
Abstract
The phase formation of single phase α-SiAlON ceramics based on α-Si3N4 was investigated using different rare earth (RE) or metallic cations to stabilise the α-phase. The effects of sintering temperature, size and type of stabilising cation and the addition of extra liquid forming additives on the phase transformation of α-Si3N4 to α-SiAlON were considered. The influence of the chosen parameters on properties such as density and hardness is furthermore discussed for Ca-codoped silicon aluminium oxynitride (SiAlON) ceramics (50% RE cations combined with 50% calcium cations). For smaller and larger RE systems different intermediate phases occur and the dissolution of sintering additives takes place at different temperatures, resulting in different amounts of SiAlON at a given sintering temperature. For smaller cations, the SiAlON formation is favoured below 1,750 °C compared to larger cations. The addition of extra liquid to the starting composition supports the SiAlON formation above the eutectic temperature. Contrary to the RE systems the calcium-doped samples did not show an intermediate phase during sintering. The cation solubility for sintering additives is higher and therefore the amount of SiAlON created below 1,750 °C increased. The final amount of SiAlON at 1,850 °C was about the same for all systems. Mechanical properties are also influenced by the composition of the starting powder. In general, increasing temperature leads to higher density and hardness.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Ceramic materials are increasingly important as a leading high-tech material for industrial and consumer technology. One of the most important exponents of this material class is silicon nitride, Si3N4, with properties such as high temperature strength, good oxidation resistance and low coefficient of thermal expansion making it one of the most attractive ceramic materials. Today, Si3N4 is used for turbine and engine components (high temperature applications above 1,000 °C), bearings and turbochargers.
There are two structural modifications of Si3N4, α and β, which both have hexagonal lattice structures, but totally different microstructures. Whilst the α-form consists of smaller equiaxed grains, the β-form has a larger elongated grain structure. This leads to much higher strength and toughness in the β-phase, which is correlated to the elongated microstructure. Silicon nitride ceramics are usually produced from α-phase powders containing a few percent of the β-phase [1, 2]. During sintering the transformation from α- to the high temperature stable β-phase takes place. However, the full densification of pure Si3N4 ceramics is difficult due to the low diffusion coefficients of Si and N2 [3]. This problem is solved by adding metal oxides like alumina (Al2O3) and yttria (Y2O3) as densification additives. These additives, which react with the silicon oxide (SiO2) present on the surface of the Si3N4 powders, promote liquid phase sintering. At the liquidus temperature of ~1,450 °C “solution reprecipitation” proceeds as shown below:
The α-grains dissolve in the liquid and precipitate on the initial β-grains, which grow in a preferred direction resulting in anisotropic grain growth. In silicon nitride, this elongated grain growth occurs only in the β-phase and it is impossible to create this process for the α-phase. After cooling down, the microstructure consists of elongated β-grains, giving rise to good strength and toughness but lower hardness. An additional amorphous glassy phase based on rare earth (RE) aluminosilicate glasses is located either around or in between the grains, which has been reported to improve the room temperature properties of Si3N4 ceramics [4]. However, at temperatures above glass transition, properties like creep and strength become limited, because of softening of the glassy phase.
One way of overcoming these limitations is to incorporate the additives within the silicon nitride structure, giving rise to the silicon aluminium oxynitride (SiAlON) class of materials. The bond strength of the (Al–O) bond is significant higher than that of the (Si–N) bond, thus SiAlON ceramics can possess better properties than Si3N4 ceramics, particularly hardness. There are two main phases of SiAlON, α- and β-SiAlON, which are isostructural with α- and β-Si3N4 [5]. In β-SiAlON–Si6−z Al z O z N8−z –z (Si–N) bonds are directly substituted by z (Al–O) bonds up to a solubility limit of z = 4.2. In α-SiAlON–Si12−(m+n)Al(m+n)O n N16−n –n (Si–N) bonds are replaced by n (Al–O) bonds and a simultaneous replacement of m (Si–N) bonds by m (Al–N) bonds takes place. However, this second substitution mechanism destroys electro-neutrality and therefore the lattice structure has to be stabilised by adding metallic (e.g. Ca2+ cations using CaCO3) and/or rare earth (RE) cations (e.g. samarium Sm3+ or ytterbium Yb3+ using the appropriate rare earth oxide RE2O3). The overall composition of stoichiometric α-SiAlON is thus M m/vSi12−(m+n)Al(m+n)O n N16−n , where M is the metallic or RE cation of valence, v. Since, in SiAlON ceramics the added oxides are incorporated into the crystal structure, it is possible to produce materials without the glassy grain-boundary phase which can result in improved high temperature properties. In addition, it has been shown that unlike silicon nitride, it is possible to promote elongated grain growth in the α-phase of SiAlON resulting in a combination of both high hardness and improved fracture toughness [6]. Oxidation resistance, chemical inertness, good thermal shock resistance and excellent mechanical properties even at high temperatures are the reasons for SiAlON being used in several engineering and high-tech applications. Typically, it is utilised in thermocouple protection tubes for nonferrous metal melting, degassing and injector tubes for nonferrous metals, metal feed tubes in aluminium die casting and welding and brazing fixtures and pins [7].
Due to the double substitution mechanism, the compositions and phase assemblage in α-SiAlON are more complex than the β counterpart. Compositions are commonly described by the use of the Jänecke prism, which describes the positions of α- and β-SiAlON in the in the Si–Al–RE oxide/nitride system [8]. The location and size of the single phase α-SiAlON region is dependent on the amount of aluminium and oxygen atoms incorporated into the lattice structure of Si3N4 and also on the type of stabilizing cation [9]. The properties of α-SiAlON are also dependent on the nature of the stabilising cation [10]. The aim of this article is to investigate the effects of different stabilising cations on the phase transformation of α-Si3N4 to α-SiAlON during sintering. The phase structure and properties of the resulting materials were studied as a function of sintering temperature, type and amount of stabilizing cations (RE or metallic cations) and the addition of extra liquid phase promoting additives to the starting composition.
Experimental
Single element doped α-SiAlONs
All compositions in this work were based on α-phase SiAlONs with m = n = 1 in the general formula M m/vSi12−(m+n)Al(m+n)O n N16−n , where v is the valence of the stabilizing cation. The stabilizing cations employed were a series of RE elements (Lu, Yb, Y, Dy, Gd, Eu and Sm) as well as metallic cations (Ca). Samples were produced by mixing appropriate amounts of Si3N4 (M11, H.C. Starck), AlN (Type E, Tokuyama Corporation, Japan), Al2O3 (AKP-15, Sumitomo Chemical Co., Ltd., Japan), and the appropriate RE oxide (Lu2O3, Yb2O3, Y2O3, Dy2O3, Gd2O3, Eu2O3 and Sm2O3, Metal Rare Earth Limited, China) in ethanol using polypropylene bottles and Si3N4 balls. The slurry was dried, and then passed through a 250 μm mesh. The powders were pressed uniaxially into cylindrical green bodies 12 mm in diameter and approximately 5 mm in height at a pressure of 50 MPa, followed by cold isostatic pressing (CIP) at 250 MPa pressure. The oxygen content of the nitride powders was taken into account when calculating the starting compositions.
Additional additive samples
In an attempt to study the development of in situ toughened microstructures within these materials, a series of samples were produced based on the same compositions but with the addition of extra additives to promote the elongated grain growth [11]. The extra liquid was added at 5 mol% and was based on a mono-silicate composition of the appropriate RE2O3 and SiO2 (#8000, <2 μm, Jinan Ha&Hua Industry, China) in a 1:1 ratio.
Codoped α-SiAlONs
Finally, an additional series of codoped (Ca + RE) samples was produced, where the cations were added on an equimolar basis (50:50) with the same m and n values (m = n = 1). The Ca was obtained by in situ decomposition of CaCO3 (AnalaR, >99.5%, BDH Chemicals Ltd, England), and the oxygen content of the nitride powders as well as the decomposition of CaCO3 were considered when calculating the starting compositions. The powder mixing and sintering conditions were as above.
Sintering and characterisation
Pressureless sintering was carried out in a nitrogen atmosphere of 1 atm in a graphite furnace with the samples located in a boron nitride crucible and protected by a powder bed of silicon nitride. Sintering was carried out at temperatures of 1,450, 1,550, 1,750 1,850 and 1,900 °C with a heating rate of 10 °C min−1 and a 2 h hold at temperature. Phase identification of the sintered pellets was carried out by X-ray diffractometry of polished cross sections from the centre of the samples using a Bruker D8 X-ray diffractometer with Cu K α radiation. The relative amounts of α-Si3N4, β-Si3N4 and SiAlON were calculated using the method of Gazzara and Messier [12]. This calculation was originally derived to determine the relative amounts of α- and β-Si3N4 during the transformation that occurs when α-Si3N4 based powders are sintered to form β-Si3N4 products. It therefore only considers the relative amounts of the two different Si3N4 phases and does not include the formation of SiAlON. Hence, the method was extended to a three compound system, including α/β-Si3N4 and the final SiAlON product. The extension was possible, since α-SiAlON diffraction peaks are simply shifted to smaller angles compared to the original α-Si3N4 peaks. Since the (hkl) values for the corresponding lattice planes are identical, it was assumed that the normalisation factor for each peak, L, used in the calculation is also the same. Microscopic examination of the sintered samples was carried out using a Philips XL30S FEG Environmental Scanning Electron Microscope (ESEM). Density was determined using the Archimedes method and Vickers hardness values (HV) were determined with a Micro Hardness Tester under a load of 300 gf.
Results and discussion
Single element doped α-SiAlONs
The results of phase formation in the single element sintered samples can be summarised in terms of the size of the RE cations employed in this work. The following results are described for a group of larger cationic radius elements (Sm3+, Eu3+, Gd3+ and Dy3+) and smaller cationic radius elements (Y3+, Yb3+ and Lu3+).
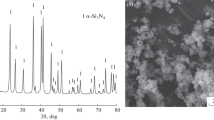
The phase transformation of α-Si3N4 to α-SiAlON was dependent on the sintering temperature and size of stabilizing RE cation. As an example of phase formation for the larger RE cations, Fig. 1 shows the XRD spectra of Gd α-SiAlONs at four different temperatures during sintering compared with the spectrum of the raw powder. All of the components of the powder blend were observed in the starting powders with the exception of Al2O3, whose amount was below the detection limit of the instrument. At 1,450 °C, the Gd2O3 peaks had already disappeared and a nitrogen rich intermediate phase was observed, identified as Gd2Si3O3N4. This phase belongs to the melilite group RE2Si3−x Al x O3+x N4−x with RE = Gd and x = 0. This result indicates that even at this low temperature the RE oxide had dissolved and the gadolinium cations were incorporated into the intermediate phase. In addition, small amounts of Gd-SiAlON were also present at this temperature (compare also Fig. 2). The presence of the melilite phase is in accordance with results described by Shen et al. [13]. Since, the relative intensities of AlN were quite consistent until 1,550 °C, it is assumed that the Al incorporated in Gd-SiAlON mainly derives from Al2O3. At 1,450 °C, the amount of α-Si3N4 decreased, i.e. it had dissolved in the liquid, thus providing Si and N2. The amount of β-Si3N4 changed only slightly (compare Fig. 2). The intensity of the AlN peaks decreased considerably at 1,750 °C and the intermediate phase was no longer observed. This suggests that both the AlN as well as the intermediate phase mainly dissolved between 1,550 and 1,750 °C resulting in an increase in the amount of SiAlON formed. At 1,850 °C, the sample is predominantly α-SiAlON with small amounts of α and β-Si3N4.

XRD spectra of 100% Gd stabilised samples at four different temperatures during sintering. The amount of Al2O3 added to the starting powder is too small to identify the peaks in the XRD patterns. For a clearer illustration, Gd-SiAlON peaks are identified in the 1,550 °C pattern

Relative weight percentages (wt%) of α/β-Si3N4 and α-SiAlON during sintering calculated by the method of Gazzara and Messier for Gd-doped samples. The other components (AlN, Al2O3, Gd2O3 and Gd2Si3O3N4) were not considered in this calculation
Figure 2 shows the relative change of α/β-Si3N4 compared to α-SiAlON. For clarification the percentage of these three compounds at each sintering temperature are shown in Table 1. Obviously, the increase in α-SiAlON mainly derives from the dissolution of α-Si3N4 within this three compound system. The dissolution of β-Si3N4 primarily takes place at temperatures above 1,550 °C. Figure 3 shows a backscattered SEM image of the 100% Gd-doped sample at 1,450 °C. Brighter areas in the images correspond to elements with higher atomic numbers. Thus, it is assumed that the wide range of white points in Fig. 3a belong to the intermediate phase Gd2Si3O3N4. According to the EDS spectrum in Fig. 3b, taken from the lighter area, this region is rich in Gd, whilst the darker area shows only small peaks for this RE element (Fig. 3c). The intensities of oxygen and nitrogen are also higher for the lighter area which is in accordance with the empirical formula of the intermediate phase. The Pt observed in both EDS spectra arises from the coating process prior to SEM analysis. Figure 4 shows an SEM image of the Gd-doped sample at 1,750 °C. At this temperature, the intermediate phase was no longer observed and the SEM image is more uniform in terms of apparent phase distribution. Results for Sm, Eu and Dy doped samples showed the same tendency as Gd, with an intermediate phase belonging to the melilite group being observed in all cases with the empirical formula M2Si3O3N4 where M = Sm, Eu and Dy, respectively.

SEM images and EDS analysis of Gd-doped sample at 1,450 °C. Spectrum in b is taken from the lighter area and spectrum in c darker area

SEM image of Gd-doped sample at 1,750 °C
In contrast to larger RE cations, the incorporation of smaller RE cations led to the formation of different intermediate phases. As with the Gd system, the RE oxide had already dissolved by 1,450 °C, but instead of the melilite phase, an oxygen rich intermediate phase was observed at this temperature. Figure 5 shows the XRD spectra of Yb-doped samples at the same four sintering temperatures. The intermediate phase was identified mainly as Yb3Al5O12 with smaller amounts of Yb4Al2O9 which are the ytterbium equivalents of YAG (Y3Al5O12) and YAM (Y4Al2O9). Thus, it is assumed that the reaction mechanism for Yb is the same as described by Hwang and Chen for yttrium-stabilised SiAlONs [14]. The first step in this mechanism is the reaction of Y2O3 with SiO2 and Al2O3. The latter oxides are always present on the Si3N4 and AlN starting nitride powders, and react on the surface of those materials at the eutectic temperature. This leads to a co-existing oxide liquid phase (Si,Al,Y) x O y and YAG which is formed by precipitation of the oxides since the amount of SiO2 is small. This initial precipitation step is followed by the dissolution of AlN. During this second step, a nitrogen rich (Si,Al,Y) x (O,N) y oxynitride liquid is formed. In the final third step, Si3N4 is dissolved, the liquid phase becomes supersaturated and Y-α-SiAlON particles precipitate through a reprecipitation process [14].

XRD spectra of Yb-doped samples at four different temperatures during sintering and the raw powder
In addition to the different intermediate phases there are also noticeable differences between the Gd (larger cations) and Yb (smaller cations) systems in terms of the amount of SiAlON formed at a given temperature. The relative peak intensities of Yb-SiAlON at 1,450 °C are greater than for Gd-SiAlON. This can be explained by the fact that AlN had already started to dissolve below 1,450 °C, which is indicated by decreased relative peak intensities for this compound. According to Hwang and Chen, AlN should dissolve between 1,420 and 1,550 °C [14]. Furthermore, this partially explains the presence of the oxygen rich phase, where the Al is part of the Yb intermediate phase (YAM or YAG), whilst it plays no role in the melilite phase observed in the Gd system. The Yb intermediate phases were no longer present at 1,550 °C and the amount of SiAlON formed at this temperature increased significantly. Between 1,550 and 1,850 °C further dissolution of α/β-Si3N4 takes place as the amount of the SiAlON phase increases. The changing amounts of α/β-Si3N4 and α-SiAlON were again calculated using the extended method of Gazzara and Messier, and the results are shown in Fig. 6. The amount of Yb-SiAlON was approximately 25 wt% at 1,450 °C, whilst for the Gd system the corresponding temperature resulted in only around 16 wt% Gd-SiAlON (see dotted lines in Fig. 6). This emphasises the earlier dissolution of AlN in this system. The final amount of Yb-SiAlON at 1,850 °C was around 86 wt%, which was similar to the Gd system. Thus, an influence of RE size on the amount of SiAlON created at the final sintering temperature cannot be determined.

Relative weight percentages (wt%) of α/β-Si3N4 and α-SiAlON during sintering calculated by the method of Gazzara and Messier for Yb-doped samples. The dotted lines correspond to Gd-doped samples at the same temperatures
In summary, it can be said that dissolution of AlN and of the intermediate phases takes place at lower temperatures in the Yb system compared to the Gd system, and the amount of SiAlON created during sintering at temperatures below 1,750 °C was higher for smaller RE cations. Figure 7 shows an SEM images of the Yb-doped sample at 1,450 °C. Since, the amount of Yb-SiAlON was higher than that of Gd-SiAlON at 1,450 °C the intensities of the elements associated with the Yb intermediate phases were not as high as was observed for the melilite phase. EDS analysis shown in Fig. 7b and c taken from the light and dark areas, respectively, confirms that the brighter areas have higher Yb, Al and O contents, consistent with being associated with Yb3Al5O12 and/or Yb4Al2O9. Figure 8 shows an SEM image of a Yb-doped sample at 1,550 °C. As mentioned above, the Yb intermediate phases were no longer present at this temperature and the amount of SiAlON increased. Therefore, the SEM images were more uniform at this temperature whereas such uniformity did not occur in the Gd system until 1,750 °C (compare Fig. 4). Results for Y doping showed the same tendency as Yb, with YAG and YAM intermediate phases observed. For Lu-doped samples, an intermediate phase similar to YAM with the formula Lu4Al2O9 was observed.

SEM images and EDS analysis of Yb-doped sample at 1,450 °C. Spectrum in b is taken from lighter region and spectrum in c is taken from darker region

SEM image of Yb-doped sample at 1,550 °C
In summary, when stabilising the α-SiAlON phase with RE elements, smaller RE cations appeared to promote SiAlON formation at lower temperatures, and the presence of oxide rich intermediate phases. In contrast, larger cations resulted in nitrogen rich intermediate phases and the SiAlON formation was not observed until higher temperatures. This is consistent with the idea of a greater stability of the α-phase with decreasing cation size as suggested by Shen and Nygren [15]. Other parameters which are influenced by the choice of stabilizing RE cation are the viscosity and the glass transition temperature T g of the liquid phase formed during sintering and the resultant glassy grain-boundary phase. The work of Ramesh et al. [16] showed that viscosities and glass transition temperature of Ln–Si–Al–O–N glasses increase with decreasing ionic radius of stabilizing RE cations. With smaller RE cations, the higher liquid viscosity may be expected to restrict the solution-reprecipitation process and perhaps hinder the formation of SiAlON. However, this was not observed in the current work, where more SiAlON was observed at lower temperatures when using smaller RE cations. However, viscosity is not only affected by cation size, but also by nitrogen content in the liquid. Hampshire et al. [17] showed that the viscosity of Y- and RE Si–Al–O–N glasses increased with increasing nitrogen content. Nitrogen containing phases were always observed when using the larger cations in the current work, whereas they were not seen with smaller REs. Therefore, the viscosity of liquids formed with the larger REs may well have been higher and this could be responsible for the lower amount of SiAlON observed when compared with smaller RE systems at the same temperature.
In addition to using RE elements, it is also possible to stabilise the α-SiAlON phase with metallic cations. Special interest is focused on the Ca-SiAlON system because it has several advantages compared with other α-SiAlON systems. According to Mandal and Hoffmann [18], Ca-doped systems can incorporate the largest amount of stabilizing cations, i.e. cation solubility is very high and it is even possible to accommodate the largest RE cation La into the lattice structure when codoping with Ca. Another advantage is the cheaper cost of the Ca source, typically from calcium carbonate, CaCO3. It has also been shown that reverse α → β phase transformation does not occur during annealing of Ca-α-SiAlON ceramics at intermediate temperatures >1,450 °C which suggests good thermal stability of these materials [19]. According to van Rutten et al. [20], an additional advantage of Ca-α-SiAlONs over RE stabilised SiAlONs is liquid phase formation at a lower temperature, due to a lower eutectic temperature, which leads to the possibility of reducing the overall processing temperature. Figure 9 shows the XRD spectra of SiAlON samples doped with Ca at the four different temperatures during sintering and of the raw powder. In contrast to the RE systems discussed previously, in the calcium system there is no intermediate phase at 1,450 °C. Van Rutten et al. [20] identified gehlenite, with the general formula Ca2Al2−x Si1+x O7−x N x as a possible crystalline intermediate phase. According to these authors, this compound can be observed at 1,300 °C and is detectable up to 1,600 °C. This could not be seen in the current work, however, the amount may be quite small and close to the detection limit. However, since liquid phase formation occurs at lower temperatures for the Ca stabilised SiAlON systems it is possible that the intermediate phase had already dissolved at this temperature. Peaks for Ca-SiAlON were already quite dominant at 1,450 °C, i.e. the dissolution of additives is already advanced, which may support this hypothesis. Figure 10 shows the results for calculations based on the extended method of Gazzara and Messier. The relative weight percentage of Ca-SiAlON within the three compound system α/β-Si3N4 and Ca-SiAlON was about 40 wt% at 1,450 °C compared to 16 and 25% for the Gd and Yb systems, respectively. This can be explained by the higher cation solubility of Ca-doped SiAlON systems. The intensities of AlN peaks decreased significantly at 1,450 °C (compare Fig. 9) and therefore the amount of SiAlON increased. Furthermore, the relative amount of β-Si3N4 at 1,450 °C was much lower than for the RE-doped systems. The replacement of RE cations with calcium cations leads to a higher cation solubility, and this increases the amount of SiAlON formed at lower temperatures. Figure 11 shows an SEM image of a Ca-doped sample at 1,450 °C which appeared uniform in contrast although, since the atomic number of calcium is lower than the REs, it is not as easy to identify element distribution by appearance in this system. The EDS spectrum in Fig. 11b shows the presence of all elements expected from Ca-SiAlON. Furthermore, the oxygen peaks are quite small, thus the spectrum is thought not to correspond to the gehlenite intermediate phase, which is oxygen rich. An SEM image of the sample sintered at 1,850 °C is shown in Fig. 12. Compared with SEM images of the RE-doped systems, this sample appeared very porous. The EDS spectrum (Fig. 12b) indicated the presence of very high C levels in the pores, assumed to come from the diamond polishing media. With the exception of this C difference, however, the spectra appeared very similar to the one shown at 1,450 °C in Fig. 11.

XRD spectra of Ca-doped samples during sintering and of the raw powder

Relative weight percentages (wt%) of α/β-Si3N4 and α-SiAlON during sintering for Ca samples calculated by the method of Gazzara and Messier

SEM images and EDS analysis of Ca-doped sample at 1,450 °C

SEM images of Ca-doped sample at 1,850 °C
Additional additive samples
The addition of RE oxides to the starting powders serves several purposes. One, of course, is to provide the cations necessary to balance the charge discrepancy caused by the simultaneous incorporation of aluminium and oxygen atoms into the Si3N4 structure. On the other hand, during sintering these RE oxides act as sintering additives and create a liquid phase with SiO2 and Al2O3. The liquid phase is important for two reasons. Densification is promoted due to the advanced particle rearrangement and the solution-reprecipitation process. The presence of a liquid phase also controls nucleation and favours the growth of elongated grains [13]. Stoichiometric α-SiAlON ceramics incorporate the added sintering aids completely into their microstructure, and transient liquid phase sintering occurs with no glassy grain-boundary phase remaining after sintering [14]. However, in situ toughened microstructures have been shown to be promoted by mechanisms which help to control the nucleation, such as seeding [6], high heating rates [13] or by the presence of an extra volume of liquid above that required for transient liquid phase sintering of stoichiometric compositions [21]. This extra liquid promotes grain growth and has a large influence on the mechanical properties, with increases in fracture strength and toughness close to 100% being reported [11]. In this work, the main focus is on the effect of the extra liquid phase on the densification of the SiAlON samples. Whilst densification of the investigated samples and elongated grain growth can be improved, the extra liquid will result in the presence of secondary phases either between or around the grains [22], which leads to increased toughness but can limit high temperature applications.
The influence of adding extra liquid on the SiAlON formation will be discussed using the Gd system. The XRD pattern for the starting powder with extra liquid (with a mono-silicate composition) showed a slightly higher relative intensity of Gd2O3 and also slightly higher intensities for the melilite intermediate phase at 1,450 and 1,550 °C. The main difference in the XRD patterns occurred at higher temperatures. Figure 13 shows XRD patterns for the Gd-doped samples at 1,750 °C both with and without extra liquid forming additives. The intensities for Gd-SiAlON in the additional mono-silicate system were much higher than for the stoichiometric composition and the SiAlON peaks were sharper. Calculations based on the extended method of Gazzara and Messier emphasise this difference. Figure 14 shows a comparison between the results of the calculations for no liquid and mono-silicate liquid compositions. For powder, 1,450 and 1,550 °C the weight percentages of α/β-Si3N4 and α-SiAlON are approximately the same in both cases. At 1,750 °C, the amount of α-SiAlON increases significantly for the mono-silicate composition (see dotted line). According to Table 2, the SiAlON formation for Gd with the mono-silicate additive was essentially complete at 1,750 °C, i.e. the amount of SiAlON does not increase above this temperature. Instead, some dissolved α-Si3N4 transforms into β-Si3N4, which is shown by increasing weight percentage for this compound in Table 2 at 1,850 °C. Without the additional additives, the amount of SiAlON at 1,750 °C was much lower at around 64%, although at the highest temperature of 1,850 °C the total amounts were comparable. Adding additional amounts of Gd2O3 and SiO2 to the starting powder increases the amount of liquid phase above the eutectic temperature. In a higher volume of liquid phase more particles can dissolve at the lower (<1,750 °C) temperatures. This means the liquid gets supersaturated earlier and in turn this leads to a higher weight percentage for SiAlON at 1,750 °C.

XRD patterns at 1,750 °C for Gd no liquid and mono-silicate additions

Comparison of Gd no liquid and mono-silicate [(wt%) of α/β-Si3N4 and α-SiAlON]
The addition of extra liquid resulted in the same trends for both smaller and larger RE cation systems. Differences between these two types of system mentioned above are nevertheless still valid, i.e. larger stabilizing RE cations produce the nitrogen rich melilite intermediate phase, whilst for smaller RE systems the intermediate phase tends to be oxygen rich based on YAG and YAM.
Codoped α-SiAlONs
The ratio between calcium and RE cations added to the starting composition had a large influence on the density of sintered pellets. Figure 15 shows relative theoretical densities for the Gd system (representing larger RE cations) at five different sintering temperatures. In this figure, the % value represents the amount of RE dopant, which means that “0%” corresponds to a fully Ca-doped SiAlON, “100%” corresponds to a fully Gd-doped SiAlON and 50% corresponds to the equimolar codoped sample. It is obvious that density values increase with rising temperature and the maximum density was reached at 1,850 °C in all cases. This is in accordance with the fact that the viscosity of the liquid phase and the diffusion coefficient for particles in this liquid phase are temperature dependent. With rising temperature, the viscosity decreases and the diffusion coefficient increases. Both points favour the particle rearrangement and the solution-reprecipitation process during sintering. Samples doped with 100% RE cations had higher densities than the equimolar doped samples. Finally, samples with extra liquid show significantly higher densities than those without the additional additives, because of enhanced particle rearrangement and perhaps enhanced solution-precipitation. At 1,900 °C, the density values decreased again perhaps due to impingement caused by elongated grain growth. Smaller RE cations showed the same tendency as shown in Fig. 15. The highest density values were also reached at 1,850 °C. Table 3 shows density values for all RE elements used in this project at this temperature. The comparison of density values for samples sintered at 1,850 °C confirms that samples with the respective mono-silicate additions had higher densities than those without the extra liquid for all systems. Furthermore, 100% RE content increased the density, both for no liquid and mono-silicate added samples, compared to 50:50 codoped samples. A difference between larger and smaller cations was not obvious. Stabilisation of the lattice structure with Dy leads to the highest density for the extra liquid samples, whilst samples doped with Eu resulted in the lowest density value and there was no remarkable effect of the extra liquid in that system. The density data is plotted in Fig. 16 for the different RE systems in terms of increasing cation radius. In all cases, the density with the extra liquid additives was higher than the comparable system without extra liquid. With the exception of Eu, there was a trend of increasing density with increasing ionic radius, particularly for the samples with the extra liquid.

Percentage theoretical densities (%) in the Gd system for five different sintering temperatures

Percentage theoretical densities (%) for 100% no liquid and mono-silicate added samples, 1,850 °C, 2 h dwell time
Corresponding to the highest density values, Vickers hardness was measured for no liquid and mono-silicate added samples containing 100% RE cations and compared with a sample containing 100% calcium. In both cases—no liquid and samples with mono-silicate additions—the hardness increased with rising temperature and mono-silicate added samples showed higher hardness than the ones with no extra liquid. Furthermore, the Ca sample had the lowest hardness. Table 4 shows hardness values for selected RE cations at 1,850 °C. All of these results are in accordance with differences in density rather than intrinsic difference in hardness of the samples. However, the size of RE element has an influence on the intrinsic hardness. There is a tendency that smaller RE cations lead to higher hardness values than larger cations. According to Becher et al. [23], hardness values of Si–Al–RE-based oxynitride glasses increases with decreasing size of RE cations. The hardness values for Y and Lu stabilised samples were in both cases quite high. This was also demonstrated by the work of Jones et al. [8], who investigated Y and Lu stabilised SiAlON ceramics. Further work on the mechanical properties of these samples when fully dense is ongoing and will be reported at a later date.
Conclusions
The phase formation in single phase α-SiAlON ceramics based on Si3N4 starting powders has been investigated by studying the intermediate phases occurring during sintering and the effect of the stabilizing cation on the sintering temperature required for maximum SiAlON formation. The α-phase was stabilised either RE cations (Lu3+, Yb3+, Y3+, Dy3+, Gd3+, Eu3+ and Sm3+) either singly or codoped with Ca2+. Compositions that promote elongated grain growth were also studied through the addition of extra liquid phase forming additives.
It was found that for larger RE cations (Dy3+, Gd3+, Eu3+ and Sm3+) a nitrogen rich intermediate phase based on melilite occurred at temperatures around 1,450 °C and dissolved between 1,550 and 1,750 °C as the SiAlON formed. For smaller RE cations (Lu3+, Yb3+ and Y3+) oxygen rich intermediate phases similar to YAG and YAM occurred at 1,450 °C and dissolve between 1,450 and 1,550 °C. For larger RE cations, the dissolution of AlN mainly occurred at temperatures above 1,550 °C, whilst this process was taking place at temperatures below 1,450 °C for smaller RE cations. This is thought to be related to the fact that the intermediate phase for larger RE cations does not contain Al, whereas the oxide rich intermediate phases formed for smaller RE cations also contain Al. The amount of SiAlON created at temperatures below 1,750 °C was higher for smaller RE cations. No intermediate phase was observed for the Ca system at 1,450 °C and a larger amount of Ca-SiAlON was observed at low temperatures compared to the RE stabilised samples, due to the higher cation solubility in the calcium system. The addition of extra liquid forming additives (5 mol% mono-silicate composition) increased the amount of SiAlON created above the eutectic temperature of the liquid phase. The maximum amount of SiAlON created during sintering was the same for mono-silicate additions and the no extra liquid samples, but this maximum was reached at lower temperatures for the samples with the additional additives. The influence of adding extra liquid was similar for smaller and larger RE cations. Density values for all samples increased with rising temperature and reached their maximum at 1,850 °C. Samples with 100% RE content showed higher density compared to codoped (50% RE and 50% calcium) samples. Hardness values for all samples increased with rising temperature reflecting the improved density. The addition of extra liquid led to higher hardness values and the 100% calcium doped sample showed the lowest hardness. Hardness increased with decreasing the size of RE cations.
References
Wachtmann JB (1996) Mechanical properties of ceramics. Wiley, New York
Chen IW, Shuba RA, Zenotchkine MY (2003) Key Eng Mater 237:65
Bocanegra-Bernal MH, Matovic B (2005) Mater Sci Eng A 500:130
Rosenflanz A (2003) Key Eng Mater 237:11
Chiang YM, Birnie D, Kingery WD (1997) Physical ceramics: principles for ceramic science and engineering. Wiley, New York
Chen IW, Rosenflanz A (1997) Nature 389:701
SiAlON database (2009) Accuratus Corporation, Phillipsburg. http://www.accuratus.com/sialon.html. Accessed 1 February 2009
Jones MI, Hyuga H, Hirao K, Yamauchi Y (2003) J Eur Ceram Soc 24:3271
Rosenflanz A, Chen IW (1999) J Eur Ceram Soc 19:2325
Ekström T, Nygren M (1992) J Am Ceram Soc 2:259
Jones MI, Hyuga H, Hirao K, Yamauchi Y (2004) J Am Ceram Soc 4:710
Gazzara CP, Messier DR (1977) J Am Ceram Soc 9:777
Shen Z, Peng H, Nygren M (2002) J Mater Res 2:336
Hwang SL, Chen IW (1994) J Am Ceram Soc 77:165
Shen Z, Nygren M (1997) J Eur Ceram Soc 17:1639
Ramesh R, Nestor E, Pomeroy MJ, Hampshire S (1997) J Eur Ceram Soc 17:1933
Hampshire S, Pomeroy MJ (2004) J Non-Cryst Solids 344:1
Mandal H, Hoffmann MJ (1999) J Am Ceram Soc 1:229
Mandal H, Thompson DP (1999) J Eur Ceram Soc 19:543
van Rutten JWT, Hintzen HT, Metselaar R (1996) J Eur Ceram Soc 16:995
Kuruma S, Herrmann M, Mandal H (2002) J Eur Ceram Soc 22:109
Hoffmann MJ, Holzer S (2003) Key Eng Mater 237:141
Becher PF, Waters SB, Westmoreland CG, Riester L (2002) J Am Ceram Soc 4:897
Acknowledgements
This work was carried out whilst undertaking a research fellowship at the Department of Chemical & Materials Engineering, University of Auckland, New Zealand. One of the authors (K. Kugler) would like to acknowledge the Department for funding of this project. Special thanks to Catherine Hobbis for support in taking SEM images and to Steve Strover and Dr Alec Asadov for their technical assistance.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Kugler, K., Ravlich, I. & Jones, M.I. Effects of amount and type of cation species on the phase formation of single and codoped α-SiAlONs. J Mater Sci 47, 1205–1216 (2012). https://doi.org/10.1007/s10853-011-5681-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-011-5681-7