. However, microscopy techniques provide apparent (fibres and air) yarn properties, whereas pycnometry provides true (only fibres) yarn properties. A cross-comparative study is performed to suggest a test method dedicated for plant fibre density measurements using pycnometry and to discourage the use of the prevalent OM method to determine yarn/fibre properties such as diameter.
Pycnometry
A calibrated Micromeritics AccuPyc 1330 gas pycnometer, with helium as the displacement gas, was used to measure the true density of the plant fibre yarns ρ f [36, 43]. A purge pressure of 19.0 psig and equilibrium rate of 0.05 psig/min was used. The final density reading ρ f was the mean reading from three samples, where each density reading was an average of five systematic readings from five purges and runs.
The true cross-sectional area A t of the yarn was then determined using the previously measured yarn linear density\( \ddot{\rho } \) (1).
Optical microscopy
The other method employed to determine fibre density involves the measurement of the apparent fibre diameter using an OM (10× magnification). The average apparent yarn diameter (fibres and air), d a was determined by the projection of 25 random yarn samples.
The apparent yarn diameter was used to calculate the apparent circular yarn cross-sectional area A a, which was used in conjunction with the measured yarn linear density to obtain apparent yarn density ρ y (2).
The twist angle at the surface θ r was also measured. To test for correlation between twist angle and apparent yarn diameter, measurements were recorded pair-wise on the same location on the yarn.
In ring-spun yarns, the twist angle of a fibre is dependent on its location in the yarn cross-section; fibres at the surface are twisted more than fibres in the core of the yarn. Applying reasonable assumptions proves that the mean twist angle θ mean is a function of the fibre twist angle at the yarn surface only [38] and hence can be easily calculated (3).
The packing fraction of a yarn Ø was determined using the true and apparent yarn densities obtained from pycnometry and microscopy, respectively (4) [44].
Scanning electron microscopy
To appreciate the fibre morphological effect of HEC treatment, environmental scanning electron micrographs were obtained for untreated and treated yarns using a Philips XL30 SEM at an acceleration voltage of 15 kV. The samples were sputter-coated with platinum.
Mechanical testing
Tensile properties of the untreated and HEC treated yarns were measured with an Instron 5969 testing machine set up with a 2-kN load cell. Single yarns with a gauge length of 250 mm were tested at a cross-head speed of 200 mm/min. Ten specimen were tested for each yarn as done by several researchers [25, 38, 45]. 25-mm radiussed clamps were used to grip the specimen effectively and adhesive tape was used to maintain the yarn correctly in position without damaging it. It should be noted that comparison of results from different laboratories are valid only if the same type of clamp, gauge length and extension rate are used. On that note, both gauge length and extension speed have been varied by researchers measuring plant fibre yarn mechanical properties from 500:2 mm/min by Gassan et al. [45], 3:2 mm/min by Madsen et al. [38], 250:2 mm/min (and 250:100 mm/min) by Goutianos et al. [25] and 500:500 mm/min (or 250:250 mm/min according to ISO2062) by Carpenter et al. [46].
Yarn tenacity (cN/tex), stiffness (N/tex) and failure strain (%) were determined from the tensile tests. Elongation was determined through the moving cross-head (ensuring less than 2-mm slippage at the clamps as per ISO2062) as preliminary tests showed that the use of an extensometer caused damage to the specimen. Load–displacement curves obtained from the tensile tests were observed to have a slowly increasing initial gradient before finally becoming linear (Fig. 1). It is thought that this initial region is where the yarn is untwisting and not all fibres are loaded [38]. Hence, the stiffness was determined using the slope of the graph of the linear region. The large spread in the load–displacement graph of yarns from the same batch illustrates the natural variability of plant fibres.

Load–displacement curves of J190 (untreated) showing initial non-linear region
Many researchers [26, 38, 45] have converted yarn tensile loads (textile units of N/tex) into stresses (engineering units of MPa) using yarn cross-sectional area obtained from pycnometry or weight measurement technique (using fibre density and yarn linear density (1)). For indicative purposes, the effective yarn tensile modulus and strength were determined.
Results and discussion
Physical properties
Density
The true and apparent densities of the yarns determined by gas pycnometry and OM are presented in Fig. 2. It is to be noted that yarn cross-sectional views from the microscope confirmed that all yarns, except F20, were circular in cross-section. The F20, being more of a tow, was rectangular in cross-section hence an accurate diameter recording could not be made using OM.

True and apparent densities of plant fibre yarns. Error bars represent ±1SD
Quoted literature values for the densities of flax, hemp and jute are usually in the range of 1.4–1.6, 1.4–1.6 and 1.3–1.5 g cm−3, respectively [6]. The density of these cellulose fibres is affected by their chemical composition and is indicative of cellulose content; native cellulose has a density in the range of 1.55–1.64 g cm−3 [19, 38, 47]. Jute has a relatively lower content of cellulose and thus displays a slightly lower density. F20 is noticed to have the highest density; this is not only because of high-cellulose content in natural flax, but F20 has undergone NaOH treatment which reduces low-density surface impurities like pectin and wax, thereby increasing the proportion of cellulose in the fibre [18]. The slightly lower density of F50 could be ascribed to the lower density of polyester fibre (~1.4 g cm−3) which is used as a binder yarn with flax.
Density measurements from the pycnometer show excellent agreement with literature values for the fibres. The results are also highly repeatable and precise, indicated by the small standard deviation.
Using the indirect method of OM to measure fibre density gives inaccurate readings with large variations. For instance, it suggests that jute has a higher average density than flax. It is to be appreciated that the OM measures the apparent yarn diameter and thus apparent yarn density.
As mentioned earlier, plant yarns have a large amount of air cavities. First, the yarns consist of several fibres each of which is an elongated cell wall with a central air cavity (lumen). Second, fibres are twisted together to form a yarn and thus air cavities form between fibres. Helium pycnometry gives high accuracy results by virtue of accurate volume determination of these porous fibres. The gas fills all open-pore air cavities so that the determined volume and density is essentially that of the fibre solid matter. The precision of the results is controlled by the equilibrium rate that is set. OM, on the other hand, relies on accurate diameter measurement for accurate density calculation and hence falls prey to the large variation in diameter along the fibre length, irregularity in cross-sectional shape of plant fibres and inability to subtract the volume taken up by air cavities in the fibre lumen and between fibres. Despite being laborious, OM still remains a very popular method to determine yarn/fibre diameter due to ease in operation. However, the pycnometric method enables accurate approximation (assuming circular cross-section) of the true yarn diameter.
Yarn structure (diameter, twist and compaction)
Measured and calculated yarn structure properties are presented in Table 4.
The packing fraction of the yarn is determined from the ratio of true and apparent yarn densities. The yarn compaction of J190 and H180 is found to be 0.596 and 0.591, respectively. Conventional twisted (combed) ring-spun yarns have packing densities between 0.50 and 0.60 [44]. F50 is observed to have a relatively low packing fraction due to less compaction and the fact that it is a plied yarn.
The mean twist angle of the four yarns was determined by OM. The difference in mean twist angles of J190 and H180 is found to be statistically insignificant (P = 0.44) but significant for F50 and F20 (P ≪ 0.01). Recall that the number in the yarn identity denotes the twist level in tpm. Noting a clear difference in the twist level and mean twist angle of J190/H180 against F50/F20, the yarns can be divided into two categories: high twist (J190 and H180) and low twist (F50 and F20).
To determine any existing correlation between twist angle at the yarn surface and apparent yarn diameter, a linear regression analysis was conducted. The results indicate no correlation between yarn twist and diameter for J190 (R 2 < < 0.01) and H180 (R 2 = 0.03) and a very weak positive relationship for F50 (R 2 = 0.10). Additionally, only a weak positive correlation was obtained between mean twist angle and average apparent yarn diameter. This suggests that yarn manufacturers can change one parameter without significant impact on the other; this brings flexibility to yarn manufacture for composites applications, in which desired fineness (tex) fibres can be obtained at any twist level.
The correlation between mean twist angle and packing fraction was also investigated. Although the packing fraction of F20 has not been determined, results from the other three yarns show a very strong positive relationship between the two parameters (R 2 = 0.999) indicating that yarn compaction increases with yarn twist. This is concurrent with conventional yarns [44] as fibres in low twist yarns will be loose and have more air gaps between them.
Efficiency of HEC treatment relative to yarn physical properties
To assess whether the yarn structure (twist and thus compaction) has any effect on the amount of HEC deposited onto the yarn, correlations between the two parameters were investigated (Fig. 3). Not surprisingly, a strong negative relationship was observed (R 2 = 0.889); that is, improved HEC ‘impregnation’ is observed with decreasing twist (and compaction).

Yarn twist as a function of quantity of HEC deposited upon treatment
A possible explanation of why a perfect relationship is not observed (other than experimental uncertainties) is that the yarns used have slightly varying chemical compositions and different processing conditions. The density measurements suggest that cellulose content in jute and hemp is lower than F20. HEC would interact (by forming hydrogen bonds) with cellulose/hemicellulose; a larger cellulose content would lead to greater interaction and thus more HEC deposition. In addition, F20 was alkali treated during production. Alkali treatment is known to remove natural (pectin, wax) and artificial (oils during processing) surface impurities, increase the overall proportion of reactive cellulose and increase fibrillation. These may lead to improved HEC deposition and adhesion. However, correlation studies between yarn density (effectively cellulose content) and efficiency of HEC treatment (amount of HEC deposited) show a weak positive correlation (R 2 = 0.37). Hence, it can be confirmed that yarn twist and compaction are commanding physical properties in the efficiency of HEC treatment.
Effect of HEC treatment on fibre morphology
Scanning electron micrographs of treated yarns show the presence of HEC binding fibres together. High twist yarns (J190 and H180) seem to have less HEC deposited (Fig. 4) than low twist yarns (F50 and F20); this is supported by previous results (Table 3).

Untreated (left) and treated (right) J190
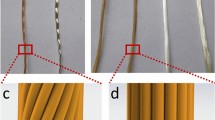
In F20, extensive deposition of HEC is observed (Fig. 5). HEC not only binds parallel fibres but also fibres that have gaps between them. HEC works almost like a cementing matrix. It also roughens the surface topography.

Untreated (left) and treated (right) F20
SEM images for F50 (Fig. 6) show that HEC is observed to prefer bonding with flax fibres than polyester fibres due to the presence of polar hydroxyl groups on cellulose and hemicellulose in flax. Although HEC deposition is not as extensive as observed for F20, the binding agent does glue even widely spaced fibres together.

Left HEC favours interaction with flax fibres, Right HEC acting as glue, generating fibre cohesion and a 3D network (rather than 2D parallel fibres)
Mechanical properties
Untreated yarns
Figures 7, 8, 9 present the tensile properties of untreated and treated yarns. Commenting firstly on the properties of the untreated yarns, the typical effect of yarn twist on yarn strength is observed (Fig. 7). A linear regression analysis shows a strong positive correlation between yarn twist and strength (R 2 = 0.91). This is concurrent with other investigations [26]. Yarn strength and stiffness increase are known to increase with twist to a pronounced maximum, and then drop as twist is further increased; the drop in strength is not observed in this study as crepe yarns (super-high twist yarns) have not been used. The tensile strength of a yarn is a sum of two components: (a) inter-fibre friction and cohesion and (b) fibre strength contribution in the loading direction. Although fibres in low twist yarns are generally more aligned to the loading direction, due to lack of inter-fibre friction, fibre slippage occurs (which is how F20 failed). As twist is increased, contact between fibres increases due to increase in transverse pressure. Hence the force required to stretch the yarn must first overcome inter-fibre friction forces. Further increase in twist increases the friction force, until fibre misalignment is significant causing a reduced contribution of fibre strength in the loading direction. High twist yarns like J190 and H180 fail by sudden rupture/breakage rather than slippage.

Tenacity of untreated and treated yarns

Stiffness of untreated and treated yarns

Failure strain of untreated and treated yarns
The strength of the F20 yarn is 3.345 ± 0.311 cN/tex (65 ± 6 MPa) and is much lower than that of higher twist J190 yarn (exceeding 14 cN/tex or 200 MPa). This low strength of low twist yarns is an obvious hindrance in yarn processability to produce fabrics. The low strength of F20 yarn is not an implication of the yarn/fibre quality but simply the result of yarn structure (that is, low twist of 20 tpm). Goutianos et al. [26] have found similar strength levels in their low twist (40 tpm) flax yarns. For confirmation, single fibre tests (25-mm gauge length and 2-mm/min cross-head speed) of 25 F20 flax fibres show tensile strength of 665 ± 289 MPa and stiffness of 51 ± 17 GPa and J190 jute fibres show tensile strength of 449 ± 220 MPa and stiffness of 22 ± 7 GPa. The measured fibre properties fall into the moderate-to-high quality range of literature values [6].
In terms of stiffness (Fig. 8), J190 is observed to have the highest stiffness of 4.304 ± 0.350 N/tex due to its high level of twist, while F50 has the lowest stiffness. The low stiffness of F50 is a combined result of low twist (50 tpm) yarn and possibly the result of differential straining of flax and polyester fibres in the plied yarn; flax strains up to 4% while polyester has lower stiffness than flax and strains up to 30%. As stiffness is given by dσ/dε, increasing strain reduces the stiffness. F20 despite being low twist, has a stiffness which compares with H180. This is due to the high stiffness of flax fibre compared to hemp (and jute).
In fact, it is interesting that in terms of engineering units F20 has a stiffness of 6.3 ± 0.8 GPa which compares to that of J190 (6.1 ± 0.6 GPa). This again may be due to the high stiffness of flax fibres. An additional explanation may be that the effect of non-uniform yarn loading is being observed. This is described by Madsen et al. [38]. The load–displacement graphs of the tested yarns (Fig. 1) show an initial non-linear region where the slope steadily rises before becoming constant. In this initial part, the strain component is accounted by yarn ‘un-twisting’. By virtue of lower twist at the centre of the yarn, only a minor fibre fraction at the yarn core is being strained. Although mean yarn twist angle and packing fraction are positively correlated and twist increases from the yarn centre towards the yarn surface [38], the packing fraction reduces from the yarn centre towards the yarn surface [21, 44]. That is, fibres at the yarn surface have high twist but low packing fraction. Hence, the air spaces allow the remaining un-strained surface fibres to move inwards before tensile strain is developed. In essence, some yarn displacement is required before most fibres are strained and the linear region is approached. Non-uniformly loaded un-twisted fibre bundles display a significant reduction in stiffness and strength; the effect is worse for twisted fibres [38]. Perhaps this is why J190 and H180 have lower engineering stiffness properties than F20.
The observed failure strain of plant fibre yarns falls in the range of 4.2–5.5% (Fig. 9). This concurs with literature values [6]. The blended yarn fails at a strain of about 20%.
Effect of HEC treatment
The effect of HEC treatment on yarn tensile properties can be graphically observed in Fig. 7, 8, 9. The percentage change in properties and the statistical significance of this change has been tabulated in Table 5.
HEC treatment of the yarns seems to reduce the stiffness of both high twist yarns by over 20%, but improves that of F20 by almost 75% to 5.575 ± 0.443 N/tex (11.2 ± 0.8 GPa). The reduction in the stiffness of F50 is found to be statistically insignificant (P = 0.11).
Considering the strength properties, J190 and H180 yarns show statistically insignificant reductions in UTS upon treatment (P = 0.06 and P = 0.08). However, both low twist yarn F50 and F20 show improvement in strength after treatment. In fact, the strength of F20 increases by 230% (P ≪ 0.01) to 11.05 ± 2.98 cN/tex (225 ± 61 MPa), whereas that of F50 improves by 14%.
It is interesting to note that HEC treatment has a detrimental effect on high twist and high compaction yarns (J190 and H180), but is beneficial to low twist and low compaction yarns (F50 and F20). Noting that low twist yarns are more desirable as composites reinforcements than high twist yarns [25], the improving of mechanical properties upon HEC treatment of low twist yarns, whilst maintaining the unidirectional alignment of the bound fibres, is a very positive step forward in the preparation of suitable natural fibre reinforcements for composites applicability.
Measurements show that HEC treatment increases the linear density of yarns only by 1.35–2.50% (Table 3). Given that HEC has a density of 1.4 g cm−3 which is close to that of the untreated plant fibre yarn, treatment does not affect yarn density, diameter or chemical composition (particularly cellulose content) significantly. In addition, H180 has a similar density and cross-sectional area to F285 and F20. Hence, these cannot be used to explain the observed effects on tensile properties upon treatment. Other explanations must be considered. HEC and cellulose are polar, hydrophilic and chemically very similar. When given an opportunity they would willingly form hydrogen bonds. Yarn permeability is high in low compaction yarns compared to high compaction yarns. First, this implies that an appreciably larger surface area (and thus more surface cellulose) is exposed to the binding agent and hence hydrogen bonding capabilities are greatly increased. This is observed in Table 3 showing that HEC penetration increases with decreasing twist and compaction.
Eventually, fibres in the yarn form extensive strong hydrogen bonds with itself and with neighbouring fibres in the yarn, through the aid of HEC as the binding agent. This increases inter-fibre bonding and cohesion. This is similar to how cellulose forms strong hydrogen bonds with its own chains to form fibrils and with neighbouring chains to form microfibrils in a single fibre and hence impart structural integrity [48]. Essentially, HEC treatment introduces intra-yarn (inter-fibre) cohesion and generates a three-dimensional hydrogen bonding network in low twist yarns. The improved inter-fibre cohesion can be seen in the SEM images in the form of HEC cementing fibres together. Not only is the force required to overcome this inter-fibre cohesion higher than before, but also the transverse bonding of fibres implies fibres are strained more uniformly when loaded. The load-bearing situation is now more favourable. Hence, improved strength and stiffness is observed for low twist and low compaction yarns. The increased inter-fibre cohesion also causes a change in mode of failure; upon HEC treatment F20 fails from fibre breakage rather than slippage.
Second, low compaction leads to higher wettability and easier yarn impregnation. That is, HEC bonds more uniformly to the yarn (periphery and core). In high twist fibres, HEC cannot impregnate the fibres in the interior of the yarn easily due to higher packing fractions towards the centre [21]. As the fibres on the surface are bonded together and the interior is not, fibres are strained more non-uniformly. The load-bearing situation is now worse. Hence strength and stiffness deteriorate.
HEC treatment essentially plays the role of twisting in textile engineering; it allows binding of fibres in the yarn, increases yarn strength by increasing inter-fibre cohesion and yet there is no loss in fibre strength from fibre obliquity.
A possible explanation to why F50 does not show as great improvement in strength upon treatment as F20 is because F50 is composed of flax plied with polyester fibre. The SEM images (Fig. 6) show that polar HEC does not to bond with non-polar polyester fibres. In addition, the improvement in properties upon treatment may not necessarily be linear.
It is also observed that HEC treatment increases the strain at failure for all yarns. The significant increase in strength, stiffness and failure strain of F20 upon HEC treatment implies that the treatment significantly increases the toughness (area under stress–strain curve) of low twist yarns.
Conclusions
Through this study, physical properties of select bast fibre yarns were determined; some of which, specifically yarn twist and compaction, could be critical in preparing suitable reinforcements for composites applications and in interpreting, predicting and controlling the properties of the reinforced composites. It was found that yarn twist and compaction share a strong positive relationship. For hollow plant fibres, density and yarn diameter readings from the pycnometer were found to be significantly more accurate than the prevalently used optical microscope which includes air cavities within the yarn and single fibres.
The novel HEC fibre surface treatment demonstrated substantial improvement in mechanical properties of low twist yarns; the tenacity and stiffness of low twist flax is observed to increase by 230 and 75%, respectively. It also showed capability of inducing intra- and inter-yarn binding to form fabrics. It is proposed that HEC treatment could potentially replace traditional ‘twist’ to bind fibres as it also maintains critical reinforcement properties such as low twist and compaction.
HEC treatment can also be used as a binder/film-former/lubricant to prepare aligned fabrics as reinforcements. HEC has similar hydrophilicity to cellulose hence this treatment process is not likely to affect yarn moisture absorption. Although HEC may act as a surfactant and wetting agent, at this stage it is unsuitable for use as a cross-linking agent or compatibiliser in composite manufacture. Further work is being conducted, alongside manufacturing aligned NFCs, to hydrophobically modify HEC. The tailored HEC will then encompass hydroxyl groups to connect with the hydrophilic fibres and attached functional groups capable of chemically bonding with the desired thermoset resin, thus, eventually improving fibre-matrix adhesion in the manufactured composites.
References
Pickering K (2008) Properties and performance of natural-fibre composites. Woodhead Publishing Ltd, Cambridgeshire
Bledzki A, Sperber VE, Faruk O (2002) Natural wood and fibre reinforcement in polymers. Rapra Technology Ltd, Shrewsbury
Auto body made of plastics resists denting under hard blows (1941). Popular Mechanics Magazine, vol 76, no 6
A fighter fuselage in synthetic material (1945) vol 34. Aero Research Limited, Duxford, Cambridge
Latere Dwanisa JP, Mohanty AK, Drzal LT, Misra M (2002) In: Proceedings of 9th Annual Global Plastics Environmental Conference, Michigan, USA, 2002
Lewin M (2007) Handbook of fiber chemistry, 3rd edn. Taylor & Francis Group, LLC, Boca Raton
John M, Anandjiwala RD (2008) Polym Compos 29:187
Vuure A (2008) Natural fibre composites: recent developments. In: Innovation for Sustainable Production (i-SUP), Bruges, Belgium
Joshi S, Drzal LT, Mohanty AK (2003) In: International LCA Conference, Seattle, USA
Wambua P, Ivens J, Verpoest I (2003) Compos Sci Technol 63:1259
Witten E (2008) The composites market in europe: market developments, challenges, and opportunities. Industrievereinigung Verstärkte Kunststoffe
Bledzki A, Faruk O, Sperber VE (2006) Macromol Mater Eng 291:449
Malkapuram R, Kumar V, Negi YS (2009) J Reinf Plast Compos 28(10):1169
van den Oever M, Bos HL, van Kemenade MJJM (2000) Appl Compos Mater 7:387
Garkhail S, Heijenrath RWH, Peijs T (2000) Appl Compos Mater 7:351
Kalia S, Kaith BS, Kaur I (2009) Polym Eng Sci 49:1253
Bledzki A, Gassan J (1999) Prog Polym Sci 24:221
Mwaikambo L, Ansell MP (2002) J Appl Polym Sci 84:2222
Baley C (2002) Compos Part A Appl Sci Manuf 33:939
Espert A, Vilaplana F, Karlsson S (2004) Compos Part A Appl Sci Manuf 35:1267
Basu A (2009) Indian J Fibre Textile Res 34:287
Mwaikambo L, Ansell MP (2001) J Mater Sci Lett 20(23):2095
Mukherjee P, Satyanarayana KG (1986) J Mater Sci 21:4162. doi:10.1007/BF01106524
Truong M et al (2009) J Textile Inst 100(6):525
Goutianos S, Peijs T (2003) Adv Compos Lett 12(6):237
Goutianos S et al (2006) Appl Compos Mater 13(4):199
Zhang L, Miao M (2010) Compos Sci Technol 70:130
Baley C et al (2006) Compos Part A Appl Sci Manuf 37(10):1626
Aranberri-Askargorta I, Lampke T, Bismarck A (2003) J Colloid Interf Sci 263:580
Page S et al (2000) J Colloid Interf Sci 222:55
Weyenberg I et al (2006) Compos Part A Appl Sci Manuf 37:1368
Ray D et al (2001) Bull Mater Sci 24(2):129
Li Y, Mai Y, Ye L (2000) Compos Sci Technol 60(11):2037
Sreekala M et al (2000) Appl Compos Mater 7:295
Baiardo M, Zini E, Scandola M (2004) Compos Part A Appl Sci Manuf 35:703
Rude T, Strait LH, Ruhala LA (2000) J Compos Mater 34(22):1948
Ghosh I (1999) Thesis: Lyocell fiber-reinforced cellulose ester composites - manufacturing considerations and properties, Virginia Polytechnic Institute and State University, Blacksburg, VA, USA
Madsen B et al (2007) Compos Part A Appl Sci Manuf 38:2194
Bonnafous C, Touchard F, Chocinski-Arnault L (2010) Paper presented at the 14th International Conference on Experimental Mechanics, Poitiers, France
Bachtiar D, et al. (2010) Paper presented at the 9th National Symposium on Polymeric Materials, Putrajaya, Malaysia
Silva F, Chawla N, Filho RDDT (2008) Compos Sci Technol 68:3438
Virk A, Hall W, Summerscales J (2010) Compos Sci Technol 70(6):995
Pratten N (1981) J Mater Sci 16(7):1737
Yilmaz D et al (2007) Textile Res J 77(9):661
Gassan J, Bledzki AK (2001) J Appl Polym Sci 82:1417
Carpenter J et al (2007) Adv Mater Res 29–30:263
McLaughlin E, Tait RA (1980) J Mater Sci 15:89. doi:10.1007/BF00552431
Thygesen A (2006) Thesis: Properties of hemp fibre polymer composites- An optimisation of fibre properties using novel defibration methods and fibre characterisation, The Royal Agricultural and Veterinary University of Denmark (KVL)
Acknowledgements
This project is supported by the Nottingham Innovative Manufacturing Research Centre (EPSRC, project title ‘Sustainable manufacture of wind turbine blades using natural fibre composites and optimal design tools’). We also thank Janata and Sadat Jute Ltd., Safilin and Biotex Netcomposites for the supply of quality plant fibre yarns.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Shah, D.U., Schubel, P.J., Licence, P. et al. Hydroxyethylcellulose surface treatment of natural fibres: the new ‘twist’ in yarn preparation and optimization for composites applicability. J Mater Sci 47, 2700–2711 (2012). https://doi.org/10.1007/s10853-011-6096-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-011-6096-1