
Abstract
Bi-metallic corrosion resistant steel pipes were produced through explosive welding process. The weldability window of the stainless steel pipe (inner pipe) and the carbon steel pipe (outer pipe) was determined by the use of available semi-empirical relations. The impact velocity of the pipes as the most important collision parameter was calculated by the finite element simulation. Direct effect of the explosive mass reduction on the bonding interface of the pipes was studied. Optical microscopy study showed that a transition from a wavy interface to a smooth one occurs with decrease in explosive load.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Explosive welding is an unconventional technique of joining two or more metals by the use of controlled explosive detonation. This is a solid phase process, in which the bonding is produced by the high velocity oblique collision between the metals to be welded. As the detonation is initiated, the flyer metal (plate or pipe) is drastically accelerated by the pressure of detonation and flies with very high velocity towards the parent metal (plate or pipe) as shown in Fig. 1. The stand-off provides the distance across which the flyer metal can be accelerated and reached the necessary impact velocity at which a metallurgical bond is formed between the metal components [1]. The surface oxide films are detrimental to the establishment of the bond. These films are swept away from the interface by a high velocity jet produced at the collision point of metals. The metal components are then cleaned of any surface film by the jet action. At the collision point, virginally clean surfaces are brought together under very high pressure. The pressure has to be sufficiently high and for a sufficient length of time to achieve inter-atomic bonds [2, 3]. The bond is metallurgical in nature and usually is stronger than the weaker of the mating metals [3, 4].

Explosive welding process in planar geometry [7]
One of the interesting characteristics of explosive welding is that a wavy bond is formed along the mating surface after the event [5]. This bond has generally a good strength because of the large and wavy contact surface, although a straight interface can be at least equality strong as the one exhibiting a wavy interface [6].
While the process can be used to weld similar materials, its major industrial potential lies in the fact that it can be used to join dissimilar metals, many of which are impossible to join by conventional methods (e.g., because of dramatically different melting points) [8]. Also, the process can clad one or more different metal layers onto either, or both faces of a parent metal, simultaneously [9]. Furthermore, the process is capable of joining with higher surface areas due to its ability to distribute the high energy density through explosion [10].
There is a considerable demand for cladded plates and pipes in both chemical and nuclear industries. As low carbon steel has low corrosion resistance, therefore, it maybe cladded with the materials such as aluminum, titanium, and stainless steel that can be suitable for using in corrosive environment. The cladding of steel with a corrosion resistant overlay has a number of advantages. It is economic, since, clad is cheaper than solid stainless steel. Also, it minimizes the risk of catastrophic failure due, for example, to stress corrosion cracking. Hence, it provides the optimum combination of mechanical properties with corrosion resistance [11].
Some relatively new articles concerned with the explosive welding of steel plates are available. Explosive welding parameters of chemically identical flat steel plates and their effects on microstructure, microhardness, and tensile-shear strength in original and heat-treated samples were investigated by Acarer et al. [12, 13]. It was shown that the bonding interface changed from a straight to a wavy structure when the explosive loading and stand-off distance were increased. For wavy interfaces, when the explosive loading was increased, the wavelength and amplitude increased.
In addition, Kacar and Acarer reported on the explosive cladding of 2205 grade duplex stainless steel-DIN-P355GH grade vessel steel [14] and 316L stainless steel-DIN-P355GH grade vessel steel [15]. Microstructure, hardness, tensile-shear strength, and fracture toughness of the cladded plates were evaluated. They showed that the mechanical properties of the low carbon steels can be increased by explosive cladding with duplex and austenitic stainless steels.
The authors know of only four main references concerned with the explosive cladding of cylindrical members. First, Carlson and Simons [16] joined 0.02–0.05 inch wall zircaloy tubes to 6.0 inch o.d. × 1.3 inch wall stainless steel, using Metabel and spiraled Primacord charges. In an evacuated environment jetting seemed not to have occurred, but the bond was reasonable. It probably depended to a great extent on the degree of vacuum and on the standard of cleanliness of the impinging surfaces. Second, Segel [17] attempted to clad inside of 3.6–3.75 inch o.d. × 0.17–0.25 inch wall zircaloy tubes with 0.015–0.12 inch thick aluminum. Experiments employing a simultaneous detonation of charges inside and outside the specimens failed; others using large external dies of steel were partially successful and the resulting bonds were similar to those of [16]. Third, Willis and Murdie [18] joined the ends of 3.24 inch o.d. × 0.12 inch wall aluminum tubes by explosively welding them to a concentric 3.5 inch o.d. × 0.12 inch wall aluminum sleeve supported by a heavy steel die. The charge used was a double layer of Cordtex wound in a tight helix and separated from the work pieces by a fiber-reinforced rubber lining. The performance of the joint was good. The authors reported that the interface was not continuous and that joining may have been by “a series of scattered microwelds”. Fourth, Dalrymple and Johnson [19] described the experiments in which the internal surface of 2.0 inch o.d. × 0.125 inch wall steel tubes were explosively clad with 0.062 inch thick copper, and the bonds evaluated. Jetting occurred using Cordtex charges and the bond shear strength exceeded that of the copper.
The study reported below was focused on the explosive welding of a bi-metallic pipe, in which the outer and the inner pipes were CK22 carbon steel and 316L stainless steel, respectively. This article presents a relatively complete research on the explosive welding in the cylindrical geometry. In the first part, the weldability window of two metals was developed using the available semi-empirical relations. This window enables the establishments of analytical conditions for the formations of wavy and smooth bond interfaces.
In the second part of the study, bi-metallic pipes were manufactured successfully. The experiments were conducted to consider the effects of variation of explosive loading on the bonding quality using the optical microscope. The velocity that the flyer pipe impacts the parent pipe was calculated by the finite element simulation. This parameter is used to determine the coordinates of the point associated to each experiment on the weldability window.
Analysis
In both planar and cylindrical geometries of explosive welding, the basic welding parameters can be summarized as: the impact velocity (V p), the collision point velocity or welding velocity (V w), and the dynamic angle of collision (β) [20]. The process variables that affect these parameters are explosive detonation velocity, explosive load, stand-off distance and/or initial angle of flyer metal in the inclined set-up [3, 21, 22].
Each welding parameter has critical boundaries which passing beyond them may cause some defects in the weld zone or even lead to failure of metals junction. For example, if (V w) reaches a supersonic value, there is no jetting. The same event happens if the value of the collision angle is less than its minimum limit. Nouri [23] has suggested the appropriate value of (β) as 5° < β < 25°.
The collision angle can be calculated from the collision point and the impact velocities by simple geometrical considerations. A suggested geometrical analysis shows that the impact velocity bisects the angle between the initial plate (or pipe) and the deformed plate (or pipe) orientations [24, 25].
Figure 2 shows the above parameters on a velocity diagram. According to this diagram, a kinematical relation can be written as (triangle OAB is isosceles):
Wittman [26] and Deribas et al. [27] developed an explosive weldability window (Fig. 3), in which the collision angle (β) is plotted in the ordinates and the welding velocity (V w), is plotted in the abscissa. They studied jet formation, the critical impact pressure, the maximum impact velocity, and wavy–smooth transition velocity.

a Mechanism of parallel configuration explosive welding. b Velocity diagram [25]

Theoretical and practical weldability window [26]
Equation 2 gives the lower limit of the weldability window, where β is in radians, k 1 is a constant, H is the Vickers hardness in N/m2, and ρ is the density in kg/m3 [28]:
The value of k 1 is 0.6 for high-quality pre-cleaning of surfaces and 1.2 for imperfectly cleaned surfaces.
Equation 3 gives the upper limit of the weldability window [27, 28]:
where, t f represents the thickness of flyer metal and \( k_{ 2} = \,\sqrt {E/( 1 2\,\rho \,( 1- 2\,\upsilon ))} \), in which E is the Young’s module in N/mm2 and υ is the Poisson’s ratio of the metal.
Analyses of Cowan and Holtzman [29] and Cowan et al. [30] give an expression for the minimum transition velocity, above which a wavy interface is obtained. They introduced the following Reynolds number for the smooth–wavy transition that gives the left boundary of the window:
where, the subscripts f and p represent the flyer and parent metals, respectively. In all of Cowan’s experiments, Eq. 4 in which R e is equal to 10.6 describes the transition very well. The limitation is that he studied only one collision angle, β = 12° [25]. Therefore, it is necessary to obtain a relationship between the Reynolds number and the collision angle. Jaramillo et al. [31] developed a model for the three material couples, i.e., Fe–Fe, Cu–Cu and Al–Al. They obtained the following general relationship between the Reynolds number and the collision angle with a correlation factor = 0.9853:
which provides a very good approximation of the smooth–wavy transition boundary.
In addition to the described boundaries shown in Fig. 3, the lower and the upper limits of the dynamic angle of collision are experimentally determined by Bahrani and Crossland [32]. A lower limit of 2–3° and upper limit of 31° have been suggested and the data published are in general agreement with these values.
In the present research, the weldability window was plotted for CK22 carbon steel and 316L stainless steel seamless pipes, separately. Then the first plot was superimposed on the other one. The overlapped area represented the working range of the parameters applicable to the combination of two metals. The required parameters for the pipes are H v = 177 kg/mm2, E = 193 GPa, and ρ = 7830 kg/m3 for 316L stainless steel pipe and H v = 153 kg/mm2, E = 200 GPa, and ρ = 7800 kg/m3 for CK22 carbon steel pipe, all were obtained by standard mechanical tests. The determined weldability window of carbon steel and stainless steel pipes is shown in Fig. 4.

Weldability window of 316L stainless steel and CK22 carbon steel pipes
Figure 4 shows the application of Eqs. 1–5 to the \( V_{w}\,{\text{vs}}.\,\beta . \) The smooth-wavy interface transition is shown in this plot and two regions are clearly distinguished. It can be seen that the broadness of the transition zone decreases as the explosive velocity increases.
Experimental procedure
Pipes and anvil
Figure 5a shows the prepared pipes divided into 100 mm length pieces. From the right to the left, they are thin and thick-walled stainless steel pipes (as the flyer pipes) and carbon steel pipes (as the parent pipes), respectively. The steel anvil manufactured to protect the outer geometry of the parent and the final duplex pipes are also shown in Fig. 5b. It was made from 1.2713 grade steel, which exhibits excellent resistance to impact loads. Table 1 summarizes the geometrical dimensions of the pipes.

a Carbon steel and stainless steel pipes. b Backer anvil
Set-up
All colliding surfaces of the pipes were completely ground and polished to 1 μm finish. The flyer pipe was concentrically fitted in the parent pipe as schematically shown in Fig. 6a. Backer anvil surrounded the external pipe and finally, the internal space of the flyer pipe was filled with the TNT powder with the density of 1 gr/cm3. A detonator started the process.

a Schematic view of the EWP package. b Assembled package in the explosion chamber
Explosive mass reducers
The effects of charge mass reduction on the quality of the bond were investigated additionally. Mass reduction of the explosive was performed through application of some sacrificial inserts located at the centerline of the flyer pipes. Each insert which can be made from wood, plastic or similar worthless materials, occupies some part of the flyer’s internal volume and therefore, decreases the mass of required explosive charge (Fig. 7).

Wooden inserts in different diameters
A ream of inserts was made for each type of the flyer pipes, with their specifications given in Table 2. In this table, d and m e represent the diameter of each insert and its associated explosive mass that fills the flyer, respectively.
Outcomes
All of the experiments with different parameters gave successful bonding. Figure 8 shows a bi-metallic pipe divided into some pieces. Monotonous expansion of the flyer pipe and its joining to the parent pipe are seen. Better judgment will be carried out by exploration of the interface optical images in the section of results and discussion.

A duplex pipe, divided into some parts
Finite element simulation
Detonation velocity of the explosive used was equal to 5100 m/s. This velocity can be considered as the input value of the weldability window (Fig. 4). Therefore, the points associated to the experiments done, are located on the vertical line V d = 5100 m/s. The ordinate of every point can be obtained from direct calculation of (β) if possible or via Eq. 1 if (V P) is accessible. Since none of these parameters were available, the ordinates determination of interested points was the main obstacle to link between the welding window and the experiments results. This problem was disposed by numerical simulation described in the continuation.
Numerical simulations of the experiments were carried out using LS-DYNA software [33]. An axisymmetric model of TNT filled stainless steel flyer and carbon steel parent pipes were developed. Surface to surface contact was defined between the explosive and flyer pipe and also between the flyer and parent pipes. Because of the axisymmetric consideration, the developed model appears as three rectangles, two of which, i.e., explosive and flyer pipe are in direct contact, while the flyer and parent pipes are spaced apart as equal as stand-off distance. The boundary conditions representing the existence of the backer anvil were included in the model. A detonator located at the first node of the centerline of explosive was also considered as the initial condition (Fig. 9).

Simulation of detonation, expansion of the flyer pipe and its collision to the parent pipe
Material model
The Johnson-Cook (J-C) material model (MAT_JOHNSON_COOK) was used for the pipes. Because of considering strain hardening effect, strain rate, and temperature, this model has attained very broad and successful usage in the simulation of dynamic and impact problems. The J-C model represents the flow stress with an equation of the form [34]:
where,
and
Eqs. 7 and 8 represent the equivalent plastic strain and dimensionless equivalent strain rate, respectively. The five parameters A, B, C, m, n can be obtained for each material by mechanical tests. Table 3 shows the values of these parameters for the pipes [35, 36].
The high explosive material (MAT_HIGH_EXPLOSIVE_BURN) was also used to model the explosive charge. For TNT with ρ = 1 gr/cm3, the detonation velocity and the Chapman-Joguet (C-J) pressure were considered as V D = 5100 m/s and P CJ = 7.5 GPa, respectively [37].
Equation of state
As essential part of the numerical models used to simulate hydrodynamic and chemical reaction process is the equation of state (EOS) relating pressure, temperature, and density. The general form of an EOS can be demonstrated as
where, e is the specific energy [37]. Among available equations, the Jones-Wilkins-Lee (JWL) and the Mie-Gruneisen equations of state were chosen for the explosive and the pipes, respectively. The JWL is perhaps the most popular EOS used in the high explosive community for a large class of problems [38]. The JWL EOS can be found to be used in the form [38, 39]:
where, V ′ = ρ 0/ρ and E = ρ 0 e. A, B, R 1, R 2, and ω are constants of the explosive which satisfy the mass, momentum, and energy conservation equations.
The EOS most commonly used to describe inert solids is the Mie-Gruneisen equation [35]. It can be shown in the form [36]:
where, μ = ρ/ρ 0 − 1 is the Gruneisen parameter, E is the reference of the metal’s thermal energy and a, S 1, S 2, and S 3 are the material’s constants [40].
Outcomes
Simulation was only done for the thin-walled flyer pipe (SCH. 5). For the flyer pipe filled with the explosive, the radial velocity diagrams of the middle nodes of the colliding surfaces are shown in Fig. 10. As shown, the velocity of the flyer pipe increases to 852 m/s and then drops rapidly. Collision occurs at this instant and the mentioned velocity is the impact velocity (V P). Upon the occurrence of collision, the internal surface of the parent pipe starts to gain speed in the same direction with the flyer pipe. Both pipes gain the same velocity after 0.5 μs.

Velocity diagrams of the middle nodes of colliding surfaces of the pipes, flyer pipe: SCH. 5
Results and discussion
Quality of joining
Optical micrographs of the bonded interfaces associated to the fully filled flyer pipes are shown in Fig. 11a, b. As seen, monotonously wavy interfaces and imperfection-free bonds were obtained, which are the best evidences of the jet formation, fitness of collision parameters, and the positive effect of pre-cleaning of the colliding surfaces. Also, it appeared that the higher explosive loading of the flyer pipe in the left column (SCH. 5 flyer), compared with the right one (SCH. 40 flyer), caused larger amplitude and wavelength in the interface. Finally, it shall be asserted that both of these experiments were located in the wavy region of the weldability window (Fig. 4) and perfectly away from the transition zone, especially for the thin-walled flyer pipe.

Wavy welded interface of the pipes (upper layer: flyer pipe, lower layer: parent pipe), direction of the detonation front progress: from the left to the right
According to the qualified bonding achieved and the maximum possible amount of the explosive used, it can be concluded that the welded interfaces have attained their maximum possible quality and strength. But a critical question for clad metals is “how good is the join”? To answer this question, one should note that the waviness (wavelength and amplitude) of interface increases with the increasing stand-off distance and/or explosive loading, for a constant collision point velocity. This effectively increases the bonding surface area of the metal components and produces a greater depth of shock hardening which in turn may lead to stronger joints [3, 41–43]. In addition, it is observed from the interface images that increasing the explosive loading would lead to a hook type locking mechanism. This mechanical locking can be clearly seen from the interface images in Fig. 11a. As a result, mechanical locking improves the bonding strength of the metals [42].
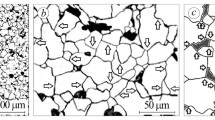
Optical micrographs in Fig. 12a–c show the effects of interface morphology with explosive loads. The least waviness is seen in Fig. 12c. As expected, joining strength became weaker with increasing of the inserts diameter. For the thin-walled flyer, wavy interface turned gradually into smooth interface up to the insert diameter of 20 mm and no joining was produced for larger diameters (Fig. 12a–c). But for the second series of flyer pipes and inserts, the situation was a little different. Here, approximate and complete smooth interfaces were produced for the 4 and 8 mm diameter inserts, respectively (Fig. 13a, b), and no bond was obtained for thicker inserts. Furthermore, some separations were seen along the interface in the latter image.

Turning of the wavy interface into the smooth interface, caused by explosive mass reduction, Flyer: SCH. 5 (upper layers: stainless steel, lower layers: carbon steel), direction of the detonation front progress: from the left to the right

The effects of explosive mass reduction on the interface, Flyer: SCH. 40 (upper layers: stainless steel, lower layers: carbon steel), direction of the detonation front progress: from the left to the right
The high pressure shock waves that develop during the collision of pipes cause extensive plastic deformation at the contact region. Grains near the interface were generally elongated parallel to the detonation direction (shock hardened region). Elongation of the near-bond grains was also reported by previous researcher [3, 41].
Collision angle
Most of the experiments performed in this study were successful. Good bonding was achieved in all experiments except test shown in Fig. 13b. According to Eq. 1 and Fig. 10, the collision angle (β) can be calculated for the thin-walled fully filled flyer pipe (Fig. 11a) as
The point with coordinates (5100, 9.6) is located in the wavy region of the weldability window, perfectly (Fig. 4). For the 20 mm diameter insert, which corresponds to the smooth interface (Fig. 12c), collision velocity and its associated angle of collision were obtained as equal to 305 m/s and 3.4°, respectively. Figure 4 further shows that the (5100, 3.4) coordinated point is very close to the transition zone. This shows that the explosive welding parameters for the experiments carried out in this study were suited in the proper locations of the weldability window and also, a good agreement between analytical predictions and experimental results has been achieved.
Charge mass
Yazdani [44] carried out numerous experiments to achieve an applicable relation for calculation of the explosive mass required to join cylinders in the explosive welding process. His statistical analysis on the experimental results led to the equation below:
where, E e, ρ f, V D, d ip, t f, and L denote explosive energy, density of flyer pipe, detonation velocity, internal diameter of parent pipe, wall thickness of flyer, and length of the pipes to be joined, respectively. Accuracy and application of this relation were tested for the experiments performed in the present study. Outcomes for the thin and the thick-walled flyer pipes are, respectively, as follows:
(SCH. 5):
(SCH. 40):
where, E G denotes the Gurney energy of the explosive, which is equal to 3360 J/gr for the TNT used [37]. Comparison between these two masses and the results presented in Figs. 12c and 13a showed that both of the calculated masses were associated to the smooth interface. Therefore, it can be concluded that Eq. 13 calculates the minimum energy required for production of the desired duplex steel pipes.
Conclusion
During the present study, the ability of the explosive welding method in cylindrical geometry appeared. By this method, the internal surface of carbon steel pipes was clad successfully with a thin layer of stainless steel. The weldability domain was defined and used successfully to predict the proper welding parameters for welding. Explosive welding of CK22 carbon steel and AISI 316L stainless steel pipes under different explosive loads were carried out and micro-structural features of interfaces were investigated. The following conclusions can be drawn:
-
At low explosive load, the flat interface is produced. The wavy interface is produced at higher explosive loads.
-
Wavelength and amplitude of waves are increased with explosive loads.
-
Grains near the interface were elongated along the explosive direction due to high localized plastic deformation produced during collision of the metal components.
Finite element calculations of the experiments were carried out. An axisymmetric model of the coaxial pipes was developed. The Johnson-Cook constitutive equation was used for the pipes. Detonation of the charge and expansion of its gaseous products, high rate deformation of the flyer pipe, its collision to the parent pipe, and progress of the collision point along the pipes were covered by the simulation. Numerical analysis allows arbitrary changes in the materials and dimensions without any additional expense, and its outputs can be entered directly into the weldability window, where the location of the associated point determines the quality of the bond with desirable precision. This claim was confirmed properly by the broad experiments performed.
References
Raghukandan K (2003) J Mater Proc Technol 139:573
Crossland B (1982) Explosive welding of metals and its applications. Clarendon Press, Oxford
Akbari Mousavi SAA, Farhadi Sartangi P (2009) Mater Des 30:459
Raghukandan K, Rathinasabapathi M, Vaidyanathan PV (1996) J Inst Engrs 77:9
Abe A (1999) J Mater Proc Technol 85:162
Gerland M, Presles HN, Guin JP, Bertheau D (2000) Mater Sci Eng A 280:311
Brasher DG, Butler DJ, Hare AW (1988) In: Murr LE (ed) Shock waves for industrial applications. Noyes Publications, New Jersey
Cleland DB (1985) In: Blazynski TZ (ed) Explosive welding, forming and compaction. Applied Science Publishers, London
Akbari Mousavi SAA, Burely SJ, Al-Hassnai STS (2005) Int J Impact Eng 31:719
Findik F (2011) Mater Des 32:1081
Lancaster IF (1984) Metallurgy of welding. Chapman and Hall, London
Acarer M, Gulenc B, Findik F (2003) Mater Des 24(8):659
Acarer M, Gulenc B, Findik F (2004) J Mater Sci 39(21):6457. doi:10.1023/B:JMSC.0000044883.33007.20
Kacar R, Acarer M (2003) Mater Sci Eng A 363:290
Kacar R, Acarer M (2004) J Mater Proc Technol 152:91
Carlson RJ, Simons CC (1962) BMI-1954. Battelle Memorial Inst, Columbus
Segel AWL (1964) A.E.C.L-2209. Atomic Energy of Canada Ltd, Chalk river
Willis J, Murdie DC (1962) Sheet metal Ind 39:811
Dalrymple DG, Johnson W (1967) Int J Mech Tool Des Res 7:257
El-Sobky H (1985) In: Blazynski TZ (ed) Explosive welding, forming and compaction. Applied Science Publishers, London
Kahraman N, Gulenc B (2005) J Mater Proc Technol 169:67
Kahraman N, Gulenc B, Findik F (2007) Int J Impact Eng 34:1423
Nouri MD (2003) PhD Dissertation, Tarbiat Modares University
Crossland B (1971) Met Mater 12:401
Grignon F, Benson D, Vecchio KS, Meyers MA (2004) Int J Impact Eng 30:333
Wittman RH (1973) The influence of collision parameters on the strength and microstructure of an explosion welded aluminum alloy. In: 2nd International symposium on the use of explosive energy in manufacturing, Marianskie Lazni
Deribas AA, Simonov VA, Zakcharenco ID (1975) Investigation of the explosive parameters for arbitrary combinations of metal and alloys. 5th International conference on high energy rate fabrications
Deribas AA, Kudinov VM, Matveenkov FI, Simonov VA (1967) Fiz goreniya Vzryva 3(1):111
Cowan GR, Holtzman AH (1963) J App Phys 34:928
Cowan GR, Bergman OR, Holtzman AH (1971) Metall Trans 2:3145
Jaramillo D, Szecket A, Inal OT (1987) Mater Sci Eng 91:217
Bahrani AS, Crossland B (1964) Inst Mech Eng 179:264
Hallquist JO (1998) LS-DYNA Manual. LSTC, Livermore
Johnson GR (1993) In: Carleon J (ed) Tactical missile warhead. American Institute of Aeronautics and Astronautics, Washington
Karpp RR (1993) In: Carleon J (ed) Tactical missile warhead. American Institute of Aeronautics and Astronautics, Washington
Kury JW, Briethaupt RD, Tarver CM (1999) Shock Waves 9:227
Cooper PW (1996) Explosive engineering. WILEY-VCH, New York
Clutter JK, Belk D (2002) Shock Waves 12:251
Darvizeh A, Liaghat GH, Nouri MD (2004) Int J Eng Sci 15:33
Murat B, Ken S, Loikkanen MJ (2009) J Aero Eng 22:287
Akbari Mousavi SAA, Al-Hassani STS, Atkins AG (2008) Mater Des 29:1334
Durgutlu A, Okuyucu H, Gulenc B (2008) Mater Des 29:1480
Durgutlu A, Gulenc B, Findik F (2005) Mater Des 26:497
Yazdani H (2002) Master’s Thesis, Tarbiat Modares University
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Zamani, E., Liaghat, G.H. Explosive welding of stainless steel–carbon steel coaxial pipes. J Mater Sci 47, 685–695 (2012). https://doi.org/10.1007/s10853-011-5841-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-011-5841-9