
Abstract
An electrophoretic deposition process has been applied to produce unique carbon nanotube (CNT)/copper nanostructures on the carbon fiber surfaces. During the deposition process, ionized copper and positively charged CNTs are accelerated towards the carbon fiber under applied electric fields. An interconnected formicary-like network of nanotubes and nanoparticles is formed where copper nucleation and growth occurs predominantly at nanotube crossing and edge-contact locations. When embedded in a structural composite the CNT/copper structures create a highly conductive and strongly bonded network shown by significant enhancements in both electrical conductivity and interlaminar shear strength as compared to composites without the CNT/copper nanostructures.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Recently, there has been increased attention to the development of organic/metallic hybrid materials with an aim at tailoring their mechanical and electrical properties. Advances in producing nanoscale reinforcements, such as carbon nanotubes (CNTs), have enabled the creation of multi-scale hybrid composites where traditional micron-sized reinforcements are combined with nanotubes or nanoparticles [1–4]. By adding low volume fractions of CNTs to fiber-reinforced composites it has been shown that significant improvements in matrix-dominated mechanical properties can be achieved. Zhu et al. [5] achieved 45% increase in interlaminar shear strength of glass fiber woven composite with 0.015 wt% of CNTs. Qiu et al. [6] reported that the tensile strength was increased by 14% while Young’s modulus by 20% in glass fiber-reinforced composites with only 1% addition of CNTs. In addition, the shear strength and short-beam modulus were increased by 5 and 8%, respectively. Also, Grimmer and Dharan [7] achieved the improved high-cycle fatigue strength (60–250%) of glass/epoxy composites by adding 1.0 wt% of CNTs.
In addition to their well-known stiffness and strength, CNTs have also been utilized as conductive additives for enhancing electrical conductivity. The CNT-based epoxy composite showed very low percolation threshold [8] and the anisotropic electrical conductivity can be achieved by introducing CNTs into the fiber-reinforced composites [9]. The electrical properties also enable the development of in situ damage sensing functionality [10]. It has been demonstrated that CNTs are able to form electrically percolating networks at very low volume contents, but the overall improvements of electrical conductivities are limited due to the high electrical contact resistance between individual CNTs [11–13]. As a result, several researchers have tried to introduce copper (Cu) with CNTs to further enhance electrical conductivity [14, 15].
There are several techniques to fabricate CNT/metal hybrid composites. Conventional sintering methods have been widely adopted for CNT/metal composites [16, 17], but inhomogeneous dispersion and degradation of CNTs result from the mechanical mixing process and high sintering temperatures [17, 18]. Moreover, due to poor wetting characteristics of nanotubes, the interfacial bonding between CNTs and Cu is weak [19]. Cha et al. [14] introduced a molecular level mixing technique by functionalizing CNTs and fabricated well-dispersed CNT/Cu nanocomposites. However, this method is slow and not readily scalable for the development of composite structures based on CNT/Cu hybrids.
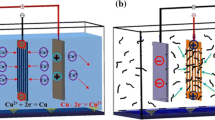
In this work, a simple but effective electrophoretic deposition (EPD) process has been utilized to produce CNT/Cu hybrid nanostructures. The EPD process is an approach that is readily scalable for producing large-scale nanostructures for composite applications [20, 21]. By applying an electric field between the electrodes, particles in a suspension move toward an anode or a cathode depending upon their electrical charges. Therefore, multiple materials can be deposited by obtaining a suitable suspension of functionalized organic materials and metal ions [22]. Here, positively functionalized CNTs by polyethyleneimine (PEI) treatment and Cu particles are simultaneously deposited by cathodic EPD process. Utilizing the simultaneous deposition, CNT/Cu hybrid nanostructures were constructed on the carbon fiber. The morphology of the CNT/Cu hybrids was examined by scanning electron microscope (SEM) and energy dispersive spectroscopy (EDS).
Furthermore, in order to investigate the influence of the CNT/Cu hybrid structure formation on the properties of laminated composites, a series of composites were manufactured using vacuum-assisted resin transfer molding (VARTM). For understanding the synergy of the various reinforcements, composites were produced from the baseline fabric in its as-received condition, fabric with only Cu particle deposition, and fabric with CNT/Cu hybrid structures. The composite laminates were then machined into test specimens for characterization. A key matrix-dominated mechanical property of fiber composites is the interlaminar shear strength. The shear strength of the composites was evaluated using the short-beam test and the DC electrical conductivities were measured in both in-plane and through-thickness directions.
Experimental
Surface treatment of CNTs
CNT surfaces were functionalized to achieve charged particles not only for the EPD process, but also for the improvement of the uniform deposition on a carbon woven fabric. In this study, CNTs were positively charged for the cathodic deposition process. A suspension of 1.0 wt% multi-walled CNTs (Hanwha Nanotech; CM95) and 0.05 wt% of PEI (Aldrich; Mw 25,000) was prepared in a distilled water medium. The PEI surfactant was used because it imparts a positive colloidal charge to CNTs in an aqueous suspension [23, 24]. Since the amine groups of PEI attached to CNTs receive proton ions in the suspension, the highly branched PEI can functionalize CNTs with a positive charge. Furthermore, the agglomeration of CNTs can be effectively suppressed due to the repulsive force between the charged CNTs, achieving a uniform dispersion.
Cathodic EPD process
For the cathodic EPD process, a woven fabric of carbon fibers and a copper plate were used as the cathode and anode, respectively. Under an applied electric field, positively charged CNTs are attracted to the cathode and are subsequently deposited on the surface of the carbon fabric. Meanwhile, during the nanotube migration, ionized copper (Cu2+) from the anode is also attracted to the carbon cathode. Nanotubes and copper particles are then deposited concurrently on the fabric. In this experiment, 80 × 80 mm of carbon fabrics (Mitsubishi; TR30) and a 0.3-mm-thick copper plate were connected to a power supply. The EPD process was carried out under a constant voltage of 30 V for 5 min, which was determined as an optimum process condition to give best surface morphology and material properties through several preliminary tests. After the EPD process, the carbon fabric was dried in an oven at 120 °C for 24 h and their hybrid nanoscale structures were examined by SEM and EDS.
Composite fabrication and characterization
For the fabrication of carbon fabric composite samples, 12 layers of the CNT/Cu deposited fabric were laminated and epoxy resin (Kukdo Chemicals; YD128) was injected by the VARTM process. The composites were cured at 120 °C for 2 h. Note that weight (and volume) fractions of CNTs and copper in the hybrid composite were measured as 0.6% (0.4%) and 3.0% (0.4%), respectively. The electrical conductivities of the carbon fabric composites were measured for 15 mm × 15 mm specimens using a Keithley 2100 multimeter in both in-plane and out-of-plane directions. Also, short-beam shear tests based on ASTM D2344 were carried out to measure the interlaminar shear strength of the composites.
Results and discussion
Figure 1 shows SEM images of the carbon fiber surfaces with and without particle deposition. Figure 1a shows a plain carbon fiber surface without any particle depositions. Cu particles deposited carbon fabric without CNTs can be seen in Fig. 1b. Due to the nature of cathodic EPD process, Cu ions from the copper anode plate were deposited onto the negatively charged carbon fabric cathode. This phenomenon can be easily identified by observing the corroded surface of the copper anode plate after EPD process. As observed in Fig. 1c, CNTs and copper particles were deposited at the same time and large-scale hybrid structures were observed. From the energy dispersive spectroscopy analysis of Fig. 1c, the composition of copper was determined to be approximately 42 wt%, showing considerable existence of nanosized copper particles. The amount of deposition can also be examined by observing the diameter of the carbon fibers. The measured average fiber diameters of a clean carbon fiber, a Cu deposited fiber, and a simultaneous CNT/Cu deposited fiber were 9.5, 9.6, and 10.6 μm, respectively, which confirms that the cathodic EPD process can enhance the deposition amount of CNTs and Cu particles effectively. Note that the diameters were measured at 20 locations from the SEM images and deviation was less than 5%. Figure 1d shows the formation of networks bridging the fibers within the bundle as well as the homogeneous deposition of CNTs and Cu particles on the carbon fabric surface. Therefore, the cathodic EPD process can achieve CNT/Cu networks over a large area in an efficient and scalable manner.

SEM images of carbon fiber surfaces: a clean carbon fiber, b only copper deposition, c simultaneous CNT/Cu deposition, and d low magnification image of c, showing the formation of interconnects between fibers in the bundle
As shown in Fig. 2, Cu particles grow predominantly at the crossover and edge-contact locations of CNTs, as indicated with arrows. Figure 3 shows schematic illustrations of CNT/Cu hybrid nanostructure by the cathodic EPD process. Since these areas provide heterogeneous nucleation sites with lower wetting angles for crystallization, it is favorable for deposition to occur as illustrated in Fig. 3a. As a consequence, the growth of Cu particles occurs preferentially at these sites and help to form mechanical and electrical connections between CNTs, as depicted in Fig. 3b. A three-dimensional formicary-like CNT/Cu hybrid structure then forms on the surface of the fiber, as illustrated in Fig. 3c. Note that the hybrid structure resembles the ant nest where small chambers (Cu nanoparticles) are connected by several tunnels (CNTs). Since the copper particles are able to tie with the deposited CNTs, the mechanical strength of the hybrid structure is expected to be enhanced. Furthermore, such Cu particles can also reduce the contact nanotube resistance between CNTs and provide better electrical conducting paths. Copper particles are also preferably deposited and grown at sites having the contact between carbon fiber and CNTs. Consequently, the electrical and mechanical performance of the carbon fiber composites may increase due to the CNT/Cu hybrid structure obtained from the EPD process.

SEM image of CNT/Cu hybrid nanostructure as indicated with arrows

Illustrations of CNT/Cu hybrid nanostructure. a Nucleation and growth of copper particles on carbon nanotubes. The wetting angle ϕ C at the crossing locations of carbon nanotubes is lower than ϕ F at the flat surface of CNT. Therefore, the growth of copper at position C is much more favorable than at the position F. Also the electrical path (dashed lines) is effectively improved by copper (solid line); b electrically linked carbon nanotubes. Additional electrical paths are formed by copper particles; and c three-dimensional structure on carbon fiber surface
Figure 4a shows the results of electrical conductivities of the CNT/Cu deposited carbon fabric composite. The electrical conductivity in the in-plane direction of the composites was improved by 50%. The in-plane electrical conductivity of carbon fiber composites is much higher than the electrical conductivity in the thickness direction. This large difference is because the in-plane electrical conductivity is dominated by the continuous carbon fibers. However, in the thickness direction of the composites, the highly resistive epoxy resin is arranged in series with carbon fibers, resulting substantially reduced electrical conductivity. For the case where only Cu particles are deposited, the electrical connections are insufficient to form new conducting pathways in the out-of-plane direction. Especially for the case of CNT/Cu hybrid structure embedded composites, however, the electrical conductivity in the thickness direction increased 2,000% as compared to the unmodified composites. The increase in electrical conductivity is due to the formation of electrically conductive networks of CNT/Cu hybrid structure within and between the carbon fabric layers.

a Electrical conductivity and b interlaminar shear strength of CNT/Cu embedded carbon/epoxy composites
To examine the influence of the CNT/Cu hybrid structures on matrix-dominated properties, the interlaminar shear strength was evaluated using the short-beam test method (ASTM D2344) and are shown in Fig. 4b. The composite sample with only Cu particles deposited decreased the interlaminar shear strength by 6% compared to the unmodified composites. This is likely due to weak interfacial bonding between Cu particles and carbon fibers resulting from poor wettability. Also, the roughness of only Cu deposited surface is too low to construct the mechanically interlocked structure. Once the CNT/Cu hybrid nanostructure was introduced, the interlaminar shear strength increased by 15% because the CNT/Cu nanostructure effectively prevents and delays the onset of crack propagation at the fiber/matrix interface. Figure 5 shows the fractured surfaces of the baseline, only Cu deposited, and CNT/Cu hybrid deposited samples, respectively. Figure 5a and b shows the relatively smooth surface, indicating that the carbon fibers were easily detached from the resin due to the low interfacial bonding. As shown in Fig. 5c, CNT/Cu hybrids are observed on the carbon fiber surface which confirms the strong interfacial bonding between the matrix resin and reinforcement.

SEM images of fractured surfaces: a clean carbon fiber, b only copper deposition, c simultaneous CNT/Cu deposition
Note that the only CNT deposition cannot be achieved in the cathodic EPD process with a bare copper anode plate. Due to the nature of cathodic process, the positive copper ions are produced from the anode under the electric field, and both positively charged CNTs and copper particles are simultaneously deposited on the substrate. However, the only CNT deposition can be carried out through the anodic EPD process where the negatively charged particles are able to deposit without copper oxidation. For this case, the electrical conductivities were measured as 13.5 and 0.007 S/cm for in-plane and out-of-plane directions, respectively, and the interlaminar shear strengths were 63.7 MPa which were much less than the CNT/Cu hybrid case (14.8 S/cm, 0.044 S/cm, and 72.4 MPa, respectively) [25].
Conclusions
A CNT/Cu hybrid structure has been developed by applying the cathodic EPD process whereby ionized copper and CNTs are simultaneously deposited on the carbon fiber surface. Since copper particles grow dominantly at the nanotube’ crossing sites and link the separated nanotubes, a mechanically strong and highly conductive formicary-like hybrid network is established. Utilizing the CNT/Cu hybrid nanostructures, carbon fiber composites were fabricated using VARTM process, and their electrical and mechanical properties showed remarkable enhancement resulting from the nanoscale hybridization.
References
Thostenson ET, Ren Z, Chou TW (2001) Compos Sci Technol 61:1899
Lia J, Luo R (2008) Composites Part A 39:1700
Bekyarova E, Thostenson ET, Yu A, Kim H, Gao J, Tang J, Hahn HT, Chou TW, Itkis ME, Haddon RC (2007) Langmuir 23:3970
Cho J, Boccaccini AR, Shaffer MSP (2009) J Mater Sci 44:1934. doi:10.1007/s10853-009-3262-9
Zhu J, Imam A, Crane R, Lozano K, Khabashesku VN, Barrera EV (2007) Compos Sci Technol 67:1509
Qiu J, Zhang C, Wang B, Liang R (2007) Nanotechnology 18:275708
Grimmer CS, Dharan CKH (2008) J Mater Sci 43:4487. doi:10.1007/s10853-008-2651-9
Sandler J, Shaffer MSP, Prasse T, Bauhofer W, Schulte K, Windle AH (1999) Polymer 40:5967
Gojny FH, Wichmann MHG, Fiedler B, Bauhofer W, Schulte K (2005) Composites Part A 36:1525
Thostenson ET, Chou TW (2006) Adv Mater 18:2837
Kuzumaki T, Ujiie O, Ichinose H, Ito K (2000) Adv Eng Mater 2:416
Lau KT, Hui D (2002) Carbon 40:1605
Li CY, Thostenson ET, Chou TW (2007) Appl Phys Lett 91:223114
Cha SI, Kim KT, Arshad SN, Mo CB, Hong SH (2005) Adv Mater 17:1377
Wang J, Chen G, Wang M, Chatrathi MP (2004) Analyst 129:512
Kuzumaki T, Miyazawa K, Ichinose H, Ito K (1998) J Mater Res 13:2445
Zhan GD, Kuntz JD, Wan J, Mukherjee AK (2002) Nat Mater 2:38
Kim KT, Eckert J, Menzel SB, Gemming T, Hong SH (2008) Appl Phys Lett 92:121901
Lee SB, Matsunaga K, Ikuhara Y, Lee SK (2007) Mater Sci Eng A 449–451:778
Besra L, Liu M (2007) Prog Mater Sci 52:1
Boccaccini AR, Cho J, Roether JA, Thomas BJC, Minay EJ, Shaffer MSP (2006) Carbon 44:3149
Park JK, Do IH, Askeland P, Drzal LT (2008) Compos Sci Technol 68:1734
Zhang G, Sun S, Yang D, Dodelet J, Sacher E (2008) Carbon 46:196
Silvain JF, Vincent C, Heintz JM, Chandra N (2009) Compos Sci Technol 69:2474
Lee SB, Choi O, Lee W, Yi JW, Kim BS, Byun JH, Yoon MK, Fong H, Thostenson ET, Chou TW (2010) Composites Part A doi:10.1016/j.compositesa.2010.10.016
Acknowledgements
This work was supported by the Korea Foundation for International Cooperation of Science & Technology (KICOS) through a Grant provided by the Korean Ministry of Education, Science & Technology (MEST) in 2007 (No. K20704000090) and also supported by the Principal Research Program in the Korea Institute of Materials Science (KIMS).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Lee, W., Lee, SB., Choi, O. et al. Formicary-like carbon nanotube/copper hybrid nanostructures for carbon fiber-reinforced composites by electrophoretic deposition. J Mater Sci 46, 2359–2364 (2011). https://doi.org/10.1007/s10853-010-5082-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-010-5082-3