
Abstract
Two IN718 alloys with different initial δ phase contents have been used to study the microstructure evolution during the holding period after the hot deformation by the heat treatment at 950–1040 °C after deformation at temperature of 950 °C and strain rate of 0.005 s−1. The results indicate that the grain growth is restrained due to the pinning effect of δ phase. The activation energy of grain growth for the alloys with initial δ phase content of 0 and 8.14 wt% in the heat treatment after hot working were 273.8 and 882.8 kJ/mol, respectively. In addition, the dissolution of δ phase occurred during the heat treatment after the hot deformation, and the δ phase dissolved largely as the temperature is higher than 980 °C. Therefore, the heating and deformation temperature should be in the range of 950–980 °C for the Delta Process and multi-stage hot working processes.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The Ni-based superalloy IN718 has been widely used for critical gas turbine components because of its excellent mechanical properties at elevated temperature. The grain refining of IN718 alloy becomes important due to the improvement of the safety and reliability of gas turbine engine. As the δ phase in IN718 alloy can control grain size through the strong pinning effect, the Delta Process has been applied to the forging of IN718, which uses an intentional δ phase precipitation cycle and subsequent thermomechanical processing to obtain the forging with uniform fine grains [1–3]. Generally, many complex geometry forgings of alloy IN718 are manufactured by multi-stage hot deformation processes. In addition, the microstructure of IN718 is sensitive to the hot working parameters. Therefore, if the deformation process at each pass is controlled inappropriately, the recrystallized grains would grow up in next pass. Furthermore, the δ phase plays a significant role in the mechanical properties for IN718 [4–7]. The existence of δ phase can reduce the notch sensitivity of the alloy [4], while too much δ phase would reduce the strength and plasticity of the alloy and be the nucleuses for the formation of micropores during the fracture [5–7]. Therefore, the δ phase content in the forging of IN718 must be strictly controlled.
Yuan and Liu [8] and Wang et al. [9] have studied the deformation behaviors and microstructure evolution of the delta-processed IN718 during the hot deformation, and their work indicate that the δ phase can stimulate the occurrence of dynamic recrystallization during hot working. Yang et al. [10] and Chen et al. [11] have studied the grain growth of IN718 during the holding period before hot deformation. Zhang et al. [12] have investigated the grain growth of IN718 during the holding period after hot deformation. However, there are few reports about the microstructure evolution of the delta-processed IN718 during the holding period after hot working. In this study, for the Delta Process and the multi-stage hot working processes, isothermal compression test, and heat treatment test were carried out to study the microstructure evolution of the delta-processed IN718 during the holding period after hot deformation.
Experimental procedures
The material used in this study is cut from a commercially available IN718 wrought bar with a diameter of 250 mm. The chemical compositions (in wt%) of the alloy are as follows: C, 0.027; Ni, 53.74; Cr, 17.58; Nb, 5.35; Mo, 3.01; Ti, 0.98; Al, 0.52; Mn, 0.07; Si, 0.009; B, 0.0025; Fe, balance.
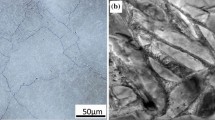
To study the effect of δ phase on the grain growth, two IN718 alloys with different initial δ phase contents have been prepared by different heat treatments, and the corresponding heat treatments and δ phase contents are shown in Table 1. Figure 1 shows the microstructures of the alloys in Table 1. The microstructure of the solution treated alloy (in Fig. 1a) is the matrix γ and the carbide NbC, and the average grain size is about 62.5 μm. In Fig. 1b, the microstructure of the delta-processed alloy, which was solution treated at 1040 °C for 45 min and then aged at 900 °C for 32 h, is the Widmanstätten δ. The initial δ phase content of the delta-processed alloy is 8.14 wt%.

Microstructures of two IN718 alloys with different initial δ phase contents: a solution treated alloy; b delta-processed alloy
Two IN718 alloys with different initial δ phase contents were machined into cylindrical specimens with a diameter of 8 mm and a height of 12 mm for the hot compression tests. The isothermal compression test was conducted at temperature of 950 °C and strain rate of 0.005 s−1, and the compression test was carried out on a Gleeble-3500 thermomechanical simulator. The samples were heated to the test temperature at a rate of 5 °C/s and held for 180 s, and deformed to a true strain of 0.7. To retain the deformation microstructure, the deformed samples were quenched by water as soon as the compression tests were completed. Then, the deformed samples were heat treated at 950, 980, 1010, and 1040 °C, respectively. And the heat treatment time was 10 and 30 min. After the heat treatment was finished, the heat treated samples were quenched by water immediately. The heat treatment was conducted in the resistance furnace.
The heat treated samples were sectioned parallel to the compression axis for the microstructure analysis. The microstructure was observed by an optical microscope (OM). The content of δ phase was measured by the quantitative X-ray diffraction (XRD) method and the details can be seen in the Ref. [13].
Results and discussion
Figure 2a, b show the microstructures of solution treated alloy and delta-processed alloy after deformation at temperature of 950 °C, strain rate of 0.005 s−1 and engineering strain of 0.7, respectively. There dynamic recrystallization occurs during the hot deformation of two alloys with different initial δ phase contents, but the recrystallization proceed inadequately. Grain sizes of the recrystallized solution treated alloy and delta-processed alloy are 3.58 and 2.33 μm, respectively. In addition, during the hot deformation of delta-processed alloy, the plate-like δ phase is spheroidized and transferred to spherical δ phase particles. The spheroidization of the plate-like δ phase has been discussed in Ref. [13].

Microstructures of two IN718 alloys with different initial δ phase contents after deformation at temperature of 950 °C, strain rate of 0.005 s−1 and strain of 0.7: a solution treated alloy; b delta-processed alloy
Dissolution behavior of δ phase
After deformed at temperature of 950 °C, strain rate of 0.005 s−1 and engineering strain of 0.7, the δ phase content of delta-processed alloy decreases from 8.14 to 6.30 wt%. The dissolution behavior of δ phase during the hot deformation has been reported in Ref. [13]. Figure 3 shows the δ phase content of delta-processed alloy after deformation at temperature of 950 °C, strain rate of 0.005 s−1 and engineering strain of 0.7 and then heat treatment at different conditions. During the holding period after hot working, the δ phase content of delta-processed alloy decreases as the heat treatment temperature or holding time increase, which indicates that the δ phase dissolves and the dissolution speed of δ phase increases with temperature increasing.

δ phase content of the delta-processed alloy after deformation at 950 °C, 0.005 s−1, 0.7 and then heat treatment at different conditions
After holding at 950 °C for 10 and 30 min, the δ phase content decreases for 6.30 wt% to 5.95 and 5.38 wt%, respectively. As the temperature increases to 980 °C, the δ phase content reduces to 4.46 wt% after holding for 10 min, and after holding for 30 min, the δ phase content is 3.21 wt%, which is close to the saturation of δ phase at 980 °C. This indicates that the δ phase dissolves largely at 980 °C, which agrees with the result reported in Ref. [14]. In addition, after holding at 1040 °C for 10 min, the δ phase content reduces to 0.6 wt% rapidly, and after holding for 30 min, there is no δ phase. Therefore, the δ phase dissolution temperature of IN718 alloy used in the tests is about 1040 °C.
Figure 4 shows the microstructure of delta-processed alloy after deformation at temperature of 950 °C, strain rate of 0.005 s−1 and engineering strain of 0.7 and then holding at 1010 °C for 10 min. During the holding period after the hot deformation, the plate-like δ phase dissolves to several large spherical δ phase particles firstly, which is the same as the dissolution breakage mechanical of the plate-like δ phase during the hot deformation [13]. Then, the sizes of large spherical δ phase particles decrease during the following dissolution.

Microstructure of delta-processed alloy after deformation at temperature of 950 °C, strain rate of 0.005 s−1 and strain of 0.7 and then holding at 1010 °C for 10 min
Effect of δ phase on grain growth
Figure 5 shows the average grain size of solution treated alloy and delta-processed alloy after deformation at temperature of 950 °C, strain rate of 0.005 s−1 and engineering strain of 0.7 and then heat treatment at different conditions. Under the same heat treatment after hot working, the grain size of delta-processed alloy is smaller than that of the solution treated alloy, which indicates that the pinning effect of δ phase on the grain boundary can restrain the grain growth during the holding period.

Average grain size of the solution treated alloy and delta-processed alloy after deformation at temperature of 950 °C, strain rate of 0.005 s−1 and strain of 0.7 and then heat treatment at different conditions
Figure 6a, b shows the microstructures of solution treated alloy and delta-processed alloy after deformation at 950 °C, 0.005 s−1, 0.7 and then holding at 950 °C for 10 min, respectively. As a result of the growth of dynamic recrystallized grains during the holding period, the grain size of solution treated alloy increases, and the average grain size is 19.26 μm. For the delta-processed alloy, because of the pinning effect of δ phase on the grain boundary during the holding period, the recrystallized grains grow up hardly, and the average grain size is 2.82 μm.

Microstructures of two IN 718 alloys with different initial δ phase contents after deformation at temperature of 950 °C, strain rate of 0.005 s−1 and strain of 0.7 and then holding at 950 °C for 10 min: a solution treated alloy; b delta-processed alloy
The microstructure evolution mechanism during the holding period after hot working includes static recovery, static recrystallization and grain growth. However, the temperature of static recrystallization for IN718 alloy is about 1020 °C. In addition, for the solution treated alloy, there is the formation of annealing twins during the holding period. The matrix of IN718 is the face-centered cubic γ phase, and the stacking fault energy of γ phase is low, which supplies the driving force for the formation of annealing twins during the holding period. Therefore, as the heat treatment temperature is 950 °C, the microstructure evolution of solution treated alloy during the holding period after hot deformation is the growth of the recrystallized grains and nucleus and the formation of annealing twins. However, the microstructure of the delta-processed alloy during the holding period after hot working is the static recovery.
Figure 7a, b shows the microstructures of solution treated alloy and delta-processed alloy after deformation at temperature of 950 °C, strain rate of 0.005 s−1 and engineering strain of 0.7 and then holding at 980 °C for 10 min, respectively. The dynamic recrystallized grains of solution treated alloy and delta-processed alloy grow up during the holding period as the heat treatment temperature is 980 °C. The average grain sizes of solution treated alloy and delta-processed alloy are 26.61 and 11.05 μm, respectively. In addition, during the holding period after hot working of solution treated alloy and delta-processed alloy, there is the formation of annealing twins.

Microstructures of two IN 718 alloys with different initial δ phase contents after deformation at 950 °C, 0.005 s−1, 0.7 and then holding at 1010 °C for 10 min: a solution treated alloy; b delta-processed alloy
From the Fig. 4, during the holding period after hot working, the δ phase in delta-processed alloy dissolves largely as the temperature increases to 980 °C. During the holding period, the grains can grow up easily because the pinning effect of δ phase on the grain boundary weakens. Therefore, as the heat treatment temperature increases to 980 °C, the microstructure evolution of solution treated alloy and delta-processed alloy is the grain growth and the formation of annealing twins. Based on the microstructure observation and analysis, in order to prevent the large dissolution of δ phase, the heating and deformation temperature should be in the range of 950 ~ 980 °C for Delta Process and the multi-stage hot working processes.
Effect of δ phase on the activation energy of grain growth
For the solution treated alloy and delta-processed alloy, during the holding period after the hot deformation, the relationship between the grain growth and the heat treatment can be expressed by the Eq. 1.
where d gg (μm) is the grown grain size, d rex (μm) is the recrystallized grain size, t gg (s) is the holding time, Q gg (J/mol) is the activation energy of grain growth, T(K) is the heat treatment temperature, R is the universal gas constant, k and n are material constants, the theoretical value of n is 2. The activation energy of grain growth, Q gg, can be determined by the Eq. 2.
For the solution treated alloy and delta-processed alloy, the value of n is 2. Figure 8a, b shows the relationship between ln (\( d_{\text{gg}}^{2} - d_{\text{rex}}^{2} \)) and −1/T of solution treated alloy and delta-processed alloy after deformation at 950 °C, 0.005 s−1, 0.7 and then heat treatment at different conditions, respectively.

\( { \ln }\left( {d_{\text{gg}}^{2} - d_{\text{rex}}^{2} } \right) \) versus −1/T for IN718 alloys with different initial δ phase contents after deformation at 950 °C, 0.005 s−1, 0.7 and then heat treatment at different conditions: a solution treated alloy; b delta-processed alloy
During the holding period after hot working, the activation energy of grain growth of solution treated alloy and delta-processed alloy is 273.8 and 882.8 kJ/mol, respectively. This indicates that because of the pinning effect of δ phase on the grain boundary, the activation energy of grain growth of the delta-processed alloy increases. The grain growth model for solution treated alloy and delta-processed alloy during the holding period after the hot deformation is described as the Eqs. 3 and 4, respectively.
Conclusions
-
(1)
The microstructure evolution mechanism of the delta-processed IN718 alloy during the holding period after the hot deformation depends on the heat treatment temperature. As the temperature is 950 °C, the main microstructure evolution is the static recovery. However, as the temperature increases to 980 °C, the main microstructure evolution includes the grain growth and the formation of annealing twins. In addition, the plate-like δ phase dissolves during the holding period, and is transferred to spherical δ phase particles.
-
(2)
For Delta Process and the multi-stage hot working processes, the heating and deformation temperature should be in the range of 950–980 °C.
-
(3)
The activation energy of grain growth of the solution treated alloy and delta-processed alloy is 273.8 and 882.8 kJ/mol, respectively. Therefore, for the delta-processed alloy, the grain growth is restrained during the holding period because of the pinning effect of δ phase on grain boundary.
References
Ruiz C, Obabueki A, Gillespie K (1992) In: Evaluation of the microstructure and mechanical properties of Delta processed alloy 718. TMS (The Mineral, Metals & Material society), Warrendale
Dix AW, Hyzak JM, Singh RP (1992) In: Application of ultra fine grain alloy 718 forging billet. TMS (The Mineral, Metals & Material society), Warrendale
Bhowal PR, Schirra JJ (2001) In: Full scale Gatorizing™ Of fine grain Inconel718. TMS (The Mineral, Metals & Material society), Warrendale
Cai DY et al (2007) Mater Charact 58:220
Desvallées Y, Bouzidi M, Bois F, Beaude N (1994) In: Delta phase in Inconel718: mechanical properties and forging process requirements. TMS (The Mineral, Metals & Material society), Warrendale
Zhang Y, Huang XB, Wang Y, Yue W, Hu Z (1997) In: Delta phase and deformation fracture behaviour of Inconel 718 alloy. TMS (The Mineral, Metals & Material society), Warrendale
Yoshida H, Hatta T, Hironaka T, Isogawa S, Sekiguchi H (2007) In: Process modeling of IN718 for free forging. NUMIFORM, Porto
Yuan H, Liu WC (2005) Mater Sci Eng A 408:281
Wang Y et al (2009) J Alloy Compd 474:341
Yang XH et al (2007) Trans Shenyang Ligong Univ 26:64 (in Chinese)
Chen LQ et al (2009) Acta Metall Sinica 45:1242 (in Chinese)
Zhang JM et al (2000) J Mater Proc Tech 1010:25
Zhang HY et al (2010) Mater Charact 61:49
Hu JP (1999) Numerical simulation of Superalloy In718 and Gatorized Waspaloy during hot working. Ph. D Dissertation, Steel Research Institute (in Chinese)
Acknowledgements
This study has been supported by the National Natural Science Foundation of China with the Grant No: 50834008.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Cheng, M., Zhang, H.Y. & Zhang, S.H. Microstructure evolution of delta-processed IN718 during holding period after hot deformation. J Mater Sci 47, 251–256 (2012). https://doi.org/10.1007/s10853-011-5792-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-011-5792-1