
Abstract
Titanium and carbon powder mixtures with compositions of Ti100−x C x (x = 50, 40, 30) were milled under a helium atmosphere using a magneto ball mill. Controlled ball milling was performed in a higher energy impact mode and a lower energy shearing mode. For Ti50C50 and Ti60C40 powder mixtures milled in impact mode, TiC was formed via a mechanically-induced self-propagating reaction (MSR). When milling Ti70C30 in impact mode, the reaction to form TiC proceeded gradually as milling progressed; indicating that, for milling conditions that lead to the formation of TiC via MSR, a minimum carbon content is required to sustain the self-propagating reaction to form TiC. Milling in shearing mode resulted in the gradual formation of TiC during milling. This study found that increasing the carbon content of the starting powder mixture slowed the milling process. Replacing the activated carbon starting powder with high purity graphite was found to have little effect on the ignition time; indicating that the slowing of the milling process is not due to graphite acting as a lubricant during milling. Rather, this slowing of the milling process is most likely due to an increased carbon content resulting in an increase in the volume of the powder mixture. This would have a similar effect during milling to decreasing the ball:powder weight ratio (BPR), which is known to slow the milling process.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Titanium carbide (TiC) is a material of commercial interest because it possesses a range of desirable properties. It is extremely hard, being one of the hardest known metal carbides [1]. TiC exhibits excellent thermal stability and has a very high melting temperature of approximately 3100 °C [2–6]. It also displays relatively high thermal and electrical conductivity. Good thermal conductivity results in low temperature gradients, which reduces thermal stresses and cracking, making it suitable for high speed cutting tool applications [7]. Good electrical conductivity makes it suitable for electrical discharge machining, which helps overcome the problem of shaping such a hard material [8]. TiC has a low density, which is desirable for applications that demand lightweight materials. It also exhibits excellent chemical stability, which is important for cutting tool applications, as chemical stability reduces the type of chemical interaction between the cutting tool and the workpiece which typically results in crater wear [9, 10].
This combination of very high hardness, high melting temperature and excellent thermal and chemical stability makes TiC suited to a number of commercial applications. TiC is often used in abrasives, cutting tools, grinding wheels and coated cutting tips [2–6]. TiC is also used as a hardening phase in superalloys [4].
However, one of the disadvantages of using TiC for commercial applications is that it is difficult to produce. The production of TiC is currently energy intensive and requires expensive high temperature processing equipment. For instance, current production methods involve reactions carried out at temperatures well above the melting point of titanium (1670 °C). These high temperature production processes include carbothermal reduction of titanium dioxide, carburisation of titanium by heating in the vapour of a suitable hydrocarbon and the direct reaction of titanium with carbon [1–4, 6, 10, 11].
It has been shown recently that TiC powder can be produced during the high-energy milling of titanium and carbon powders [1–4, 6, 12–17]. High-energy milling has a number of potential advantages compared to the existing processes used to commercially produce TiC. High-energy milling is performed at room temperature, so there is no need for expensive high temperature reaction equipment; which could result in significant capital expenditure savings. This synthesis method can also be easily scaled up to commercial capacities. Current high-energy milling production units, used for the production of oxide dispersion strengthened (ODS) superalloys, process 1 ton of powder in a 2 m diameter mill which contains more than 1 million balls weighing approximately 10 tons [18]. Another advantage of this synthesis method is that the final product is a fine, homogeneous nanocrystalline powder, which can then be easily shaped and consolidated using conventional powder metallurgy processes. Such nanocrystalline materials have attracted much interest recently as advanced engineering materials due to their unique, improved physical and mechanical properties [2, 6, 19–21]. This work examines the effects of starting composition and milling mode on the synthesis of TiC during the controlled ball milling of titanium and carbon.
Experimental
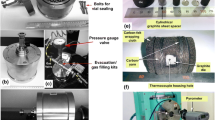
Controlled ball milling was performed using a magneto ball mill (Uni-Ball-Mill 5) that consists of a stainless steel vial, containing a few hardened steel balls, that rotates about the horizontal plane. The movement of the balls during milling is confined to the vertical plane by the vial walls and their trajectory is controlled by an external magnetic field [22]. By adjusting the external magnetic field it is possible to control both the type and magnitude of forces experienced by the powder during milling; from a lower energy shearing mode where predominantly shearing forces are present to a higher energy impact mode where significant impact forces are experienced.
Titanium powder of particle size < 250 μm and minimum purity of 99.9% was mixed with high purity activated carbon powder of particle size < 150 μm to give compositions of Ti100−x C x (x = 50, 40, 30). All of the milling experiments in this work used 10 g of powder with four milling balls, corresponding to a ball to powder weight ratio (BPR) of approximately 27:1. To investigate the effect of milling conditions, each composition was milled in shearing mode, where the powders experience mostly shearing forces, and in impact mode where significant impact forces are produced via ball-ball and ball-mill collisions. For milling in impact mode, the milling speed was 80 rpm and the external magnet was horizontal in the “3 o’clock” position. When milling in shearing mode, the milling speed was 60 rpm and the magnet was vertical under the milling vial in the “6 o’clock position”. Milling was performed in a high purity helium atmosphere. Samples were taken under a helium atmosphere using a glovebag to prevent contamination of the powders. The external temperature of the milling vial was monitored during milling using a Thermo-Hunter® Built-In2 infrared thermometer connected to a Hobo® H8 data logger.
XRD analysis of the as-milled powders was performed using a Phillips PW1730 diffractometer with Cu Kα radiation. The crystallite size of the milled powders was estimated using the method of integral breadths as described by Varin et al. [23]. The Williamson–Hall method was not used to separate the effects of crystallite size reduction and lattice microstrain because it produced highly variable and unrealistic values for the lattice microstrain. The full widths at half maximum (FWHM) values were determined using TRACES TM software developed by Diffraction Technology Ltd. (Canberra, Australia). These values were then corrected for instrument broadening using Warren’s correction [24–26]:
where B is the corrected peak broadening, B t is the total broadening and B i is the instrumental broadening. The instrumental broadening was determined using the strongest peak from the XRD pattern of a silicon reference sample.
Differential thermal analysis (DTA) was performed using a Perkin Elmer DTA7. Samples were heated from 200 °C to 1200 °C at 20 °C/minute.
Results and discussion
Impact mode
When milling in the higher energy impact mode, an abrupt increase in the temperature of the milling vial was observed for Ti50C50 and Ti60C40 powder mixtures; as shown in Fig. 1. The milling interval at which this abrupt temperature increase occurred is referred to as the ignition time, t ig. The average ignition time for Ti50C50 was approximately 71 h, whilst that for Ti60C40 was approximately 41 h. Typical plots of the milling vial temperature versus milling time for Ti50C50 and Ti60C40 powder mixtures are shown in Fig. 1a and b, respectively. The ignition time was repeatable within ± 2 h of the average ignition time. No such temperature increase was detected for powder mixtures with a Ti70C30 starting composition when milling in impact mode.

Temperature of the milling vial during milling of titanium and carbon in impact mode
The XRD patterns for samples taken before and after t ig are shown in Fig. 2 for Ti50C50 and in Fig. 3 for Ti60C40. The XRD patterns for both compositions display only broad peaks corresponding to titanium before t ig (Figs. 2a, 3a). Both XRD patterns do not show any graphite XRD peaks. It is unlikely that the absence of any graphite XRD peaks is due to the formation of a Ti(C) solid solution because there is no shift of the titanium XRD peaks to lower Bragg angles. The absence of any graphite XRD peaks could be due to amorphisation of the graphite induced by milling. However, Ye and Quan [1] noted that the mass absorption coefficient for CuK α for Ti is 208 m2/g whilst that for C is 4.6 m2/g. This would make graphite very difficult to detect by XRD analysis in the presence of titanium, especially if present in the powder particles as thin layers sandwiched between layers of titanium, as is the characteristic layered structure of powder particles during the early stages of milling [27]. It is also possible that the carbon atoms are located in the many grain boundaries and other defects produced in the titanium particles during milling, which would also hinder the detection of graphite by XRD.

XRD patterns for Ti50C50 after milling in impact mode for: (a) 66 h, (b) 82 h

XRD patterns for Ti60C40 after milling in impact mode for: (a) 36 h, (b) 60 h
Figures 2b and 3b show that after t ig, the XRD patterns for both Ti50C50 and Ti60C40 contain strong TiC peaks and a very weak peak at approximately 2θ = 40° corresponding to unreacted titanium; indicating that the powder has almost completely transformed into TiC. These results suggest that the sudden temperature increase detected during milling in impact mode, for both Ti50C50 and Ti60C40, is due to the exothermic reaction to form TiC. The abrupt nature of the temperature increase indicates that, for these systems, the reaction to form TiC is a very rapid one. This type of abrupt exothermic reaction taking place during milling has been referred to as a mechanically-induced self-propagating reaction (MSR) [28].
The XRD patterns for Ti70C30, after milling for 48 h and 96 h in impact mode, are shown in Fig. 4. Both patterns show a mixture of peaks corresponding to both TiC and unreacted titanium. After milling for 48 h in impact mode (Fig. 4a), there are only very weak peaks corresponding to TiC, whilst after milling for 96 h (Fig. 4b) the peaks corresponding to TiC have increased in intensity and those corresponding to titanium have become weaker. These results, combined with the absence of any sudden increase in the temperature of the milling vial during milling, indicate that when milling Ti70C30 in impact mode, the reaction to form TiC does not take place via MSR but instead proceeds gradually as milling progresses. This suggests that for milling conditions that lead to the formation of TiC via MSR, a minimum carbon content is also required to sustain MSR. For powder mixtures with lower carbon contents the reaction proceeds gradually to produce a mixture of TiC and unreacted titanium.

XRD patterns for Ti70C30 after milling in impact mode for: (a) 48 h, (b) 96 h
One possible explanation for the change in reaction kinetics with the change in composition is that when milling Ti70C30, the excess of titanium acts as a heat sink. Thus, when some of the powder begins to react to form TiC, the heat liberated during the exothermic reaction is dissipated by the excess titanium, which prevents further unreacted powder from being ignited by the liberated heat, preventing the reaction from becoming self-propagating.
Another possibility is that the availability of carbon is the rate-limiting factor preventing the reaction to form TiC from becoming self-propagating when milling Ti70C30. For this low carbon composition, the excess titanium acts as a physical barrier to the supply of unreacted carbon to the reaction zone. This prevents unreacted carbon from being supplied quickly enough to the reaction zone to sustain a self-propagating reaction. Therefore the reaction to form TiC must proceed gradually so as to allow time for the carbon to be brought to the reaction zone, either by diffusion processes or by physical mixing as a result of milling.
Shearing mode
The XRD patterns for Ti50C50, Ti60C40 and Ti70C30 milled in shearing mode are shown in Figs. 5, 6 and 7, respectively. No abrupt increase in the temperature of the milling vial was observed when milling these compositions in shearing mode. Ti50C50 sampled after milling for 96 h in shearing mode displayed only XRD peaks corresponding to titanium, as shown in Fig. 5b. Milling was continued until 144 h and XRD analysis still only revealed peaks corresponding to titanium (Fig. 5c). When milling Ti60C40 in shearing mode, XRD analysis failed to detect any peaks corresponding to TiC after milling for 48 h. After milling for 96 h extremely weak peaks corresponding to TiC were detected at approximately 2θ = 36° and 2θ = 42°, as shown in Fig. 6b. For Ti70C30 milled in shearing mode, extremely weak peaks corresponding to TiC were detected after milling for 48 h, as shown in Fig. 7a. The peaks corresponding to TiC became much stronger after milling for 96 h.

XRD patterns for Ti50C50 after milling in shearing mode for: (a) 48 h, (b) 96 h, (c) 144 h

XRD patterns for Ti60C40 after milling in shearing mode for: (a) 48 h, (b) 96 h

XRD patterns for Ti70C30 after milling in shearing mode for: (a) 48 h, (b) 96 h
The above results suggest that TiC does not form via MSR when milling titanium and carbon powder mixtures in shearing mode. It is possible that further milling of Ti50C50 for longer than 144 h may eventually result in the formation of TiC via MSR. However, the results for Ti60C40 and Ti70C30, showing the gradual formation of TiC without any sudden increase in the temperature of the milling vial suggest that if TiC does form during further milling of Ti50C50 in shearing mode, it would be via a gradual reaction. These results support those of Schaffer and Forrester, who demonstrated that when milling Ti50C50 powder mixtures, the reaction to form TiC could occur either via MSR or via a gradual reaction, depending on the density of the milling balls [12]. For heavier balls, and hence higher energy milling, the reaction took place via MSR; whilst for lighter balls, and hence lower energy milling conditions, the reaction to form TiC proceeded gradually as milling progressed. This study has shown that when milling Ti50C50 and Ti60C40 powder mixtures using a magneto ball mill, TiC is formed via MSR when milling in impact mode and TiC forms gradually as milling progresses when milling in the lower energy shearing mode.
Effect of carbon content
Figure 1 shows that when milling in impact mode, the ignition time, t ig, is significantly longer for Ti50C50 than for Ti60C40. Both Deidda et al. [17] and Liu et al. [4] reported a similar increase in t ig with increasing carbon content when milling titanium and carbon powder mixtures. These results suggest that increasing the carbon content of the starting powder mixture increases the milling time required for MSR to occur by somehow slowing or hindering the milling process.
The XRD results shown in Figs. 5, 6 and 7 are further evidence that increasing the carbon content of the starting powder mixture slows the milling process. When milling Ti50C50 in shearing mode, TiC was not detected by XRD analysis after milling for 144 h. For Ti60C40 milled in shearing mode, TiC was detected by XRD analysis after milling for 96 h but not after milling for 48 h. TiC was detected after milling for only 48 h when milling Ti70C30 in shearing mode. These results demonstrate that when milling in shearing mode, increasing the carbon content of the starting powder mixture results in a longer milling duration before TiC is detected by XRD analysis.
The method of integral breadths was used to estimate the crystallite size of the titanium phase for all of the XRD patterns shown in Figs. 5, 6 and 7. The results are summarised in Table 1. These results show that increasing the carbon content of the starting powder mixture slows the rate of titanium crystallite size reduction during milling. It can clearly be seen that Ti50C50 exhibited the slowest rate of crystallite size reduction, which again demonstrates that increasing the carbon content slows the milling process.
It was thought that increasing the carbon content of the starting powder mixture slowed the milling process because graphite in the activated carbon starting powder acted as a lubricant during milling. Increasing the carbon content would increase the lubricating effect and increasingly hinder the milling process. To test this hypothesis, a Ti60C40 powder mixture, using high purity graphite instead of activated carbon as the carbon starting powder, was milled in impact mode. If graphite in the activated carbon was acting as a lubricant during milling, then replacing the activated carbon with high purity graphite should increase this lubricating effect and therefore significantly slow the milling process. The ignition time, t ig, for the Ti60C40 powder mixture using high purity graphite was approximately 44 h. The t ig for Ti60C40 powder mixtures using activated carbon was approximately 41 h; which indicates that the change in t ig as a result of using graphite instead of activated carbon is insignificant, especially since the t ig for Ti50C50 milled with activated carbon was approximately 71 h. This result suggests that the slowing of the milling process as the carbon content is increased is not due to graphite acting as a lubricant during milling.
The activated carbon starting powder is much less dense than the titanium starting powder and it was observed that increasing the carbon content significantly increased the volume of the starting powder mixture, even though the total powder mass remained the same. This increase in powder volume would result in a smaller fraction of the total powder charge being involved in each collision between the milling media during milling and so would have a similar effect to decreasing the ball:powder weight ratio (BPR). Schaffer and Forrester reported that when milling a Ti50C50 powder mixture, decreasing the BPR lead to an increase in t ig [12]. Thus, increasing the carbon content of the starting powder mixture increases the volume of powder in the milling vial and would therefore result in a smaller fraction of the total powder mixture being involved in each collision between the milling media. This would have a similar effect to decreasing the ball:powder weight ratio, which has been shown to slow the milling process.
Differential thermal analysis (DTA)
DTA of the as-milled powder sampled before the reaction to form TiC had progressed to completion, or MSR had occurred, revealed a broad, strong exothermic peak like that shown in Fig. 8. XRD analysis of powder from DTA runs that were stopped before the exothermic reaction occurred revealed only peaks corresponding to titanium, whilst XRD analysis of the powder after DTA runs to temperatures greater than that of the exothermic peak revealed strong TiC peaks; confirming that this strong exothermic peak corresponds to the exothermic reaction to form TiC.

DTA trace for Ti60C40 after milling in shearing mode for 96 h
The onset temperature for this exothermic peak is referred to as the ignition temperature, T ig [29]. When milling in impact mode, the ignition temperature for Ti50C50 and Ti60C40 sampled shortly before t ig was approximately 400 °C. It has been suggested by some researchers that MSR occurs when the ignition temperature of the powder is reduced to the maximum temperature experienced by the powder during milling [15, 29, 30]. This suggests that the maximum temperature experienced by the powder whilst milling in impact mode is approximately 400 °C.
The ignition temperatures for Ti50C50, Ti60C40 and Ti70C30 milled in shearing mode are given in Table 2. These results show a similar trend to that of the crystallite size shown in Table 1. The rate of reduction of T ig with milling time is significantly slower for Ti50C50 than for Ti60C40 or Ti70C30. Again, these results demonstrate that increasing the carbon content of the starting powder mixture slows the milling process.
It is thought that the reaction to form TiC progresses gradually in lower energy milling regimes, rather than via MSR, because the temperature reached by the powder during milling is not high enough to ignite the self-propagating reaction [29, 30]. For instance, when milling in impact mode, the T ig for Ti50C50 and Ti60C40 powder sampled shortly before MSR occurs is approximately 400 °C. However, Ti60C40 milled for 96 h in shearing mode has a T ig of approximately 395 °C and yet TiC has begun to form gradually, rather than via MSR. This is probably because the lower energy shearing mode does not result in the powder reaching temperatures high enough to ignite MSR, and so the reaction to form TiC proceeds gradually as milling progresses.
Conclusions
This study found that when milling Ti50C50 and Ti60C40 powder mixtures in impact mode using a magneto ball mill, TiC was formed via a mechanically-induced self-propagating reaction (MSR), indicated by an abrupt increase in the temperature of the milling vial that corresponded to the formation of TiC. When milling Ti70C30 in impact mode, the reaction to form TiC proceeded gradually as milling progressed. It is possible that the reaction does not proceed via MSR when milling Ti70C30 in impact mode either because the excess titanium dissipates the heat of reaction or there is insufficient carbon to sustain the self-propagating reaction to form TiC.
No sudden increase in the temperature of the milling vial was detected when milling Ti50C50, Ti60C40 and Ti70C30 powder mixtures in the lower milling energy shearing mode and TiC was found to form via a gradual reaction. TiC possibly formed gradually, rather than via MSR, because the maximum temperature reached by the powder during milling in shearing mode was not high enough to ignite the self-propagating reaction to form TiC.
The results of this study also show that increasing the carbon content of the starting powder mixture slows the milling process. When milling in impact mode, MSR occurred after a significantly longer milling duration for Ti50C50 than for Ti60C40. For Ti50C50, Ti60C40 and Ti70C30 powder mixtures milled in shearing mode, increasing the carbon content increased the milling duration before TiC was detected by XRD analysis. The rate of reduction of the titanium crystallite size and the ignition temperature with milling time was also the slowest for Ti50C50.
It was found that, for a Ti60C40 powder mixture, replacing the activated carbon starting powder with high purity graphite had little effect on the ignition time. This result demonstrates that the slowing of the milling process with increased carbon content is not due to graphite in the activated carbon starting powder acting as a lubricant during milling. Therefore, this slowing of the milling process is most likely due to the volume of powder in the milling vial increasing as the carbon content is increased; which results in a smaller fraction of the total powder mixture being involved in each collision between the milling media. This would have a similar effect to decreasing the ball:powder weight ratio, which has been shown to slow the milling process.
References
Ye LL, Quan MX (1995) Nanostruct Mater 5:25
El-Eskandarany MS, Konno TJ, Suniyama K, Suzuki K (1996) Mater Sci Eng A A217/218:265
El-Eskandarany MS (1996) Metall Mater Trans A 27A:2374
Liu ZG, Guo JT, Ye LL, Li GS, Hu ZQ (1994) Appl Phys Lett 65:2666
Koc R, Meng C, Swift GA (2000) J Mater Sci 35:3131
El-Eskandarany MS (2000) J Alloys Comp 305:225
Zhang S (1993) Mater Sci Eng A A163:141
Gutmanas EY, Gotman I (1999) J Eur Ceramic Soc 19:2381
Santhanam AT, Tierny P, Hunt JL (1990) In: ASM Metals Handbook. ASM International, Ohio, p 950
Ellis JL, Goetzel CG (1990) In: ASM Metals Handbook. ASM International, Ohio, p 978
Ren RM, Yang ZG, Shaw LL (1998) Scr Materialia 38:735
Schaffer GB, Forrester JS (1997) J Mater Sci 32:3157
Kudaka K, Kiyokata I, Sasaki T (1999) J Ceramic Soc Japan 107:1019
Takacs L (1996) J Solid State Chem 125:75
Wu NQ, Lin S, Wu JM, Li ZZ (1998) Mater Sci Technol 14:287
Xinkun Z, Kunyu Z, Baochang C, Qiushi L, Xiuqin Z, Tieli C, Yunsheng S (2001) Mater Sci Eng C 16:103
Deidda C, Doppiu S, Monagheddu M, Cocco G (2003) J Metastable Nanocryst Mater 15–16:215
Schaffer GB, Mccormick PG (1992) Mater Forum 16:91
Shen TD, Koch CC (1995) Nanostruct Mater 5:615–629
El-Eskandarany MS, Ashour AH (2000) J Alloy Comp 313:224
Pradhan SK, Chakraborty T, Sen Gupta SP, Suryanarayana C, Frefer A, Froes FH (1995) NanoStruct Mater 5:53
Calka A, Radlinski AP (1991) Mater Sci Eng A 134:1350
Varin RA, Bystrzycki J, Calka A (1999) Intermetallics 7:785
Nuffield EW (1966) In: X-ray diffraction methods. John Wiley & Sons, Sydney
Klug HP, Alexander LE (1954) In: X-ray diffraction procedures. John Wiley & Sons, New York
Lipson H, Steeple H (1970) In: Interpretation of X-ray powder diffraction patterns. Macmillan, London
Benjamin JS (1976) Sci Am 234:40
Yen BK, Aizawa T, Kihara J (1998) J Am Ceramic Soc 81:1953
Schaffer GB, McCormick PG (1991) Metall Trans A 22A:3019
Schaffer GB, McCormick PG (1992) Metall Trans A 23A:1285
Acknowledgements
Financial support from the Australian Research Council, under ARC-Large Grant No. A00103022 and ARC-Discovery Grant No. DP0451907, is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Lohse, B.H., Calka, A. & Wexler, D. Synthesis of TiC by controlled ball milling of titanium and carbon. J Mater Sci 42, 669–675 (2007). https://doi.org/10.1007/s10853-006-0291-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-006-0291-5