
Abstract
Ternary blends of polyphenylene sulfide (PPS) and liquid crystalline polymer (LCP) with either polyphosphazene, unmodified multiwall carbon nanotubes (MWCNTs) or SiC-coated MWCNTs, were prepared by melt blending. While polyphosphazene improved the compatibility between the PPS and LCP, unmodified MWCNTs promoted LCP domain deformation, from spherical to ellipsoidal. Long LCP fibers were formed in presence of SiC-coated MWCNTs due to the bridging effect of modified MWCNTs at the interface of PPS and LCP. This bridging effect was confirmed by field emission scanning electron microscopy (FESEM). The better dispersion of SiC-coated MWCNTs was confirmed by both FESEM and transmission electron microscopy analysis. The superior mechanical properties of SiC-coated MWCNTs added blend system can be attributed to the fibrillation of LCP and better dispersion of SiC-coated MWCNTs. Polyphosphazene containing blend system showed lowest thermal stability while blend with SiC-coated MWCNTs was found to be highest, among all the blend systems.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polymer blending presents the most attractive route for the production of high performance materials with desired properties while suppressing the unwanted properties of the individual components. But unfortunately most of the blend components were not compatible with each other. To improve the compatibility, between the blend partners, certain amount of compatibilizer is used during the blending to improve the interfacial adhesion. Polymer blending also used to improve the processibility of engineering thermoplastics like poly ether imide (PEI), polyether ether ketone (PEEK), polyether sulfone (PES), polycarbonate (PC), polyphenylene oxide (PPO), polyphenylene sulfide (PPS), etc., which are very difficult to process due to their high processing temperature and melt viscosity. These polymers were often blended with the polymers, of lower viscosity like liquid crystalline polymer (LCP), to improve their processibility [1–4].
Blends of thermoplastics and LCP were extensively studied by different research groups mainly for two reasons: first, LCP can improve the processibility of these blend systems and second under suitable condition the rigid LCP domains can deform to form in situ fibers and reinforce the base matrix [5–12]. To achieve the in situ fibrillation, a draw force is required which can deform the rigid LCP domains into the fibrillar form, during blending. To accomplish this requirement, blends are processed by extrusion method where the draw force is exerted by the base matrix along the extrusion direction. But the manufacturing of these types of blend systems get hampered due to the incompatibility among the base matrix and LCP. This incompatibility among the blend partners promotes the interlayer slippage at the matrix-LCP interface and thus reduces the draw force exerted by the base matrix, during blending. To restrict this interlayer slippage and to enhance the draw force, compatibilizers are added, which can improve the interfacial adhesion and increase the fibrillation. Since polymers like PEI, PEEK, PES, PC, and PPS are processed at a very high temperatures, compatibilizers for these types of blend systems must have high thermal stability. Polyphosphazene compatibilized PPO/LCP [13] and PEI/LCP [14] blends are studied by Bose et al., who reported superior properties compared to the individual polymers.
Recently improved fibrillation of the LCP, in the polymer matrix, has been reported with the incorporation of fillers like nanosilica [15–19], glass beads [20], CaCO3 [21] whiskers, KTiO3, [22, 23], and carbon fiber [24]. These studies showed that addition of fillers alters the viscosity ratio of LCP to the base matrix and hence improved the fibrillation. Although the viscosity ratio of the blend partners played a significant role in enhancing the fibrillation of LCP, probably it is not the only factor controlling the whole process. As shown by Chen et al. [25] the fibrillation of the LCP in the polysulfone matrix can be attributed to the network formed by the higher content of nanosilica. Zhang et al. [26] has reported an improved fibrillation of LCP in the nylon 6 matrix by the incorporation of 7 wt% of clay and they attributed this observation to the reduced interfacial slippage between the nylon 6 and LCP phase. In our previous works, we have shown that carbon nanotubes with and without modification can alters the fibrillation state of the LCP, when blended with PEEK [27], PEI [28] and PPO [29]. Apart from modifying the viscosity ratio of the blend partners, these nanotubes (having a very high aspect ratio) can migrate to the interface of two polymers, in the blend system, and bridge the incompatible phases together. Similar result was also reported by Potschke et al. [30], where they found that the carbon nanotubes (CNTs) can migrate from PC to the polyethylene phase and bridge them together at the interface. This bridging effect by the CNTs can enhance the drag force of base matrix on the LCP domains, during melt blending, and hence can promote the fibrillation. However, agglomeration of the CNTs in the blend matrix may hamper the migration of the individual CNTs to the interface for bridging, which can restrict the fibrillation of LCPs. To improve the dispersion of CNTs in the polymers, many researchers have functionalized the CNTs [31]. But functionalization of CNTs will introduce lots of defective sites in the nanotubes which may results in shortening of these nanotubes. In our previous works, we have shown that better dispersion can be achieved with SiC-modified MWCNTs, in the polymer matrix, which can promotes the LCP fibrillation by reducing the interlayer slippage (due to bridging effect) at the polymer–LCP interface [27–29]. However, addition of a compatibilizer, to the incompatible blend system, can also reduce the interlayer slippage between the blend partners and hence may enhance the fibrillation. So in order to understand the effectiveness of organic compatibilizer and MWCNTs, as the fibrillation promoters, a comparative study must be done. But till now comparative study similar to this has not been done by any research group.
The aim of this study is to compare the effectiveness of an organic compatibilizer and modified and unmodified MWCNTs toward the improvement of fibrillation of LCP in the PPS/LCP blend system. In this work polyphosphazene is used as the compatibilizer. MWCNTs were modified with SiC by sol–gel process to improve their dispersion in the PPS/LCP blend matrix. The fibrillation state of the blend systems was compared and their effects on the thermal, morphological, and mechanical properties have been discussed.
Experimental
Materials
The thermotropic LCP used in this study was Vectra A950 supplied by Ticona (Shelby, NC). This LCP is a wholly aromatic copolyester consisting of 25 mol % of 2,6-hydroxynaphthoic acid and 75 mol% of p-hydroxybenzoic acid. The molecular weight could not be determined because it was difficult to find a suitable solvent in which it can be dissolved. The thermoplastic used in this study was poly(phenylene sulfide), grade Fortron 0317B1.
Polyphosphazene was synthesized by us in the laboratory of applied chemistry division of DMSRDE, Kanpur, India. Polyphosphazene used in this research study is having an inorganic backbone skeletal (P=N) with organic pendant groups.
The MWCNTs (MWCNTs-1000) were from IIjin Nano Technology, Korea. The diameter, length and aspect ratio were 10–20 nm, 20 μm, and ~1000, respectively. The density of MWCNTs was 2.16 g/cm3. The structures of the components are given in Fig. 1.

Chemical structure of a PPS, b LCP, and c polyphosphazene
Modification of MWCNTs with silicon carbide (SiC)
The MWCNTs were modified with SiC by the following procedure [28].
Solid-state polycarbosilane (PCS) (made by DMSRDE, Kanpur, M w ~ 1800) was dispersed in a beaker containing 50 mL of n-hexane, and ultrasonically dissolved using a horn type ultrasonicator. Then, the MWCNTs were introduced to the PCS solution and ultrasonically dispersed for 30 min. The weight ratio of PCS to MWCNTs was 3/7. The resultant suspension was then dried naturally in a draft chamber in order to remove n-hexane. Then, the PCS–MWCNTs mixture was put into a quartz crucible and cured at 240 °C for 90 min in order to prevent agglomeration of PCS during subsequent high temperature treatments. Finally, the product obtained in the previous step was heat treated at 1150 °C in an oven for 1 h, in argon atmosphere, to get the SiC-coated MWCNTs.
Blending procedure
Prior to mixing PPS and LCP were vacuum dried at 80 °C and MWCNTs at 200 °C for 12 h. PPS/LCP composites with either polyphosphazene, MWCNTs or SiC-coated MWCNTs were prepared by melt blending in an internal mixture, equipped with two sigma type counter rotating rotors, at 290 °C and 100 rpm. A binary blend of PPS/LCP was also prepared under the same conditions for comparison of properties with the ternary blends. Samples for the mechanical testing were prepared by compression molding, at 290 °C and 10 MPa pressure. Then the samples were rapidly cooled to room temperature. The formulations of the blend systems are presented in Table 1.
Characterizations
XRD analysis
X-ray diffraction (XRD) was performed with a PW 1840 X-ray diffractometer by using copper target (Cu Kα), at a scanning rate of 3°/min to check the formation of SiC-coated MWCNTs.
X-ray photoelectron spectroscopy (XPS) study
The SiC-coated MWCNTs were analyzed by XPS with a PHI ESCA spectrometer (Perkin–Elmer 5400), using Mg Ka radiation (1253.6 eV) to reveal the change in surface characteristics of MWCNTs.
Field emission scanning electron microscopy (FESEM)
A Carl Zeiss-SUPRA™ 40 FESEM with an accelerating voltage of 5 kV was employed to observe the morphology of tensile fractured surface of composites. A thin layer of gold was sputtered on the fractured surface of the specimens for electrical conductivity.
High resolution transmission electron microscopy (HRTEM)
The dispersion of the unmodified and modified MWCNTs in the polymeric blend matrix was analyzed by HRTEM, JEOL 2100. The samples were microtomed at room temperature and analyzed at an accelerating voltage of 120 kV.
Dynamic mechanical thermal analysis (DMTA)
Dynamic Mechanical analyses of binary and ternary blends were done by a TA Instrument (DMA 2980 model) in single cantilever bending mode. The storage modulus (E′), loss modulus (E″) and tan δ were recorded at a frequency of 1 Hz from ambient to 250 °C and at a heating rate of 5 °C/min.
Thermogravimetric analysis (TGA)
Thermogravimetric analysis curves were recorded with a Dupont 2100 Thermogravimetric analyzer. The TGA measurements were conducted with a heating rate of 10 °C/min under air atmosphere from 50 to 650 °C.
Mechanical properties
Tensile tests were carried out on dumb-bell shaped samples using a Hounsfield HS 10 KS (universal testing machine) operated at room temperature with a gauge length of 35 mm and crosshead speed of 5 mm/min. Tensile values reported here are an average of the results for tests run on at least four specimens.
Results and discussion
XRD study
To clarify the formation of SiC on the MWCNTs, XRD patterns of both unmodified and modified MWCNTs were analyzed. Figure 2 depicts the XRD spectrum of PCS, pure MWCNTs, and SiC-coated MWCNTs. A broad peak around 2θ = 10° was observed for the pure PCS, whereas no such peak was detected in the heat treated product. However, peaks corresponding to β-SiC were observed in case of heat treated SiC-coated MWCNTs [28]. Disappearance of the PCS peak and appearance of peaks corresponding to β-SiC particles, in the XRD spectra of SiC-coated MWCNTs, indicates that PCS was decomposed to β-SiC particles by the pyrolysis process.

XRD pattern of PCS, Pure MWCNTs, and SiC-coated MWCNTs
XPS study
To further confirm the formation of SiC particles on the MWCNTs, SiC-coated MWCNTs were analyzed by XPS. Figure 3a and b shows the XPS spectra of SiC-coated MWCNTs in the Si 2p and C 1s region. The two broad peaks in the Si 2p spectra were resolved into three peaks corresponding to the binding energies of 100.4, 101.0, and 102.6 eV. The first two peaks correspond to the Si doublet and the third peak to Si–C [32]. In case of C 1s, the spectrum was resolved into two peaks centered around 283.6 and 284.5 eV. These peaks corresponds to C–Si (283.6 eV) and C–C (284.5 eV) bonds. The presence of Si–C and C–Si bonds in the spectrum of Si 2p and C 1s, respectively, confirms the formation of SiC particles on the MWCNTs [33].

a XPS spectra of Si 2p. b XPS spectra of C 1s
Morphological study
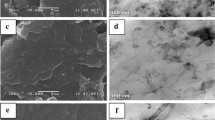
In order to examine the effect of modified and unmodified MWCNTs on the morphological characteristics of PPS/LCP blend system, fractured surfaces of different blend systems were analyzed by FESEM. The FESEM images of all the blend systems are depicted in Fig. 4a–h.

FESEM image showing a the bulk morphology of PL blend system, b the bulk morphology of PLP blend system, c the bulk morphology of PLC blend system, d the bulk morphology of PLS blend system, e the interface of PLC blend system, f the interface of PLS blend system, g the dispersion of MWCNTs in the PPS phase of PLC blend system, and h the dispersion of SiC-coated MWCNTs in the PPS phase of PLS blend system
Binary blend of PPS/LCP shows two phase morphology where the LCP droplets are dispersed in the continuous PPS matrix (Fig. 4a). Moreover, the LCP domains in the PPS phase appeared in spherical shape and the voids represents the pulled out of LCP domains during the fracture process. These observations indicate that the two phases are incompatible with each other, which resulted in a very weak interfacial adhesion at the interface. The interfacial slippage, at the PPS and LCP interface, arising due to this incompatibility might restricted the fibrillation of LCP in the binary blend system by reducing the drag force of continuous PPS phase on the LCP droplets; during melt blending. This observation is in well accordance with the previous work by Zhang et al. [26] who attributed the inefficient deformation of LCP in the nylon 6 matrix to the interfacial slippage between the blend partners. However, addition of polyphosphazene resulted in a marked decrease in the domain size of LCP (Fig. 4b). This indicates toward the improvement of compatibility between the blend partners in presence of polyphosphazene. Figure 4c shows that addition of unmodified MWCNTs to the binary blend of PPS and LCP, deformed the spherical LCP domains to ellipsoidal shapes. In our previous works [28, 29], we showed that the high aspect ratio of the MWCNTs can be a handy tool for bridging the incompatible polymer blend partners together, which in turn improved the stress transfer from one phase to the other. Due to this bridging effect, the PPS matrix can drag the LCP phase effectively during melt blending and leads to the deformation of spherical LCP domains.
Although addition of MWCNTs enhanced the LCP domain deformation but complete fibrillation was not achieved, which may be due to the following reasons:-
-
(i)
Pure MWCNTs often remains as agglomerates in the polymer matrix during melt blending (due to the strong Van der Waals force of attraction between the tubes) which restricts its effectiveness as bridging agent at the interface of PPS and LCP.
-
(ii)
The surfaces of unmodified MWCNTs are smooth in nature and Barber et al. [34] showed that when stress applied, there is always a slippage at the polymer-carbon nanotube interface because of weak physical interlocking. This restricts the usefulness of MWCNTs as the bridging agent at the PPS/LCP interface, during melt blending, because these nanotubes can easily detach from either PPS or LCP phase and reduce the drag force of PPS upon LCP droplets, along the shear direction.
From the above discussion, it can be infer that in order to achieve LCP fibrillation, in presence of MWCNTs, two factor play vital roles; (1) better dispersion of MWCNTs, so that more no. of MWCNTs can migrate to the interface of PPS and LCP and (2) increase in the physical interlocking between the polymer and MWCNTs to minimize the slippage at the polymer-carbon nanotube interface. In our previous works [27–29], we showed that surface of SiC-coated MWCNTs were rough in nature due to the non-uniform coating of SiC on MWCNTs, which not only improved the dispersion of modified MWCNTs in the blend matrix but also reduced the slippage at the interface of polymer and modified MWCNTs. So addition of SiC-coated MWCNTs, to the PPS/LCP blend system, should enhance the LCP fibrillation. Exactly the same indication we got from the FESEM image of SiC-coated MWCNTs added blend system. As shown in Fig. 4d, the LCP domains are completely deformed into long LCP fibers.
To confirm the bridging effect of unmodified and modified MWCNTs at the interface of PPS and LCP, FESEM images at higher magnification are presented in Fig. 4e and f, for PLC and PLS blend systems. As shown in the Fig. 4e, the two phases are bridged by MWCNTs but the no of nanotubes at the interface are few in number. This may be due to the poor dispersion of pristine MWCNTs which restricts their migration toward the PPS/LCP interface. However, in case of PLS blend system the number of modified MWCNTs, at the interface, are more than unmodified MWCNTs (Fig. 4f). This corroborates our above said claim of bridging the PPS and LCP phase with the MWCNTs.
From the above discussion, we can conclude that both unmodified and modified MWCNTs can migrate to the interface of PPS and LCP and bridge them together, however, the density of the unmodified MWCNTs at the interface is lower as compared to SiC-coated MWCNTs. Although this bridging effect can improve the ultimate mechanical strength of the blend systems; the dispersion of these nanofillers in the bulk matrix have also significant role toward blend properties. For this purpose the PPS phase was analyzed by FESEM in order to determine the dispersion of pure and SiC-coated MWCNTs. Figure 4g and h represents the FESEM images of PPS phase of PLC and PLS blend systems. As can be seen, pure MWCNTs form agglomerations in the PPS phase (Fig. 4g), while a better dispersion of SiC-coated MWCNTs is evidenced for the PLS blend system. This confirms that the MWCNTs are not only present at the interface, as the bridging agent, but it also dispersed in the PPS phase. To further support our claim for the better dispersion of SiC-coated MWCNTs, HRTEM analysis was carried out and the results have been discussed in the following section.
TEM analysis
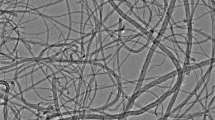
A thin section of the PLC and PLS composites were analyzed by HRTEM and the images are presented in Fig. 5a and b. HRTEM images reveals that the distribution of modified MWCNTs in the blend matrix is better than that of the unmodified MWCNTs. Carbon nanotubes often get agglomerated due to the strong Van der Waals force of attraction between the nanotubes. This Van der Waals force of attraction, between the nanotubes, might minimized by the SiC coating and thus a better dispersion was achieved for the SiC-coated MWCNTs in the blend matrix.

a HRTEM image of PLC showing the dispersion of MWCNTs. b HRTEM image of PLS showing the dispersion of SiC-coated MWCNTs
DMTA analysis
Figure 6 shows the variation of storage modulus of different blend systems, with temperature. It is clear from Fig. 6 that binary blend of PPS/LCP have the lowest storage modulus as compared to other blend systems. This can be attributed to the incompatibility between the blend partners (evident from the FESEM analysis) which restricts the load transfer from the continuous PPS phase to the dispersed and rigid LCP phase. Compared to binary blend of PPS/LCP, ternary blend of PPS/LCP/polyphosphazene shows higher storage modulus. This improvement, in the storage modulus, can be ascribed to the compatibilizing ability of the polyphosphazene at the interface of PPS and LCP which enhances the stress transfer from the PPS to the rigid LCP phase. Incorporation of MWCNTs further improves the storage modulus of ternary blend of PLC above PL and PLP. Although both polyphosphazene and MWCNTs added blend systems shows nearly same storage modulus at room temperature, the stability (with increase in temperature) is maintained for the MWCNTs reinforced blend system. This improvement in the storage modulus of the MWCNTs added system can be attributed to the reinforcing ability of the MWCNTs. Since uniform dispersion of pure MWCNTs in the polymer matrix is very difficult to achieve, the mechanical properties of the composites were often fall short of the theoretically predicted values. Because of this phenomenon, the enhancement in storage modulus of PLC is not severe compared to PL and PLP. However, a drastic change in the storage modulus is observed for the SiC-coated MWCNTs added system. This drastic change can be attributed to the following factors:

Variation of storage modulus of different blend systems with temperature
-
(1)
Better dispersion of modified MWCNTs in the blend matrix: improvement in the dispersion state of modified MWCNTs increased the polymer MWCNT interacting area and thus augmented the load transfer from polymer to nanotubes which amplified the storage modulus.
-
(2)
Enhancement in the LCP fibrillation: as discussed in the “Field emission scanning electron microscopy (FESEM)” section incorporation of SiC-coated MWCNTs increased the LCP fibrillation. This in situ formed rigid LCP fibers can also contributed toward the improvement in the storage modulus.
-
(3)
Bridging effect by SiC-coated MWCNTs: PPS and LCP forms an incompatible blend with a very weak adhesion at their interface (discussed in “Field emission scanning electron microscopy (FESEM)” section). As discussed previously, LCPs have been blended with the engineering thermoplastics for two major reasons (i) it will improve the processibility of the base polymer and (ii) LCP can form in situ fibers, which act as a reinforcing agent for the base matrix. This in situ reinforcement of polymers by LCP have often hampered due to the compatibility issue between the base polymer and LCP, which obstruct the load transfer from the continuous polymer matrix to the rigid LCP fibers. This incompatibility issue can be addressed by bridging the two phases with the MWCNTs, which can act as a load transferring media and hence improves the storage modulus.
Tensile properties
Tensile properties of the blend systems were measured to further confirm the improvement of mechanical properties of the ternary blends, for unidirectional force. The tensile properties of the blend systems are summarized in the Table 2. As shown in the table, the tensile strength of the polyphosphazene added blend system is higher compared to the binary blend of PPS and LCP. Further improvement in the tensile strength is observed for the pure MWCNTs added blend system. However, incorporation of SiC-coated MWCNTs shows maximum enhancement. Tensile modulus of the blend systems follows the same trend as that of DMTA results. But the percentage of elongation at break shows a different trend. The elongation for the polyphosphazene added system is more than other ternary blend systems. This is obvious because polyphosphazene is acting as a flexible compatibilizer which delays the detachment of LCP domains from the PPS matrix and thus detains the fracture.
TGA analysis
Weight loss curves of all the blend systems, along with pure PPS, are shown in Fig. 7. All the curves shows two-step degradation processes except the polyphosphazene compatibilized blend system. The TGA results are summarized in Table 3. From the table, it is clear that pure PPS undergoes two major weight loss stages at 480 and 592 °C. Blending of LCP with PPS shifts the degradation temperatures of the blend to 471 and 597 °C. While the first degradation temperature of binary blend shifts toward the lower side, the second degradation temperature shows an upward trend. The lowering of first degradation temperature of PPS/LCP blend system, as compared to pure PPS, can be attributed to the incompatibility between the two blend partners. However, the enhancement in the second degradation temperature of binary blend can be due to the incorporation of LCP, which is thermally more stable than PPS. Among the ternary blends, polyphosphazene containing blend system undergoes a three step degradation process where the first step of degradation, starting at 408 °C, corresponds to the degradation of polyphosphazene. The blend systems, containing MWCNTs or SiC-coated MWCNTs, follow a two-step degradation process similar to that of the binary blend system. Addition of pure MWCNTs improves the first and second degradation temperature of the blend system to 506 and 599 °C. However, incorporation of SiC-coated MWCNTs increases the degradation temperatures to 516 and 611 °C, for the first and second degradation, respectively. The enhancement in the thermal stability can be attributed to the following factors:

Thermal stability of the different blend systems
-
(1)
Restriction imposed by the nanotubes on the polymer chains mobility which can reduce the tension induced by the thermal excitation of the C–C bond and leads to an enhancement of thermal stability [35].
-
(2)
Char formed during the degradation acts as a physical barrier between the polymer and the superficial zone where the combustion of the polymer is occurring thus hinder the diffusion of the degradation products from the bulk of the polymer into the gas phase [36].
-
(3)
Finer dispersion of nanotubes in the polymer matrix increases the interfacial interaction between the CNTs and polymer which can increase the activation energy of decomposition and leads to enhanced thermal stability of composites [37].
Table 3 shows that 5 and 10% weight loss for the PLS blend system occurred at 517 and 543 °C, respectively, which are higher than the other blend systems. This shows that PLS is having higher thermal stability as compared to other blend systems. The thermal stability of the polyphosphazene added blend system found to be lowest among all the blends due to the lower thermal stability of polyphosphazene.
Conclusions
A comparative study of the PPS/LCP blend systems with polyphosphazene and MWCNTs as the compatibilizers was carried out. MWCNTs were modified with polycarbosilane derived SiC particles, by sol–gel process, to improve the dispersion in the blend matrix. XRD and XPS confirmed the formation of SiC coating on the MWCNTs. Morphological study of the fracture surfaces showed spherical domains of LCP were dispersed in the PPS matrix for the binary blend system. Reduction of the domain size of LCP was observed for the polyphosphazene added blend system. Incorporation of pure MWCNTs promotes the LCP domain deformation from spherical to ellipsoidal whereas SiC-coated MWCNTs deform the LCP domains to long fibrillar form. This enhancement in the fibrillation was attributed to the bridging effect of MWCNTs at the interface. Tensile properties of the blend system with SiC-coated MWCNTs showed highest value among all the blend system. However, polyphosphazene added blend system showed higher elongation at break. Thermal stability of the polyphosphazene containing blend system was found to be lowest as compared to other blend systems.
References
Datta D, Fruitwala H, Kohli A, Weiss RA (1990) Polym Eng Sci 30:1005
Datta D, Weiss RA (1991) ACS Symp Series 462:144
Robeson LM (2007) Polymers blends: a comprehensive review. Hanser Verlag, Munich, p 159
Shonaike GO, Yamaguchi S, Ohta M, Hamada H, Maekawa Z, Nakamichi M et al (1994) Eur Polym J 30:413
Saengsuwana S, Limcharoena SB, Mitchellb GR, Olley RH (1003) Polymer 44:3407
Mehta A, Isayev AI (1991) Polym Eng Sci 31:971
Lee H, Denn MM (2000) J Non-Newton Fluid Mech 93:315
Blizard KG, Federici C, Federico O, Chapoy LL (1990) Polym Eng Sci 30:1442
Olszynski P, Kozlowski M, Kozlowska A (2002) Mat Res Innov 6:1
He J, Bu W, Zhang H (1995) Polym Eng Sci 35:1695
Mehta A, Isayev AI (1991) Polym Eng Sci 31:963
Kim JY, Kim SH J (2005) Polym Sci B 43:3600
Bose S, Das CK, Saxena AK, Ranjan A (2011) J Appl Polym Sci 119:1914
Bose S, Pramanik N, Das CK, Saxena AK, Ranjan A (2010) Mater Des 31:1148
Lee MW, Hu X, Yue CY, Li L, Tam KC, Nakayama K (2002) J Appl Polym Sci 86:2070
Lee MW, Hu X, Li L, Yue CY, Tam KC (2003) Polym Int 52:276
Zhang L, Tam KC, Gan LH, Yue CY, Lam YC, Hu X (2003) J Appl Polym Sci 87:1484
Lee MW, Hu X, Li L, Yue CY, Tam KC, Cheong LY (2003) Compos Sci Technol 63:1921
Wu L, Chen P, Zhang J, He J (2006) Polymer 47:448
Ding Y, Zhang J, Chen P, Zhang B, Yi Z, He J (2004) Polymer 45:8051
Chen J, Chen P, Wu L, Zhang J, He J (2006) Polymer 47:5402
Tjong SC, Meng YZ (1999) Polymer 40:1109
Tjong SC, Meng YZ (1999) Polymer 40:7275
He J, Zhang H, Wang Y (1997) Polymer 38:4279
Chen J, Chen P, Wu L, Zhang J, He J (2007) Polymer 48:4242
Zhang B, Ding Y, Chen P, Liu C, Zhang J, He J et al (2005) Polymer 46:5385
Nayak GC, Rajasekar R, Das CK (2009) J Nanotechnol. doi:https://doi.org/10.1155/2009/759374
Nayak GC, Rajasekar R, Das CK (2010) Composites A 41:1662
Nayak GC, Rajasekar R, Das CK (2010) J Mater Sci. doi:https://doi.org/10.1007/s10853-010-5037-8
Potschke P, Bhattacharyya AR, Janke A (2003) Polymer 44:8061
Hirsch A, Vostrowsky O (2005) Top Curr Chem 245:193
Katar SL, Labiosa AB, Plaud AE, Vargas EM, Fonseca L, Weiner BR et al (2010) Nanoscale Res Lett 5:74
Liu JW, Zhong DY, Xie FQ, Sun M, Wang EG, Liu WX (2001) Chem Phys Lett 348:357
Barber AH, Cohen SR, Kenig S, Wagner HD (2004) Compos Sci Technol 64:2283
Chatterjee A, Deopura BL (2006) J Appl Polym Sci 100:3574
Kashiwagi T, Grulke E, Hilding J, Harris R, Awad W (2002) J Macromol Rapid Commun 23:761
Marosfoi BB, Marosi ASG, Tabuani D, Camino G, Pagliari S (2006) J Therm Anal Calorim 86:669
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Nayak, G.C., Rajasekar, R., Sahoo, S. et al. Effect of polyphosphazene and modified carbon nanotubes on the morphological and thermo-mechanical properties of polyphenylene sulfide and liquid crystalline polymer blend system. J Mater Sci 46, 7672–7680 (2011). https://doi.org/10.1007/s10853-011-5745-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-011-5745-8