
Abstract
Borosilicate glass matrix composites reinforced with 10 wt% multiwall carbon nanotubes (CNTs) were fabricated using a conventional powder processing route and uniaxial hot pressing. The microstructure of the composites contained aggregates of CNTs which had not been infiltrated by the viscous glass during hot-pressing leaving a ∼9% residual porosity. As a result, the mechanical properties (hardness, elastic modulus, fracture toughness and fracture strength) were not improved in comparison to those of the monolithic glass matrix. However the brittleness index (B), which is the ratio of hardness to fracture toughness, decreased with addition of CNTs, which indicates that the composites should exhibit improved contact damage and wear resistance. Electrical resistivity measurements revealed that the addition of 10 wt% CNTs to the normally insulating borosilicate glass decreased its resistivity to 13 Ω cm in comparison to the high value (1015 Ω cm) of the monolithic glass.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Due to their molecular assembly, made from rolled graphene sheets, carbon nanotubes (CNTs) possess extraordinary electric, thermal, optical and mechanical properties [1, 2]. Both single- and multi-wall CNTs exhibit a very large aspect ratio, i.e. their length is 1,000 to 10,000 times their diameter. CNTs are extremely rigid; their elastic modulus has been measured to be higher than 1 TPa (1,000 GPa) and strong; their tensile strength being in the order of 10 GPa [2–4].
CNTs may find applications in replacing carbon fibres as the reinforcement of several non-conductive matrices, including polymers and ceramics [4–8], thus innovative (nano-) composite materials with enhanced thermal and electrical conductivities and improved mechanical properties can be fabricated. Unlike metal and polymer matrix composites, the obtainment of high strength and high stiffness materials is not the unique aim in ceramic and glass matrix composites [9, 10]. In such composites the reinforcing phase is intended mainly to enhance the fracture toughness and to decrease the inherent high flaw sensitivity of the brittle matrix. Although ceramics generally possess high elastic modulus and mechanical strength, especially when related to their density, monolithic ceramics cannot be employed in several structural applications mainly due to their brittleness. Such a situation is particularly notable with glasses, since the amorphous structure does not provide any obstacle to the fracture propagation and their fracture toughness is very low (<1 MPa√m).
Significant research activity is being conducted on exploring the possibility of toughening ceramics by CNTs [7, 8, 11–16], however the toughening mechanisms have not yet been undoubtedly confirmed and some controversy exists about the “real” toughening effect of CNTs addition [17].
The most significant results so far are those of Zhan et al. [16], who fabricated nearly fully dense nanocomposites of single-wall CNTs (10 vol%) in a nanocrystalline alumina matrix. Such composites exhibited a fracture toughness of about three times that of un-reinforced nanocrystalline alumina. Moreover, the wear behaviour of alumina ceramics was found to be greatly improved by the addition of CNTs [15]. The wear behaviour of such composites is enhanced, since the lubricating ability of the carbon inclusion depends not only on the sliding of the concentric graphene layers but also on the rolling motion of the CNTs. Moreover, the brittleness index (B) given by the ratio H/K IC (H = hardness and K IC = fracture toughness), which characterizes the brittleness of the material and is related to its wear resistance [18], usually decreases with addition of CNTs [17].
Although the reinforcement of crystalline ceramics with CNTs is a reasonably well-established field of research [11–17], very few investigations have been conducted considering amorphous glass matrices. Recent studies have demonstrated the feasibility of coating CNTs with a silica matrix, mainly by the sol–gel method [19–22]. In one of the studies [21], the silica/CNTs composites were prepared for non-linear optical applications and the CNTs content was very low (0.25% by wt.). To the authors’ knowledge, only the work of Ning et al. [22] has focussed on the application of CNTs as reinforcement in glass matrices with the aim of exploring the possible toughening ability of CNTs. They focussed on a silica matrix and found an increase of both bending strength and fracture toughness with addition of 5 vol% CNTs. There has not been however previous work on the reinforcement of technical glasses with CNTs, except for a preliminary investigation on CNT/borosilicate glass composites [23]. In the present report, we extend the previous study on the manufacturing and characterization of CNT reinforced borosilicate glass matrix composites containing a significant amount of multi-wall CNTs (10% by wt.). Multi-wall CNTs might not be the best choice in terms of mechanical properties in comparison with single-wall CNTs, they were selected for this experimental investigation however due to their lower cost in relation to single-wall CNTs. The goal is to produce inorganic composites with improved mechanical properties and high contact damage and wear resistance, as well as enhanced functional properties, including high electrical and thermal conductivity. The composites were fabricated by hot pressing at moderate temperatures (750 °C). In this report, the densification behaviour and the microstructure characteristics of the composites are presented and discussed as well as their hardness, fracture strength, elastic modulus, fracture toughness, brittleness and electrical resistivity.
Experimental procedure
Starting materials
The matrix in the present investigation was produced from Duran® borosilicate glass powder (Schott-Glass, Mainz, Germany), with a particle size between 10 and 40 μm. Duran® is a relatively low thermal expansion coefficient glass (3.3 × 10−6 °C−1); it is very resistant to corrosion and chemical attack and it is consequently employed extensively in the field of chemical industry. The chemical composition and the physical properties of Duran® glass are shown in Table 1 [24]. This glass has been used extensively as matrix for developing composites with ceramic platelet [25, 26] and SiC fibre reinforcement [27, 28].
The CNTs employed as reinforcing phase in this study were commercially available multi-wall CNTs (Yorkpoint New Energy Sci. & Tech. Department Co. Ltd., Guangzhon, China), with a distribution of diameters between 10 and 40 nm.
CNT/glass powder mixtures
Two different Duran® glass/CNTs mixtures were prepared. The CNT content was 10 wt% in both mixtures. In the first case, CNTs were dispersed in a water solution containing 10 wt% of a surfactant (Triton100, Sigma-Aldrich) and sonicated for 4.5 h. This was followed by the addition of tetramethoxysilane (TMOS) along with NaOH in molar ratios in relation 30/1/0.01 for water, TMOS, and NaOH, respectively, and further sonication for 2 h. Duran® glass powder was added and the final mixture, called mixture 1, was sonicated for another 2 h. In the second case, CNTs were sonicated for 2 h with TMOS only, then hydrolization took place by adding water and HCl in proportion M:20/1/0.001 of water/TMOS/HCl. Duran® glass powder was added and the final mixture, called mixture 2, was ultrasonicated for another 2 h. The mixtures were calcined at 350 °C in air to evaporate water, ethanol and triton. Field Emission Gun Scanning Electron Microscopy (FEGSEM) (Leo Gemini) was used to assess the homogeneity of the CNTs/glass powder mixtures. It was not possible to determine the density of the mixtures by gas pycnometry due to considerable adsorption on the CNTs leading to inaccurate results. The theoretical density of the mixtures was therefore estimated from the rule of mixtures and data for the density of the glass matrix (Table 1) and of CNTs. The density of multi-wall CNTs was assumed to be 1.65 g cm−3. This figure was calculated from the density of graphite (2.2 g cm−3) and the assumption that the outer diameter of the nanotubes is twice the inner diameter [23].
Composites manufacturing
This investigation privileged the use of a uniaxial hot pressing (HP) route as it has the potential to produce denser materials than pressureless sintering [23]. The processing route involved the hot pressing of samples in vacuum at 750 °C using a carbon die, with a slow heating rate of about 1.5 °C/min and a holding time of 2–3 h. The compaction pressure was 20 MPa which was applied when the sample reached the holding temperature. The cooling rate was about 3 °C/min. No further heat-treatment (e.g. annealing) was performed on the samples after fabrication. Furthermore, HP of pure Duran® glass powder was carried out to obtain unreinforced glass matrix samples for comparison with the composite. The monolithic glass was hot pressed at 750 °C for 1 h and the applied pressure was 5 MPa.
The hot press used is a custom-made facility previously described [29]. It can produce discs of ∼3 mm thickness and 38 mm diameter. The hot pressed discs were ground and polished to a 1 μm diamond finish. From the discs, test bars of 4 × 3 × 30 mm3 and rectangular prisms of 3 × 3 × 6 mm3 were cut for 3-point bending and compression strength tests respectively.
Materials characterization
Density measurements on hot-pressed discs were conducted by the geometric and Archimedes’ methods. The reference theoretical density for the glass matrix composites (with 10 wt% CNTs) was ρc = 2.22 g cm−3, calculated from the rule of mixtures. X-ray diffraction (XRD) analyses were conducted on all samples in order to detect any crystallization of the glass that might have occurred during hot-pressing. SEM was used to observe polished and fracture surfaces of selected samples in order to confirm the integrity of CNTs after the thermal treatments, to identify residual porosity and other microstructural features, and to infer the occurrence of possible toughening events (crack-CNTs interactions), essential to understand the potential of CNTs as reinforcing elements in glass matrices.
In addition, Vickers indentation, three point bending and compression strength tests were performed to assess the mechanical performance of the composites. Loads between 100 g and 3 kg were applied on the samples for 10 s for the Vickers hardness tests using a Zwick/Roell Indentec ZHV instrument. Three point bending strength tests were performed on a Hounsfield H5KS tensile/compression facility with a cross-head displacement of 0.1 mm/min. The compression strength tests were carried out on a Zwick benchtop machine with a 10 kN load cell at a crosshead speed of 0.5 mm/min. Indentation fracture toughness (K Ic) was determined using the microhardness tester (Zwick/Roell Indentec ZHV) applying 500 g loads for 10 s. Based on the work by Ponton and Rawlings [30] on a range of equations for calculating the fracture toughness directly from indentation crack length, an equation derived by Anstis et al. (1976) [31] was used to calculate fracture toughness (K Ic):
where, E is Young’s modulus, H is Vickers hardness value, P is the indenter load and c is the mean surface radial crack length measured optically.
Electrochemical Impedance Spectroscopy (EIS) was conducted on hot-pressed composite and monolithic glass samples of various prismatic shapes. The Pt electrodes were connected to a potentiostat/galvanostat (Type SI 1287, Solatron) and to the frequency response analyzer (Type 1255, Solatron). The frequency f was changed from 100 kHz to 1 Hz and the ac voltage amplitude kept at 1000 mV.
Results and discussion
Microstructural characterization
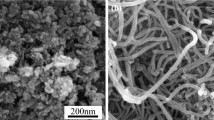
SEM images showing the starting CNTs/glass mixtures are shown in Fig. 1(a–c). Both mixtures present aggregates of CNTs which have not been fully dispersed during the sonication stage. This implies, and was indeed confirmed by the micrographs, that the sol–gel coating did not infiltrate some of the dense CNT clusters. However, it appears that the sol–gel technique employed for mixture 1 gave better CNT dispersion, which benefited from the use of a surfactant. Although it did not prove to be entirely effective (Fig. 1a), the surfactant induced enhanced CNT dispersion capability. This has led to a better coating of the CNTs (Fig. 1b). This effect explains why mixture 1 led to denser composites than mixture 2 (see density results in Table 2), which only used sonication as a dispersion method leading to poor CNT dispersion (Fig. 1c). Table 2 shows that the hot-pressed monolithic glass achieved a ∼100% relative density while the composites achieved 91 and 87% relative density for mixture 1 and 2, respectively. This compares well with results from the previous work [23] where a 87% dense composite was achieved.

FEG-SEM images of the starting CNT/borosilicate glass powder mixtures: (a) powder 1 showing agglomeration of carbon nanotubes uncoated with SiO2 and (b) a more uniform dispersion of CNTs within the glass matrix in mixture 1, (c) mixture 2, showing a large CNT aggregate coated with sol–gel SiO2
XRD and SEM analyses were performed to characterize the materials. The XRD patterns in Fig. 2 indicate the amorphous nature of the starting borosilicate glass. Although the presence of CNTs was not detected by XRD, SEM images did confirm the presence of CNTs in both the starting mixtures and the hot pressed composite. Furthermore, in spite of the high alumina content which should prevent the Duran® borosilicate glass from crystallization during the heat treatment [32], the existence of cristobalite was observed in both the monolithic glass and the composite materials. This implies that CNTs do not necessarily trigger the crystallization of Duran® borosilicate glass but nevertheless they affect the glass devitrification. The XRD pattern of the hot-pressed CNT/borosilicate composite exhibits more defined cristobalite peaks compared with the XRD pattern of the monolithic hot-pressed glass. It is well known that crystallization hinders the densification of glasses, since the presence of any crystal in the glass matrix will act like a rigid inclusion, thus enhancing the effective viscosity of the sintering mass [33, 34]. In fact CNTs themselves are thought to be responsible for the observed relatively poor densification behaviour: it has been widely shown that inclusions with a high aspect ratio (fibre-like inclusions, like CNTs, being the most critical) dramatically enhance the viscosity of glass [32], and therefore they should impair viscous flow densification [34, 35]. Thus, CNTs influence the densification process first by providing preferential nucleation sites for cristobalite formation. Second, these cristobalite crystals, added to the presence of CNTs, prevent full densification to take place. This assumption is supported by the fact that sintered monolithic glass samples were fully densified reaching 99–100% of the theoretical density. Nevertheless, the 9% porosity in the best samples fabricated here is a considerable improvement over the result of our previous investigation [23], where 13% was the lowest porosity obtained for borosilicate/CNTs composites with 10 wt% CNTs.

X-ray diffraction (XRD) patterns of (a) Duran® glass powder, (b) Duran® glass powder and 10 wt% CNTs mixture in “green” state (mixture 1), (c) sintered Duran® glass at 750 °C and (d) composite (mixture 1) hot-pressed at 750 °C, 20 MPa for 2 h. Note cristobalite formation in the hot pressed and sintered specimens
Characterization of the microstructures was carried with a FEGSEM on polished and fracture surfaces and typical images are shown in Fig. 3. Both mixtures exhibited similar features: it is possible to observe that the dispersion of the CNTs is heterogeneous throughout the matrix (Fig. 3a). The aggregates observed in the as-prepared mixtures are still present in the hot pressed samples. The fracture surface shown in Fig. 3(b) exhibits some CNTs embedded within the matrix, proving that the borosilicate glass can wet CNTs. However, the polished surface in Fig. 3(c) illustrates the limits of the densification process by viscous flow: some CNTs aggregates were not infiltrated by the glass leaving residual porosity. This effect could be overcome by breaking the clusters with an acid treatment [36], which in addition to individually disperse the CNTs, also functionalizes their surface. This effect can enhance the chemical bonding between the CNTs and the surrounding matrix. The disadvantage of the acid treatment process, however, is that it reduces the CNTs length and mechanical properties [37], two factors which are of critical importance for structural composites.

Microstructures (FEG-SEM) of hot pressed specimens: (a, b and c) correspond to samples made from mixture 1 and show respectively: heterogeneous dispersion of CNTs, CNTs embedded in the glass matrix, and polished surface exhibiting regions where the glass did not penetrate CNTs aggregates. (d) Vickers hardness imprint onto the surface of a hot pressed sample
The SEM images did not reveal any open porosity within the glass matrix, which confirms that at the processing temperature (750 °C) the glass viscosity had the correct value for sintering by viscous flow to occur. This in turn implies that the remaining porosity comes only from the voids within the CNT aggregates not filled by the glass. Thus, provided these aggregates are well dispersed in the starting powders, it can be anticipated that a fully dense material can be manufactured by the present method. The use of oxidized CNTs should be privileged for future developments as dispersed CNTs could be coated with SiO2 which would also favour densification and bonding to the glass matrix. The modification of the surface of CNTs with silica, consistently with the findings of Seeger et al. [19], was found here to improve the homogenization of the mixture, thus further efforts should focus on the optimization of the mixing of CNTs and glass powders based on “wet” techniques.
Mechanical properties
Mechanical and electrical data are displayed in Table 2. The Vickers hardness values shown have been taken from the average of at least 20 indentations for each specimen. The hardness of the composite is lower than that of the monolithic glass. The inhomogeneous dispersion of the CNTs and the residual porosity are the reasons for this result. Moreover, the random distribution and size of the CNT agglomerates has caused variable hardness throughout the material.
The Young’s modulus and fracture strength of the composites exhibit lower values than those of the monolithic glass. The presence of the CNT aggregates and porosity has weakened the material rather than reinforcing it. From the compression strength tests, it was found that composite samples failed at approximately 120 MPa whereas the monolithic glass specimens showed compressive strength values greater than 800 MPa. The partial devitrification of the glass matrix might have contributed to the poorer mechanical strength of the composite in comparison to the glass matrix. As mentioned above, the presence of CNT is thought to contribute to enhanced cristobalite formation in the composites. Due to thermal expansion mismatch between cristobalite crystals and the borosilicate glass matrix, microcracking development should occur [32], leading to the lower mechanical strength of the composites. Values of the fracture toughness obtained by the indentation method using Eq. 1 are also shown in Table 2. The results are the average of at least five indentations made on glass matrix and composite samples and the data serve for relative comparison between the two materials only. There is a large scatter of data obtained on the composite samples, which is due to the microstructural inhomogeneities of the samples. The values measured on the CNT/glass composites are however in the range of values of the glass matrix sample indicating that fracture toughness, as estimated by the indentation method, has not been improved by CNT addition. This result is in agreement with literature evidence on the limited effect of CNTs on fracture toughness on brittle matrix composites [17].
In general, the poorer mechanical properties exhibited by the composite in comparison with the hot-pressed monolithic glass are attributed to the presence of CNTs aggregates, cristobalite formation and residual porosity. It is interesting to note, however, that the reduction in hardness (H) measured in our composites should lead to a significant reduction of the materials brittleness as measured by the brittleness index B (B = H/K IC) [18] based on the fact that K ICglass ≈ K ICcomposite. A reduction of the brittleness index is usually associated with improved contact damage resistance (e.g. better wear resistance) [18], as found also for carbon black containing ceramic matrix composites and discussed in the literature [17]. Thus the present composites might be interesting for wear resistant, not load-bearing, applications.
Electrical properties
Figure 4 shows the specific resistivity, obtained by impedance spectroscopy measurements of the monolithic glass and the composite. Hot-pressing in a carbon die has generated dense Duran® samples exhibiting relatively low electrical resistivity in comparison with glasses produced by melting. A value of 105 Ω cm was measured on the hot-pressed glass, which is much lower than typical values of Duran® glass produced by melting (1015 Ω cm) [24]. The improvement of the electrical conductivity of the hot-pressed monolithic glass is thought to be due to diffusion of carbon from the die of the hot-press. Further reduction of the resistivity was achieved, as expected, in the hot-pressed borosilicate/CNT composite, which exhibits a resistivity of only 13 Ω cm. This result implies that the addition of 10 wt% CNTs has led to a very significant increase, at least a 5 order of magnitude, of the electrical conductivity of borosilicate glass. This value is larger than the theoretical value calculated from standard microstructure-property correlations valid for particle dispersed composite materials (e.g. introduced in ref. [38]). Since CNTs are both electrical and thermal conductors, it can be anticipated that the resulting composite will also exhibit improved thermal conduction.

Specific resistivity values of hot-pressed borosilicate glass and borosilicate/CNT composite samples
Conclusion
A standard powder processing technique has been applied to fabricate Duran® borosilicate glass matrix composites reinforced with 10 wt% carbon nanotubes by hot-press sintering. CNT aggregates in the original powder mixtures were still present in the final composite microstructures and prevented full densification of the glass by viscous flow leaving some residual porosity within the CNT clusters. Therefore, the resulting mechanical properties were found to be lower than those of the monolithic glass fabricated using the same method. The reduction of hardness and brittleness index, however, and the presence of self-lubricating CNTs should lead to materials with higher contact damage and wear resistance. Moreover, the addition of 10 wt% CNTs in a normally electrically insulating glass has decreased its resistivity by at least 5 orders of magnitude, if compared with the sintered glass without CNTs, indicating the potential of CNT addition to fabricate electrical and thermal conducting inorganic composites.
References
Ijima S (1991) Nature 354:56
Dresselhaus MS, Dresselhaus G, Eklund PC (1996) Science of fullerenes and carbon nanotubes. Academic Press, San Diego, CA
Ajayan MP, Ebbesen TW (1999) Rep Prog Phys 60:1025
Peigney A (2002) Nat Mater 2:15
Thostenson ET, Ren Z, Chou TW (2001) Compos Sci Tecnol 61:1899
Siegel RW, Chang SK, Ash BJ, Stone J, Ajayan PM, Doremus RW, Schadler LS (2001) Scripta Mater 44:2061
Sun J, Gao L, Li W (2002) Chem Mater 14:5169
Hwang GL, Hwang KC (2001) J Meter Chem 11:1722
Boccaccini AR, Rawlings RD (2002) Glass Technol 43C:191
Chawla KK (1998) Ceramic matrix composites. Chapman and Hall, London
Peigney A, Laurent C, Flahaut E, Chastel F, Rousset A (2002) Chem Phys Lett 352:20
Peigney A, Laurent C, Flahaut E, Rousset A (2000) Ceramics Int 26:677
Ma RZ, Wu J, Wei BQ, Liang J, Wu DH (1998) J Mater Sci 33:5243
Flahaut E, Peigney A, Laurent C, Marlière C, Chastel F, Rousset A (2000) Acta Mater 48:3803
An JW, You DH, Lim DS (2003) Wear 255:677
Zhan G, Kuntz JD, Wan J, Mukherjee AK (2003) Nat Mater 2:38
Wang X, Padture NP, Tanaka H (2004) Nat Mater 3:539
Boccaccini AR (1999) Interceram 48(3):176
Seeger T, Köhler T, Frauenheim T, Grober N, Rühle M, Terrones M, Seifert G (2002) Chem Commun 1:34
Rühle M, Seeger T, Redlich P, Grobert N, Terrones M, Walton DRM, Kroto HW (2002) J Ceram Process Res 3:1
DiMaio J, Rhyne S, Yang Z, Fu K, Czerw R, Xu J, Webster S, Sun YP, Carroll DL, Ballato J (2003) Information Sci 149:69
Ning J, Zhang J, Pan Y, Guo J (2003) Mat Sci Eng A 357:392
Boccaccini AR, Acevedo DR, Brusatin G, Colombo P (2005) J Europ Ceram Soc 25:1515
Schott Glas Mainz (1982) Schott Technical Glasses (Germany)
Boccaccini RA, Trusty PA (1996) J Mat Sci Lett 15:60
Boccaccini AR, Winkler V (2002) Composites Part A 33:125
Boccaccini AR, Kern H, Dlouhy I (2001) Mater Sci Eng A A208:111
Beier W (1994) Der Zuliefermarkt 9:98
Saewong P (1998) PhD Thesis, Imperial College, Department of Materials, pp 45–47
Ponton CB, Rawlings RD (1989) Mater Sci Technol 5:865
Chantikul P, Anstis GR, Lawn BR, Marshall DB (1981) J Am Ceram Soc 64:539
Zawrah FM, Hamzawy EMA (2002) Ceram Int 28:123
Boccaccini AR (1998) Mater Lett 34:285
Scherer GW (1987) J Am Ceram Soc 70:719
Rahaman NM, De Jonghe LC (1987) J Am Ceram Soc 70:C348
Esumi K, Ishigami M, Nakajima A, Sawada K, Honda H (1996) Carbon 34(2):279
Saito T, Matsushige K, Tanaka K (2002) Physica B 323(1–4):280
Ondracek G (1987) Rev Powder Metall Phys Ceram 3:205
Acknowledgements
ARB acknowledges financial support from the EU (KMM Network of Excellence). BJCT acknowledges the funding of the Department of Materials of Imperial College London.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Boccaccini, A.R., Thomas, B.J.C., Brusatin, G. et al. Mechanical and electrical properties of hot-pressed borosilicate glass matrix composites containing multi-wall carbon nanotubes. J Mater Sci 42, 2030–2036 (2007). https://doi.org/10.1007/s10853-006-0540-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-006-0540-7