
Abstract
Semi-solid-cast magnesium (Mg) alloy AZ91D (3% solid fraction) was friction-stir welded (FSW) to aluminum (Al) alloy 6061-T6 in continuous non-porous welds. The resulting welds were analyzed in order to understand the solid-state mixing mechanisms that create the chaotic intercalated weld zone microstructure characterized by swirls and vortexes of dynamically recrystallized material. Severe plastic deformation in the solid-state is accommodated by the dynamic recrystallization of the mechanically mixed materials which generates a fine-grained weld zone microstructure, along with dislocation substructures and precipitates. Mg–Al weld systems are also characterized by eutectic/intermetallic regimes that are thrice as strong as the base materials, and nearly six times stronger than some of the softer recrystallized regimes abutting them. Color metallography was used to gain additional information about the varying regimes within the intercalated microstructure. The variation in coloration indicated energy differences between the various dynamically recrystallized microstructural regimes, in turn providing correlations between the general coloration of these regimes, and their nature and strength. The weld zone is strengthened by the coexistence of the hard eutectic/intermetallic weld regimes with the abutting softer dynamically recrystallized regimes across a continuous interface.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Friction-stir welding (FSW) is a popular manufacturing joining technique patented by The Welding Institute [1]. The metals to be joined are mechanically mixed using a rotating pin-tool that stirs the materials from one side of the weld joint to the other. Severe plastic deformation in the solid-state is facilitated in this high-strain, high-strain rate process by the mechanism of dynamic recrystallization (DRX) of the stirred materials [2–4]. Energy input into the welded system in the form of an increase in temperature is facilitated by adiabatic heating and some frictional heating. Adiabatic heating is facilitated by the release of energy stored within the cold-worked base materials [5–9] during the deformation process.
Friction-stir welding or processing, like other extreme deformation regimes where DRX facilitates solid-state flow or fluid-like behavior [6, 10], especially of dissimilar components, is characterized by the mixing or intercalation of the dynamically recrystallized, small grain (or ultra-fine grain) structures for each component. Differential etching often characterizes these intercalated components. In this research, color metallography was used to differentiate intercalated, DRX microstructures unique to extreme variations in residual microhardness, and very fine interfacial regimes characteristic of transition between the base material and the friction-stir weld zone, and related features in a very difficult-to-weld dissimilar Al-alloy/Mg-alloy system.
The materials used in this study were wrought Al 6061-T6 and semi-solid-cast Mg alloy AZ91D (3% solid fraction). Detailed information on these materials has been given in a previous publication [2]. Rolled base material Al 6061-T6 can be expected to have significant amounts of stored energy from dislocation sub-structures [5], which would in turn contribute to the energy input into the system during plastic deformation in FSW.
Welding semi-solid-cast Mg AZ91D to Al 6061 posed considerable difficulties, because of the tendency of the semi-solid-cast alloy to crumble due to decohesion across the interface between the solid fraction globules and the α-Mg grain eutectic. Even though the extreme difficulty in creating dissimilar Mg–Al welds translated to significant experimentation lead times at the beginning of the study, the FSW process (with the experimental parameters described later in the article) can generate repeatable, non-porous and continuous Mg–Al welds. The welding parameters selected in the present study evolved from extensive experimentation designed to create non-porous welds. Since this research focused on solid-state mixing mechanisms within these welds, process optimization was not pursued once non-porous welds were obtained.
Etching is a controlled corrosion phenomenon where the potential difference between the various regions on a sample (grains, grain boundaries, grain interiors, impurities, the matrix, and the various phases) is manifested in an electrolytic action. The difference in potential creates a varied reaction to an attack by a chemical reagent. Hence a more electropositive (anodic) region will be more severely attacked by a chemical reagent than a more electronegative (cathodic) region abutting it. The difference in reaction of one region in relation to another abutting region is captured as metallographic definition when viewed through a microscope with a light source.
Color metallography is a useful technique to differentiate between the fine-grained varying regimes within an intercalated FSW microstructure. Color etching, or tint etching, works by the creation of a nano-sized (40–500 nm) layer of thin film on the surface being etched subsequent to immersion of the sample in a chemical etchant. Color etchants would color both the anodic and cathodic phases subsequent to etching. The cathodic phase would usually be tinted by a single color, due to a uniform film thickness over the surface. The coloration of the anodic phases would depend on the thickness of the film deposited over these phases. As the thickness of the deposited film increases, interference creates colors (when viewed with white light) in the sequence of yellow, red, violet, blue and green. The film thickness can also be affected by the crystallographic orientation of the phases under scrutiny [11].
Experimentation
All welds were double-sided offset welds, performed using a Gorton Mastermil Model 1–22 vertical milling machine that was set up for performing friction-stir welds. The friction-stir tool was machined from O1 tool steel (providing a shoulder diameter of 19 mm) with an unthreaded probe (nib) machined at one end. The probe height was roughly half the thickness of the plates to be welded. The probe diameter was 5 mm for the FSW of 1.75 mm thick plates of 6061 and AZ91D. The FSW was conducted at a tool-rotational speed of 800 rpm and a tool-traversal speed of 1.5 mmps, with the tool being offset 75% into the advancing side on all welds. Detailed information on the weld experimentation, including typical weld schematics, was described previously [2].
Transverse sections from the welded samples were cut and mounted to analyze the intercalated microstructures. All the samples were polished in running water using a grit sequence of 220, 320, 500, 800 and 1200, and constantly doused with reagent alcohol to eliminate contamination. The samples were further polished using a polishing cloth and a polishing solution of 1 μm alumina in 75% reagent alcohol and 25% glycerol. The samples were subsequently etched using Weck’s double-etch cycle to etch the Al side of the weld. The samples were first pre-etched for less than 1 min using a solution of 2 g NaOH in 100 ml distilled water, followed by immediate dip (less than 15 s at room temperature) in a solution of 4 g KMnO4 and 1 g NaOH in 100 ml distilled water, followed by immediate rinsing in running water. This double-etch cycle was repeated until the microstructure was visible. The etched samples were then analyzed using a Reichert MEF4 A/M optical microscope outfitted with a Yashica 35 mm camera to capture the color images. The images were captured on a 100 speed color negative film.
A Shimadzu digital microhardness tester was used to obtain Vickers microhardness measurements throughout the weld zone. Loads of either 50 or 100 gf were applied for 15 s to make indentations on specific bands and regimes within the weld zone. The Vickers hardness number (VHN) was used as a tool to gauge the strength of specific DRX regimes.
Post-weld stress relieving heat treatment was performed in argon (Ar) atmosphere using a Lindberg tube furnace. The welds being dissimilar alloy welds, the lower temperature and longer time were selected in either case, as per ASM specifications. Uniform cooling was attained by cooling the samples in the stream of Ar within the tube furnace, subsequent to heating.
Results and discussion
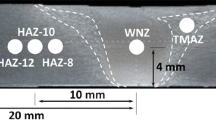
Figure 1 shows weld maps from non-porous friction-stir welds of Al 6061-T6 to Mg AZ91D. Figure 1a shows the weld map from the FSW of Al 6061-T6 (advancing (A)) to Mg AZ91D (retreating (R)) and Fig. 1b shows the weld map from the FSW of Mg AZ91D (A) to Al 6061-T6 (R). Figure 1c shows a specific region of interest noted in Fig. 1b, from the retreating side of the weld. Figure 1c also shows the widely varying Vickers microhardness values across this region of interest. Even though the hardness across this weld zone varies from a VHN of 39 within the retreating Al alloy to a VHN of 345 within the demarcation band (DB) [4], the confluence of the harder DB regime with the softer abutting weld regimes serves to strengthen the weld zone.

(a) Weld map from the FSW of Al 6061-T6 (A) to Mg AZ91D (R) with regions of interest (ROI) specified by dotted lines; (b) Weld map from the FSW of Mg AZ91D (A) to Al 6061-T6 (R) with ROI specified by dotted lines; (c) The region of interest from subpart (b) showing the retreating side of the weld, along with the indentations and corresponding VHN. The ROI from these figures correspond to the subparts shown in Fig. 2
Regions of interest marked in Fig. 1 are examined in greater detail in Fig. 2. It is significant to note here that the eutectic regime making up the sharp DB forms in the retreating side on both welds. The advancing side of the weld on either weld does not show sharply defined demarcation zones. The DB is the farthest region into the retreating side of the weld where the highly deformed and dynamically recrystallized grains from the advancing side of the weld conjoin with those from the retreating side of the weld to form the eutectic regime of the DB.

(a–d) Analysis from an FSW of Al 6061-T6 (A) to Mg AZ91D (R): (a) Weld zone (WZ) and the retreating side of the weld (R), with indentations and corresponding VHN; (b) An intercalated microstructure regime from (a); (c) An intercalated WZ regime from the advancing side of the weld; (d) An intercalated WZ regime abutting the retreating side DB showing confluence of harder and softer regimes. (e) & (f) Analysis from an FSW of Mg AZ91D (A) to Al 6061-T6 (R): Weld zone regimes with a confluence (zone 3) of the harder eutectic/intermetallic regime (zone 1) and the abutting softer FSW regimes (zone 2) depicting a continuous interface between the two widely varying regimes
Figure 2a shows a part of the weld zone (WZ) and the retreating (R) side of the weld, with the Vickers microhardness values indicated on the image. One can clearly see the wide variation in the hardness values from the softer retreating Mg alloy (from VHN of 74) to the remarkably hard DB regime (to VHN of 321). The eutectic regime that appears to make up the DB, as well as some of the possible intermetallic phases seen within the neighboring regions, have VHN values significantly higher than those seen within abutting zones, consistent with fine-grained, intermetallic behavior.
Figure 2b shows very weak regimes abutting a far stronger eutectic DB regime in an apparent cohesive confluence. The possibility that the harder regime could very well be a eutectic (in the case of the DB) or an intermetallic (within the intercalated weld zone) could explain why it is much harder in comparison to the other softer abutting regimes. The presence of this harder regime within the softer regimes would in turn strengthen the FSW zone. The harder eutectic/intermetallic regimes appear white, possibly pointing to the fact that a layer of film did not form over these phases, or that the film thickness might be too insignificant for interference. This would be due in part to these phases being electronegative (non-reactive) to the chemical etchant in comparison to the more electropositive phases abutting it.
Figure 2c shows a confluence of weld zone regimes abutting the advancing side of the weld, with widely varying hardness values showing the complex intercalation of weld regimes with the varying coloration showing the apparent energy differences between the regimes. Figure 2d shows another intercalated regime from the weld zone abutting the DB regime on the retreating side of the weld, with equally varying hardness values. It is also interesting to note that a very fine interface regime, greenish in color, demarcates the swirls and vortexes within the weld regimes seen in these figures.
Figure 2e, f show the coexistence of the two distinct regimes along a continuous interface varying drastically in hardness. These figures show the mixing (zone 3) of the harder phase (zone 2) (eutectic in the case of the DB or an intermetallic in the case of the intercalated weld zones), within the softer and varying regimes (zone 1) within which it resides. The arrows (indicating zone 3) on the images show the regions where the two varying regimes have intermixed in a seemingly continuous matrix, serving to strengthen the zone.
Figure 3a shows a section of the DB from the FSW of Mg AZ91D (A) to Al 6061-T6 (R), and we can see that the zone (I) abutting the weld zone is richer in Mg, the zone (II) in the middle of the band has equal parts Al and Mg, characteristic of the mixing of the two systems, and the zone (III) abutting the Al 6061-T6 transition (HAZ) region is richer in Al. Figure 3b shows a section of the DB from the FSW of Al 6061-T6 (A) to Mg AZ91D (R), and we can see that zone (I) abutting the weld zone is richer in Al, the zone (II) in the middle of the band has equal parts Al and Mg, characteristic of the mixing of the two systems, and the zone (III) abutting the AZ91D transition (HAZ) region is richer in Mg.

Demarcation band regions from (a) FSW of Mg AZ91D (A) to Al 6061-T6 (R) and (b) FSW of Al 6061-T6 (A) to Mg AZ91D (R). Three uniquely distinguishable regions within the band, and their elemental distributions are shown
The DB regime has more than twice the microhardness of other comparable weld regimes. It is also non-reactive in comparison to the neighboring zones. Assuming that the weld zone temperatures do not exceed 0.8 T M and considering the lower T M among the two weld metals, we can theoretically estimate a maximum weld zone temperature of 478°C for the Mg AZ91D-Al 6061 weld system. The absence of temperature profiling on the Mg–Al weld systems makes this a theoretical estimation at best. Hence considering the solidus temperature for AZ91D to be 468°C and assuming a 5% margin of error in the theoretical estimation of weld temperatures, one can safely surmise that the temperatures attained in the weld interface are within the range of the solidus temperature of the Mg alloy. Elemental analysis of the DB in all the weld systems reveals the wt% of Mg to range from 35 to 38% within the mid-section of the DB. Using the Al–Mg phase diagram [12], and considering the temperatures and the resultant compositions, it is possible that the demarcation band could be a eutectic mixture, with a eutectic structure that would be an intimate mixture of the two solid phases α (Al–Mg) and β (Al–Mg).
Summary and conclusions
Mg alloy AZ91D was friction-stir welded to Al alloy 6061-T6, and color metallography was used to garner information about the widely varying regimes within the chaotic intercalated weld zone of Mg–Al friction-stir welds. The varying coloration helps in getting a better perspective on the continuous coexistence of regimes with widely varying hardness. A eutectic phase demarcates the retreating side of the weld from the weld regimes, and possible intermetallic phases coexist within the swirls and vortexes of dynamically recrystallized regimes of material within the weld zone. It has been shown previously [2–4] that FSW of dissimilar Mg alloys to Al 6061-T6 leads to dynamically recrystallized weld zones with an intercalated, chaotic microstructure characterized by a fine, homogenous grain structure consisting of dislocation substructures and precipitates that contribute to uniquely high weld strength. The difference in coloration between the regimes shows the apparent energy variations within the zone, hence pointing to factors such as differences in grain sizes, grain boundary conditions and impurities, and dislocation substructures that uniquely characterize a chaotic intercalated weld zone.
References
Thomas WM et al (1995) Friction stir butt welding. United States Patent #5,460,317
Somasekharan AC, Murr LE (2004) Mater Character 52:49
Somasekharan AC, Murr LE (2004) In: Luo AA (ed) Magnesium technology 2004. The Minerals, Metals and Materials Society (TMS), Warrendale, PA, USA, p 31
Somasekharan AC, Murr LE (2005) In: Jata KV (ed) Friction stir welding and processing III. The Minerals, Metals and Materials Society (TMS), Warrendale, PA, USA, p 261
Bever MB, Holt DL, Titchener AL (1973) Prog Mater Sci 17:5
Murr LE, Trillo EA, Pappu S, Kennedy C (2002) J Mater Sci 37:3337
Hines JA, Vecchio KS (1997) Acta Mater 45(2):635
Perez-Prado MT, Hines JA, Vecchio KS (2001) Acta Mater 49:2905
Pantleon W, Francke D, Klimanek P (1996) Comput Mater Sci 7:75
Murr LE, Li Y, Flores RD, Trillo EA, Mcclure JC (1998) Mat Res Innovat 2:150
Vander Voort GF (1985) Metal Prog 127(4):31
Wright EH, Willey LA (1960) In: Aluminum binary equilibrium diagrams. Aluminum Company of America, Pittsburgh, PA, USA, p 16
Acknowledgements
This was supported in part by a Graduate Research Associateship through UTEP, and a Mr. And Mrs. MacIntosh Murchison endowment (LEM).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Somasekharan, A.C., Murr, L.E. Characterization of complex, solid-state flow and mixing in the friction-stir welding (FSW) of aluminum alloy 6061-T6 to magnesium alloy AZ91D using color metallography. J Mater Sci 41, 5365–5370 (2006). https://doi.org/10.1007/s10853-006-0342-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-006-0342-y