
Abstract
Polycrystalline Y-type hexagonal ferrite, with composition of Ba2−x Bi x Zn0.8Co0.8+x Cu0.4Fe12−x O22 (x = 0∼0.4), was prepared by the solid state reaction method. The effect of Bi substitution on phase formation, sintering process and magnetic properties were investigated in detail. The phase formation process was characterized by the means of powder X-ray diffraction (XRD). Bi3+ can substitute Ba2+ in Y-type hexagonal ferrite as divalent metal ion Co2+ substitute Fe3+ at the same time for electrovalence balance. As Bi amount is less than 0.3, the phase formation of Y-type hexagonal ferrite will not be destroyed. As Bi amount further increases, the lattice mismatch induced by the difference in ionic radii of Bi3+ and Ba2+ ions prevents the formation of pure Y-type phase. The samples with proper Bi substitution (0.05 < x < 0.3) have much lower phase formation temperature than that of the samples without Bi substitution. Bi substitution can also promote the sintering process. As x > 0.1, the samples can be sintered well under 900 °C without any other addition. These materials are suitable for multilayer chip inductive components and devices.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
The rapid development of information and communication technology brings a great demand of the chip soft-magnetic components in hyper-frequency, such as multilayer chip inductor (MLCI) and multilayer chip beads (MLCB). The trend of higher frequency electronic products promotes the application frequency of components to GHz. Conventional spinel ferrites, such as NiCuZn ferrite, cannot meet this need. Y-type hexagonal ferrites have a cut-off frequency at GHz, about an order of magnitude higher than that of spinel ferrites [1]. Y-type hexagonal ferrite exhibits excellent magnetic properties in hyper-frequency [2]. It is anticipated that the Y-type hexagonal ferrite will meet the need of soft magnetic materials for chip components.
MLCI and MLCB adopt low temperature co-fired ceramics (LTCC) technology, which need soft magnetic materials can be sintered under 900 °C to be co-fired with Ag electrode in the monolithe structure. The sintering temperature of ferrites is always higher than 1,100 °C. Bi2O3 is one of the most common additions in ferrites to lower the sintering temperature. Besides addition, it also can be a component in M-type hexaferrite in which Bi3+ substitutes Fe3+ [3–6]. In this material, the concentration of Fe2+ increases dramatically due to the presence of Bi5+ ions. As a result, the resistivity drops remarkably and dielectric permittivity increases much [6]. In our work, a novel material system is constructed, where Bi3+ substitutes Ba2+ in Y-type hexagonal ferrite as a divalent metal ion Co2+ substitute Fe3+ at the same time for electrovalence balance. The valence variation of Bi and Fe can be restrained at most. The experimental results show that Bi substitution can lower the sintering temperature effectively under 900 °C without any other addition. The electric and magnetic properties of low temperature sintered samples are retained.
Experimental procedure
Y-type hexagonal ferrites were prepared by the solid state reaction method. According to the stoichimetric composition of Ba2−x Bi x Zn0.8Cu0.4Co0.8+x Fe12−x O22 (0 ≤ × ≤ 0.4), the analytic grade raw materials, BaCO3, Bi2O3, Co2O3, ZnO, CuO and Fe2O3, were weighed and mixed in a ball mill for 24 h. The oven dried mixture was calcined in the air, while calcination temperature was selected in the range from 800 to 1,000 °C. After ground again for 24 h, the resulting powders were pressed in a stainless-steel die under a pressure of 7 MPa with 5 wt.% polyvinyl alcohol as lubricant. Toroidal samples (20 mm outside diameter, 10 mm inside diameter, about 2 mm thickness) were sintered in the temperature range of 830–950 °C for 4 h in the air and cooled in the furnace.
The phase composition was characterized by means of powder X-ray diffraction (XRD), using a Rigaku X-ray diffractometer equipped with \( {\text{CuK}}_{\alpha } \) radiation (λ = 1.5418 Å). The microstructure of fracture surface was observed by scanning electron microscopy (SEM), JSM-6301F. A Hewlett Packard HP4291B impedance analyzer was used to measure complex permeability from 1 MHz to 1 GHz.
Results and discussion
Phase identification
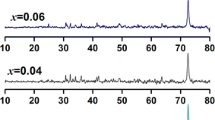
Figure 1 shows a series of XRD patterns of the samples calcined at 1,000 °C. As x ≤ 0.3, Bi substitution will not restrain the phase formation of Y-type hexaferrite. While Bi amount increases, some other phase appears and pure Y-type phase can not be obtained. The results also show that proper Bi substitution can promote the phase formation process. Without Bi substitution, Y-type phase can not be formed at 900 °C although the calcination is prolonged to 5 h. [Fig. 2(a)] Minor Bi substitution will lower the phase formation temperature distinctly. For the sample x = 0.05, single phase of Y-type hexagonal ferrite can be formed after being calcined at 900 °C for 1 h. [Fig. 2(c)] The effect of Bi on the phase formation process is also shown in Fig. 3. As treated at same condition (900 °C, 0.5 h), the less Bi in the samples, the more other phases. The other phases, BaFe2O4 and spinel ferrites, are the intermediate to Y-type phase. The samples calcined at 900 °C for 1 h were selected for further investigation. Well-defined Y-type phase was collaborated for each sample.

The XRD spectra of the samples calcined at 1,000 °C (a) x = 0 (b) x = 0.1 (c) x = 0.2 (d) x = 0.3 (e) x = 0.4 (asterisk, Y-type hexaferrite)

The XRD spectra of the samples treated at different conditions (a) x = 0 900 °C 3 h (b) x = 0.0.5 900 °C 0.5 h (c) x = 0.05 900 °C 1 h (asterisk, Y-type hexaferrite; number symbol, BaFe2O4; positive symbol, spinel ferrite)

The XRD spectra of the samples calcined at 900 °C for 0.5 h (a) x = 0.05 (b) x = 0.1 (c) x = 0.15 (d) x = 0.25 (asterisk, Y-type hexaferrite; number symbol, BaFe2O4; positive symbol, spinel ferrite)
Shrinkage and density
The density of sintered samples was measured via Archimedes’ method. The density results have good coherence with the linear shrinking percentage (ηl). Density and shrinking percentage both increase with the rise of Bi amount. If sintered at same condition, the samples with higher Bi content exhibit higher density. With minor Bi substitution (x > 0.05), samples can be sintered well under 900 °C without any other addition. The sintering temperature is lowered about 150 °C compared with that of the sample without Bi substitution. For the samples with same composition, shrinking percentage and density both increase with the rise of sintering temperature. (Table 1)
Microstructure
Figure 4 compares the microstructure of the samples with different Bi content but sintered at same condition (870 °C, 4 h). The grain morphology appears plate-like for each sample. The grains are larger (about 2 μm) in the sample with less Bi, while the intercrystalline porosity is obvious. When Bi increases, the grains are smaller (about 1 μm) and compactly stack. There is no porosity among grains.

SEM photos of Ba2−x Bi x Zn0.8Cu0.4Co0.8+x Fe12−x O22 sintered at 870 °C for 4 h (a) x = 0.05 (b) x = 0.25
Bi substitution lowers the sintering temperature dramatically. As shown in Fig. 4(b), grains are small and grain boundaries are not as clear as those in the samples with less Bi. This implies that bismuthal compound melts at relatively low temperature and liquid phase appears among grains. The most important part in sintering process, mass transfer in liquid phase, is speeded at relatively low temperature. With the increase of Bi, more liquid phase will accelerate the sintering process more effectively. Hence, the sample with more Bi can be sintered well at lower temperature. When sintered at same temperature, the sample with more Bi is sintered more compactly. With Bi substitution, the samples can be sintered well under 900 °C and exhibit compact fine-grained microstructure. When the sintering temperature rises, the grains grow larger and stack more compact.
Magnetic properties in hyper-frequency
Figure 5 shows the frequency dependence of magnetic permeability in hyper-frequency range. In this figure the samples with similar density were selected to avoid the influence of microstructure on magnetic permeability. Permeability μ′ decreases with the rise of x. Co2+ has strong magnetic anisotropy. The magnetocrystalline anisotropy increases with the rise of Co. Hence, permeability μ’ declines with the rise of Co due to the increase of magnetocrystalline anisotropy.

The frequency dependence of magnetic permeability of the samples
Summary
The important conclusions in this paper can be summarized as follows:
-
1)
Proper Bi substitution (0.05 ≤ x ≤ 0.3) can promote the phase formation of Y-type hexaferrite. As Bi increases, pure Y-type phase can not be obtained.
-
2)
Bi substitution can accelerate the sintering process. The samples can be sintered well under 900 °C without any other addition. Shrinkage and density both increase with the rise of Bi amount.
-
3)
As Co2+ amount rises, permeability μ’ decreases on account of the increase of magnetocrystalline anisotropy.
Treat Bi as a component instead of an addition in the hexaferrite. That provides a novel simple route to lower the sintering temperature of ferrite under 900 °C. It can be extended to various hexagonal ferrites to lower the sintering temperature effectively. Bi substituted Y-type hexaferrite meets the need of MLCI technique to co-fire with Ag electrode without any other addition. It’s suitable to fabricate high quality multi-layer chip device for hyper-frequency.
References
Y. Bai, J. Zhou, Z. Gui, L. Li, J. Magn. Magn. Mater. V246, 140 (2002)
Y. Bai, J. Zhou, Z. Gui, Z. Yue, L. Li, J. Magn. Magn. Mater. V264, 44 (2003)
P. Winotaia, S. Thongmeea, I.M. Tang, Mater. Res. Bull. 35, 1747 (2000)
M. Pal, P. Brahma, D. Chakravorty, D.C. Agrawal, J. Magn. Magn. Mater. V147, 208 (1995)
M. Pal, P. Brahma, D. Chakravorty, J. Mater. Sci. Lett. V16, 270 (1997)
M. Pal, P. Brahma, B.R. Chakraborty, D. Chakravorty, Jpn. J. Appl. Phys. V36, 2163 (1997)
Acknowledgement
This work was supported by the Ministry of Sciences and Technology of China through 863-project under grant 2003AA32G030 and 973-project under grants of 2002CB61306 and 2001CB6104, and National Science Foundation of China under grants of 50425204, 50272032 and 90401012.
Author information
Authors and Affiliations
Corresponding author
Additional information
This manuscript is submitted to The 4th Asian Meeting on Electroceramics.
Rights and permissions
About this article
Cite this article
Bai, Y., Zhou, J., Li, B. et al. The effect of Bi substitution on phase formation and low temperature sintering of Y-type hexagonal ferrite. J Electroceram 21, 349–352 (2008). https://doi.org/10.1007/s10832-007-9157-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10832-007-9157-8