
Abstract
Several challenges still exist in the fabrication of silicon carbide (SiC) ceramic components associated with using multiple step processes and sintering at high temperature which result in long lead times. This challenge is being addressed by exploring an emerging sintering technology called field assisted sintering technology (FAST), also known as spark plasma sintering. The objective of this study is to sinter SiC to near theoretical density using the FAST technique and study the effect of using extreme heating rates during sintering. All samples were sintered under identical temperature and pressure of 2000 °C and 45 MPa. Resulting samples were characterized for density, microhardness, grain size, and microstructure evolution. The results showed that density decreased slightly and grain size increased as heating rate was varied from 50 to 400 °C/min.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Recently, there has been much interest in sintering silicon carbide (SiC) because it is a light weight and structurally robust material that is resistant to high temperature and chemical reactivity [1–4]. SiC is also the fourth hardest material behind diamond, cubic boron nitride, and boron carbide [5]. This makes SiC ideal for many high-temperature structural applications. However, sintering SiC to near theoretical density is difficult due to its low sinterability. The low sinterability is a result of the very strong covalent bonding between silicon and carbon atoms in the lattice as well as a low self diffusion rate [6]. This makes SiC an ideal candidate for a relatively new, emerging sintering technique called field assisted sintering technique (FAST), also known in literature as spark plasma sintering (SPS) and pulse electric current sintering (PECS).
The FAST technique has gained much interest in the last several decades due to the fact that it allows for rapid densification of metallic and ceramic powders [7–12]. Bennet et al. [13] observed enhanced densification of alumina by gas discharge sintering in 1968. At that time there was little interest in the process, and over the next few decades there were only a few publications relating to sintering with the presence of an electric field. The SPS process, that is well known today, reemerged in Japan in the 1990s [7]. Since then, the process has gained wide spread interest and consideration as an alternative to conventional sintering techniques. The FAST sintering technique utilizes a graphite die filled with powder which is uniaxially pressed using hydraulics, while simultaneously passing high-density DC current through the die and powder. This heating effect is known as resistive or joule heating which allows the FAST technique to utilize shorter heating cycles when compared to conventional sintering techniques.
The FAST technique has been used to sinter many ceramics such as ZrO2, Al2O3, Ba2TiO3, and several others [14–16]. In many cases, FAST sintering has been characterized by rapid densification to high theoretical density in much shorter times when compared to conventional sintering methods [14–16]. This has attracted much interest from ceramists over the last few decades. The FAST technique has also interested many ceramists because the process uses faster heating rates which allow for shorter overall sintering time and a presumed reduction in grain size [14–17]. Recently, You Zhou et al. [7] demonstrated that for a SiC system containing 2.04 wt% Al4C3 and 0.4 wt% B4C additives sintered using the FAST technique resulted in an increase in grain size as the heating rate was increased from 100 to 400 °C/min. Al4C3 and B4C are assisting the densification through liquid phase sintering mechanisms which are dominated by the solution-reprecipitation phenomenon. Researchers have investigated other liquid phase sintering additives such as Al2O3, AlN, and Y2O3 [18, 19]. Liquid phase additives are used to lower the sintering temperature of SiC. This study is completely different in that solid state sintering is being utilized to densify SiC.
This study utilized the FAST sintering technique to consolidate a sub-micron size SiC powder with boron and carbon additives to densities greater than 99% in a relatively short time. Sintering SiC in the presence of B–C additives is considered to be a solid state sintering process [20, 21]. The objective of this study is to sinter SiC to near-theoretical density using the FAST technique and study the effect of using extreme heating rates during sintering. The study concentrates on the effect that heating rate has on density, grain size, and microstructure evolution.
Experimental procedure
The submicron SiC powder was supplied by Saint-Gobain Corporation. The powder product number was SiC FCP15RTP which contains a proprietary blend of resin (C) and boron carbide (B4C). Therefore, no powder processing was required which expedited the sintering process. As previously mentioned, the SiC powder contains B–C additives which have been shown to aid the solid state sintering of SiC powders [6, 7, 20–24]. The average particle size was 0.9 μm which was confirmed using particle size analysis (Malvern Instruments Zetasizer) and SEM (Leo 1530 Field Emission Scanning Electron Microscope) equipment. Figure 1 shows an SEM image of the as-received SiC FCP15 RTP powder. Figure 2 shows the particle size distribution of the as-received SiC FCP15 RTP powder determined using a light scattering technique.

An FESEM image of the as-received SiC FCP15 RTP powder

The reflected light intensity of the powder dispersed in water recorded using Malvern Instruments Zetasizer. The resulting intensity curve was then processed to determine the average particle size which was determined to be 0.9 μm
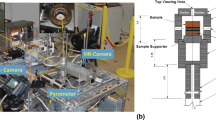
The as-received powders were put into a graphite die 40 mm in diameter and sintered using a FCT Systeme GmbH, Spark Plasma Sintering Furnace (FCT HPD25-2). Sintering was performed at 2000 °C under a pressure of 45 MPa and held for 5 min under vacuum. The heating rate was varied from 50 to 400 °C/min. Resistive heating, also known as joule heating took place within the die and powder when continuous DC current was applied. This direct heating method differs from most conventional sintering systems which utilize convection heating. The FAST heating process is automated and the temperature is monitored by a pyrometer focusing on a hole in the top graphite piston 3 mm from the SiC sample. A schematic and photograph of the FAST system used in this study is shown in Fig. 3. This setup has been shown to have better temperature control and smaller temperature gradients when compared to focusing the pyrometer on the outside surface of the die [25]. The computer interface monitors the temperature and heating rate on a continuous loop and adjusts the current accordingly. After the heating and holding cycle, the current is automatically switched off and the system is allowed to cool as quickly as possible.

A schematic and picture of the FAST system utilized in this study
The automated process also monitors the linear shrinkage or the shrinkage in the axial direction. The linear shrinkage behavior of the sample gives insight into the densification behavior of the material. The sintered samples were then cut, polished, and etched. The samples were etched using a CF4 and O2 plasma.
The bulk densities of the samples were calculated using the well-known Archimedes’ method. Microhardness measurements were taken using a LECO M-400-G1 hardness tester unit with a Vickers hardness indenter. A 500-g load and a hold time of 15 s were used during microhardness testing of all sintered SiC samples. The microstructure, porosity size, porosity distribution, and grain size were analyzed using a Leo 1530 Field Emission Scanning Electron Microscope. The FE-SEM is a fully software controlled high-resolution SEM with an in-lens detector. The grain size was determined from the resulting SEM micrographs using the intercept method.
Results and discussion
All the results from this study are summarized in Table 1. All specimens were densified to greater than 98% at 2000 °C under a pressure of 45 MPa. In the case of the highest heating rate studied (400 °C/min) the entire processing time was less than 20 min. In the case of the lowest heating rate studied (50 °C/min) the entire processing time was less than 60 min.
Figure 4 shows graphically the relationship between heating rate and density. In Fig. 4, the density decreases consistently as heating rate increases from 50 to 400 °C/min. It was difficult to determine if this was a result of the faster heating rate contributing to a possible pore-trapping effect, or if the lower density was just a result of the inherently shorter sintering times associated with a faster heating rate. The linear shrinkage graphs indicate that densification of SiC begins around 1300 °C. Therefore, a sample sintered at 50 °C/min spends 14 min heating from 1300 to 2000 °C; conversely a sample sintered at 400 °C/min spends only 1 min and 45 s heating from 1300 to 2000 °C. These trends are shown graphically in Fig. 5, where the shrinkage and temperature are plotted with respect to run time for samples sintered at 50 and 400 °C/min. Figure 5 also shows that the entire processing time for the sample heated at 50 °C/min is less than 60 min, and the process time for the sample heated at 400 °C/min is less than 30 min.

A chart showing the relationship between heating rate and density

A chart showing shrinkage and temperature as a function of time for samples sintered at 50 and 400 °C/min. The chart shows that the sample sintered at 400 °C/min spent under 2 min heating from 1300 to 2000 °C. The sample sintered at 50 °C/min spent 14 min heating from 1300 to 2000 °C
The results shown in Fig. 6 describe the change in grain size as a function of increasing heating rate. Figure 6 shows the relationship between heating rate and grain size while all other processing parameters were held constant. The starting powder size is designated by the arrow in the figure. The error bars represent the standard deviation of the measured data set for each sample. The grain size was measured three times in different directions across the micrographs. The graph shows a significant decrease in grain size as the heating rate was increased. This result is consistent with several studies on other ceramic materials [14, 17]. However, it contradicts the results found in the study by You Zhou et al. [7]. They hypothesized that the increase in grain size with increasing heating rate could be contributed to higher localized heating or a higher applied power. In their study they use a SiC powder with Al–B–C additives, which form a liquid phase on the grain boundaries. The mass transfer mechanisms involved in liquid phase sintering are often dominated by a solution–reprecipitation phenomenon [26]. This study utilized B–C additives which are known to help facilitate mass transfer through solid-state sintering mechanisms (mainly grain boundary diffusion).[20, 21] Therefore, it seems that the higher heating rates may affect grain growth differently based on which sintering mechanism is dominant, liquid-phase sintering (solution–reprecipitation) or solid-state sintering (grain boundary diffusion).

A chart showing the relationship between heating rate and grain size
The smaller grain size associated with a faster heating rate is most likely a result of shorter processing time, i.e., shorter time spent at elevated temperatures. The plot in Fig. 6 indicates that it is possible to minimize grain growth by reaching the target sintering temperature more quickly and then abruptly stopping the process after densification is complete. However, it should be noted that the decrease in grain size was non-linear as heating rate was increased. Therefore, it can be expected that increasing the heating rate further will result in a minimal reduction in grain size.
Figures 7 and 8 show SEM micrographs of SiC samples sintered by the FAST technique and etched by plasma etching with CF4 and 10% O2 gas. Figure 7 shows an FE-SEM micrograph of Sample #1 sintered at 2000 °C under a pressure of 45 MPa for 5 min and heated at a rate of 50 °C/min, and the corresponding density was 99.6% which was determined using Archimedes’ Method. Figure 8 shows an FE-SEM micrograph of sample #5 sintered at 2000 °C under a pressure of 45 MPa for 5 min and heated at a rate of 400 °C/min, and the corresponding density was 98.3% which was also determined using the Archimedes’ Method. The micrographs in Figs. 7 and 8 show consistent results for density and grain size.

An FE-SEM micrograph of sample #17 sintered at 2000 °C under a pressure of 45 MPa for 5 min and heated at a rate of 50 °C/min, density = 99.6%

An FE-SEM micrograph of sample #21 sintered at 2000 °C under a pressure of 45 MPa for 5 min and heated at a rate of 400 °C/min, density = 98.3%
Conclusions
This study showed that SiC can be sintered without oxide additives at substantially lower temperature when compared to conventional sintering. Conventional sintering of SiC without oxide additives usually takes place above 2100 °C and a typical cycle for the sintering of SiC by a conventional method can take more than 8 h. 8 h does not include any preprocessing or cool down time which is commonly used for most conventional techniques. This study showed that using the FAST technique and heating at 400 °C/min from room temperature to 2000 °C and holding for 5 min would result in an entire processing time including cooling of less than 30 min. The density for this particular sample was 98.3%.
This study showed that grain growth could be minimized using higher heating rates when sintering SiC with B–C additives using the FAST technique. The results also showed that density decreased linearly as heating rate was increased. The decrease in grain size as heating rate was increased could be attributed to the significant decrease in time spent at elevated temperatures. The decrease in density could be a result of the inherently shorter processing time associated with higher heating rates, or it could be a result of rapid densification and a pore-trapping effect.
References
Vassen R, Kaiser A, Forster J, Buchkremer HP, Stover D (1996) J Mater Sci 31:3623. doi:10.1007/BF00352770
Hotta M, Hojo J (2010) J Eur Ceram Soc 30:2117
Wan JL, Duan RG, Mukherjee AK (2005) Scripta Mater 53:663
Zhang ZH, Wang FC, Luo J, Lee SK, Wang L (2010) Mater Sci Eng A 527:2099
Shinoda Y, Nagano T, Gu H, Wakai F (1999) J Am Ceram Soc 82:2916
Zhou Y, Tanaka H, Otani S, Bando Y (1999) J Am Ceram Soc 82:1959
You Zhou KH, Toriyama M, Tanaka H (2000) J Am Ceram Soc 83:654
Hayun S, Kalabukhov S, Ezersky V, Dariel MP, Frage N (2010) Ceram Int 36:451
He XL, Ye F, Zhou ZQ, Zhang HJ (2010) J Alloys Compd 496:413
Inam F, Yan HX, Jayaseelan DD, Peijs T, Reece MJ (2010) J Eur Ceram Soc 30:153
Licheri R, Orru R, Musa C, Cao G (2008) Mater Lett 62:432
Sciti D, Guicciardi S, Nygren M (2008) J Am Ceram Soc 91:1433
Bennett CEG, McKinnon NA, Williams LA (1968) Nature 217:1287
Yoshimura M, Ohji T, Sando M, Niihara K (1998) J Mater Sci Lett 17:1389
Gao L, Shen Z, Miyamoto H, Nygren M (1999) J Am Ceram Soc 82:1061
Takeuchi T, Tabuchi M, Kageyama H, Suyama Y (1999) J Am Ceram Soc 82:939
Nishimura T, Mitomo M, Hirotsuru H, Kawahara M (1995) J Mater Sci Lett 14:1046
Hotta M, Hojo J (2009) J Ceram Soc Jpn 117:1009
Mulla MA, Krstic VD (1991) Am Ceram Soc Bull 70:439
Stobierski L, Gubernat A (2003) Ceram Int 29:355
Stobierski L, Gubernat A (2003) Ceram Int 29:287
Maitre A, Put AV, Laval JP, Valette S, Trolliard G (2008) J Eur Ceram Soc 28:1881
Shinoda Y, Yoshida M, Akatsu T, Wakai F (2004) J Am Ceram Soc 87:1525
Zhou Y, Hirao K, Toriyama M, Tanaka H (1999) J Mater Res 14:3363
Vanmeensel K, Laptev A, Hennicke J, Vleugels J, Van der Biest O (2005) Acta Mater 53:4379
Sigl LS, Kleebe HJ (1993) J Am Ceram Soc 76:773
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Gephart, S., Singh, J. & Kulkarni, A. Field assisted sintering of SiC using extreme heating rates. J Mater Sci 46, 3659–3663 (2011). https://doi.org/10.1007/s10853-011-5283-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-011-5283-4