
Abstract
Given that there is a large gap between the results of group-based decision-making and reality when using the same set of evaluation criteria to select the tool for lean management, this research uses the improved VIKOR method to select the tool based on an examination of a yogurt production line. Consequently, (1) the improved VIKOR method is able to make priority decisions, according to different evaluation criteria. On this basis, we develop a tool selection model for lean management which is able to avoid the limitations of using the same set of evaluation criteria to measure all alternative tools; (2) the selection model is not sensitive to the coefficient of the selection mechanism and the weight of the evaluation criteria, and so its results are very stable; and (3) the selection model ensures the maximizing utility of group based decision-making and minimizing regret of individuals, in other words, avoiding the inferior solutions.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In recent years, the improvement of Toyota Production System (TPS) and the rapid rise of Japanese enterprises have made the contribution of lean management to the development of an enterprise. Consequently, Chinese managers became eager to learn and apply the theory and method of lean management in an attempt to foster enterprise development (Hoss and Caten 2013). For instance, by practicing lean management, the FAW car Co. and China International Marine Containers formed the Hongqi Production System and the ONE model, which have been proved to be great drivers in the development of an enterprise (Niu and Jing 2014). Numerous Chinese enterprises have benefitted from lean management, but there have also been a large number of businesses that have failed, primarily as a result of choosing the incorrect lean management tool. Lean management tools are the means and bridges through which enterprises develop during the implementation of lean management, and so proper selection of these tools is crucial for success (Qi and Liu 2013).
At present, in implementing lean management, Chinese enterprises mainly apply three approaches to choosing lean management tools: (1) they are decided upon by enterprise management; (2) they are decided upon by external expert advisory teams; or (3) they are co-determined by both. Small and medium-sized private enterprises usually take the first approach, but due to a strong awareness of risk and a lack of related knowledge, top managements often make wrong decisions. Meanwhile, enterprises that practice the second approach also make some mistakes. On the one hand, external experts are not familiar with the actual situation of the enterprise, which lead to mistakes in decision-making. On the other hand, without internal participation in decision-making processes, staff members tend to hold inconsistent attitudes when it comes to operations, which eventually causes unsatisfactory results. The third approach is the current mainstream approach to lean management tool selection; that is, group-based decision-making by both managers and external experts based upon the same set of evaluation criteria. However, in the process of group-based decision-making, decision-makers often hold different preferences in relation to the same evaluation criterion, or one set of evaluation criteria can barely reflect the focus alternatives, and as a result, the final decision deviates from the intended goal to a great extent. Sometimes, in order to respect all the views held by decision-makers, eclectic decisions are made, which leads to unreasonable lean management tool selection and a corresponding discounted effect.
The current mainstream decision-making approach to lean management tool selection is a standard form of group-based decision-making. Considering that different evaluation criteria are demanded by different decision-makers based on their preferences, and are required for different characteristics of the alternatives, a single set of evaluation standards cannot cater to actual decision-making demands or result in satisfactory work. Take the lean improvement of a dairy enterprise’s production line as an example; they have five available lean management tools: single minute exchange of die (SMED), group technology, mixed flow production, cell line, and Chaku-Chaku. These alternatives share certain criteria; such as input costs, the time required for transformation, production after transformation, savings costs, and so on. But different alternatives have different focuses. SMED focuses on the degree of difficulty involved in distinguishing between an inner exchange and an external exchange. Group technology focuses on the degree of difficulty involved in scheduling actual operations. Mixed flow production focuses on the balance of the production line. Cell line focuses on the possibility of realizing a U-shaped line production mode, and Chaku-Chaku focuses on the degree of man-machine separation. Figuring out how to take their respective focuses (feature evaluation criteria) and common evaluation criteria into account is not only a key issue for lean management tool selection in the dairy enterprise, but is also a tricky problem for all enterprises implementing lean management. While some alternatives share a common set of evaluation criteria, others do not, and not every set applies to all alternatives, so each alternative requires its own corresponding evaluation criteria (Vinodh and Vimal 2012). In order to meet the needs of customers and construct a new business model for management by realizing JIT (Just In Time, which refers to producing only the required number of products on time), many lean management tools are available. Some of the widely used ones are cycle operation, balance and reconstruction, Kanban-driven, Poka-Yoke, standard operation, SMED, group technology, mixed flow production, cell line, precise time, C/T time, Andon system, single flow system, total productive maintenance, etc. These lean management tools apply in different conditions and have their own respective evaluation criteria. Even lean management tool used to solve the same problem can have different evaluation criteria; for example, criteria differ when a product line adopts SMED, group technology or cell line, because different models demand various inputs, structures, work process standards, information flows, and management systems. Moreover, different criteria influence enterprise development to different degrees. To be more specific, in order to achieve a specific purpose, the use of multiple lean management tools is very common. Therefore, it seems irrational to measure all of the alternatives with one set of evaluation criteria (Anvari et al. 2014a, b).
In order to solve this problem, we need to build a model which takes into account both common evaluation criteria as well as the feature evaluation criteria of the alternatives.
Therefore, on the basis of existing research results, this paper adopts the idea of multiple criteria group-based decision-making and an improved VIKOR method to develop a lean management tool selection model. In addition, a yogurt flavors production line in a dairy enterprise is studied as an example. We then examine the effects of its validity through a sensitivity analysis and a practical application. The research provides a reference for enterprises to select lean management tools scientifically. In practice, this can avoid eclectic decision-making brought about by using the same set of evaluation criteria to measure all alternative lean management tools. Furthermore, this research expands the application of the VIKOR method.
Literature review
Tools are the standardized methods used to guide operations as well as an important approach to achieve management purposes. Tiwari et al. (2007) considered the failure of Lean management implementation to result from the use of inappropriate tools. In other words, the lean management tools that were chosen did not match the environment of the enterprise. Marvel and Standridge (2009) revealed three reasons behind this mismatching: using an improper lean management tool to solve problems; using just one tool to solve all problems; or using all lean management tools to solve any problem. At the same time, they pointed out that the wrong choice of lean management tools leads to organizational resource loss and staff conflict. Therefore lean management tools, widely acknowledged all over the world, are the standardized operation which is abstracted from the actual practices of Toyota. Womack et al. (1990), Steinlicht (2011), and Koukoulaki (2014) arrived at the conclusion that although the number of existing lean management tools exceeds 100, not all of these tools are necessary and appropriate for certain enterprises. Anvari et al. (2014a, b) believed that even the same tools had different effects in different enterprises, making it extremely important to choose the right tools.
From the perspective of the relationship between organizational goals and lean performance, Prasad (1995) proposed the selection method of just-in-time (JIT) using a scale of 1–10. But it is difficult to be used as a reference for other lean management tools. Hines and Rich (1997) put forward seven kinds of value stream tools and tried to select tools from the perspective of reducing waste, which became the basis for value stream map decisions. As research on lean management tool selection becomes more thorough, Vinodh and Chintha (2009) proposed to assess and choose lean management tools using a multi-grade fuzzy approach. From the perspective of the flow of time, Amin and Karim (2013), developed a quantitative method to assess the lean’s (mainly lean tools) contribution to reducing waste. Although, quantitative methods also provide a basis for the choice of lean tools, they only consider time flow and ignore the lean management of cash flow, information flow, personnel flow, and other important flows. Thus, the practical applications of these methods are quite limited.
Since numerous decision-makers and reference standards are involved when making a decision, multiple criteria group-based decision-making (MCGDM) is significantly influenced by preferences (Ayag 2005, 2007; Leng et al. 2014). Consequently, the MCGDM method is used to study the problem of lean management tool selection. Vinodh et al. (2014) adopted an improved fuzzy TOPSIS method to study lean tool selection and showed that this method can be used for decision-making in relation to lean management tool selection. More scholars (Vinodh et al. 2012; Ayag 2007; Anvari et al. 2014a, b) had applied AHP to choose lean management tools. This approach has had certain achievements, but policy-makers argue about using the same evaluation system to evaluate alternatives.
Yang et al. (2009) proposed a more typical MCGDM than AHP analysis method —VIKOR, and applied it to explore the risk of information security. Chang (2010), Anvari et al. (2014a, b) modified the VIKOR method and arrived at a new decision-making method where the group-based decision matrix must differ between different alternatives and different norms, which expands the application of VIKOR. However, they failed to deeply analyze the sensitivity of the evaluation criterion. Shemshadi et al. (2011) developed a fuzzy VIKOR method to make decisions about supplier selection. Opricovic and Tzeng (2007) studied an improved VIKOR method; Yuan et al. 2014) put forward a mixed VIKOR method for supplier selection that can overcome the shortage of incommensurability of data types and information loss that is caused by data conversion, and concurrently analyze sensitivity. Obviously the VIKOR method is a good MCGDM analysis method that can be widely used to solve many practical problems. Moreover, the improved AVIKOR makes it possible to build a principle of lean management tool selection that considers both common evaluation criteria and feature evaluation criteria, thereby laying the foundations for a decision-making model of lean management tool selection.
Case summary and decision criteria
This study takes the yogurt production line of a dairy enterprise, which mainly produces yogurt in six different flavors (including original, strawberry, taro, apple, peach and jujube) as a case study. Because the same production line is used to produce different flavors of yogurt, it takes a long time to wash all the equipment and the pipes when switching between flavors in order to avoid mixing of the different flavors and diminished quality of the yogurt. Although there is much waste involved in the production process (including loss of milk and water), the production process is relatively reasonable when the market demand is stable. However, with increasingly fierce competition due to the Internet in recent years, relatively stable order models have been broken, making it difficult for existing production processes to cope with constantly changing market demands and to produce yogurt in large batches because of its short shelf life. In order to deal with changing market demands, the enterprise has adopted a three shift mode of production by increasing its number of employees. However, this has inevitably and greatly increased labor costs.

Decision-making problems in the lean management tool selection of a yogurt production line
In order to solve these problems, the enterprise hired a lean expert team in January 2013, and established a decision-making group of nine people; including three external lean management experts, two internal enterprise managers and four relevant managers from the manufacturing plant. The enterprise wanted to adopt lean management tools and methods to solve the problems involved in the production line. After a 2-day in-depth analysis of the enterprise, the group, using the external lean management experts as its core evaluators, proposed that optimizing the production mode of the original production line would make it possible to cope effectively with changing market demands. The experts proposed the use of five available tools that are alternatives: SMED \((A_1)\), group technology \((A_2)\), mixed flow production \((A_3)\), cell line \((A_4)\) and Chaku—Chaku \((A_5)\). In order to involve the enterprise’s staff in the decision-making group and teach them about each tool and method deeply, the experts used the process as a way to train and explain the connotations and applications of the five lean management tools. This enabled the group to fully understand the investment funds and the expected time required for transformation as well as the expected effect once the transformation of the alternatives is complete.
While making decisions, different decision-makers have different opinions, and so the group did not reach consensus on the alternatives despite two rounds of discussion because the tools have common evaluation criteria. For example, input costs \((\hbox {Z}_{1})\), the time required for transformation \((\hbox {Z}_{2})\), production after transformation \((\hbox {Z}_{3})\), save costs \((\hbox {Z}_{4})\), and production line uptime after transformation \((\hbox {Z}_{5})\). There are also feature evaluation criteria specific to each alternative; for example, SMED focuses on the degree of difficulty involved in distinguishing between an internal and an external exchange \((Z_6)\). Group technology places emphasis on the degree of difficulty involved in scheduling actual operations \((Z_7)\) and the feasibility of group technology optimization \((Z_8)\). Mixed flow production focuses on the balance of the production line \((Z_9)\). Cell line mainly focuses on the possibility of realizing a U-shaped line production mode \((Z_{10})\) as well as improving the level of workers’ skills \((Z_{11})\), and Chaku-Chaku places an emphasis on the degree of man-machine separation \((Z_{12})\). If an enterprise makes decisions based only on common evaluation criteria, the results cannot reflect the features of the alternatives and decision-makers cannot reach an agreement. Given this, we need to develop a priority selection method that can select tools on the basis of both common evaluation criteria and the feature evaluation criteria of each alternative (see Fig. 1).
A tool selection model for lean management in enterprises
There are a variety of tools applied to lean management, of which many are used to solve the same problems. When the improved VIKOR method is applied to choose the best of the tools, the result is not only based on a large amount of calculations but is also not conducive to decision-making, which brings about less efficient and accurate decision-making.
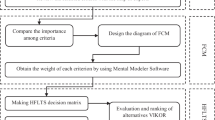
In order to improve the efficiency and accuracy of decision-making, one should follow four steps. First, external experts should select preliminarily available alternatives among a variety of lean management tools, depending on the basic situation of the enterprise as well as personal experience.
Second, according to the different characteristics of these alternatives and after a full discussion of the decision-making group, which should be composed of internal managers and external lean management experts, corresponding evaluation criteria should be determined. To be specific, internal managers comprehend the intention behind the use of alternatives provided by the external lean management experts, and the experts grasp the general situation of the factory from the information provided by the internal managers. The evaluation criteria are both general and characteristic.
Third, the external experts use a scale of 1–9 and a root method in order to confirm the weight of the evaluation criteria of the alternatives; and the decision-making group uses a scale of 1–5 to grade the alternatives.
Finally, the improved VIKOR method is used to calculate and choose the best alternative. Figure 2 shows the tool selection model for enterprise lean management.

The process of the tool selection model for enterprise lean management
Using the VIKOR method to select lean management tools
The example of “Using the VIKOR method to select lean management tools” section has shown that the choice of lean management tools of a yogurt production line is a typical MCGDM problem. While VIKOR method is a typical analysis tool of MCGDM which is widely applied to decision-making problem of accepted alternatives. This is decided under the circumstances of different measurement unit but the same evaluation criteria in all of decision maker’s preferences with group utility maximum and individual loss minimum (Zandi and Roghanian 2013) . The decision-making steps are as follows:
Step 1
Define the weight of an alternative (lean management tool) \(A_i(i=1,2,\ldots ,m)\) and each evaluation criteria \(Z_j(j=1,2,\ldots ,n)\) as \(W_j, f_{ij}\)(the evaluation criteria is same for the alternatives)represents the average score of the alternatives \(A_i\) in the evaluation criteria \(Z_j\), in which \(f_j^*\) represents the optimal evaluation value and \(f_j^{-}\) represents the worst evaluation value.
While \(Z_j\) belongs to the type of efficiency criteria:
While \(Z_j\) belongs to the type of cost criteria:
Step 2
\(Q_i\) and \(G_i\) represent group utility and individual loss utility.
From above, \(Q^*=\mathop {\hbox {min}}\limits _i Q_i, Q^{-}=\mathop {\hbox {max}}\limits _i Q_i, G^*=\mathop {\hbox {min}}\limits _i G_i, G^{-}=\mathop {\hbox {max}}\limits _i G_i\), We draw the conclusion that the total utility of decision-making plan is the combination of both group optimal utility and individual loss utility.
Step 3
\(U_i(i=1,2,\ldots ,m)\) represents the total utility of a decision-making plan (aggregate functions), r represents the weight of group utility, \(1-r\) represents the weight of individual loss utility, \(0\le r\le 1\), therefore, r shows the decision-making mechanism coefficient, as follows:
If \(r<0.5\) then minimizing individual loss utility plays a dominant role in the decision-making mechanism; If \(r=0.5\) then minimizing individual regret utility plays the same role as maximizing group utility and decision-makers reach consensus through consultation; Finally if \(r>0.5\) then maximizing group utility plays a dominant role in the decision-making mechanism.
Step 4
Make the sequence according to the value of \(U_i\) from small to large:\(A^{\left( 1 \right) },A^{\left( 2 \right) },\ldots ,A^{\left( k \right) },\ldots ,A^{\left( m \right) }\), if \(A^{\left( 1 \right) }\) meets the terms as follows:
\(\textcircled { 1}\)\(U\left( {A^{\left( 2 \right) }} \right) -U\left( {A^{\left( 1 \right) }} \right) \ge 1/\left( {m-1} \right) \);
\(\textcircled { 2}\) Suppose the sequence of \(Q_i\) and \(G_i\) is optimal, then \(A^{\left( 1 \right) }\) is considered as the optimal alternative in decision-making.
If \(\textcircled { 1}\) is not met, then the compromise solution is \(A^{\left( 1 \right) },A^{\left( 2 \right) },\ldots ,A^{\left( k \right) }\), the maximal value A of \(A^{\left( k \right) }\) is determined by\(U\left( {A^{\left( k \right) }} \right) -U\left( {A^{\left( 1 \right) }} \right) <1/\left( {m-1} \right) \); if \(\textcircled { 2}\) is not met, then the compromise solution is \(A^{\left( 1 \right) },A^{\left( 2 \right) }\). So, \(\textcircled { 1}\) refers to the optimal terms of the alternative acceptable, and \(\textcircled { 2}\) is accepted as a stable decision-making alternative.
Using the decision steps of the VIKOR method, we measure all of the alternatives based on the same evaluation criteria. The VIKOR method is not directly used to make the decision and needs improvement when making decisions about the five alternatives for the above yogurt production line while considering both common and feature evaluation criteria.
The improved VIKOR method
Based on the VIKOR method, we include two possibilities for each alternative: the same criteria and the different criteria. Referring to the research of Yang et al. (2009), Chang (2010), and Yuan et al. (2014), this paper will propose an improved VIKOR method. The steps involved in the decision-making process are as follows:
Step 1
While each alternative has its own evaluation criteria, we recalculate the optimal evaluation value and worst acceptable evaluation value of the group decision matrix based upon each alternative and each evaluation criteria belonging to the alternative. \(f_{ij}\) represents the evaluation value of alternative \(A_i(i=1,2,\ldots ,m)\) upon each evaluation criteria \(j(j=1,2,\ldots ,ni,\ldots n), f_{ij}^*\): the optimal; \(\mathop {f_{ij}}\nolimits ^- \): worst acceptable.
Step 2
\(W_{ij}\) represents the weight of evaluation criteria \(Z_j\), which corresponds to plan \(A_i,\sum _j^{ni} {W_{ij}} =1\), the decision matrix and standardization method is explained as follows:
\(f_{ij}\) represents the average value of all the experts’ assignments.
Step 3
Determine the group utility \(Q_i\) and individual utility \(G_i\) of the alternatives on the basis of the corresponding evaluation criteria of every alternative,
Generally, minimizing individual loss utility is considered equally important as maximizing group utility, (3) still represents the expression of the total utility of decision-making when using the VIKOR method to make decisions, upon which the decision-makers reach agreement through discussion. Given this, we set the decision-making mechanism coefficient to 0.5.
Step 4
Prioritize an alternative on the basis of calculation results and form the sequence according to the value of \(U_i\) from small to large.
A case of using a yogurt production line
The process of decision-making
Alternatives and evaluation criteria
Through a 2-day elaborate investigation of the enterprise and numerous discussions, the core decision-making group (9 people) is comprised of the external lean management experts (3 people), who propose five lean management tools to solve the problems facing the yogurt production line. The five lean management tools (alternatives) include SMED \((\hbox {A}_{1})\), group technology \((\hbox {A}_{2})\), mixed flow production \((\hbox {A}_{3})\), cell line \((\hbox {A}_{4})\), and Chaku-Chaku \((\hbox {A}_{5})\) (see Table 1). On this basis, and simultaneously considering both common evaluation criteria and feature evaluation criteria, the decision-making group put forward five common evaluation criteria, which include input costs \((\hbox {Z}_{1})\), the time required for transformation \((\hbox {Z}_{2})\), production after transformation \((\hbox {Z}_{3})\), save costs \((\hbox {Z}_{4})\), production line uptime after transformation \((\hbox {Z}_{5})\) and the feature evaluation criteria of each alternative. Among them, the feature evaluation criterion of SMED is the degree of difficulty involved in distinguishing between an inner exchange and an external exchange \((\hbox {Z}_{6})\). The feature evaluation criteria of group technology are the degree of difficulty involved in scheduling actual operations \((\hbox {Z}_{7})\) and the feasibility of group technology optimization \((\hbox {Z}_{8})\). The feature evaluation criterion of mixed flow production is the balance of the production line \((\hbox {Z}_{9})\). The feature evaluation criteria of cell line are the possibility of utilizing a U-shaped line production mode \((\hbox {Z}_{10})\) and the level of workers’ skills \((\hbox {Z}_{11})\). Finally, the feature evaluation criterion of Chaku-Chaku is the degree of man-machine separation. Alternatives and evaluation criteria are shown in Table 1.
The weight of the evaluation criteria
On the basis of determining the evaluation criteria of each alternative, the decision-making group entrusts three external lean management experts with assigning the weight of evaluation criteria according to a scale of 1–9 (see Table 2), and then establishing a judgment matrix and calculating the weight of the evaluation criteria using the root method. The steps used to calculate weight with the root method are as follows:
\(\textcircled { 1}\) Calculate the product of the elements in each row, that is \(\prod _{j=1}^n {a_{ij}} \) .
\(\textcircled { 2}\) Calculate \(\overline{w} _i =\left( {\prod _{j=1}^n {a_{ij}} } \right) ^{1/n}\) .
\(\textcircled { 3}\) The normalized \(\overline{w_i } \) surely arrives at \(w_i=\frac{\overline{w}_i}{\sum _{j=1}^n {\overline{w} _i } }\). and then obtains the weight of each evaluation criteria. The weight results of the evaluation criteria of each alternative are shown in Table 3.
The calculation process of the decision-making
Based on the weight of the evaluation criteria of the alternatives, according to the evaluation criteria, the 9 members in the decision-making group assign value to the five lean management tools by considering the enterprise’s actual circumstance and using a scale of 1–5; where 1 stands for tiny or extremely difficult, 2 stands for lesser or difficult, 3 stands for medium, 4 stands for big or easy, and 5 stands for giant or very easy. The average assignment results of the decision-making group are shown in Table 4. The calculation process and results of the decision-making process, based on the improved VIKOR method, are shown in Table 5.
The above decision shows that the five lean management tools are ranked as follows: \(A_2\succ A_3\succ A_4\succ A_1\succ A_5\), where A\(_{2}\) is the best choice. In practice, after the yogurt production line’s transformation using group technology, it realized a multiple variety and small batch production. Now, the production line can meet the uncertainty of market demands, which was a key problem faced by the program. At the same time, production costs have reduced by 6.5 % indicating that the process was beneficial.
Sensitivity analysis
It is important to test the anti-jamming ability of the model in order to verify the scientific status of the improved VIKOR model. According to relevant research, whether the potential changes in the weights of evaluation criteria will lead to a greater deviation from the decision results is central in making scientific decisions (Yuan et al. 2014). For this reason, this paper approaches the sensitivity analysis from two aspects, including the variation of the decision-making mechanism coefficient (r) and the weights of evaluation criteria being disturbed. The research analyzes the impact of these changes in the priority order of lean management tool selection.
Sensitivity analysis of the change of decision-making mechanism coefficient (r)
Make the decision-making mechanism coefficient r (the weight of the utility group) change in the interval [0, 1] range. According to the calculation steps of the improved VIKOR method, changes in the priority order of lean management tool selection, as calculated by MATLAB, is shown in Fig. 3.

Sensitivity analysis results of the change of decision-making mechanism coefficient (r)

Sensitivity analysis results when the evaluation criteria are disturbed
As Fig. 3 shows, when the decision-making mechanism coefficient r (the weight of the utility group) changes in the interval [0, 1] range, \(A_2\) and \(A_3\) are always better than the other alternatives. When r changes in the interval (0.25, 0.63) range, the priority order remains unchanged, and the stability of the decision results is better.
Sensitivity analysis of the evaluation criteria
When the initial weight \(W_{ij}\) of plan \(A_i\) corresponding to evaluation criteria \(Z_j\) is disturbed, it turns into \({W}_{ij}^\prime \). Using the perturbation method to analyze these different alternatives (Yuan et al. 2014; Simanaviciene and Ustinovichius 2010), make the perturbation parameter for \(\xi \), then \({W}_{ij}^\prime =\xi W_{ij}\). According to the nature of the weight, \({W}_{ij}^\prime \in [0,1],\xi \in [0,1/{{W}_{ij}^\prime }]\), because of the change of \(W_{ij}\), the weight of the other evaluation criteria will be changing accordingly. Note: \({W}_{ik}^\prime =\theta W_{ik}, k\ne j\), then
It can be obtained that \(\theta =\left( {1-\xi W_{ij} } \right) /\left( {1-W_{ij} } \right) \). Therefore, the priority of the plan can be further analyzed by assigning a different value to \(\xi \), which is produced when selecting the lean management tool, using the improved VIKOR method. This paper, respectively, disturbs the weight of each alternative plan corresponding to each evaluation criterion, according to the method of reference (Yang et al. 2009; Yuan et al. 2014). In this paper, we suppose \(\xi \) in the interval [0.1, 1.5], taking a value of 0.1, a total of 15 times. We disturb 5 alternative plans corresponding to 12 evaluation criteria, for 180 experiments in total. Using MATLAB, the calculated sensitivity analysis results are shown in Fig. 4. In Fig. 4, 1–12 are representatives of the priority order of the alternatives when the evaluation criterion \((\hbox {Z}_{1}\hbox {--}\hbox {Z}_{12})\) is sequentially changed by the perturbation parameter valued 0.1. 13–24 are representatives of the priority order of the alternatives when the evaluation criterion \((\hbox {Z}_{1}\hbox {--}\hbox {Z}_{12})\) is sequentially changed by the perturbation parameter valued 0.2. 25–36 are representative of the priority order of the alternatives when the evaluation criterion \((\hbox {Z}_{1}\hbox {--}\hbox {Z}_{12})\) is sequentially changed by the perturbation parameter valued 0.3, and so on. 169–180 are representative of the priority order of the alternatives when the evaluation criterion \((\hbox {Z}_{1}\hbox {--}\hbox {Z}_{12})\) is sequentially changed by the perturbation parameter valued 1.5.
According to Fig. 4, considering alternative lean management tools in all the 180 experiments, the priority order of the whole scheme remains \(A_2\succ A_3\succ A_4\succ A_1\succ A_5\). Thus, it can be seen that if evaluation criteria are disturbed in the interval [0.1, 0.5] range, then the general priority order of the alternatives remains unchanged. In all 180 experiments, the priority order of the alternatives from individual experiments is changing. For example in the \(178\hbox {th}\) experiment, the priority order of the plan is \(A_2\succ A_3\succ A_1\succ A_5\succ A_4\) but the optimal alternative is still \(\hbox {A}_{2}\). Hence, one can see that alternative lean management tools, especially the optimal alternative are less sensitive to the weight of the evaluation criteria. The priority order of this alternative is quite stable. This decision-making method can be used for lean management tool selection, and the decision results are relatively stable.
At the same time, we have been working on several other cases and they all have the similar results as demonstrated. For example, we use the improved VIKOR method to select lean management tools in the process of lean implementation in Tianjin Water Groups. As a result, production costs have reduced by 6.2 %. Otherwise, we use the improved VIKOR method to select lean management tools in engine production line improvement. Also, production costs have reduced by 7.05 %. So the improved VIKOR method is able to make priority decisions for the selection lean tool.
Conclusions and prospects
The problem of lean management tool selection in enterprises is a typical problem of MCGDM. The VIKOR method is a typical method used in decision-making. However, when we make decisions about alternation selections using the VIKOR method, we mainly use the same evaluation criteria to measure all of the alternatives. In practice, lean management tools have unique attributes. These attributes are also an important factor to ensure whether the alternative is a good match for the enterprise. Using the same evaluation criteria to measure all alternative plans is not reasonable. There is an urgent need to take both common evaluation criteria and feature evaluation criteria into consideration while measuring the superiority of alternatives. Therefore, this research draws on the experience of the application that the VIKOR method and the improved VIKOR method used in other alternation selection problems, taking the lean management tool selection for a yogurt production line in a diary enterprise as an example. Through that example, this research studies the practical application of the improved VIKOR method in lean management tool selection. Furthermore, in this paper we analyzed the sensitivity of the priority order of the alternatives, whose decision-making mechanism coefficient r and weight of evaluation criteria are disturbed in a certain range. We find that using this decision-making method to select lean management tools not only maximizes the group utility of the decision, but also minimizes individual regret. This decision-making method is effective and can be widely applied to help enterprises solve the problems associated with the lean management tool selection. On the one hand, the model can make priority selections on the basis of different evaluation criteria corresponding to different alternatives. It is therefore more practical when it comes to helping enterprises solve the problems associated with lean management tool selection. On the other hand, the model lacks the sensitivity of the decision-making mechanism coefficient and evaluation criteria, which influences the decision results, i.e. the model is able to ensure stable results.
In follow-up studies, a more suitable method can be developed to solve the decision-making problems of lean management tool selection by contrasting and analyzing a variety of decision-making methods, making up for the “second best” problem of lean management tool selection in the current process of advancing lean management. At the same time, this paper only uses the improved VIKOR method to solve the decision-making problems of different alternatives corresponding to different evaluation criteria. All the members of the decision-making group refer to the same evaluation criteria to solve the alternative plan. Future studies can focus on the decision-making problems associated with lean management tool selection using different evaluation criteria corresponding to different decision-makers.
References
Almomani, M. A., Aladeemy, M., Abdelhadi, A., & Mumani, A. (2013). A proposed approach for setup time reduction through integrating conventional SMED method with multiple criteria decision-making techniques. Computers and Industrial Engineering, 66(2), 461–469.
Amin, M. A., & Karim, M. A. (2013). A time-based quantitative approach for selecting lean strategies for manufacturing organizations. International Journal of Production Research, 51(4), 1146–1167.
Anvari, A., Zulkifli, N., & Arghish, O. (2014a). Application of a modified VIKOR method for decision-making problems in lean tool selection. The International Journal of Advanced Manufacturing Technology, 71(5–8), 829–841.
Anvari, A., Zulkifli, N., Sorooshian, S., & Arghish, O. (2014b). An integrated design methodology based on the use of group AHP-DEA approach for measuring lean tools efficiency with undesirable output. The International Journal of Advanced Manufacturing Technology, 70(9–12), 2169–2186.
Avikal, S., Jain, R., Mishra, P. K., & Yadav, H. C. (2013). A heuristic approach for U-shaped assembly line balancing to improve labor productivity. Computers and Industrial Engineering, 64(4), 895–901.
Ayag, Z. (2005). An integrated approach to evaluating conceptual design alternatives in a new product development environment. International Journal of Production Research, 43(4), 687–713.
Ayag, Z. (2007). A hybrid approach to machine-tool selection through AHP and simulation. International Journal of Production Research, 45(9), 2029–2050.
Chang, C. L. (2010). A modified VIKOR method for multiple criteria analysis. Environmental Monitoring and Assessment, 168(1–4), 339–344.
Hines, P., & Rich, N. (1997). The seven value stream mapping tools. International Journal of Operations and Production Management, 17(1), 46–64.
Hoss, M., & Caten, C. S. (2013). Lean schools of thought. International Journal of Production Research, 51(11), 3270–3282.
Koukoulaki, Theoni. (2014). The impact of lean production on musculoskeletal and psychosocial risks: An examination of sociotechnical trends over 20 years. Applied Ergonomics, 45(2), 198–213.
Leng, J. W., Jiang, P. Y., & Ding, K. (2014). Implementing of a three-phase integrated decision support model for parts machining outsourcing. International Journal of Production Research, 52(12), 3614–3636.
Marvel, J. H., & Standridge, C. R. (2009). Simulation-enhanced lean design process. Journal of Industrial Engineering and Management, 2(1), 90–113.
Niu, Z. W., & Jing, S. W. (2014). Discussion on management innovation model of manufacturing enterprises based on lean production. Journal of Tianjin University, 16(6), 481–487.
Opricovic, S., & Tzeng, G. H. (2007). Extended VIKOR method in comparison with outranking methods. European Journal of Operational Research, 178(2), 514–529.
Prasad, B. (1995). JIT quality matrices for strategic planning and implementation. International Journal of Operations and Production Management, 15(9), 116–142.
Qi, E. S., & Liu, L. (2013). Roadmap for management innovation success: Product life cycle oriented lean management innovation in china. Beijing: Tsinghua University Press. (in Chinese).
Shemshadi, A., Shirazi, H., & Toreihi, M. (2011). A fuzzy VIKOR method for supplier selection based on entropy measure for objective weighting. Expert Systems with Applications, 38(10), 12160–12167.
Simanaviciene, R., & Ustinovichius, L. (2010). Sensitivity analysis for multiple criteria decision making methods: TOPSIS and saw. Procedia-Social and Behavioral Sciences, 2(6), 7743–7744.
Steinlicht, C. L. (2011). Lean production and the organizational life cycle: A survey of lean tool effectiveness in young and mature organizations, doctoral dissertation. US: Capella University.
Tiwari, A., Turner, C., & Sackett, P. (2007). A framework for implementing cost and quality practices within manufacturing. Journal of Manufacturing Technology Management, 18(6), 731–760.
Vinodh, S., & Chintha, S. K. (2009). Leanness assessment using multi grade fuzzy approach. International Journal of Production Research, 49(2), 431–445.
Vinodh, S., Shivraman, K. R., & Viswesh, S. (2012). AHP-based lean concept selection in a manufacturing organization. Journal of Manufacturing Technology Management, 23(1), 124–136.
Vinodh, S., Thiagarajan, A., & Mulanjur, G. (2014). Lean concept selection using modified fuzzy TOPSIS: A case study. International Journal of Services and Operations Management, 18(3), 342–357.
Vinodh, S., & Vimal, K. E. K. (2012). Thirty criteria based leanness assessment using fuzzy logic approach. The International Journal of Advanced Manufacturing Technology, 60(9–12), 1185–1195.
Womack, J. P., Jones, D. T., & Roos, D. (1990). The machine that changed the world. New York: Macmillan Publishing Company.
Yang, Y. P. O., Shieh, H. M., Leu, J. D., & Tzeng, G. H. (2009). A VIKOR-based multiple criteria decision method for improving information security risk. International Journal of Information Technology and Decision Making, 8(2), 267–287.
Yuan, Y., Guan, T., Yan, X. B., et al. (2014). Based on hybrid VIKOR method decision making model for supplier Selection. Control and Decision, 29(3), 551–560.
Zandi, A., & Roghanian, E. (2013). Extension of fuzzy ELECTRE based on VIKOR method. Computers and Industrial Engineering, 66(2), 258–263.
Acknowledgments
This research was supported by the National Natural Science Foundation of China under Grant No.71071107.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Jing, S., Niu, Z. & Chang, PC. The application of VIKOR for the tool selection in lean management. J Intell Manuf 30, 2901–2912 (2019). https://doi.org/10.1007/s10845-015-1152-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10845-015-1152-3