
Abstract
Lithic microwear develops as a result of abrasive friction between a stone tool’s working edge and the surface of a worked material. Variation in the loading (i.e. force) applied to a stone tool during its use alters the amount of friction created between these two materials and should subsequently affect the level of any wear accrued. To date, however, no comprehensive account of the interaction between variable working loads and wear development has been undertaken. If such a relationship does exist, it may be possible to calculate the loading levels applied to stone tool artefacts during their use. Here, we use 30 basalt flakes knapped from raw materials collected in Olduvai Gorge, Tanzania, in a controlled experimental cutting task of standardized duration. Loading levels are recorded throughout with each flake being used with a predetermined load, ranging between 150 g and 4.5 kg. Laser scanning confocal microscopy (LSCM), coupled with the relative area (Srel) algorithm, is used to mathematically document the surface texture of the flakes to determine whether variation in loading does in fact significantly affect the amount of wear on the flake surfaces. Results indicate that working load does play a role in the development of lithic microwear; however, its interaction with other variables, including the naturally rough surface of basalt, may reduce the likelihood of its accurate determination on tools recovered from archaeological deposits.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The analysis of lithic microwear has long been advocated as a valuable technique with which to interpret the functional history of stone tools (Hayden 1979; Keeley 1980; Semenov 1964; Shea 1992), with it frequently being employed to identify the specific materials upon which artefacts were likely used (e.g. Carbonell et al. 1999; Donahue et al. 2004; Keeley 1980; Keeley and Toth 1981; Lemorini et al. 2006). This information is often used to substantiate behavioural claims for which there is limited other evidence (e.g. Chen et al. 2010; Faulks et al. 2011; Miller 2013; Rots 2013; Sano 2012; Seeman et al. 2013). Such claims must therefore be built upon a sound theoretical and methodological foundation that is capable of accurately matching microwear traces identified upon lithic artefacts to those created upon experimental tools with a known functional history (e.g. Keeley 1980; Vaughan 1985; Lewenstein 1987). As a result, a vast proportion of microwear research has been dedicated to identifying the dissimilarities in wear traces left by the working of varying substances and the development of reliable experimental procedures for the recognition of wear patterns resulting from different activities (e.g. Adams 2014; Álvarez et al. 2012; Evans 2014; Evans and Donahue 2005, 2008; González-Urquijo and Ibáñez-Estévez 2003; Grace et al. 1985; Keeley 1980; Kimball et al. 1995; Macdonald 2014; Newcomer et al. 1986; Ollé and Vergès 2014; Semenov 1964; Smallwood 2013; Stemp and Stemp 2001; Stemp et al. 2009; Stemp et al. 2010; Stemp et al. 2012; Stemp et al. 2013; Stemp and Chung 2011; Stevens et al. 2010; de la Torre et al. 2013).
Such research does not, however, typically investigate the mechanical processes involved in microwear accrual (Evans et al. 2014; Lerner et al. 2010; Stemp and Stemp 2003). Rather, it measures disparities in wear formation that result from the different mechanical processes created by varying worked materials. Indeed, there is still a relative naivety as to exactly how different worked materials create dissimilar microwear traces on stone tools. This fact has left lithic microwear analysis substantially behind advances made in tribology (see Adams (2014) for a lithic centric review of tribology and Myshkin et al. (2005) for a polymer centric tribological review of the component variables that affect frictional abrasion).
In general, two main theories have been proposed to explain the formation of lithic microwear, namely the ‘silica gel’ theory and the ‘abrasion’ theory. The former was proposed by Anderson (1980), where she argued that polish is formed from a combination of the dissolution of the tool’s utilized surface and the build-up of silica gel that develops throughout the working life of a tool’s edge. While it is certainly true that chemical processes can (under certain conditions) alter the development of surface modifications on some stone types (Hurcombe 1997), and that the deposition of tiny particles can occur upon a lithic artefact’s working surface (Christensen 1998; Šmit et al. 1998; Šmit et al. 1999), neither is thought to be a primary determinant of wear accrual. As such, the formation of microwear polish is either explicated through a combination of chemical, depositional and abrasive processes (e.g. Odell 2001; Unger-Hamilton 1984) or solely the result of abrasion (e.g. Grace 1996; Ollé and Vergès 2008). Indeed, the development of lithic microwear is known to result from the abrasive friction caused between a tool’s working edge and the surface of a worked material (Masson et al. 1981; Meeks et al. 1982; Ollé and Vergès 2008; Unger-Hamilton 1984; Yamada 1993). With use, the surface of a tool’s working edge is gradually abraded through contact with the material being worked, which will ‘smooth’ or level the natural undulations on the previously unmodified tool surface. Consequently, variation in the duration for which a tool is utilized, among other factors, will affect the amount of wear accrued (Bamforth 1988; Vaughan 1985; Lerner 2014; see also Evans et al. 2014). Relatedly, it has also been shown that the material properties of both the stone tool and worked material (e.g. hardness, roughness, strength, compositional structure) are vital variables that affect the accrual of microwear and, as such, need to be taken into consideration when interpreting wear traces (e.g. Beyries 1982; Bradley and Clayton 1987; Christensen et al. 1992; Fullagar 1991; Keeley 1980; Lerner et al. 2007).
Specifically, there has been no comprehensive account of the interaction between a stone tool’s working load and the resulting development of microwear, despite it having previously been stated as ‘critical in [lithic] microwear formation’ and that it ‘poses a significant problem that must be addressed by future researchers’ (Ackerly 1978: 480). Indeed, according to Amonton’s first law, frictional force is directly proportional to applied load. Thus, the friction experienced by a stone tool’s working edge should be substantially affected by loading. While the impact derived from variable working loads has not been wholly overlooked in lithic microwear research (e.g. Lerner et al. 2007; Ollé and Vergès 2008; Semenov 1950; Shea 1992; Tringham et al. 1974; Vaughan 1985), and is known to be of significance in the development of wear traces in engineering research (e.g. Czichos 1978; Homola et al. 1990; Myshkin et al. 2005), it is a variable of potentially significant consequence that is thus far not well understood in terms of lithic microwear formation.
Recently, Key (2013) investigated this issue, but the loading variation and duration of the cutting activity undertaken in his experimental analysis were limited. Subsequently, no significant relationship (P = 0.131–0.845) was observed between loading variation and microwear accrual (Key 2013). It is, however, possible to state that subtle variation in working loads (125–710 g) over limited periods of use (700 cutting ‘strokes’) is unlikely to significantly impact upon the accrual of lithic microwear. The present experiment therefore intends to address whether the working loads achievable by the upper limb during stone tool use can significantly affect the accrual of lithic microwear and at what load levels these differences become significant. Using recently determined loading ranges for flake cutting tools (Key and Lycett 2014a), we test the hypothesis that variable working loads significantly affect the development of microwear (i.e. increases in the formation of polish wear traces) on a stone tool’s working edge, specifically, that variation in a flake tool’s working load between the range of 150 g and 4.5 kg significantly alters the development of microwear polish. Results are discussed in light of their implications for previous work undertaken in lithic microwear research, the analysis of microwear traces identified upon lithic artefacts and methodological issues associated with microwear analysis on rough rock types.
Materials and Method
Assemblage Production
The experimental assemblage was knapped from basalt collected from naturally eroded deposits in Olduvai Gorge, Tanzania, a raw material widely used by Oldowan and Acheulean hominins in the area (Leakey 1971). Thirty flakes were selected from an original assemblage of 45 on the basis of exhibiting the most suitable cutting edges in terms of homogeneity, straightness and the absence of damage (microfactures, etc.). All flakes were knapped by Tomos Proffitt from two cores collected within 2 m of each other. Descriptive statistics for the utilized flakes can be seen in Table 1. Data collection methods for ‘length’, ‘width’, ‘thickness’, ‘mass’ and ‘edge angle’ follow those outlined by Key and Lycett (2011, 2014b).
Experimental Use and Load Recording
Each flake was used to cut through fresh English oak (Quercus robur) for exactly 1800 ‘strokes’, with a single stroke being determined as the reciprocal (forward and back) motion of each flake’s cutting edge as it is drawn across the worked surface. Oak branches (∼25–30 mm in diameter) were utilized as they were easily obtainable and could be sourced at regular intervals so as to insure each segment used was fresh. Moreover, it provided a robust, resistant material with which to facilitate the accrual of microwear over a prolonged period. Flakes were used for 1800 cutting strokes each as this was found to be the minimum number required to produce visible wear under the lowest levels of force applied in this experiment (150 g). Each flake was used in the same position by one tool user, thus maintaining regularity in handedness, stroke length and upper body strength. Through the course of each flake’s use, it would cut a substantial groove into the oak branch. So as to ensure each branch remained intact, once any cut was through roughly 60–70 % (1.5–2 cm) of the branch’s diameter, a new cut was started next to the previous one. Thus, the depth of penetration is limited and the most significant wear extends from each flake’s cutting edge to roughly 0.75 cm up its dorsal and ventral surfaces. Further to this, it is also worth noting the fact that the cutting action undertaken here is that of a reciprocal sawing motion in which the groove in the branch is created by the production and removal of waste material in the form of sawdust (see Atkins 2009). As a result, the flake’s cutting edge is not being used to ‘prise’ apart two portions of wood, as typically evinced in a unidirectional slicing motion. The reciprocal sawing motion results in frictional abrasion between the wood and the dorsal and ventral surfaces of the flake’s cutting edge, resulting in wear formation.
To investigate the influence that disparate loading levels have upon microwear accrual, each flake was used with a variable working load (i.e. applied force). Here, we utilize a loading range between 150 g and 4.5 kg, with each flake being assigned a target load from set intervals of 150 g (i.e. 150, 300, 450 and so on up to 4.5 kg). While the load applied during the use of flake tools is highly dependent upon the morphology of the flake and is likely to be task specific (Jobson 1986; Jones 1980; Key and Lycett 2014a, b), the ranges identified by Key and Lycett (2014a) were used here as a proxy for those achievable with a simple flake cutting tool. Indeed, the working loads applied by the largest flake tools utilized in their experiment had an upper standard deviation range of ∼4.5 kg (Key and Lycett 2014a).
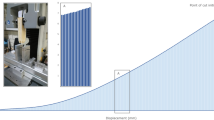
Working load was recorded in a similar manner to previous experiments investigating such parameters (Key and Lycett 2014a, b) and required the use of a pressure-sensitive pad (Tekscan Economical Load and Force System [ELF™]) attached to a multi-platform cutting structure (Fig. 1). The oak segments were secured upon a cutting platform with cable ties. This platform was then located above another lower platform upon which the pressure pad was fixed. There were only two contact points between the upper and lower boards. One was located directly beneath the oak branch and, through a rubber stud, was fixed directly upon the pressure pad and subsequently allowed any forces applied to the branch through the tool to be disseminated onto the pad below. The second attachment point was located at the opposing end of the cutting board and was attached with hinges, subsequently allowing the upper board to move freely on and off the pressure pad.

Annotated diagram of the multi-platform structure used to record working load
The use of each flake was undertaken by AJMK over the course of a number of weeks. As each flake had a predetermined target load with which it was supposed to be used, the pressure pad’s software, and subsequently a visual display of applied loads, was visible during their use. Although the predetermined load for each flake was adhered to as closely as possible, it was obviously not possible for this to be exact across all 1800 cutting strokes. As such, the mean loading values for each flake are not precisely 150 g apart. The loading values for each flake, along with their target load and SD values, are presented in Table 2. As noted in Table 2, two flakes were lost ‘post-use’ and were not included in the final analyses.
Cleaning
Prior to documentation of the tools’ surfaces using laser scanning confocal microscopy (LSCM), each flake was washed in a warm water and grit-free detergent solution and then rinsed. Each was then soaked in a 15 % solution of HCl for 15 min before being rinsed in warm water. Following the acid solution bath, each flake was then soaked in a 15 % solution of NaOH for 15 min and then rinsed again in warm water. After each basalt flake was dry, it was examined under a metallurgical microscope (Unitron MS-2-BD) at ×200 using incident light to ascertain that no residues or particles still adhered (see Keeley 1980).
Surface Measurement Using Laser Scanning Confocal Microscopy
Methods that rely on documentation of surface roughness or texture have seen increasing application and experimentation over the last few years, with emphasis placed on technologies primarily utilized by engineers specializing in surface metrology. Laser profilometry (Stemp 2014; Stemp and Stemp 2001, 2003; Stemp et al. 2008, 2009, 2010), atomic force microscopy (Kimball et al. 1995; 1998; Faulks et al. 2011), laser scanning confocal microscopy (Derndarsky and Ocklind 2001; Evans 2014; Evans and Donahue 2008; Evans et al. 2014; Stevens et al. 2010; Evans and MacDonald 2011; Stemp and Chung 2011; Stemp et al. 2013, 2014), interferometry (Anderson et al. 1998, 2006; Astruc et al. 2011) and focus variation microscopy (Evans and Macdonald 2011; Macdonald 2014) have been used to study wear patterns on a variety of raw materials, including chert, flint, obsidian and quartzite. These approaches are considered objective in nature given the production of quantitative data acquired from tool surfaces. These data not only permit the mathematical documentation of surface structures, but the data can be analysed using a variety of algorithms that provide a means by which surfaces can be compared and discriminated depending on their wear histories. Some advantages of studying surface wear on stone tools using metrology include the generation of very large quantities of both two- and three-dimensional surface roughness data and the accurate documentation of surface structure at both microscale and nanoscale levels.
The measurement system employed for the present experiment is the Olympus LEXT OLS4000 LSCM. The LSCM allows for the visual observation of the actual stone tool surface (Fig. 2a) much like a metallurgical microscope (e.g. Keeley 1980; Vaughan 1985) and can also produce two-dimensional (Fig. 2b) and three-dimensional (Fig. 2c) images of the scanned surface based on the mathematical documentation of the varied elevations of the surface on a microscale. To measure a surface, the LSCM creates images using reflected laser light from a discrete focal plane. Only the light reflected back off the measured surface from the focal plane through a pinhole aperture located in front of a photomultiplier is used to record topographical structure. Both the diameter of the pinhole aperture and the wavelength of the incident light reflected back from the measured surface determine the depth of each focal slice used to record elevation (Sheppard and Shotton 1997). The LEXT OLS4000 LSCM produces the incident light using a 405-nm laser that is scanned across the measured surface by way of a microelectromechanical resonant galvano mirror. To produce slices of measured sections of the surface, the objective lens on a motorized head focuses the laser onto surface points of variable vertical distance. These slices are used to mathematically create a three-dimensional digitized map of the scanned surface. The LEXT OLS4000 used in this work has a vertical scale (z-axis) resolution of 0.8 nm and a height display resolution of 1.0 nm. It includes a range of objectives from ×5 to ×100, of which the ×20 objective [0.60 NA] was used for this experiment. The number of vertical steps or slices the laser takes of the surface varies depending on the peak-to-valley distance on the surface, the objective used and the pitch setting, which was set at 0.06 (‘fine’ pitch) for the measurement of the basalt flakes.

a Two-dimensional photomicrograph from the LSCM of area scan #1 of used region of flake B24 with the ×20 objective. b Two-dimensional surface image from the LSCM of the same area scan with the ×20 objective. c Three-dimensional surface image from the LSCM of the same area scan with the ×20 objective. The x- and y-axis dimensions for all three are 643 × 643 μm2. Although the entire surface in the area scan is worn through contact with the oak branch, the regions of higher microtopography (red and orange/yellow) possess significant abrasion and striations
Surface Roughness and Relative Area
Scale-sensitive fractal analysis has been used to document worn surfaces on various types of materials (e.g. Mecholsky and Mackin 1988; Brown and Savary 1991; Rees et al. 1991; Brown et al. 1996; Zang et al. 2002; Unger et al. 2003; Scott et al. 2005; Jordan and Brown 2006; Cantor and Brown 2009; Brown and Brown 2010). Although there are numerous measurement parameters that characterize surfaces, we chose to use the area-scale fractal analysis algorithm relative area (Srel) for surface characterization (ISO 25178-2 2012). The effectiveness of this algorithm is based on its calculation of surface roughness at multiple scales that is dependent upon both the order and spacing of a surface’s microtopographical features. Srel is the ratio of the calculated area (CA) of the measured surface divided by the nominal area (NA) of that surface (ISO 25178-2 2012; see ASME B46.1 2009; Brown 2013).
This algorithm calculates the change in apparent, or calculated, area based on the scales of observation, or calculation, by a series of virtual tilings. The calculated area (CA(s)) is the number of tiles used in a tiling exercise at a particular scale, s, multiplied by the area of the tiles used in that tiling exercise (i.e. that particular area scale, s) (see Stemp et al. 2013: 33, Fig. 7). The nominal area (NA(s)) is the projected, or nominal, area that is tiled in that particular scale (s). Srel is related to the inclinations of the tilings as a weighted average of the inverse of the cosine the tile makes with the nominal horizontal, or datum (see Brown 2013; Brown et al. 1996). This is demonstrated by the equation
The slope of the log-log plot of relative area (Srel) versus scale is a measure of the complexity of the surface, with greater negative slopes corresponding to greater complexities. One minus the slope of the area-scale plot is the fractal dimension (ISO 25178-2 2012).
The F test: Mean Square Ratio
Area-scale measurements like Srel can be compared statistically at each scale using the F test (Lipson and Seth 1973) in order to determine confidence levels for the discrimination of different worn surfaces based on the standard deviations of the two surfaces’ data sets. The variance demonstrated by these surface data is the sum of the variances of each of the independent sources. The F test compares the variation within each data set to the variations between the data sets to test the significance of each of the variations. The mean square ratio (MSR) of the measured data is used to determine whether the observed variation in surface structure is statistically significant at certain levels of confidence. For the F tests used to discriminate the mean Srels from the measured surfaces using the LSCM, the confidence level was set at 95 %.
Method of Surface Measurement Using LSCM
On each basalt flake, seven different area scans measuring 643 × 643 μm2 were taken with the LSCM on the surface of the used edge. Depending on the morphology of each flake, the used edge measured could be either the lateral left, lateral right or distal. The surface measurements were taken on either the dorsal or ventral surface of each flake, depending upon the shape of the edge cross-sectional profile. The surface on each flake that was more level (regular) tended to be chosen for measurement due to restrictions associated with the working distance of the ×20 objective lens on the microscope (see below). Very few flakes possessed a surface whose potential for accurate measurement using the LSCM exceeded the 1-mm working distance of this lens. In cases in which one surface could not be accurately measured in terms of working distance, the other side was chosen. Since these tools were used to saw wood, bifacial wear development tended to be generally equal with their being little influence exerted by tool user handedness; thus, either surface could be used.
Because we wanted the surface data for all 28 flakes to be comparable, working distance restrictions on some flakes necessitated the use of the ×20 objective lens for all flakes. One of the main reasons we could not use the ×50 or ×100 objective lenses for surface measurement had to do with the working distance of 0.35 mm for these lenses. Due to the rough surfaces of basalt flakes, some worn areas could not be easily measured because the distance between the lowest and highest microtopography (peak-valley distance) exceeded the 0.35-mm threshold for these lenses.
To properly quantify changes in surface roughness, each of the area scan locations measured on each basalt flake was calculated in terms of Srel on a log scale. For these data, Sfrax (www.surfract.com) was used to process the data. Prior to calculating Srel, the surface scan data were processed through a modal filter developed at Worcester Polytechnic Institute. Mean Srels for the flakes were correlated against their mean working load so as to establish whether a significant relationship was present across the whole data set. Significance was determined using Spearman’s rank correlation coefficient and significance was assumed if P < 0.05. Srels were further compared using the F test (MSR) to determine whether discrimination of the surface roughness of two flakes used with different loads was possible and the scale at which such discrimination occurs. In these experiments, the scales at which there is a high level of confidence (above 95 %), as indicated by the MSR of Srels, are the scales at which the tools’ surfaces can be discriminated.
Results
During the course of this experiment, it was noted that the roughness of the natural unmodified surface topography of rock types like basalt presents some challenges in terms of surface documentation using the LSCM. Essentially, sharp contrasts or changes in surface elevations resulted in the inability of the laser to accurately measure some data points, and therefore, portions of some of the basalt flake surfaces could not be documented. Because of these difficulties, severely affected samples were eliminated from this study. This effectively reduces the final number of flakes included in this study from 28 to 23 (Table 2).
For the remaining 23 flakes, there are important observations that have been made. Based on mean Srel, there is the expected behaviour of increasing relative area as the scale of measurement decreases as demonstrated for 3 flakes in Fig. 3. Beginning just before 103 μm2, mean Srel begins to deviate significantly from 1.00, which marks the ‘smooth-rough cross-over’ (see Brown 2013: 137), where measurement of the larger-scale surface features of the natural raw material progresses to the smaller-scale modified surface structure associated with tool wear resulting from contact with the oak branch at different loads.

The mean Srel of three basalt flakes demonstrating the increase in Srel as scale of measurement decreases
At these smaller scales of measurement, there are clear differences between the mean Srels of individual flakes (Table 2). At a very general level, this indicates that changes in the surface microtopography of the individual worn flake surfaces vary. The extent to which these differences are dictated by varying levels of working load is, however, not so clear. Indeed, there appears to be a modest correlation (correlation coefficient = −0.143) between increased working load and lower Srels at 0.195 μm2 (Table 2). However, this relationship is not significant (P = 0.514) and appears to be largely driven by the values returned for three specific flakes: B8, B16 and B17. When these flakes are excluded from the analyses (n = 20), any clear pattern of discrimination based on Spearman’s rank correlation of the wear observed on flakes used with varying working loads is diminished. Furthermore, the Srel SD values indicate that upon each flake’s worn surface, a large amount of variation can be present, in turn creating substantial overlap between flakes utilized with differing loading levels (Table 2; Fig. 3). Thus, while there appears to be a relationship between increased working load and increased wear development, there is clearly a lot of variability in the surface topography of individual flakes, and a conclusive relationship based solely on Srels and Spearman’s rank correlation is unclear from these results. It does, however, appear that mean Srels below about 2.0 do not occur before a load of ∼2226 g.
In terms of MSRs of the mean Srels, the F tests indicate several preliminary relationships between increasing wear development and increasing load. Firstly, there appears to be a loading variation threshold of ∼750 g, above which wear is distinct enough between two flakes for Srel to be able to discriminate between their surface areas at fine scales (beginning ∼102–103 μm2). Indeed, flakes with substantial differences in load can be consistently discriminated using the MSRs of mean Srels (Figs. 4, 5, 6 and 7). This becomes more difficult when loading differences are under ∼750 g (Fig. 8). Based on the data analysed to date, the minimal load difference necessary for the discrimination of worn surfaces on two tools using MSRs of mean Srels at fine scales is generally between 250 and 750 g.

F test (MSR) of mean relative area (Srel) for basalt flakes B5 (230-g load) and B8 (4144-g load). Discrimination of mean Srel for the two flake surfaces is possible at scales above the 95 % confidence level as represented by the solid horizontal line. Load difference between the flakes is 3419 g

F test (MSR) of mean relative area (Srel) for basalt flakes B5 (230-g load) and B17 (2220-g load). Discrimination of mean Srel for the two flake surfaces is possible at scales above the 95 % confidence level as represented by the solid horizontal line. Load difference between the flakes is 1990 g

F test (MSR) of mean relative area (Srel) for basalt flakes B19 (1353-g load) and B28 (436-g load). Discrimination of mean Srel for the two flake surfaces is possible at scales above the 95 % confidence level as represented by the solid horizontal line. Load difference between the flakes is 917 g

F test (MSR) of mean relative area (Srel) for basalt flakes B2 (2532-g load) and B12 (1767-g load). Discrimination of mean Srel for the two flake surfaces is possible at scales above the 95 % confidence level as represented by the solid horizontal line. Load difference between the flakes is 765 g

F test (MSR) of mean relative area (Srel) for basalt flakes B14 (901-g load) and B15 (958-g load). Discrimination of mean Srel for the two flake surfaces is possible at scales above the 95 % confidence level as represented by the solid horizontal line. Load difference between the flakes is 57 g
Further to this, there appear to be distinctions between the discrimination at fine scales of small load differences dependent upon the overall loading levels of the flakes. Small load differences (200–400 g) between flakes with low loads (<1000 g) (Fig. 9), and small load differences (200–400 g) between flakes with high loads (>4000 g) (Fig. 10), cannot be discriminated using Srel at fine scales. However, small load differences (200–400 g) between flakes with medium-range loads (about 1500–3000 g) can be discriminated at fine scales (Figs. 11 and 12).

F test (MSR) of mean relative area (Srel) for basalt flakes B5 (230-g load) and B28 (436-g load). Discrimination of mean Srel for the two flake surfaces is possible at scales above the 95 % confidence level as represented by the solid horizontal line. Load difference between the flakes is 206 g

F test (MSR) of mean relative area (Srel) for basalt flakes B8 (4144-g load) and B16 (4494-g load). Discrimination of mean Srel for the two flake surfaces is possible at scales above the 95 % confidence level as represented by the solid horizontal line. Load difference between the flakes is 350 g

F test (MSR) of mean relative area (Srel) for basalt flakes B3 (3209-g load) and B30 (2911-g load). Discrimination of mean Srel for the two flake surfaces is possible at scales above the 95 % confidence level as represented by the solid horizontal line. Load difference between the flakes is 298 g

F test (MSR) of mean relative area (Srel) for basalt flakes B12 (1452-g load) and B18 (1452-g load). Discrimination of mean Srel for the two flake surfaces is possible at scales above the 95 % confidence level as represented by the solid horizontal line. Load difference between the flakes is 255 g
Discussion and Conclusion
The measurement of wear on the basalt flake surfaces using LSCM and Srel has provided a series of interesting and informative results, including methodological questions related to the documentation of rough stone surfaces. While the majority of basalt surfaces examined here were successfully documented and discriminated mathematically, some displayed problems. This was principally due to the extent to which the microtopography of the raw material of some flakes undulates, essentially creating highly variable surface profiles with relatively extreme changes between the ‘peaks’ and ‘troughs’ of the rough surface. Consequently, some surface points could not be accurately documented using the scan settings described above. A number of possible solutions can be explored in the future to address the issue of rough surfaces, including the following: (1) the use of a high-stand-off ×50 objective in order to increase the level of magnification, (2) the modification of the existing modal filter currently being used, (3) the use of another modal filter that uses a specific test for surface spikes of measurement anomalies based on certain slope or length criteria, or (4) the measurement of the same area multiple times with the expectation that each scan does not record the same spikes in the same locations. However, all of these solutions also introduce some of their own limitations. For example, although the high-stand-off ×50 objective alleviates the working distance problem, it has a lower numerical aperture and also experiences substantial measurement ‘noise’, which essentially means that the laser does not record some surface points while scanning and, therefore, a significant cumulative area of the surface does not get measured. A modal filter can be used to ‘fill in’ the missing surface data (or spikes) by essentially joining the adjacent measured surfaces together based on a complex algorithm, but this does not provide an actual measurement for the missing areas on the stone tool surface.
In relation to the influence exerted by working load, a number of preliminary results have been presented, confirming that it can be an influential factor in the development of lithic microwear. On a very broad level, there appears to be a relationship between increased working load and more developed levels of wear (i.e. microtopographical modification that increases the smoothness of the raw material’s surface). The F tests suggest that there needed to be a minimum loading difference of ∼750 g between two flakes in order for their worn surfaces to be consistently discriminated. Essentially, comparisons between two worn flakes with a loading difference over the 750-g threshold could be statistically discriminated, while those flakes whose loading difference was under the 750-g threshold did not always have worn surfaces that were significantly different enough that discrimination was possible. This is consistent with the previous findings that a loading variation of ∼585 g did not produce significantly different microwear traces, albeit over a reduced period of use (Key 2013). It does, however, mean that if stone tools are utilized with substantially different levels of loading, then significantly different microwear traces can develop. Equally, if there are only subtle differences in working load, then microwear analysis is unlikely to be able to distinguish between the worn surfaces of stone tools.
In most cases, the loading variation needed between two flakes for a significant difference to be returned using F tests (MSRs) of the Srels was between 250 and 750 g. The ability of F tests to distinguish between smaller levels of loading variation is, however, complex and appears to be affected by the gross loading values experienced by the flake tools. It is currently unclear as to why this may be the case. We suspect it may be part of a complex interaction with the variable stages through which peaks go when being abraded. Essentially, unworn peaks have a greater surface area relative to overall mass; therefore, during the early stages of wear development, Srel values should decrease faster than they would during later stages. This would mean that as wear development progressed and peaks become highly worn, greater loading variation would be required to be able to produce significant wear differences. This may also go some way to explaining why high loading SD values may have an impact upon Srel values for some flakes, whereas in other cases, it has not. Essentially, depending upon when the higher and lower portions of the loading that contributed to the high SD values are exerted upon the flakes’ surfaces, there may be a disparate rate of abrasion depending upon the stage of wear development. While this is a concept that may be tricky to investigate experimentally, it would be useful if future research was able to examine this in more detail. Irrespective of this, there is still a substantial amount of variation between many of the surfaces of the basalt flakes, even between those of relatively similar loading values, and it is evident that loading levels alone cannot explain all of the variation currently seen.
Some variability in our results appears to indicate that the natural surface character of basalt is playing a significant role in the formation of wear, particularly considering the extent to which other variables have been controlled here. Certainly, the surface microtopography of the natural basalt can be highly variable, and this is likely to influence both the rate and degree of wear formation. However, exactly how this affects modification of the surface structure and the rate and degree of surface structure changes still needs to be more clearly determined under experimental conditions. Beyond the possible variation in peak abrasion rates suggested above, some of the unexpected relationships observed between single flake comparisons may simply be dependent upon the original surface roughness of each of the basalt flakes. For instance, it seems reasonable to assume that two flake surfaces of varying roughness would not produce identical Srel values if exposed to identical use conditions, with the original disparate relationship between the two flakes remaining to some extent post-use. Indeed, basalt from Olduvai Gorge is by no means the most homogenous of rock types (Moller and Swisher 2012), and the surface roughness variability of flakes is likely to be far in excess of the more homogenous raw materials typically investigated in wear analyses. However, based on earlier work on stones with rough surfaces (Stemp et al. 2013), the expectation is that the surface structure of natural basalt would be mathematically documented at the coarse scales of measurement using Srel and that the wear, in terms of modified microtopography, on the flake surfaces should be measured at the fine area scales. This highlights the importance for large sample sizes when determining relationships in microwear traces on rough rock types as raw material variability has the potential to impact upon the accuracy of any results. What is evident, however, is that the analysis of microwear traces on rough raw materials, such as basalt, is possible with LSCM, that the scale of measurement is critical to discrimination, and that, although there are specific challenges presented by the intricacies of each raw material’s surface, these can often be overcome.
A number of clear implications for lithic microwear research can be derived from the present results. The first is that loading levels can affect the degree and rate of microwear development. As such, two tools used for the same duration could display significantly different wear traces depending upon their respective working loads. This has implications for the reliable interpretation of use duration on lithic artefacts, as both loading and duration are directly causal to the frictional abrasion of a tool’s surface and, consequently, tools used for different time periods and different loads could produce similar wear traces. Similarly, this has implications for the reliable interpretation of artefact loading levels, and it is unlikely that working load will be distinguishable from use duration.
Interestingly, loading variation may not impact upon our ability to infer the worked materials upon which artefacts were used. Recent results suggest that the surface characteristics of lithic microwear are linked to worked material type irrespective of use duration (Evans et al. 2014). Since both loading and duration are similar mechanical processes linked with the increase of frictional abrasion, there is cause to hypothesize that functional applications can also still be derived irrespective of working load. This does, however, need to be supported through experimental analyses. Similarly, the extent and variation of working loads experienced by stone tools during their use on multiple worked materials and when undertaking different actions (i.e. scraping) need to be identified so as to provide an informed commentary regarding any potential impacts.
Overall, it appears that if loading values are substantially different, then load can significantly impact upon the development of lithic microwear, and the LSCM is able to discriminate between the resulting wear that forms using scale-sensitive fractal analysis. While there is clearly the need for further analyses within the present data set, and perhaps future experimentation involving different motions, such as scraping, and with other raw material types, it is clear that loading is a variable that needs to be considered when investigating the rate and degree of lithic microwear development.
References
Ackerly, N. W. (1978). Controlling pressure in experimental lithics research. American Antiquity, 43, 480–482.
Adams, J. L. (2014). Ground stone use-wear analysis: a review of terminology and experimental methods. Journal of Archaeological Science, 48, 129–138.
Álvarez, M., Fuentes, N. O., Favret, E. A., Dolce, M. V., & Forlano, A. (2012). Quantifying use-wear traces through RIMAPS and variogram analyses. Archaeological and Anthropological Sciences, 4, 91–101.
Anderson, P. (1980). A testimony of prehistoric tasks: diagnostic residues on stone tool working edges. World Archaeology, 12, 181–193.
Anderson, P., Astruc, L., Vargiolu, R., and Zahouani, H. (1998). Contribution of quantitative analysis of surface states to a multi-method approach for characterizing plant-processing traces on flint tools with gloss. In: Antoniazzi, A., Arsuaga Ferreres, J.L., Bermudez de Castro, J.M., Carbonell I Roura, E., Cavallini, E., Fontana, F., Gutiérrez Sàez, C., di Lernia, S., Longo, L., Manzi, G., Milliken, S., Oosterbeek, L., Pavukova, V., Peresani, M., Peretto, C., Pesce Delfino, V., Pizchelauri, K., Prati, L., and Sala I Ramos, R. (eds.) Functional analysis of lithic artefacts: current state of research. Proceedings of the XIII International Congress of the International Union of Prehistoric and Protohistoric Sciences. ABACO, Forli. Pp. 1121–1132
Anderson, P. C., Georges, J.-M., Vargiolu, R., & Zahouani, H. (2006). Insights from a tribological analysis of the tribulum. Journal of Archaeological Science, 33, 1559–1568.
ASME B46.1. (2009). Surface texture (surface roughness, waviness, and lay). New York: An American National Standard. American Society of Mechanical Engineers.
Astruc, L., Vargiolu, R., Ben Tkaya, M., Balkan-Atlı, N., Özbaşaran, M., & Zahouani, H. (2011). Multi-scale tribological analysis of the technique of manufacture of an obsidian bracelet from Aşıklı Höyük (Aceramic Neolithic, Central Anatolia). Journal of Archaeological Science, 38, 3415–3424.
Atkins, T. (2009). The science and engineering of cutting: the mechanics and processes of separating, scratching and puncturing biomaterials, metals and non-metals. Oxford: Butterworth-Heinemann.
Bamforth, D. B. (1988). Investigating microwear polishes with blind tests: the institute results in context. Journal of Archaeological Science, 15, 11–23.
Beyries, S. (1982). Comparaison des traces d’utilisation sur différentes roches siliceuses. In D. Cahen (Ed.), Tailler! Pour Quoi Faire: Préhistoire et Technologie Lithique II. Studia Praehistorica Belgica 2 (pp. 235–240). Tervuren: Musée royal de l’Afrique centrale.
Bradley, R., & Clayton, C. (1987). The influence of flint microstructure on the formation of microwear polishes. In G. de G Sieveking & M. Newcomer (Eds.), The human uses of flint and chert: papers from the fourth international flint symposium (pp. 81–89). Cambridge: Cambridge University Press.
Brown, C. A. (2013). Chapter 6: Areal fractal methods. In R. Leach (Ed.), Characterisation of areal surface texture (pp. 129–153). Berlin: Springer.
Brown, D. R. S., & Brown, C. A. (2010). Investigation of surface topography differences in native and exotic invertebrates in the St. Lawrence River. Scanning, 33, 250–255.
Brown, C. A., & Savary, G. (1991). Describing ground surface texture using contact profilometry and fractal analysis. Wear, 141, 211–226.
Brown, C. A., Johnsen, W. A., & Butland, R. M. (1996). Scale-sensitive fractal analysis of turned surfaces. Annual CIRP, 45, 515–518.
Cantor, G. C., & Brown, C. A. (2009). Scale-based correlations of relative areas with fracture of chocolate. Wear, 266, 609–612.
Carbonell, E., García-Antón, M., Mallol, C., Mosquera, M., Ollé, A., Rodríguez, X. P., Sahnouni, M., Sala, R., & Vergès, J. M. (1999). The TD6 level lithic industry from Gran Dolina, Atapuerca (Burgos, Spain): production and use. Journal of Human Evolution, 37, 653–693.
Chen, C., An, J., & Chen, H. (2010). Analysis of the Xiaonanhai lithic assemblage, excavated in 1978. Quaternary International, 211, 75–85.
Christensen, M. (1998). Processus de formation et characterisation physico-chimique des polis d’utilisation des outils er silex. Applications à la technologie préhistorique de l’ivoire. Bulletin de la Société Préhistorique Française, 95, 183–201.
Christensen, M., Walter, P., & Menu, M. (1992). Usewear characterisation of prehistoric flints with IBA. Nuclear Instruments and Methods in Physics Research B, 64, 488–493.
Czichos, H. (1978). Tribology: a systems approach to the science and technology of friction, lubrication, and wear: a systems approach to the science and technology of friction, lubrication, and wear. Amsterdam: Elsevier.
de la Torre, I., Benito-Calvo, A., Arroyo, A., Zupancich, A., & Proffitt, T. (2013). Experimental protocols for the study of battered stone anvils from Olduvai Gorge (Tanzania). Journal of Archaeological Science, 40, 313–332.
Derndarsky, M., & Ocklind, G. (2001). Some preliminary observations on subsurface damage on experimental and archaeological quartz tools using CLSM and Dye. Journal of Archaeological Science, 28, 1149–1158.
Donahue, R. E., Murphy, M. L., & Robbins, L. H. (2004). Lithic microwear analysis of middle stone age artifacts from white paintings rock shelter, Botswana. Journal of Field Archaeology, 29, 155–163.
Evans, A. A. (2014). On the importance of blind testing in archaeological science: the example from lithic functional studies. Journal of Archaeological Science, 48, 5–14.
Evans, A. A., & Donahue, R. E. (2005). The elemental chemistry of lithic microwear: an experiment. Journal of Archaeological Science, 32, 1733–1740.
Evans, A. A., & Donahue, R. E. (2008). Laser scanning confocal microscopy: a potential technique for the study of lithic microwear. Journal of Archaeological Science, 35, 2223–2230.
Evans, A. A., & Macdonald, D. A. (2011). Using metrology in early prehistoric stone tool research: further work and a brief instrument comparison. Scanning, 33, 294–303.
Evans, A. A., Macdonald, D. A., Giusca, C. L., & Leach, R. K. (2014). New method development in prehistoric stone tool research: evaluating use duration and data analysis protocols. Micron, 65, 69–75.
Faulks, N. R., Kimball, L. R., Hidjrati, N., & Coffey, T. S. (2011). Atomic force microscopy of microwear traces on Mousterian tools from Myshtylagty Lagat (Weasel Cave), Russia. Scanning, 33, 304–315.
Fullagar, R. L. K. (1991). The role of silica in polish formation. Journal of Archaeological Science, 18, 1–24.
González-Urquijo, J. E., & Ibáñez-Estévez, J. J. (2003). The quantification of use-wear polish using image analysis. First results. Journal of Archaeological Science, 30, 481–489.
Grace, R. (1996). Use-wear analysis: the state of the art. Archaeometry, 38(2), 209–229.
Grace, R., Graham, I. D. G., & Newcomer, M. H. (1985). The quantification of microwear polishes. World Archaeology, 17, 112–120.
Hayden, B. (1979). Lithic use-wear analysis. New York: Academic.
Homola, A. M., Israelachvili, J. N., McGuiggan, P. M., & Gee, M. L. (1990). Fundamental experimental studies in tribology: the transition from “interfacial” friction of undamaged molecularly smooth surfaces to “normal” friction with wear. Wear, 136, 65–83.
Hurcombe, L. (1997). The contribution of obsidian use-wear analysis to understanding the formation and alteration of wear. In A. Ramos-Millan & M. A. Bustillo (Eds.), Siliceous rocks and culture (pp. 487–497). Spain: Editorial Universidad de Granada.
ISO 25178–2. (2012). Geometrical product specifications (GPS)—surface texture: areal—part 2: terms, definitions and surface texture parameters.
Jobson, R. W. (1986). Stone tool morphology and rabbit butchering. Lithic Technology, 15, 9–20.
Jones, P. R. (1980). Experimental butchery with modern stone tools and its relevance for Palaeolithic archaeology. World Archaeology, 12, 153–165.
Jordan, S. E., & Brown, C. A. (2006). Comparing texture characterization parameters on their ability to differentiate ground polyethylene ski bases. Wear, 261, 398–409.
Keeley, L. H. (1980). Experimental determination of stone tool uses: a microwear analysis. Chicago: University of Chicago Press.
Keeley, L. H., & Toth, N. (1981). Microwear polishes on early stone tools from Koobi Fora, Kenya. Nature, 293, 464–465.
Key, A. J. M. (2013). Applied force as a determining factor in lithic use-wear accrual: an experimental investigation of its validity as a method with which to infer hominin upper limb biomechanics. Lithic Technology, 38(1), 32–45.
Key, A. J. M., & Lycett, S. J. (2011). Technology based evolution? A biometric test of the effects of handsize versus tool form in an experimental cutting task. Journal of Archaeological Science, 38, 1663–1670.
Key, A. J. M., & Lycett, S. J. (2014a). Are bigger flakes always better? An experimental assessment of flake size variation on cutting efficiency and loading. Journal of Archaeological Science, 41, 140–146.
Key, A. J. M., & Lycett, S. J. (2014b). Edge angle as a variably influential factor in flake cutting efficiency: an experimental investigation of its relationship with tool size and loading. Archaeometry. doi:10.1111/arcm.12140.
Kimball, L. R., Kimball, J. F., & Allem, P. E. (1995). Microwear polishes as viewed through the atomic force microscope. Lithic Technology, 20, 6–28.
Kimball, L., Allen, P., Kimball, J., Schlichting, B., and Phan, K. (1998). The analysis of microwear polishes with the atomic force microscope. In: Antoniazzi, A., Arsuaga Ferreres, J.L., Bermudez de Castro, J.M., Carbonell I Roura, E., Cavallini, E., Fontana, F., Gutiérrez Sàez, C., di Lernia, S., Longo, L., Manzi, G., Milliken, S., Oosterbeek, L., Pavukova, V., Peresani, M., Peretto, C., Pesce Delfino, V., Pizchelauri, K., Prati, L., and Sala I Ramos, R. (eds.) Functional analysis of lithic artefacts: current state of research. Proceedings of the XIII International Congress of the International Union of Prehistoric and Protohistoric Sciences. ABACO, Forli. Pp. 11121–1132
Leakey, M. D. (1971). Olduvai Gorge. Vol 3. Excavations in beds I and II, 1960–1963. Cambridge: Cambridge University Press.
Lemorini, C., Stiner, M. C., Gopher, A., Shimelmitz, R., & Barkai, R. (2006). Use-wear analysis of an Amudian laminar assemblage from the Acheuleo-Yabrudian of Qesem Cave, Israel. Journal of Archaeological Science, 33, 921–934.
Lerner, H. J. (2014). Intra-raw material variability and use-wear formation: an experimental examination of a Fossiliferous chert (SJF) and Silicified Wood (YSW) from NW New Mexico using clemex vision processing frame. Journal of Archaeological Science, 48, 34–45.
Lerner, H., Du, X., Costopoulos, A., & Ostoja-Starzewski, M. (2007). Lithic raw material physical properties and use-wear accrual. Journal of Archaeological Science, 34, 711–722.
Lerner, H. J., Dytchkowskyj, D., and Nielsen, C. (2010). Raw material variability, use-wear accrual rates and addressing the ambiguity of some use-wear traces: an example from northwestern New Mexico. Rivista di Scienze Preistoriche, 313–333.
Lewenstein, S. (1987). Stone tool use at Cerros: the ethnoarchaeological use-wear analysis. Austin: University of Texas Press.
Lipson, C., & Seth, N. J. (1973). Statistical design and analysis of engineering experiments. New York: McGraw-Hill.
Macdonald, D. A. (2014). The application of focus variation microscopy for lithic use-wear quantification. Journal of Archaeological Science, 48, 26–33.
Masson, A., Coqueugniot, E., & Roy, S. (1981). Silice et traces d’usage: le lustre des faucilles. Nouvelles Archives Museum d’Histoire Naturelle de Lyon, 19, 43–51.
Mecholsky, J. J., & Mackin, T. J. (1988). Fractal analysis of fracture in Ocala chert. Journal of Material Science Letters, 7, 1145–1147.
Meeks, N. D., de G Sieveking, G., Tite, M. S., & Cook, J. (1982). Gloss and use-wear traces on flint sickles and similar phenomena. Journal of Archaeological Science, 9, 317–340.
Miller, G. L. (2013). Illuminating activities at Paleo Crossing (33ME274) through microwear analysis. Lithic Technology, 38, 97–108.
Moller, G. F., & Swisher, C. C., III. (2012). The Ngorongoro Volcanic Highland and its relationships to volcanic deposits at Olduvai Gorge and East African Rift volcanism. Journal of Human Evolution, 63, 274–283.
Myshkin, N. K., Petrokovets, M. I., & Kovalev, A. V. (2005). Tribology of polymers: adhesion, friction, wear, and mass-transfer. Tribology International, 38, 910–921.
Newcomer, M., Grace, R., & Unger-Hamilton, R. (1986). Investigating microwear polishes with blind tests. Journal of Archaeological Science, 13, 203–217.
Odell, G. H. (2001). Stone tool research at the end of the millennium: classification, function, and behaviour. Journal of Archaeological Research, 9, 45–100.
Ollé, A., & Vergès, J. M. (2008). SEM functional analysis and the mechanism of microwear formation. Prehistoric Technology, 40, 39–49.
Ollé, A., & Vergès, J. M. (2014). The use of sequential experiments and SEM in documenting stone tool microwear. Journal of Archaeological Science, 48, 60–72.
Rees, D., Wilkinson, G. G., Grace, R., & Orton, C. R. (1991). An investigation into the fractal properties of flint microwear images. Journal of Archaeological Science, 18, 629–640.
Rots, V. (2013). Insights into early Middle Palaeolithic tool use and hafting in Western Europe. The functional analysis of level 11a of the early Middle Palaeolithic site of Biache-Saint-Vaast (France). Journal of Archaeological Science, 40, 497–506.
Sano, K. (2012). Functional variability in the Magdalenian of north-western Europe: a lithic microwear analysis of the Gönnersdorf K-11 assemblage. Quaternary International, 272–273, 264–274.
Scott, R. S., Ungar, P. S., Bergstrom, T. S., Brown, C. A., Grine, F. E., Teaford, M. F., & Walker, A. (2005). Dental microwear texture analysis shows within-species diet variability in fossil hominins. Nature, 436, 693–695.
Seeman, M. F., Loebel, T. J., Comstock, A., & Summers, G. L. (2013). Working with Wilmsen: Paleoindian End Scraper design and use at Nobles Pond. American Antiquity, 78, 407–432.
Semenov, S. (1950). O protivostavenii bol’shogo pal’tsa ruki Neanderthal’skogo cheloveka. Sovetskaya Etnografya, 11, 70–82.
Semenov, S. (1964). Prehistoric technology. London: Cory, Adams and Mackay.
Shea, J. J. (1992). Lithic microwear analysis in archaeology. Evolutionary Anthropology, 1, 143–150.
Sheppard, C. J. R., & Shotton, D. M. (1997). Confocal laser scanning microscopy. Oxford: BIOS.
Smallwood, A.M. (2013). Building experimental use-wear analogues for Clovis biface functions. Archaeological and Anthropological Sciences, 1–14.
Šmit, Z., Petru, S., Grime, G., Vidmar, T., Budnar, M., Zorko, B., & Ravnikar, M. (1998). Usewear-induced deposition on prehistoric flint tools. Nuclear Instruments and Methods in Physics Research B, 140, 209–216.
Šmit, Z., Grime, G. W., Petru, S., & Rajta, I. (1999). Microdistribution and composition of usewear polish on prehistoric stone tools. Nuclear Instruments and Methods in Physics Research B, 150, 565–570.
Stemp, W. J. (2014). A review of quantification of lithic use-wear using laser profilometry: a method based on metrology and fractal analysis. Journal of Archaeological Science, 48, 15–25.
Stemp, W. J., & Chung, S. (2011). Discrimination of surface wear on obsidian tools using LSCM and RelA: pilot study results (area-scale analysis of obsidian tool surfaces). Scanning, 33, 279–293.
Stemp, W. J., & Stemp, M. (2001). UBM laser profilometry and lithic use-wear analysis: a variable length scale investigation of surface topography. Journal of Archaeological Science, 28, 81–88.
Stemp, W. J., & Stemp, M. (2003). Documenting stages of polish development on experimental stone tools: surface characterization by fractal geometry using UBM laser profilometry. Journal of Archaeological Science, 30(3), 287–296.
Stemp, W. J., Childs, B. E., Vionnet, S., & Brown, C. A. (2008). The quantification of microwear on chipped stone tools: assessing the effectiveness of root mean square roughness (Rq). Lithic Technology, 33, 173–189.
Stemp, W. J., Childs, B. E., Vionnet, S., & Brown, C. A. (2009). Quantification and discrimination of lithic use-wear: surface profile measurements and length-scale fractal analysis. Archaeometry, 51, 366–382.
Stemp, W. J., Childs, B. E., & Vionnet, S. (2010). Laser profilometry and length-scale analysis of stone tools: second series experiment results. Scanning, 32, 233–243.
Stemp, W.J., Evans, A.A. and Lerner, H.J. (2012). Reaping the rewards: the potential of well designed methodology, a comment on Vardi et al. (Journal of Archeological Science 37 (2010) 1716–1724) and Goodale et al. (Journal of Archeological Science 37 (2010) 1192–1201). Journal of Archeological Science, 39, 1901–1904
Stemp, W. J., Lerner, H. J., & Kristant, E. H. (2013). Quantifying microwear on experimental Mistassini quartzite scrapers: preliminary results of exploratory research using LSCM and scale-sensitive fractal analysis. Scanning, 35, 28–39.
Stemp, W. J., Andruskiewicz, M. D., Gleason, M. A., & Rashid, Y. H. (2014). Experiments in ancient maya blood-letting: quantification of surface wear on obsidian blades. Archaeological and Anthropological Sciences. doi:10.1007/s12520-014-0204-5.
Stevens, N. E., Harro, D. R., & Hicklin, A. (2010). Practical quantitative lithic use-wear analysis using multiple classifiers. Journal of Archaeological Science, 37, 2671–2678.
Tringham, R., Cooper, G., Odell, G. H., Voytek, B., & Whitman, A. (1974). Experimentation in the formation of edge-damage: a new approach to lithic analysis. Journal of Field Archaeology, 1, 171–196.
Unger, P. S., Brown, C. A., Bergstrom, T. S., & Walker, A. (2003). Quantification of dental microwear by tandem scanning confocal microscopy and scale-sensitive fractal analyses. Scanning, 25, 185–193.
Unger-Hamilton, R. (1984). The formation of use-wear polish on flint: beyond the “deposit versus abrasion” controversy. Journal of Archaeological Science, 11, 91–98.
Vaughan, P. (1985). Use wear analysis of flaked stone tools. Arizona: University of Arizona Press.
Yamada, S. (1993). The formation process of “use-wear polishes”. In P. Amderson, S. Beyries, M. Otte, & H. Plisson (Eds.), Traces et Function: Les Gestes Retrouvés (pp. 447–457). Liege: Eraul.
Zang, B., Liu, X., Brown, C. A., & Bergstrom, T. S. (2002). Micro-grinding of nanostructured material coatings. Annual CIRP, 51, 251–254.
Acknowledgments
Collection of raw materials from Olduvai Gorge Olduvai Gorge was authorized by COSTECH and Department of Antiquities, Tanzania, and funded by the European Research Council—Starting Grants (ORACEAF: 283366). AJMK is supported through a 50th Anniversary Research Scholarship provided by the University of Kent. We thank Dr. Christopher A. Brown, Director of the Surface Metrology Lab, Department of Mechanical Engineering, Worcester Polytechnic Institute, for access to the Olympus LEXT OLS4000 LSCM and use of their modal filter and Sfrax software (Surfract.com).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Key, A.J.M., Stemp, W.J., Morozov, M. et al. Is Loading a Significantly Influential Factor in the Development of Lithic Microwear? An Experimental Test Using LSCM on Basalt from Olduvai Gorge. J Archaeol Method Theory 22, 1193–1214 (2015). https://doi.org/10.1007/s10816-014-9224-9
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10816-014-9224-9