
Abstract
The mechanical properties of Al–Si alloys are strongly related to the size, shape and distribution of eutectic silicon present in the microstructure In order to improve mechanical properties, these alloys are generally subjected to modification melt treatment, which transforms the acicular silicon morphology to fibrous one resulting in a noticeable improvement in elongation and strength. Improper melt treatment procedures, fading and poisoning of modifiers often result in the structure which is far from the desired one. Hence it is essential to assess the effectiveness of melt treatment before pouring. A much investigated reliable thermal analysis technique is generally used for this purpose. The deviation from the standard curve in thermal analysis helps in assessing the level of refinement of the Si structure. In the present review an attempt is made to discuss various aspects of modification, including mechanism, interaction of defects and non-destructive assessment by thermal analysis.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Aluminium casting alloys are most important among the various foundry alloys and have highest castability ratings [1]. They possess excellent fluidity and comparably low melting point. Heat transfer from the molten aluminium to the die wall is rapid. Hence use of these alloys enables shorter casting cycles. Another important advantage with aluminium is that the hydrogen is the only gas with appreciable solubility in the metal and it can be controlled by proper degassing techniques. Further as-cast surface of aluminium and its alloys are good. Most of the aluminium casting alloys contains silicon as a major alloying addition. Silicon is a eutectic former with aluminium and hence provides adequate fluidity to feed the shrinkage that occurs in castings.
Al–Si alloys constitute 80% of the Aluminium casting alloys due to their high fluidity, high resistance to corrosion, good weldeability, reduction in shrinkage and low coefficient of thermal expansion etc. However it is difficult to perform machining on these alloys due to the presence of hard silicon particles in the microstructure.
The binary Al–Si system is a simple eutectic system with about 12% Si being the eutectic composition at 577 °C. Al–Si alloys are termed as eutectic alloys when Si is 11–13%, hypoeutectic alloys for Si content less than 11% and hypereutectic alloys when Si is more than 13% by weight [2]. Eutectic alloys with high degree of fluidity and low shrinkage on solidification are mainly used for the applications where strength is not a criterion such as domestic cookware, pump castings, manifolds etc. When as-cast alloys are subjected to elevated temperature they tend to experience growth due to the precipitation of silicon from solid solution. Strengthening of Al–Si alloys is possible by the addition of other alloying elements like Cu and Mg. Addition of Mg makes the alloy hardenable by heat treatment.
Silicon contents ranging from 4% to the eutectic level of 12% (hypoeutectic) reduce scrap losses, permit production of more intricate designs with greater variations in section thickness and yield castings with higher surface as well as internal quality. Hypoeutectic alloys are used for general applications. Alloys with 3–5% silicon are used in rotors, vessels, valve bodies, large fan blade fittings etc. These are mostly used in as-cast condition. Alloys with silicon <3% are used in heat-treated condition for marine fittings and eutectic alloys (11–13% silicon) are used for pistons, cylinders, blocks and heads of IC engines in automobile and aeronautical industries. Hypereutectic alloys (>13% Silicon) are used in diesel engine pistons. Two systems of alloys, which are commercially important, are Al–Si and Al–Si–Mg. Binary Al–Si alloys are the most important commercial casting alloys [1, 3]. They offer excellent castability. Other advantages include high corrosion resistance, good weldability and low specific gravity. When sand or permanent mould casting of Al–Si alloys is carried out, it is necessary to modify the eutectic to improve strength, ductility, pressure tightness and machinability.
Slow solidification of Al–Si alloys results in coarse microstructure in which eutectic comprises of a large plates or needles of silicon in the continuous matrix of aluminium. This morphology of silicon is generally termed as acicular silicon. As the coarse plates of silicon are brittle, the eutectic alloy shows low ductility and tensile strength.
Mechanical properties of Al–Si alloys are largely influenced by the size, form and distribution of second phase silicon particles, porosity, DAS, eutectic morphology and the grain structures [2, 4, 5]. The second phase silicon particles affect the toughness, strength, ductility and tribological properties. Refinement of primary aluminium, silicon and eutectic mixture improves the mechanical properties. The addition of a small amount of sodium to the melt getters the phosphorus, making the nucleation of silicon more difficult. Solidification is therefore suppressed to lower temperatures where the nucleation rate is large. This leads to a remarkable refinement of microstructure. Figure 1 shows the silicon morphology of a unmodified and modified alloy. Figure 2 shows the tensile property dependence on modification.

Microstructure of a (a) unmodified and (b) modified hypoeutectic Al–Si alloy [6]

Variation of the tensile properties (0.2% Proof Stress, Tensile Strength and Elongation) as a function of: Strontium added [7]
The microstructure of Al–Si alloys depend strongly both on composition and the casting process. The rapid cooling causes a fine eutectic structure, small dendrite cells, small arm spacing and small grain size. Slower cooling rates require eutectic modification to obtain finely dispersed eutectic silicon. Grain size and dendrite-arm spacing are primarily controlled by cooling and solidification rates. Similarly, controlling size and shape of micro constituents can be done effectively by minimizing the period of time during which micro constituents grow. Melt treatment, cooling conditions heat transfer from the solidifying metal to the mould has a significance influence on eutectic morphology and thus play an important role in obtaining good casting quality.
Aluminium silicon alloys
Aluminium alloys are grouped according to the major alloying elements they contain. Their use as structural materials is determined by their physical properties (primarily influenced by their chemical composition) and their mechanical properties (influenced by chemical composition and microstructure). The characteristic property of aluminium alloys is relatively high tensile strength in relation to density compared with that of other cast alloys, such as ductile cast iron or cast steel. The high specific tensile strength of aluminium alloys (222 kN-m/kg) is very strongly influenced by their composed polyphase microstructure. The silicon content in standardized commercial cast aluminium silicon alloys is in the range of 5–23 wt%. The structure of the alloys can be hypoeutectic, hypereutectic or eutectic. The properties of a specific alloy can be attributed to the individual physical properties of its main phase components (aluminium solid solution and silicon crystals) and to the volume fraction and morphology of these components. Silicon is a better candidate as an alloying element for aluminium castings. This is because it increases the fluidity of the melt, reduces the melting temperature, decreases the contraction associated with solidification and is very cheap as a raw material. Silicon also has a low density (2,340 kg/m3), which may be an advantage in reducing the overall weight of the cast component. Silicon has a very low solubility in aluminium, it therefore precipitates as virtually pure silicon, which is hard and hence improves the abrasion resistance. Silicon has a diamond crystal structure and is consequently very brittle. Large plates of silicon are, therefore, detrimental to the mechanical properties. Generally silicon nucleates on aluminium phosphide particles present in the melt as impurities. Viscosity of the aluminium melt rises with increasing Si content. Al–12Si wt% alloys are most common [8, 9]. This represents a typical composition for a casting alloy because it has the lowest possible melting temperature (574 °C).
Eutectic modification
Al–Si eutectic is an irregular and coupled eutectic and silicon is the leading phase in unmodified alloys. However, the silicon morphology can be changed into a fibrous structure through modification treatment, which can improve the mechanical properties of the alloy. Modification of the Al–Si eutectic from a flake-like to a fine fibrous silicon structure can be achieved in two different ways; by addition of certain elements (chemical modification) or with a rapid cooling rate (quench modification). The most common elements used in industry today are Sr and Na. In hypoeutectic and eutectic Al–Si alloys produced by direct electrolytic reduction of bauxite, it is observed that a modified eutectic structure with high fraction of primary aluminium dendrite is obtained without need for impurity addition or high rates of solidification [10]. Due to its commercial importance, study of this phenomenon of modification has been the subject of intense research efforts dating back to early 1920s till today.
Understanding the mechanism by which the eutectic forms and grows is important. During the solidification of aluminium silicon alloys, first the primary dendrites grow. After the dendrites impinge upon each other, the dendrite mobility is restricted. Mass transport to compensate for shrinkage occurs mainly by interdendritic feeding. This involves the flow of eutectic liquid. Thus, the origin and growth of the eutectic is of major importance to fluid flow. Hence, the understanding of mechanism of eutectic formation helps in analyzing the resistance to melt flow and the feeding efficiency. These, further affect the shrinkage, porosity formation and segregation. Further, Aluminium–silicon eutectic is an anomalous eutectic because it constitutes a metal (aluminium) and a non-metal (silicon). The aluminium–silicon eutectic undergoes a change in morphology upon addition of certain elements e.g., strontium or sodium. This process is often referred to as eutectic modification. The exact mechanism of modification is still not well understood despite of decades of research.
Pacz discovered that Al–Si alloys containing between 5 and 15% Si could be treated with fluxes of alkali fluorides to yield alloys of improved ductility and machinability. Untreated alloy contains the silicon phase in the form of large plates with sharp sides and ends. The addition of small amounts of Na causes the eutectic silicon to solidify with a fine, globular morphology [11]. Several elements are known to cause modification [12]. The list includes elements from IA, IIA and rare earth group. Sodium is most effective in producing a fine, fibrous and uniform structure. Modifiers are effective at very low concentration levels. Modified structure can also be obtained by rapid quenching, the process being referred generally as chill modification. Effort has also been made to get a refined solidification microstructure in hypoeutectic Al–Si alloy by melt thermal treatment [13]. The Si microstructure in binary Al–Si alloy depends on the level of Al purity [14]. In Al–Si system, silicon is a non-metal, which has directed covalent bonding. Hence silicon phase tends to grow anisotropically to give faceted crystals. Silicon phase needs more undercooling for its nucleation than the isotropic aluminium phase.
Modifying agents
Several elements are known to cause chemical modification. A value of about 1.64 is proposed as ideal value for the ratio of atomic radius of modifier to that of silicon. Figure 3 shows a plot of relative atomic radii versus the atomic radius of silicon for a range of elements. A growth twin is created at the interface when the atomic radius of the element relative to silicon exceeds 1.65. Chemical modifiers are more effective at higher freezing rates. In the presence of chemical modifier, both the twinning frequency and the angle of branching increase with freezing rate. Na is the ideal modifier because it produces the greatest number of twins and also the finest modified structures at the lowest concentrations. But choice of modifier also depends on other factors such as ease of dissolution, vapour pressure, stability in the melt etc. Some of chemical modifiers: are Na, K, Rb, Ce, Ca, Sr, Ba, La, Yb etc. Elements like arsenic, antimony, selenium- and cadmium when used as a modifier produces lamellar structure. Higher silicon content in the alloy requires more modifying agent.

Plot of ratio of atomic radii versus atomic radius of silicon for a range of alloy elements and modifiers [15]
Na can be added to the melt as flux or in the elemental form—vacuum packed in small aluminium cans. Na, stored under kerosene, should not be used as it can add hydrogen to the melt. Aluminium base master alloy is also not practical because solid solubility of Na in aluminium is very low (about 0.01%). Na addition is accompanied by a violent reaction which itself causes severe agitation and can result in hydrogen pickup. A gentle stirring improves the dissolution rate. Na melts at 98 °C and hence enters readily into the melt that is treated in the range of 775–800 °C. Na has a very high vapour pressure (0.2 atm at 730 °C). Hence large fraction of Na addition boils off immediately. Hence it has poor recovery (20–30% of the addition). Thus, Na is characterized by an easy dissolution above 700 °C, but a poor and unpredictable recovery. Sr can be added in the form of master alloy. Pure Sr is also used in some cases. Common master alloys for Sr modification are: Al–3.5%Sr; Al–10%Sr; Al–10%Sr–14%Si; 90%Sr–10%Al. Sr treatment is quiescent and hydrogen pickup is not a problem. Sr has high recovery (about 90%), but dissolution characteristics are more complex than those of Na90. High Sr master alloys dissolve by a process known as reactive dissolution. Such alloys should be added at the lowest practical temperature, because they dissolve best at low temperatures. But dissolution of low Sr master alloys improves with temperature. They give higher recoveries at higher melt temperatures. Thermal analysis and first derivative analysis conducted on hypoeutectic and eutectic alloys with varying alloy content in both unmodified and modified conditions led to the conclusion that the Sr has no effect on the type and composition of intermetallic phases [16]. In Al–Si alloys, the segregated TiB2 which are used as grain refiners cause modification of the Al–Si eutectic. The modification is a result of interaction between the TiB2 particles and the eutectic Si and to a greater extent segregation of these particles to the eutectic Al–Si phase boundaries, where they obstruct solute redistribution and refine the eutectic Si [17].
Antimony is a toxic material. It can react with dissolved hydrogen to form deadly stibine gas according to the reaction: Sb + 3H → SbH3. Sb is very stable in the melt and hence losses are nil. But Sb interacts with both Na and Sr in a negative fashion. Sb treatment is restricted to permanent mould application and is not recommended for sand castings. Addition of Sb promotes the aggregation of silicon hence changing the shape and size of silicon in the solid state [18]. Eutectic growth undercooling may not be a fundamental characteristic of Sr modification but is caused indirectly due to the presence of additional impurities in commercial alloys [19].
The addition of boron has no effect on the eutectic growth temperature, which usually decreases with modification. The mean area of eutectic silicon decreases with the presence of boron addition at a lower level and it remains unchanged when the boron addition level is greater than a certain level [20, 21] as shown in Fig. 4.

Mean area of silicon particle versus B content [20]
Mechanism of modification
Several theories have been put forward to explain the modification mechanism. Basically there are two classes of theories about the mechanism of modification [22]. They are restricted nucleation theory and restricted growth theory. According to restricted nucleation theory, Na neutralizes the heterogeneous nuclei of AlP or it reduces the diffusion coefficient of Si in the melt. Thus undercooling in the melt before eutectic solidification is enhanced and refining of eutectic structure takes place. According to restricted growth theories, the adsorption of Na preferentially takes place on twin re-entrant groove or growing surfaces of the Si phase, inhibiting the growth of Si and thus produces the modified structure. Figure 5 shows the silicon fibre in unmodified and modified aluminium silicon eutectic. An important change that takes place upon addition of modifier is with the number of twins. Unmodified silicon structure has very little or no twins, but addition of modifier increases the number of twins.

(a) Silicon fibre in unmodified aluminium silicon eutectic alloy (b) Silicon fibre in modified aluminium silicon eutectic [23]
In eutectic Al–Si structures, the aluminium phase and silicon phase grow competitively. Change in the Si morphology may result from the factors affecting nucleation and/or growth of either the Al or the Si. Li Qiyang and co-workers observed that the modification did not affect the thermodynamic parameters like latent heat of fusion, hence proposed that the modification is a kinetic problem rather than a thermodynamic one [22]. They also found that with excess addition of Na, an over-modified structure appears with a much lower eutectic arrest. Hence they proposed that a very large drop in the eutectic arrest temperature is the feature of over-modification rather than that of normal modification. They proposed the following mechanism for modification. Conventional Na additions enhance the activity of aluminium, causing it to nucleate at a higher temperature and to develop into primary phase. Eutectic aluminium grows epitaxially from Al without need for re-nucleation. Na adsorbs on the twin re-entrant groove or growing surfaces of eutectic Si. By neutralizing part of the hanging bonds on the Si surface and causing structural discontinuity of the Si crystal lattice, the adsorption of Na will decrease the activity of the growing surface of Si. Thus, Na will poison the Si embryos during eutectic nucleation and restrict the Si growth during eutectic growth. There exists a dynamic equilibrium between the adsorption and the concentration of Na in the melt. When the Na concentration in the melt is lower than that in equilibrium with saturant adsorption, imperfect modification results. When the melt is exposed to the air, Na will volatilize quickly, causing a fast decrease of the concentration in the melt. The adsorption is independent of the eutectic growth rate. If the Na concentration in the melt is high enough for its saturant adsorption, perfect modification will occur even at very low cooling rates. Hence modification effect of Na is insensitive to the cooling rate in the melt. Thus, in the nucleation stage, Na inhibits the development of Si embryos into nuclei of the eutectic. Further, it promotes nucleation of Al at higher temperature and quick growth into primary Al dendrites. In the eutectic growth stage, Na restricts the Si growth and causes eutectic Al to grow ahead of eutectic Si. At this condition Si can only grow, by twin, through the channels between cells of the Al. As a result, modified structure with fibrous eutectic Si forms in the end. Thus the adsorption of Na plays a very important role in the modification process.
Shankar et al. [24] proposed that, in commercial aluminium–silicon foundry alloys invariably contain significant amounts of iron, which play an important role in the nucleation of the eutectic phases in these alloys. Relatively high iron contents promote formation of the iron containing β-(Al, Si, Fe) phase [25]. In unmodified hypoeutectic Al–Si alloys, eutectic silicon nucleates on these β-(Al, Si, Fe) particles before the nucleation of eutectic Al, and this results in free growth of silicon into the eutectic liquid with its typical plate like morphology. On the other hand, in chemically modified hypoeutectic Al–Si alloys, the growth of the β-(Al, Fe, Si) phase is halted, resulting in a large number of equiaxed eutectic Al grains nucleating before nucleation of eutectic silicon, and hence, silicon is forced to grow in between the eutectic Al grains acquiring a fibrous, broom like morphology. This growth pattern is aided by silicon’s ability to twin easily and growth proceeds with the twin plane re-entrant edge mechanism. But, Dahle et al. [26] questioned this theory and pointed out that apart from β phase other potent nuclei like AlP will be present for the silicon nucleation. To support their arguments Shankar et al. performed experiments on low phosphorus containing alloys with different Fe content and observed that the solidification morphology changed with the Fe content [27].
Ma khlouf et al. [28] proposed that nucleation of the eutectic phases in Al–Si hypoeutectic alloys proceeds as illustrated schematically in Fig. 6a–d. During solidification, the primary aluminium phase forms as dendrites at the liquidus temperature of the alloy. This is followed by the evolution of a secondary β-(Al, Si, Fe) phase at some temperature between the liquidus temperature and the eutectic temperature of the alloy depending on the concentration of Fe in the alloy. At the eutectic temperature, and at an undercooling of 0.4–0.8 °C, eutectic silicon nucleates on the secondary β-(Al, Si, Fe) phase in the solute field ahead of the growing aluminium dendrites. Once nucleated, the eutectic silicon grows as flakes into the eutectic liquid. The liquid surrounding the eutectic silicon flakes become enriched with aluminium as it is being depleted of silicon; consequently, eutectic aluminium nucleates and grows on the edges and tips of the eutectic silicon flakes. Finally, the aluminium dendrites stop growing upon impingement with the growing eutectic aluminium grains [29].

Sequence of events during nucleation of eutectic phases in Al–Si hypoeutectic alloys: (a) growth of Al dendrites, (b) Nucleation of β-(Al, Si, Fe) phase, (c) nucleation of eutectic Si on the β-(Al, Si, Fe) phase in the solute field ahead of the primary aluminium, nucleation of eutectic Al on eutectic Si, and growth of eutectic Al; (d) impingement of dendrites and eutectic Al grains resulting in arrest of the growth of dendrites and further nucleation and growth of the eutectic phases [28]
The differing behaviours of the eutectic aluminium phase in unmodified and strontium-modified alloys were explained by Nogita and Dahle [30], based on differences in eutectic nucleation modes. The proposed nucleation modes are illustrated in Fig. 7. If the eutectic nucleates at or adjacent to the dendrite–liquid interface as shown in the figure, the aluminium phase is expected to adopt the same orientation as that of the dendrites, as observed in unmodified hypoeutectic alloys. If heterogeneous nucleation occurs on impurities in the interdendritic liquid as shown in Fig. 7, it would be highly improbable that the eutectic aluminium would share an identical orientation with nearby dendrites, as observed in modified aluminium structures.

Eutectic solidification modes in hypoeutectic aluminium–silicon alloys: (a) nucleation and growth on primary aluminium dendrites; (b) independent heterogeneous nucleation in the interdendritic liquid [30]
Further they have classified the eutectic solidification into three modes, they are Mode I: nucleation adjacent to the tips of the dendrites, Mode II: independent nucleation of eutectic grains in the interdendritic spaces and Mode III: nucleation and growth opposite to the thermal gradient, The addition of modifying elements to the commercial purity alloy changes the eutectic solidification mode into Mode II or Mode III, or a combination of these. It is likely that the mechanism involves deactivation of the AlP particles [28, 31, 32].
The eutectic solidification mode and the resulting spatial distribution of growing eutectic grains have a controlling impact on the permeability of the mushy zone during the last critical stages of solidification, and therefore porosity formation in Al–Si alloys [31].
Eutetic grains in the Sr-modified alloy are larger by a magnitude. The AlP in the melt is poisoned or are ineffective in the presence of Sr or Na. hence the grain size is large in Na- or Sr-modified alloys. It has lot to do with the interface velocity of grains during solidification of alloys [32].
The growth velocity is given by
where VG is the growth velocity, μ the alloy-dependent growth constant (0.041 for unmodified alloy and 0.33 for chill/impurity modified alloy) n the exponent (4 for unmodified alloy and 2 for chill/impurity modified alloy) and ΔT is the undercooling from equilibrium temperature [33]. A recent finding has shown that modifying element strontium segregates exclusively to the eutectic silicon phase and the distribution of strontium within this phase is relatively homogeneous [34].
Thermal conditions during solidification consist of three parameters: cooling rate, thermal gradient and interface velocity. Higher cooling rate is known to yield finer structures. The cooling rate is inversely related to the secondary dendrite-arm spacing. Thermal gradient is the change of temperature with distance. Thermal gradient of liquid ahead of the solid/liquid interface determines the constitutional undercooling of the liquid. Constitutional undercooling is known to result in cellular and dendritic morphology. Interface velocity is the rate at which the solid/liquid interface moves. High interface velocity implies lesser time for equilibrium growth to take place. Thus, microstructures obtained at higher interface velocities have finer structure and sometimes metastable structures. Cooling rate is the product of thermal gradient and interface velocity. An investigation of the three-dimensional nature of certain microstructural features of Al–Si alloys shows that the eutectic grains in unmodified Al–10% Si alloys grow from the tips of the primary aluminium dendrites. The Sr-modified eutectic grain appears to grow around the dendrite arms, filling up the dendrite envelope, rather than growing from the dendrite tips [35]. The distribution of nuclei in the melt represents the sum of all potentially active particles. In the unmodified alloy it is proposed that the distribution is bimodal with the most potent nuclei being AlP particles. If all AlP particles are removed from the melt, or rendered inactive fewer nuclei will be available and these will require more undercooling [36] this is pictorially presented in Fig. 8. Addition of Sr has a direct influence on the growth mechanism of the Al–Si eutectic [37].

Distribution of Nuclei in modified and unmodified system [36]
A Si flake which is bounded on all sides by {111} planes in contact with the liquid and containing at least two twin planes, will be able to grow continuously in two dimensions due to 141° re-entrant corners, which will subsequently form on each growing face. These corners are the preferred sites for the two-dimensional nucleation of new layers required for the continued growth of the faceted Si phase. Hellawell [38] suggested TPRE poisoning mechanism for modification by sodium or strontium. The impurity (Na or Sr) adsorbs on to the re-entrant edge sites and prevents/retards the subsequent attachment of Si atoms. This results in an increased undercooling of the Si atoms. This situation leads to more frequent overgrowth by the aluminium phase and increased twinning. Here, the increase in undercooling results from the loss of TPRE mechanism where as in quench modification a simple increase in kinetic undercooling is found. Modification growth rather than nucleation is the primary cause for the change in silicon structure [39]. The type of silicon structure that forms is a strong function of the phosphorus level. Apart from the modifier level, phosphorous content in the melt also plays a major role. Figure 9 shows the modifier-phosphorous interaction [40].

Modifier phosphorous interactions [40]
Knuutinen and co-workers studied the modification of Al–Si alloys by using Ba, Ca, Y and Yb as modifiers [15]. They found that Ba and Ca cause a modification similar to Na and Sr, whereas Y and Yb give the modification effect similar to that of Sb. Figure 10 shows the microstructures developed in A356 alloy with varied Ba concentration in their experiment. Corresponding cooling curves are also indicated. Denton and Spittle investigated the solidification behaviour of strontium-modified alloys [41]. They were of the opinion that, in unmodified alloys, eutectic growth proceeds from the mould wall with the plates of the branched silicon structure leading and the aluminium solid solution eutectic phase as infilling. The advancing interface is non-isothermal. With decreasing cooling rate, the interface becomes increasingly ragged in appearance. Liquid permeates the solidifying eutectic to a distance behind the advancing front that increases with increasing bath temperature. Hence, a large portion of the casting may exist during freezing as a solid–liquid mixture, termed as endogenous freezing. In the strontium-modified alloy, the freezing solid/liquid eutectic interface is smooth. Sr increases the susceptibility of Al–Si alloy melts to hydrogen absorption during melting.

Assembly of cooling curves, with focus on the eutectic reaction, for all tested Ba addition levels to the A356.0 alloy with corresponding optical micrographs of representative eutectic structure in each sample [15]
Kim et al. [42] had established that the shape of the silicon particle is growth temperature dependent and does not depend on the presence or absence of modifier in the melt. In his experiments he confirmed the temperature dependence of the silicon phase and stated that modifier depresses the nucleation temperature, they lower the growth temperature and change the growth shape from coarse to globular
Presence of primary silicon in the hypereutectic alloy favours nucleation and growth of different morphologies of eutectic silicon [43].
From the EBSD–SEM mapping technique two different modes of eutectic growth has been identified. In the unmodified alloy the eutectic grew from the primary phase. In the modified alloy the eutectic grains nucleates and grows separately from the primary dendrites [44].
Aluminium in the eutectic has been found to have the same crystallographic orientation as the surrounding dendrites in both the unmodified and Sr-modified alloys. In the unmodified alloys, a different type of eutectic colonies with significant misorientations compared to the surrounding dendrites was found [45]. Strontium changes the nucleation mechanism of the eutectic from mainly occurring on the primary dendrites to some other heterogeneous substrate in the liquid [46].
Mechanisms based on the introduction of high densities of noncozonal twins may be more relevant to directionally solidified alloys than samples solidified under conditions of equiaxed growth. There are distinct differences in eutectic nucleation between unmodified and modified alloys and these are reflected in cooling curves, EBSD and micro- and macroscopic investigations. In the alloys used in this research there was increasing nucleation difficulties after individual additions of Sr or Sb to an unmodified alloy. This was reflected in the eutectic grain sizes with the eutectic grains being largest in the Sr-modified alloys and of an intermediate size in Sb-modified alloys. The differences in nucleation patterns are likely to be responsible for many of the complications commonly associated with modification. The compound AlP is a common nucleus for eutectic Si in unmodified alloys, but appears to be less active in modified alloys. The mechanism for this transition is unclear but may relate to scavenging of phosphorus by intermetallics introduced with the modification process. Although the eutectic grain size and silicon morphology are linked, they are not completely dependent [47].
The Fe-intermetallic volume fractions are higher in the unmodified alloys compared to the modified alloys, regardless of the intermetallic type (α-Fe or β-Fe). The lower volume fractions exhibited by the modified alloys is because of the effect of Sr-modification on the fragmentation and dissolution of the α-Fe-intermetallics in the as-cast samples. The surface fraction of Fe-intermetallics also increases with an increase in the Fe and Fe–Mn levels. Sr refines the b-AlFeSi platelets developed in the eutectic [48] and the opposing effect was observed with Ti [49]. Magnesium slightly refines the eutectic Si phase in the unmodified alloys containing mainly α-Fe intermetallics. On the other hand, Mg has a negative effect in the Sr-modified alloys (coarsening), this effect being more pronounced in unmodified and Sr-modified alloys containing mainly α-Fe-intermetallics [50]. Keeping the melt at a temp of 600 °C there is precipitation and sedimentation of Fe and hence the casting property is improved [51].
The different theories of modification can be summarized as follows [23].
Nucleation poisoning theory
The change in the eutectic structure with addition of sodium fluoride and potassium fluoride was due to the removal of oxides and impurities, such as alumina and silica, by the fluxing effect of these compounds.
Ternary eutectic theory
Modification was due to the formation of an aluminium–silicon–sodium ternary alloy. The modified silicon morphology was supposedly the regular morphology of this ternary eutectic.
Restricted growth theories
Many hypotheses originating from late 1940s till today explain the process of modification as due to the restriction of growth of silicon by the impurity atoms present in the melt.
Surface energy theory
Is based on a mechanism that attempted to explain chemical modification of the aluminium silicon eutectic based on the surface energy of the aluminium–silicon solid interface. It was suggested that the rate of advance of the interface depends on a balance between the rate of heat flow from the liquid to the solid through the interface and the latent heat of fusion released during solidification For chemical modification, a decrease in surface energy of the aluminium–silicon solid interface upon the addition of the chemical modifier increases the interface angle. This in turn suppresses growth of the silicon crystal and causes modification of the eutectic structure and undercooling.
Diffusion control theory
This theory is based on the observation that solubility of sodium in solid aluminium and silicon are low. This in turn, implies that sodium would segregate ahead of the growing interface, which could restrict the diffusion of silicon in the melt.
Sodium reduces the diffusion rate of silicon. The reduced diffusion of silicon was believed to change the growth morphology of silicon.
Interfacial poisoning
This theory is based on the modifier atoms poisoning the growth sites of silicon at the interface.
Table 1 summarizes the briefly the most recent theories proposed for modification.
Modification and defects
Modification is often associated with an increase in porosity above that of the unmodified alloy. The change in porosity level from a macroscopic shrinkage to a redistributed micro porosity negates the beneficial effects got by the structural change in eutectic silicon.
The growth of a pore is determined by the balance between the pressures that promote and oppose pore formation [52].
where, Pg—equilibrium pressure of dissolved gases; PS—pressure drop due to solidification shrinkage; PH—pressure due to metallostatic head; Ps − t—pressure due to pore-liquid surface tension.
From the above equation it can be reasoned that impurity or alloying addition can affect porosity formation in a number of ways. The surface tension may be altered because of the presence of impurity and Ps − t term may alter. All other parameters being equal, reduced surface tension should make pore formation easier. Changes in hydrogen content, surface tension, freezing range, nucleation potency and oxide permeability has some effect on the porosity formation in modified Al–Si alloys. Increase in Fe content in the alloy increases porosity [53, 54]. Addition of modifier may increase the hydrogen concentration in the melt due to a change in either the rate at which hydrogen is absorbed in the melt or in its solubility. Figure 11 shows the hydrogen content with different levels of Sr in Al–Si alloy.

Hydrogen content versus time for three different strontium levels in an Al–Si alloy [23]
Figure 12 shows the average porosity size for modified and unmodified Al Si alloys. The porosity in a modified Al–Si alloy changed from a well dispersed and rounded compared to a centrally located interconnected porosity in unmodified alloy [55, 56]. The effect of Sr on the porosity is also dependent on the Si content of the Al–Si system. Sr oxides in the modified alloy play a important role in the formation of pores. Sr has a high affinity to oxygen. Sr oxides present in the form of films or particles in the melt is extremely difficult to remove by degassing [57] Sr increases the oxidation rate of alloy. Direct observations of the solidifying modified aluminium silicon alloy showed that large spherical bubbles were formed that were stable in the casting near the oxide skin at a temperature above liquidus, rather dissolve back into the liquid aluminium [58]. In sand cast alloys, modification results in statistically significant increase in the total porosity levels by introducing a large number of dispersed isolated pores throughout the casting. From their location in the microstructure it has been confirmed that these pores form only after a significant amount of eutectic solidification has already occurred. The increase in porosity associated with modification by Sr can be attributed to the enhanced reacting of the Sr to the environmental moisture [59]. It is seen that for Al 10 wt% Si casting addition of Na increases from 0.34 vol% to 0.50 vol% whereas, addition of Sr increased to 0.77 vol% [52]. Campbell [60] in his work on bifilms stated that the presence of oxide films in the melt serve as nucleating sites for the Sr in the melt. The benefits of Sr additions are not got in clean melts. Instead addition of Sr introduces more defects in the melts. In cosworth process where there are few bifilms present the addition of Sr decreases the physical properties of the melt [61, 62].

Average porosity size for hot spot, under riser and defects for modified and unmodified Al alloys [55]
Other aspects of modification
Quench modification
In quench modification, a fibrous eutectic structure is obtained in the absence of chemical modifiers by rapid solidification (growth rate of 400–1000 μm/s). The structure is optically identical to impurity modification. But electron microscopy revealed that the silicon is similar to the unmodified form with very low level of twinning and with exceedingly fine form. It is also known as chill modification. When the liquid metal is poured into the permanent moulds of moderate thermal conductivity, the initial solidifying shell of the liquid metal at and near the casting/mould wall interface generally experiences this effect. With chill modification, it is possible to get a finer network of primary and eutectic phases.
Over-modification
There is an optimum level of modifier for producing a given microstructure. Any higher level than optimum results in over-modification. Higher solidification or freezing rates assist modification. Over-modification with Na takes place if Na concentration exceeds 0.018–0.020%. Coarsening of Si occurs during over-modification with Na. Coarsening of Si and reversion of fine fibrous Si to an interconnected plate form take place with Sr over-modification. In addition, inter-metallic phases of Sr start forming.
Fading
Two types of chemical reaction in the melt can cause fading of modifiers. They are:
-
1.
Vapourization of modifier due to high vapour pressure at melt temperatures and
-
2.
Oxidization of modifier due to an excessive chemical affinity for oxygen.
In the second case, though modifier remains in the melt, it will be in chemically combined form, and hence ineffective as modifier.
First one is the important fading mechanism for sodium. It readily boils out of the melt. However, if Na dissolves once, it does not readily oxidize. When metallic Na is used, recoveries of about 25% are possible immediately after addition. Casting must be done within 30–40 min of melt treatment with sodium. Lower ratio of melt surface area to melt volume is desirable in order to reduce fading. Stirring increases fading. Degassing is not recommended after Na treatment.
Mechanisms of Na treatment with fluxes and with pure metal are different. Na addition through flux treatment offers a delay period of several minutes before fading begins because the addition of fluxes requires a reaction at the flux-melt interface (which is a slower reaction).
Sodium fades faster than strontium. Sr can be regarded as a semi-permanent modifier. It has a lower vapour pressure (10−3 atm. at 730°) and losses from the melt are primarily by oxidation. It generally takes 15–16 h to fade to its half of initial concentration.
Effect of phosphorous
Phosphorus makes modification difficult. It enters Al casting alloys through contact with tools, refractory, refractory cements or crucible glazes. P interferes with modification by Na, Sr or Sb. Alloys with higher phosphorus levels require large retained modifier concentrations in order to produce an acceptable cast structure. If phosphorus concentration is less than 1 ppm, the alloy will freeze with a lamellar structure without any modifier. Higher phosphorus values cause the eutectic silicon to solidify in an acicular form. Deliberate phosphorus addition is required to increase wear resistance and piston life. In hypereutectic alloys, phosphorus is added as it reacts with Al to form AlP particles, which nucleate primary Si, which in turn results in a fine dispersion of primary particles. But, in hypoeutectic alloys, Si coarsens by phosphorus addition. The available holding time after treatment will be shorter if phosphorus levels are high. The phosphorus in the alloy is dissolved by intermetallics of Na, Sr, Sb with Al, Mg and Si.
Variables affecting modification
There are several variables, which affect the microstructure. These include type and quantity of modifier, impurities present in the melt, freezing rate, processing parameters, Si content of the alloy etc. Melt temperature plays an important part for the modification melt treatment to be effective [63]. Alloying additions like Mg, Ag, Cu, Ni, Zn decreases the efficiency of modification [64].
Both sodium and strontium are capable of producing full modification. But antimony causes refinement of structure up to lamellar form. Quantity of modifier required depends on the ability of the modifier to cause modification. Na, being the best modifier, needed in very small quantities to produce perfect modification. Further, in excess quantities it may cause over-modification. But, fading of the modifier is also to be taken into account when Na is used as modifier. Sr, though not as effective as Na, holds the modifying effect for long term and hence treated as permanent modifier [65]. A combination of Na and Sr can also be used. Amount of modifier required changes from one modifier to another. Na and Sr are generally needed in very small quantities where as Ca, Ba and other modifiers are needed in large quantities to cause modification. Silicon content in the alloy plays an important role in determining the quantity of modifier required. Hypoeutectic alloys require lesser quantity of modifier than eutectic and hypereutectic alloys. Impurities present in the melt can also cause the melt treatment. Some elements like P, Sb etc., hinder the action of the modifier in the melt. Higher cooling and freezing rates would be beneficial for modification and hence lesser quantity of modifier would be sufficient at high cooling rates.
Interaction of modifiers
Combined additions of Sr and Na do not appear to cause enhancement of the modification of the eutectic microstructure even within a short period after addition and also does not alter the eutectic solidification behaviour. Combined (Sr + Na) additions have no beneficial effects on the formation of casting defects. The loss of modifying elements as a result of vaporization and/or oxidation from the surface of the melt is blamed for the disappearance of modification effect during holding Na addition is likely to promote Sr vaporization and/or oxidation kinetically, leading to a progressive loss of both modifiers [66].
With low levels of grain refiner the effect of Sr as a modifier is not hindered. But with high level of additions Sr loses its modifying efficiency [67]. In presence of Sr if B is added they form a compound. This consumes lot of Sr reducing the free Sr and hence the modification efficiency of Sr decreases. A mutual poisoning effect occurs when the content of Sr and B exceed a certain level [68]. The addition of B can enhance the modification efficiency of P on hypereutectic alloy, and it can also reduce the addition level of P. Boron can combine with Mg, Al and Si and result in the precipitation of Al–B–Mg–Si compounds as the nuclei of primary Si grains [69]. In the presence of Sb the modification efficiency of Na as well as Sr decreases considerably. Wang and Gruzleski studied the behaviour of common modifiers (Na, Sr and a mixture of Na and Sr) in the presence of antimony (Sb).
Sodium and strontium together as modifier can be very effective in providing constant modification effect for a long time. Na contributes for short-term effect where as Sr is effective after some holding time. Antimony has a deleterious effect on modification with Na as well as Sr by forming compounds with them and thereby not allowing them to produce modification effect. To overcome the deleterious effect of Sb, sufficient amount of modifier should be used. A combination of 0.03%Sr and 0.01%Na is found very effective in the presence of antimony [70].
Non-destructive assessment of modification
Various melt treatment processes affect cast microstructure. Micro structural features affect mechanical properties. But, fading, negative reaction with other elements and improper melt treatment result in unmodified or partially modified or non-refined structures. Further, the microstructural transition from acicular to fibrous is not a sharp one but gradual. Hence the concept of modification rating (MR) is used to define the modified structure [71].
The class number refers to the scale of rating from 1 to 6 for the range of structures observed in modified Al–Si alloys. The various classes with their description are presented in the Table 2
Quality castings require quality molten metal. For producing quality molten metal, melt treatments such as degassing, purging, fluxing, filtering, inoculation, grain refinement, modification etc have to be properly carried out. Modification affects cast microstructure and micro structural features affect mechanical properties. It is preferable to assess the effectiveness of the treatment before pouring as well as to monitor the effects of various treatments on the quality of the melt. But, conventional metallographic examination is time consuming. It requires a skilled technician and also it is difficult to perform in the foundries. Moreover the quality of the melt may deteriorate by the time results are obtained. Therefore, a qualitative online process control technique is needed to establish the quality of the molten metal. Non-destructive testing techniques are most suitable for the purpose. Non-destructive methods of evaluation of melt quality are broadly classified as thermal analysis, electrical conductivity measurements and ultrasound techniques. These methods provide rapid evaluation of melt quality before pouring the casting.
Thermal analysis technique provides a reliable rapid method of evaluating the state of nucleation and modification of the melt prior to pouring of casting [72, 73]. In thermal analysis, the temperature of the solidifying sample is monitored and recorded as it cools from the completely liquid state to completely solid state through solidification range [22]. The resultant plot, cooling curve, is analyzed to monitor the progress of the metallurgical phase transformation as well as to predict the cast microstructure.
Theoretically, pure metals freeze at a unique temperature characterized by a plateau in the cooling curve. Both the liquid and the solid regions cool in the Newtonian fashion. Solid solution alloys freeze over a range of temperatures. Eutectic alloys freeze in the similar fashion as that of pure metals. Hypo and hypereutectic alloys exhibit primary phase solidification over a range of temperatures followed by eutectic freezing.
Few important deviations that found in the real cooling curves are:
Undercooling, to cause solidification to begin appears as a drop in temperature below the equilibrium temperature. Recalescence, due to latent heat evaluation during solidification, appears as a small rise in temperature.
Majority of the casting alloys are multicomponent and contain several phases which affect the shape of the cooling curve [74]. The inflection points on a cooling curve can be clearly indicated by plotting the derivative of cooling curve versus time [75]. Inflection points appear as peaks on the derivative curve. Figure 13 shows the method of using the cooling curve for analysis. With thermal analysis it is possible to check, aluminium grain size in hypoeutectic alloys, size of primary silicon in hypereutectic alloys and morphology and size of the Al–Si eutectic particles [76].

The method used to analyze the cooling curves (a) A cooling curve with corresponding derivative (A 356 alloy modified with Sr) (b) Magnified eutectic arrest with salient points [15]
The grain size control/determination by thermal analysis utilize that portion of the cooling curve associated with the beginning of primary solidification. The assessment of modification needs the eutectic region of the cooling curve to be examined. The advantages of thermal analysis are simplicity and rapidity of the method [77].
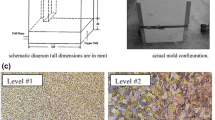
Generally thermal analysis is carried out by pouring a casting into an instrumented mould. The mould, sand or permanent, has one or more thermocouples positioned within it to record temperature readings. The thermocouple ends are connected to data acquisition device through proper cable or wires. The acquired data is analyzed by using appropriate software. A schematic of the set up is given in Fig. 14a.

(a) Thermal analysis setup and (b) Thermal analysis parameters
Following parameters are generally determined from cooling curve [78].
-
Primary undercooling magnitude (ΔTα)—The difference between the minimum temperature obtained at the start of primary solidification and minimum temperature achieved during primary solidification.
-
Primary undercooling time (ΔTα)—The time from the point of primary undercooling temperature to primary arrest temperature.
-
Eutectic undercooling magnitude (ΔTE)—The difference between the minimum temperature obtained at the start of eutectic solidification and minimum temperature achieved during eutectic solidification i.e., eutectic plateau temperature.
-
Eutectic arrest temperature (TE)—The temperature corresponding to the eutectic plateau of the cooling curve.
-
Eutectic arrest time (θ)—The time interval between the start of eutectic arrest and the end of eutectic arrest temperature.
-
Depression of eutectic arrest temperature (ΔT)—which is given by TE(unmodified) − TE(modified).
-
Cooling curve radius ratio (R)—which is given by Rmodified/Runmodified.
-
Angle ratio (ϕ)—which is given by ϕmodified/ϕunmodified.
Modification treatment changes following features of the cooling curve:
-
The temperature of the eutectic plateau.
-
The under cooling required to start eutectic freezing.
-
The time duration of the undercooling.
-
The curvature shape at the end of eutectic.
It is observed that when the alloy is modified, the eutectic temperature depresses, the under cooling for the nucleation of the eutectic increases, period of the under cooling increases, the radius ratio increases with modification and the angle ratio decreases with modification.
The depression of eutectic temperature is the feature that is used most in thermal analysis [79]. As eutectic temperature is easy to measure, it is generally employed to assess whether or not a melt is properly modified. However, if this parameter is used as the basis of analysis, a base eutectic temperature for the unmodified alloy is to be determined first and the values from the modified alloy are compared with this.
Figure 14b shows the various parameters on a thermal analysis curves.
Mondolfo’s equation for eutectic temperature of unmodified alloy [79]:
The equation is generally applicable to alloys of aluminium where the total amount of elements other than Al and Si is less than 1 wt%. More recently a method for the calculation of the liquidus temperature of multi-component hypo and hypereutectic aluminium alloys, based on their known chemical compositions is developed [80].
But, if temperature alone is used as the criterion for proper modification, it is difficult to detect over-modified structures, because, the greatest change of temperature occurs in the unmodified to modified transition. The undercooling increases with modification and then falls off, as the structure becomes over-modified. It is possible to relate the period of undercooling with eutectic temperature as well as the amount of undercooling. With thermal analysis technique it is possible to differentiate simultaneously grain refined from non-grain refined melts and also to distinguish between the four main modification stages of both A356.0 and A357.0 alloys [81].
Review of the literature suggests that a minimum eutectic depression of 6–8° is essential to produce a fully modified structure with M.R. = 5. The magnitude of eutectic undercooling increases rapidly as the structure changes from acicular to fine lamellar. Thereafter, it decreases rapidly as structure changes from a fine lamellar to fully modified type. The rapid increase in ΔTE when the structure changes from acicular to lamellar can be attributed to the neutralization of foreign nuclei by low concentration of sodium/modifier. This results in the nucleation of eutectic silicon at a large degree of undercooling. Larger the concentration of Na/modifier, still lower the value of ΔTE. The lamellar structure is associated with largest degree of undercooling. During modified eutectic solidification, evolution of a fine fibrous structure is associated with the shortest eutectic arrest time. It shows that both eutectic nucleation and growth are affected during solidification. The radius ratio increases as the structure transforms from lamellar to fully modified and its value remains constant around 0.44. The curvature radius ratio of 0.4 obtained for a fully modified structure is unaffected by the type of modifier used [78]. Fully modified structures show angle ratio less than 3.4.
These observations suggest that a single cooling curve parameter is not sufficiently sensitive to make accurate predictions of modified structure. A single estimator of the modification potential of the melt can be based on a combination of eutectic depression, undercooling magnitude and time thermal analysis parameters.
However, Li Qiyang [22] and co-workers suggest that conventional Na additions to Al–Si eutectic alloys result in perfect modification; but do not affect eutectic arrest temperature, melting point, latent heat of fusion etc. significantly. They observed a large drop in eutectic temperature during over-modification.
Bamberger [82] and others used thermal analysis to study the interrelation between DAS, solidification time and silicon content of Al–Si alloys. They found that the cooling rate had reduced with increasing silicon content. The DAS is also affected by silicon content. As the silicon content increases, DAS becomes finer.
Thermal analysis is used extensively for the assessment of modification, DAS and in heat transfer studies [83, 84]. It is found that a minimum Na concentration of 105 ppm is essential to produce a fully modified structure. The modification melt treatment improves the efficiency of the chilling ability of the mould.
Studies of Knuutinen [15] about the effects of Ba, Ca, Y and Yb on the eutectic arrest in an A356 alloy revealed that the eutectic arrest is displaced to lower temperatures with increasing additions. All the elements cause the development of significant recalescence prior to eutectic growth, while no recalescence is observed in the unmodified alloy as indicated in the Fig. 10.
Djurdjevic et al. [85] studied the effect of strontium as modifier at various levels of additions with thermal analysis for assessing the effectiveness. They also found that the amount of eutectic depression is highly correlated with silicon modification level.
Heusler and Schneider studied the influence of alloying elements on the thermal analysis results of Al–Si cast alloys [86].
Variable affecting thermal analysis results
Knowledge about the influence of alloying additions on the eutectic temperature and eutectic depression is essential for assessing the quality of modification melt treatment by thermal analysis. Heusler et al. observed a decrease in the eutectic temperature with increasing Mg content [86]. Figure 15 is the plot of variation of eutectic depression as a function of Mg content in unmodified and modified alloys. They also studied the effect of Cu and Si concentration on the eutectic temperature of Al–Si alloy and observed that for the alloys with 5–18% Si the eutectic temperatures were between 575 °C and 577 °C. But Cu decreases the eutectic temperature. Most of their results were in agreement with Mondolfo’s equation. Apelian et al. [87] studied the effect of processing variables on the thermal analysis results related to grain refinement and modification. Their investigations revealed that the grain refining response of Al–3Ti–3B was highest. They also observed that alloying elements Cu, Fe, Ni, Zn and Mn do not affect grain refinement results and cooling rate has an effect in the non-grain refined melt. During modification, they observed that the parameters eutectic depression, arrest and undercooling time parameters do not increase proportionally with increase in Sr.

Depression of eutectic arrest as a function of Mg level in unmodified and Sr-modified Al–Si alloy [86]
Presence of Mg upto 0.5% refines the silicon. Hence, when 0.5% Mg is present the eutectic depression may not be a thermal analysis parameter for modification with Sr [88]. Few investigators studied the effect of cooling rate on the thermal analysis parameters [89]. It was observed that cooling rate has negligible effect on liquidus temperatures parameters where as undercooling and recalescence temperatures as well as time in the primary region has been affected by cooling rate. In the modified melt, cooling rate improves the rating significantly. Cooling rate does not alter the crystal structure of Al–Si alloy [90]. Gowri attempted to find the relation between cooling rate and various thermal analysis parameters [91]. A power relation between the cooling rate with eutectic depression and total solidification time were proposed and is given below:
where A and n are constants.
Some researchers have used Fourier Thermal Analysis (FTA) to monitor the effect of modification on the evolution of solid fraction during solidification of Al–Si alloy [92, 93].
The slope of the curve of an alloy, solidifying in a thermal analysis cup, is due to two contributions: the rate of volumetric heat exchanged to the environment and the rate of volumetric latent heat released during solidification phenomena. In conventional thermal analysis the alloy is supposed to be uniform in temperature, so that the heat exchanged is determined only by the heat exchange at the interface between metal and the external environment. In “Fourier Thermal Analysis”, instead, the heat exchanged is supposed to be related to temperature gradient inside the alloy. The slope of solidification curve is then related also to the thermal diffusivity of the alloy. The experimental set up for FTA requires only two additional features: a symmetrical cup (cylindrical or spherical) and a second thermocouple.
The evolution of solid fraction with temperature has been found to be the most effective in evaluating the effect of melt treatment on the solidification phenomena. These results confirm the feasibility of using FTA as an experimental method for evaluating solid fraction curves in different melt treatment conditions, in particular regarding eutectic modification. These curves can be used also as input parameters for numerical modelling of microstructure formation in Al–Si alloys.
Conclusions
Modification plays an important part in improving the properties of cast Al–Si alloys. Several elements are known to cause chemical modification. A value of about 1.64 is proposed as ideal value for the ratio of atomic radius of modifier to that of silicon. Each modifier has its own advantages. Na and Sr are the modifiers that are widely used. There are various theories proposed for the exact mechanism of modification of eutectic silicon from acicular to fine fibrous structure. The most widely accepted one is that the modifier changes the morphology of Si phase by inducing growth twins. The recent theory which questions this says that there is relationship between the degree of modification and the nucleation frequency of eutectic grains. Modifier decreases the number of eutectic grains that nucleate resulting in fine eutectic silicon morphology. The exact mechanism by which the modifier element changes the morphology of the eutectic silicon is still under debate.
Modification is often associated with an increase in porosity above that of the unmodified alloy. The change in porosity level from a macroscopic shrinkage to a redistributed micro porosity negates the beneficial effects got by the structural change in eutectic silicon. Control of modification process plays a dominant part in producing quality castings.
Thermal analysis is widely used in determining the modification level. In thermal analysis, the temperature of the solidifying sample is monitored and recorded as it cools from the completely liquid state to completely solid state through solidification range. The resultant plot, cooling curve, is analyzed to monitor the progress of the metallurgical phase transformation as well as to predict the cast microstructure. However, a single cooling curve parameter is not sufficiently sensitive to make accurate prediction of modified structure. Further there are many variables which affect the thermal analysis results. Even a change in Mg concentration in the melt alters the cooling curve parameter. The modification potential of the melt can be effectively assessed by a combination of thermal analysis parameters like eutectic depression, under cooling magnitude and time. Fourier thermal analysis (FTA) is superior to conventional computer aided cooling curve analysis as it is directly related to the temperature gradient in the melt and hence the thermal diffusivity of the alloy system.
References
Davis JR (1990) ASM hand book (Formerly, vol 2, 10th edn, Metals hand book). ASM, Metals Park, OH, pp 123–151, 166–168
Dwivedi DK (2002) IE (I) Journal-MM 83(10):46
Hatch JE (1984) Aluminum properties and physical metallurgy. ASM, Metals Park, OH, pp 1–104, 200–241, 320–350
Davis JR (1988) Metals hand book, vol. 15, 9th edn. ASM, Metals Park, OH, pp 55–87, 159–168, 743–753
Hinojosa JAG, González CR, González GM, Houbaert Y (2003) J Mat Proc Tech 143–144(20):306
Ogris E, Wahlen A, Luchinger H, Uggowitzer PJ (2002) J Light Metals 2:263
Peña BS (2006) J A Mater Charact 57:218
Cornell R, Bhadeshia HKDH (2007) https://doi.org/www..msm.cam.ac.uk/phase-trans/abstracts/M7-8.html. Accessed 20 July 2007
Dinsdale T, Quested PN (2004) J Mat Sci 39:7221
Wang R, Lu a W, Hogan LM (2003) Mat Sci Engg A 348:289
Dahle AK, Nogita K, McDonald SD, Luc DL (2005) Mat Sci Engg A 413–414:243
Gruzleski E, Closset BM (1990) The treatment of liquid Al–Si alloys. AFS Inc., Des Plaines, IL, pp 1–68, 95–157, 213–237
Wang J, He S, Sun B, Shu KL, Zhou Y (2002) Mat Sci Engg A338:101
Ho CR, Cantor R (1995) Acta Mettal Mater 43(8):3231
Knuutinen A, Nogita K, McDonald SD, Dahle AK (2001) J Light Metal 1:229
Mulazimoglu MH, Tenekerdjiev N, Closset BM, Gruzleski JE (1993) Cast Metals 6(1):16
Schaffer PL, Arnberg L, Dahle AK (2006) Scripta Materialia 54:677
Xiufang B, Weimin W, Jingyu Q (2001) Mater Charact 46:25
McDonald SD, Nogita K, Dahle AK (2004) Acta Materialia 52:4273
Huiyuan G, Yanxiang L, Xiang C, Xue W (2005) Scripta Materialia 53:69
Nogita K, Dahle AK (2003) Scripta Materialia 48:307
Qiyang L, Qingchun L, Qiful L (1991) Acta Metallurgica 39(11):2497
Guthy HV (2002) Evolution of the eutectic microstructure in chemically modified and unmodified aluminum silicon alloys. M.Sc. Thesis, Worcester Polytechnic Institute, p 34
Shankar S, Riddle YW, Makhlouf MM (2004) Met Trans A 35a:3038
Dinnis CM, Taylor JA, Dahle AK (2005) Scripta Materialia 53:955
Dahle AK, Hillert M (2006) Met Trans.A 37A:1353
Shankar S, Makhlouf MM (2006) Met Trans A 37A:1353
Shankar S, Riddle YW, Makhlouf MM (2004) Acta Materialia 52:4447
Krai MV, Nakashima PNH, Mitchell DRG (2006) Met Trans A 37A:1987
Nogita K, McDonald SD, Dahle AK (2004) Philos Mag 84(17):1683
Nogita K, McDonald SD, Dahle AK (2004) Mater Forum 28:945
McDonald SD, Dahle AK, Taylor JA, Suohn DH (2004) Met Trans A 35A:1829
Kumar G, Hegde S, Prabhu KN (2007) J Mat Proc Tech 182:152
Nogita K, Yasuda H, Yoshida K, Uesugi K, Takeuchi A, Suzukic Y, Dahle AK (2006) Scripta Materialia 55:787
Dinnis CM, Dahle AK, Taylor JA (2005) Mat Sci Engg A 392:440
McDonald SD, Nogita K, Dahle AK (2006) J Alloy Compd 422(1–2):184
Martinez EJ, Cisneros MA, Valtierra S, Lacaze J (2005) Scripta Materialia 52:439
Lu SZ, Hellawell A (1987) Met Trans A 18A:1721
Hanna HO, Lu SZ, Hellawell A (1984) Met Trans A 15A:459
Gruzleski JE (1992) AFS Trans 64:673
Denton JR, Spittle JA (1985) Mat Sci Tech 1:305
Kim CB, Heine RW (1964) J Inst Metals 92:367
Criado AJ, Martinez JA, Calabres R (1997) Scripta Materialia 56(no. 1):47
Nogita K, Dahle AK (2001) Mater Charact 46:305
Heiberg G, Arnberg L (2001) J Light Metals 1:43
Heiberg G, Nogita K, Dahle AK, Arnberg L (2002) Acta Materialia 50:2537
Gowri S (1994) AFS Transactions 102(29):503
Mulazimoglu MH, Zaluska A, Paray F, Gruzleski JE (1997) Met Trans A 28A:1289
Suárez-Pen B, Lozano JA (2006) Scripta Materialia 54:1543
Tash M, Samuel FH, Mucciardi F, Doty HW (2007) Mat Sci Engg A 443:185
Cao X, Campbell J (2003) Met Trans A 34A:1403
McDonald SD, Dahle AK, Taylor JA, St.John DH (2004) Met Trans B 35B:1097
Dinnis CM, Taylor JA, Dahle AK (2006) Mat Sci Engg A 425:286
Dinnis CM, Taylor JA, Dahle AK (2006) Met Trans A 37A:3283
Dinnis CM, Otte MO, Dahle AK, Taylor JA (2004) Met Trans A 35A:3531
Knuutinen A, Nogita K, McDonald SD, Dahle AK (2001) J Light Metals 1:241
Liu L, Samuel M, Samuel FH, Doty HW, Valtierra S (2003) J Mat Sci 38:1255
Lee PD, Sridhar S (2000) Int J Cast Metals Res 13:185
Miresmaeili SM, Campbell J, Shabestari SG, Boutorabi SMA (2005) Met Trans A 36A:2341
Campbell J (2006) Met Trans B 37B:857
Fox S, Campbell J (2000) Scripta mater 43:881
Divandari M, Campbell J (2004) Int J Cast Met Res Vl17(3):182
Haquea MM, Ismail AF (2005) Journal of Mat Pros Tech 162–163:312
Moustafa MA, Lepage C, Samuel FH, Doty HW (2003) Int J Cast Metals Res 15:609
Haque MM, Maleque MA (1998) Mat Pros Tech 77:122
Lua L, Nogita K, Dahle AK (2005) Mat Sci Engg A 399:244
Lua L, Dahle AK (2006) Mat Sci Engg A 435–436:288
Liao H, Sun G (2003) Scripta Materialia 48:1035
Liu X, Wu Y, Bian X (2005) J Alloy Compd 391(1–2):90
Wang W, Gruzleski JE (1989) Mat Sci Tech 5:471
Gruzleski JE, Closset BM (1990) The treatment of liquid Al-Si alloys. AFS Inc., Des Plaines, IL, p 39
Lu SZ, Hellawell A (1995) JOM 47(2):38
Morice J, Portalier R (1984) In: Proceedings of the AFS/CMIConference, Illinios, Dec 11–12, p 37
Hernández FCR, Sokolowski JH (2006) J Alloy Compd 419(1–2):180
Valdes AF, Agullar MER, Bocardo JCE (1993) Mat Des 14(4):223
Tuttle BL (1984) In: Proceedings of the AFS/CMI Conference, IL p 1
Chen X, Geng H, Li Y (2006) Mat Sci Engg A419:283
Prabhu KN, Karanth S, Udupa KR (1999) Indian Foundry J 45(9):177
Gruzleski JE, Closset BM (1990) The treatment of liquid Al-Si alloys. AFS Inc., Des Plaines, IL, pp 1–68, 95–157, 213–237
Hernandez FCR, Djurdjevic MB, Kierkus WT, Sokolowsk JH (2005) Mat Sci Engg A 396:271
Closset B, Pirie K, Gruzleski JE (1984) AFS Trans 92(27):123
Bamberger M, Weiss BZ, Stupel MM (1987) Mat Sci Tech 3:49
Apelian D, Sigworth GK, Whaler KR (1984) AFS Trans 92:297
Hegde S, Kumar G, Prabhu KN (2006) Int J Cast Metals Res 19(4):254
Djurdjevic M, Jiang H, Sokolowski J (2001) Mater Charact 46:31
Heusler L, Schneider W (2002) J Light Metals 2:17
Apelian D, Cheng JJA (1984) AFS Trans 92(27):797
Samuel AM, Quellet P, Samuel FH, Doty HW (1997) AFS Trans 156:951
Ananthanarayanan L, Samuel FH (1992) AFS Trans 100(141):383
Ceylan M, Akaoy I, Kuzucu V, Balo SN (1997) Mat Pros Tech 65:31
Gowri S (1994) AFS Trans 102(29):503
Piasentini F, Bonollo F, Tiziani A (2006) Met Sci Tech 23(2):11
Dioszegi A, Svensson IL (2005) Trans Ind Inst Met 58(4):611
Acknowledgement
Authors thank the Ministry of Human Resource Development (MHRD), Government of India, New Delhi for funding the project on ‘Non-destructive Microstructure Control of Al–Si Alloys’.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Hegde, S., Prabhu, K.N. Modification of eutectic silicon in Al–Si alloys. J Mater Sci 43, 3009–3027 (2008). https://doi.org/10.1007/s10853-008-2505-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-008-2505-5