
Abstract
Syntactic foams are finding new applications where their thermal stability and high temperature response are important. Therefore, the high temperature response of these advanced composites needs to be characterized and correlated with various material parameters. The present study is aimed at evaluating the effect of microballoon (hollow particle) volume fraction (Φ) and wall thickness (w) on thermoanalytical characteristics of epoxy matrix syntactic foams containing glass microballoons. These composites are characterized to determine the glass transition temperature (Tg), the weight loss, and the char yield. It is observed that Tg decreases and the char yield increases due to the presence of microballoons in the resin. The Tg is increased with an increase in Φ but is not significantly affected by w. The thermal stability is increased by increasing w and is relatively less sensitive to Φ. Understanding the relations between thermal properties of syntactic foams, the microballoon wall thickness, and microballoon volume fraction will help in developing syntactic foams optimized for mechanical as well as thermal characteristics. Due to the increased interest in functionally graded syntactic foams containing a gradient in microballoon volume fraction or wall thickness, the results of the present study are helpful in better tailoring these materials for given applications.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Syntactic foams are low density composite materials synthesized by dispersing hollow particles, called microballoons, in a matrix material. The concept of syntactic foams is generic in nature, where the porosity is enclosed inside thin shells, which are embedded in a matrix material. Hence, the material of the shell and the matrix can be selected from any available material type to achieve the desired mechanical, thermal, electrical, or special properties. These lightweight composites can be tailored to achieve a combination of properties that cannot be developed in other materials. Syntactic foams are finding new applications due to their high damage tolerance under compressive and impact loading conditions [1, 2]. The applications of syntactic foams in thermal insulation of offshore pipelines are rapidly increasing [3, 4]. The offshore applications benefit from high buoyancy obtained because of their low density and low moisture absorption characteristics obtained from the closed-cell microstructure [3, 5–9]. These foams also have potential to be used in the aerospace thermal protection systems because of their higher dimensional stability and load bearing capacity compared to the open- and closed-cell foams containing gas porosity [10].
Mechanical properties of a variety of polymeric syntactic foams can be found in the published literature [11–16]. The deformation and fracture characteristics of syntactic foams are well understood at the micro- and the macro-level. The effect of temperature on the mechanical properties is also characterized [17, 18]. However, limited information is available on their thermal properties [19, 20]. The existing studies on thermal properties mainly focus on thermal expansion characteristics and thermal conductivity of such materials [19, 21]. It was discovered that the coefficient of thermal expansion of syntactic foams is lower than that of the matrix material due to the presence of ceramic particles in their microstructure. However, these observations are specific to the materials tested in these studies and may change if different constituent materials are used in synthesizing syntactic foams.
An experimental study on fiber-reinforced syntactic foams is also available, which characterizes weight loss with respect to time and temperature [22]. In this work epoxy matrix syntactic foams containing phenolic microspheres, with and without fibers in their structure, were tested for thermal stability using TGA. The fiber-reinforced syntactic foams showed decomposition temperature close to the plain syntactic foams that did not contain glass fibers. Use of fibers of different length did not cause any variation in the test results. Since the weight fractions of various constituents were not reported in this study, the contribution of each phase and the effect of microballoon wall thickness on thermal stability could not be estimated from these results. In another study DSC is used to determine Tg of three types of syntactic foams having the same compositions but different curing conditions [18]. It was found that the change in curing agent and curing temperature could increase Tg by about 25%. Use of aromatic hardener resulted in greater increase in Tg compared to the cycloaliphatic amine-based hardener. The effects of microballoon wall thickness, and volume fraction were not characterized in this study.
The effect of the presence of solid ceramic particles or fibers in polymeric matrices on the thermal stability and glass transition temperature of composites has been studied previously [23, 24]. However, the effect of the presence of a void inside the particles is yet to be determined. In thermal conductivity studies the void plays an important role because the air has the lowest thermal conductivity compared to the matrix polymer and the microballoon glass. The air can also affect other thermal properties such as Tg because of a significant difference its heat capacity compared to glass and epoxy resins. Currently, considerable interest is observed in functionally graded composites, even functionally graded syntactic foams [25–28]. Any variation in the wall thickness or the volume fraction of microballoons to create a functionally graded structure may affect the thermal properties as well. Therefore, relations between the thermal properties of syntactic foams and the properties of constituent materials, microballoon wall thickness and volume fractions need to be established by means of theoretical and experimental studies.
The present study is focused on characterizing epoxy matrix–glass microballoon syntactic foams for thermal properties such as glass transition temperature, weight loss, and char yield. Sixteen compositions of syntactic foams containing microballoons of four different wall thicknesses in four volume fractions are characterized to determine the effect of porosity and glass content on the thermal properties of the composite. Differential scanning calorimetry (DSC) and thermogravimetric analysis (TGA) are used to measure Tg, weight loss and char yield for syntactic foams. These thermal properties are related to Φ and w.
Experimental
Material fabrication
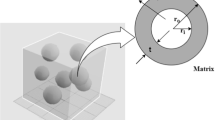
Sixteen compositions of syntactic foams are fabricated for thermal testing. Glass microballoons of 220, 320, 380, and 460 kg/m3 true particle density are used in the volume fractions of 0.3, 0.4, 0.5, and 0.6 to fabricate these foams. Scotchlite™ glass bubbles manufactured and supplied by 3M are used in the study. The average particle size, provided by the manufacturer, is presented in Table 1. The selected microballoons have different wall thicknesses, which are given in Table 1. The wall thickness of microballoons is calculated using the equation
where ρmb and ρg are the true particle density of microballoons and the density of glass material used in making microballoons, respectively, and d0 is the average particle diameter.
DER 332 epoxy resin, manufactured by Dow Chemical Company, is used as the matrix material. This is a diglicidyl ether of bisphenol A-based resin. An amine-based hardener, also manufactured by Dow Chemical Company, is used as hardener. This curing agent, triethylene tetramine, has a trade name of DEH 24. A diluent C12–C14 aliphaticglycidylether is added to the resin system to reduce its viscosity. Resin, diluent, and hardener are added in the ratio of 83.5:4.4:12.1 by volume. The compositional details of all types of syntactic foam specimens are given in Table 2. The details of the fabrication process have been published previously [29]. The synthesis method consists of mixing measured quantities of diluents and microballoons in the epoxy resin and mixing them until a slurry of uniform viscosity is obtained. The hardener is added to this slurry and gently mixed using a dowel until complete mixing. The mixture is degassed for 10 min and then cast in aluminum molds. The cast slabs are cured in the mold for 24 h at room temperature and then post-cured at 100 °C for 3 h. The curing schedule is recommended by the manufacturer of the resin.
It is also known that incomplete curing reactions can result in different values of Tg [30]. Therefore, in this study the syntactic foam samples were post-cured for 3 h at 100 °C and were tested at least 6 months after fabrication to avoid any such effects. Additionally, all types of microballoons are made of the same type of glass and are obtained from the same source. Hence, the interfacial reactions do not become a factor and their effect is not studied.
Thermal testing
The DSC testing was performed using a TA Instruments 2920 equipment. Aluminum pans were used to contain 10 mg of specimens. The details of testing procedures and theory can be found in ref. [31]. The testing was conducted in the dynamic mode where the specimens were first ramped at the rate of 20 °C/min from the room temperature to 250 °C and equilibrated. Then the specimens were ramped at the rate of 20 °C/min to −10 °C and equilibrated. Then, in the second heating cycle the specimens were ramped at the rate of 10 °C/min to 250 °C. The TGA testing was carried out using a TA Instruments Hi-Res Modulated 2950 equipment. About 10 mg specimens were also used in this test. In TGA testing the specimens were heated from the room temperature to 600 °C at the rate of 5 °C/min. The tests were nitrogen purged.
Results and discussion
It can be observed in Table 2 that the theoretical density, calculated by the rule of mixtures, and actual density, measured using the procedure outlined in the ASTM C271 standard [32], differ from each other. The measured density is normally lower than the theoretical density because some air is entrapped in the resin system during the fabrication of syntactic foams, which is not accounted in the theoretical calculations. This entrapped air forms voids in the matrix resin, which are called matrix porosity. Figure 1a shows a typical microstructure of syntactic foams, where matrix porosity can be observed as air voids between microballoons. This porosity is different from the microballoon porosity, which exists inside a microballoon as observed in Fig. 1b. The presence of matrix porosity changes the actual density and composition of syntactic foams. While the weight fractions of microballoons and the matrix resin remain the same, the effective volume fractions change because the matrix porosity is now accounted as the third phase.

a Microstructure of syntactic foams, consisting of microballoons, matrix resin, and matrix porosity; b broken microballoon exposing the microballoon porosity
These data are used to calculate the actual volume fractions of the three phases present in the structure, as given in Table 3. All thermal properties are highly dependent on the volume fraction of the epoxy resin present in the microstructure of the syntactic foams. The glass material is not significantly affected at the test temperature. Therefore, the volume fraction of microballoons is further divided into the volume fraction of the glass material composing the microballoons and the microballoon porosity.
The results obtained from DSC and TGA tests are presented in Figs. 2 and 3, respectively. These figures show representative graphs for one specimen of each type of syntactic foam tested in this study. Various thermal properties obtained from the experimental results are presented in Table 4. These results are discussed below.

Experimental results obtained from DSC for a SF220, b SF320, c SF380, and d SF460 type syntactic foam specimens

Experimental results obtained from TGA for a SF220, b SF320, c SF380, and d SF460 type syntactic foam specimens. The curve for the neat resin is also shown in the figure (d)
Glass transition temperature
The Tg of the neat matrix resin system is measured to be 117.9 °C. All compositions of syntactic foams have lower glass transition temperatures compared to that of the neat resin. In earlier studies, a similar trend is observed where Tg of epoxy resins decreases when they are filled with ceramic phase to fabricate micro- or nano-composites [33]. The decrease in Tg is attributed to the interfacial reactions between the particles and the resin.
It is observed that the microballoon volume fraction has a strong effect of the glass transition temperature, whereas the effect of wall thickness is less prominent. For example, syntactic foams containing 30 vol.% microballoons of different wall thicknesses have Tg close to 83 °C. However, SF220 type syntactic foams show a wide variation in Tg, from 83.4 °C to 99.0 °C, for microballoon volume fraction in the range of 0.3 to 0.6. Other types of syntactic foam compositions also follow a similar trend. This can be related to the effect of volume fraction and wall thickness of microballoons on the total glass content of the specimen. As observed in Table 1 the wall thickness varies between 0.52 and 1.29 μm for the microballoons used in this study. For this range of wall thickness variation, the total glass content of syntactic foams containing 30% of different types of microballoons changes from 7.9 to 14.8 wt.%. However, for the same type of microballoons, the change in the volume fraction from 0.3 to 0.6 leads to much larger variation in the total glass content of the syntactic foam. Therefore, the effect of volume fraction is observed to be more prominent compared to the wall thickness of the microballoons.
Syntactic foams show a very distinct trend in the mechanical properties with respect to the variation in their density [34]. It is observed in previous studies that an increase in the density of syntactic foams results in an increase in their tensile and compressive strength and modulus. The increase in the density can be a result of either an increase in the wall thickness or a decrease in the volume fraction of microballoons. However, such distinct conclusion cannot be drawn for the glass transition temperature because it does not show a measurable definite change with respect to the wall thickness. This observation is also relevant to functionally graded syntactic foams (FGSFs). The FGSFs which are based on creating a variation in the microballoon volume fraction will also have a clear gradient in their glass transition temperature. Whereas the FGSFs which are based on the microballoon wall thickness variation will not have a steep gradient in the glass transition temperature. These conditions can be used beneficially in different applications.
It is important to note that solid and hollow particles have a fundamental difference. In solid particle filled composites a change in the volume fraction of the glass material can only be achieved by varying the volume fraction of particles. However, changing the volume fraction leads to a variation in the particle–resin interfacial area. Therefore, the results of thermal testing always exhibit a combined effect of interfacial area and volume fraction. The use of hollow particles makes it possible to keep the volume fraction constant and change the glass content by means of microballoon wall thickness. This approach allows isolation of the effect of the glass content and the interfacial area independent of each other. A comparison of the measured values of Tg for syntactic foams containing the same microballoon volume fraction of different wall thicknesses reveals that the wall thickness does not have a significant impact on Tg. Hence, the change in Tg is mainly attributed to the volume fraction of constituents. This confirms that the interfacial effects prominently affect the Tg of the composite.
Weight loss
Only the polymer phase is lost during the heating cycle of syntactic foams. Hence, the thermal stability and char yield of syntactic foams are primarily dependent on the properties of the matrix polymer. The temperature at 5% weigh loss (T1) is presented in Table 4 for all compositions of syntactic foams. It is observed that T1 for syntactic foams increases as the volume fraction and wall thickness of glass microballoons increase leading to higher thermal stability of the composite. The neat resin shows 5% weight loss at 348.2 °C. As a general observation the syntactic foams containing microballoons of higher wall thickness show T1 higher than that of the matrix resin. The trend for the weight loss can be observed in Fig. 4. The use of thicker walled microballoons in higher volume fraction is beneficial compared to using thin walled microballoons in lower volume fraction to achieve the same density of the composite in obtaining syntactic foams with high thermal stability. The reduction in the volume fraction of matrix resin by means of using higher volume fraction of filler material provides composites with higher thermal stability.

The temperature for 5% weight loss plotted against the density of syntactic foams
The char yield strongly depends on both volume fraction and wall thickness of microballoons. The measured values of char yield are compared with the theoretically determined values using the empirical relation:
where Wm and Wg are the weight of matrix and glass, respectively, in the syntactic foam. In Eq. 2 the factor 0.0887 is the char yield (in terms of weight fraction) of the neat matrix resin system, without any reinforcement. It can be observed in Table 4 that the theoretically calculated and experimentally measured values are in close proximity. The difference can be attributed to the presence of matrix porosity in the structure and experimental uncertainty in the procedures such as weighing a small quantity of the material used in thermal testing. In most cases the differences between measured and calculated quantities is less than 10%. Since, the calculations show that the weight loss is primarily attributed to the loss of polymer phase, it may also be of interest to track the temperature that corresponds to the 5% loss of matrix resin. Calculations based on Fig. 3 show that this parameter also traces a similar trend as shown in Fig. 4.
The results for a wide variety of material compositions presented in this study provide a basis for selection of appropriate composition of syntactic foams depending upon the actual service conditions. In marine and aerospace applications low density is desirable to achieve weight saving. Results presented in Tables 2 and 4 show that increase in the volume fraction of any kind of microballoons in syntactic foams leads to lower density, higher Tg, and higher temperature for 5% weight loss. An increase in the thermal stability with a decrease in the material density is favorable and highly desirable in materials selection. Increasing interest in functionally graded syntactic foams in recent times has resulted in microstructures that are based on creating a gradient of microballoon volume fraction or wall thickness. The results of the present study will help in determining the type of structure that is best suited for a given application where thermal properties are important.
Conclusions
The thermal characteristics, including the glass transition temperature, the temperature at 5% weight loss, and the char yield, are investigated for a variety of epoxy resin–glass microballoon syntactic foams. The effects of volume fraction of constituents, properties of constituents, and wall thickness of microballoons on the thermal characteristics of syntactic foams are evaluated. The experimental results revealed that for syntactic foams Tg increases with an increase in the microballoon volume fraction but remains relatively unaffected for a change in the wall thickness. The temperature for 5% weight loss increases with both volume fraction and wall thickness of microballoons, making syntactic foams more thermally stable as their density decreased. The calculated values of char yield match closely with the measured values. These thermal properties can play an important role in designing functionally graded syntactic foams with a desired combination of mechanical and thermal properties. Composites containing higher thermal stability can be designed by using a combination of microballoon wall thickness and volume fraction to obtain desired results.
References
Bunn P, Mottram JT (1993) Composites 24:565
Kim HS, Oh HH (2000) J Appl Polym Sci 76:1324
Sauvant-Moynot V, Gimenez N, Sautereau H (2006) J Mater Sci 41:4047. doi:https://doi.org/10.1007/s10853-006-7618-0
Watkins L, Hershey E (2001) Oil Gas J 99:49
Earl JS, Shenoi RA (2004) J Compos Mater 38(15):1345. doi:https://doi.org/10.1177/0021998304042736
Ouissaden L, Lekhder A, Dumontet H, Benhamida A, Bensalah MO (2008) Adv Theor Appl Mech 1(3):155
Seamark MJ (1991) Cell Polym 10:308
Watkins L (1988) In: Chung JS, Sparks Ch P, Brekke NN, Clukey EC, Penney TR (eds) Proceedings of the international offshore mechanics and arctic engineering symposium, ASME, 1988, p 403
Gupta N, Woldesenbet E (2003) Compos Struct 61:311
Gibson LJ, Ashby MF (1988) Cellular solids. Pergamon Press, New York
Gladysz GM, Perry B, McEachen G, Lula J (2006) J Mater Sci 41:4085. doi:https://doi.org/10.1007/s10853-006-7646-9
John B, Nair C, Devi K, Ninan K (2007) J Mater Sci 42:5398. doi:https://doi.org/10.1007/s10853-006-0778-0
Kishore, Shankar R, Sankaran S (2005) J Appl Polym Sci 98:673
Rohatgi PK, Kim JK, Gupta N, Alaraj S, Daoud A (2006) Compos A Appl Sci Manuf 37:430
Song B, Chen W, Frew DJ (2004) J Compos Mater 38:915
Wouterson EM, Boey FYC, Hu X, Wong SC (2005) Compos Sci Technol 65:1840
L’Hostis G, Devries F (1998) Compos B Eng 29:351
Sankaran S, Sekhar K, Raju G, Kumar M (2006) J Mater Sci 41:4041. doi:https://doi.org/10.1007/s10853-006-7607-3
Shabde V, Hoo K, Gladysz G (2006) J Mater Sci 41:4061. doi:https://doi.org/10.1007/s10853-006-7637-x
Felske JD (2004) Int J Heat Mass Transf 47:3453
Rohatgi PK, Gupta N, Alaraj S (2006) J Compos Mater 40:1163
Wouterson EM, Boey FYC, Hu X, Wong S-C (2007) Polymer 48:3183
Kang S, Hong SI, Choe CR, Park M, Rim S, Kim J (2001) Polymer 42:879
Hancox NL (1998) Mater Des 19:85
Gupta N (2007) Mater Lett 61:979
Gupta N, Ricci W (2006) Mater Sci Eng A 427:331
Kishore, Shankar R, Sankaran S (2005) Mater Sci Eng A 412:153
El-Hadek MA, Tippur HV (2003) Int J Solids Struct 40:1885
Gupta N, Nagorny R (2006) J Appl Polym Sci 102:1254
Wingard CD (2000) Thermochim Acta 357–358:293
Ehrenstein GW, Riedel G, Trawiel P (2004) Thermal analysis of plastics: theory and practice. Carl Hanser Verlag, Munich
C271-99 (1999) Standard test method for density of sandwich core materials. ASTM International, West Conshohocken, PA, USA
Yasmin A, Luo JJ, Abot JL, Daniel IM (2006) Compos Sci Technol 66:2415
Gupta N, Woldesenbet E (2004) J Cell Plast 40:461
Acknowledgements
The research work is supported by the National Science Foundation grant CMMI-0726723. The authors wish to express gratitude to the 3M Corporation for supplying microballoons and technical information related to them. Authors thank Momchil Dimchev for help in specimen fabrication. Support of Othmer Institute of Interdisciplinary Studies to the undergraduate students is acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Lin, T.C., Gupta, N. & Talalayev, A. Thermoanalytical characterization of epoxy matrix-glass microballoon syntactic foams. J Mater Sci 44, 1520–1527 (2009). https://doi.org/10.1007/s10853-008-3074-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-008-3074-3