
Abstract
In this paper, the effects of oxygen and atmospheric plasma on air and water-vapor permeability properties of single jersey bamboo fabric have been investigated. The changes in these properties are believed to be related closely to the inter-fiber and inter-yarn friction force induced by the plasma treatments. The outcomes showed that the water-vapor permeability increased, although the air permeability decreased along with the plasma treatments. The SEM images clearly showed that the plasma modified the fiber surface outwardly. The results showed that the atmospheric plasma has an etching effect and increases the functionality of a bamboo surface, which is evident from SEM and FTIR–ATR analysis. These results reveal that atmospheric pressure plasma treatment is an effective method to improve the performance of bamboo fabric. Statistical analysis also indicates that the results are significant for air permeability and water-vapor permeability of the plasma-treated bamboo fabric.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
With the increasing importance of ecological and economical restrictions imposed on the textile industry, environment friendly and economical process developments have become more important. The plasma method has become an alternative for the textile industry. Plasma treatments are environmentally benign and energy efficient processes for modifying the surface chemistry of materials. Plasma treatment is a physical method used for surface modification, as it affects the surface both physically and chemically without altering the material bulk properties [1]. Plasma treatment is essentially a surface treatment and does not affect the bulk properties of the fiber which allows the fabrics to retain strength after treatment. Plasma treatment causes ablation of the fiber surface by introducing different kinds of surface roughness such as cracks and fissures. In general, the main advantages of plasma technology are the extremely short treatment time and the low application temperature, along with the fact that it is regarded as an environmentally friendly process, since no or fewer chemicals are involved, and water and solvents can be avoided [2–6].
Wong et al. [7] found that the fabric strength of plasma-treated linen fabrics treated with oxygen and argon decreased at a longer exposure time. Abidi and Hequet [8] has treated cotton fabrics in plasma using \({\mathrm{N}}_{2}\), \({\mathrm{O}}_{2}\), and Ar gases. The results show excellent water repellency of the fabrics. Rashidi et al. [9] found that the surface resistivity of cotton and polyester is reduced after plasma treatment. Malek and Holme [10] stated that plasma treatments lead to surface erosion of the cotton fibers, which generates a weight loss. Yasuda et al. [11] studied the effect of air plasma treatment on fiber and fabrics using non-polymerizable gases. It was found that the weight loss increased with an increase of exposure time. Kale et al. [12] observed that plasma process parameters play a key role in determining properties of the plasma-treated fabric.
Yu et al. [13] concluded that the polypropylene tensile strength and the rate of elongation decreased with a prolonged plasma treatment time. Kwon et al. [14] stated that surface modification of a polypropylene film by atmospheric pressure plasma is more lucrative in a relatively short plasma-treatment time. Raslan et al. [15] found that exposure of polyamide 6 fabric to low-temperature oxygen plasma caused changes in the surface roughness, density, and crystallinity % of fabric.
Yaman et al. [16] studied the thermal, low-stress mechanical, and air permeability properties of argon, air, and nitrogen plasma-treated polyamide fabrics. They concluded that wearability and comfort properties of the polyamide fabrics were better after plasma treatments. Bhat et al. [17] found that atmospheric pressure air plasma alters the surface morphology and enhances the wettability and wicking action of cotton fabrics. Karahan et al. [18] pointed out that the thermal resistance, water-vapor permeability, and surface friction coefficient of cotton fabrics were increased, although the thermal conductivity and air permeability value decreased with the atmospheric plasma treatments.
In this study, the effects of atmospheric and oxygen plasma treatments on the air permeability, water-vapor permeability, and surface properties of gray bamboo fabrics were investigated.
2 Experimental
2.1 Material
The bamboo fibers that were chosen for this study have the following quality characteristics: fiberber length of 36 mm, linear density of 155 mtex, moisture regain of 11.42 %, and elongation of 21.2 %. Yarn of 100 % bamboo was produced with a linear density of 23.6 tex. The yarn was converted to single jersey knitted fabric on a Meyer and Cie knitting machine; the details are as follows: single jersey machine, Model MV4, gauge 24 GG, diameter of 58 cm, speed of 30 rpm, 74 feeders, and 1728 needles; the ambient knitting-room atmosphere had a humidity of 65 % and a temperature of \((30 \pm 2)\,^{\circ }\)C. The loop length of the knitted fabric is 3.1 mm. The knitting process was achieved with constant machine settings, and the samples were kept in a standard atmosphere for 24 h to allow for dry relaxation and followed by wet relaxation. For dry relaxation, the sample was left lying on a smooth flat surface in a standard atmosphere for three days. Then, the sample was wet relaxed and bleached using hydrogen peroxide and dried in accordance with current manufacturing practices. The mass per unit area of the knitted fabric was measured by cutting a sample size of \(10 \times 10\) cm\(^{2}\). The sample was weighed on an electronic balance and the value was multiplied by 100. The fabric was measured for their fabric thickness at different places with the help of a Shirley thickness gauge.
2.2 Plasma Treatment
In this study, experiments were performed on bamboo fabric with a Diener vacuum plasma device. The distance between the electrodes is 0.2 cm. The sample were placed between the electrodes and treated at different time intervals. In all the treatments, a uniform glow discharge plasma system operating under atmospheric conditions with oxygen used as a process gas under powers of (400, 450, and 500) W with different time intervals of (30, 60, and 90) s was employed.
The fabric was prepared in dimensions of \(60\,{\mathrm{mm}} \times 120\,{\mathrm{mm}}\) for plasma treatments and other subsequent processes. The plasma reactor requires this length, and further larger sizes cannot be treated due to the limitations imposed by the machine design. Due to the interactions between air and the activated surface, plasma-treated fabric was subjected to conditioning for 24 h at 25 \(^{\circ }\)C at a relative humidity of 65 %.
The water-vapor permeability of the samples has been measured using the cup method (dish method), according to the ASTM E96 testing standard. The air permeability of the treated samples was measured by the method of Standard EN ISO 9237 using an FX 3300 air permeability tester. Ten readings were taken for each of the knitted fabrics and then the averages were calculated.
For surface observation, the changes in the fabric surface were evaluated using scanning electron microscopy (SEM, Phillips XL-30S FEG). Fourier-transform infrared (attenuated total reflectance) spectra analyses of the untreated and treated bamboo fabric were investigated by a Thermo Nicolet 6700 device in a wave number range of 525 cm\(^{-1}\) to 4000 cm\(^{-1}\). The results were analyzed using analysis of the variance (ANOVA) with an individual error rate of 0.05.
3 Results and Discussion
3.1 Geometrical Properties of the Knitted Fabric
It may be gleaned from the data in Table 1 that the fabric thickness shows an increasing trend and the fabric weight shows a decreasing trend for the longer exposure time of plasma treatment. The observed increase in thickness could be ascribed to the electrostatic charge induced in the electric field of the plasma [19], which may rearrange the yarn and the fiber structure in a more voluminous texture. One of the important aspects of plasma processing is that the electron and ion bombardment on the sample gives rise to an etching phenomenon. It occurs by direct removal of a very thin layer, as well as by the indirect method of interaction of ions with the molecules of the material. It has been reported that the weight loss of the plasma-treated fabric is essentially due to the cleaning of the surface contaminants and the etching of the fiber [20]. So the results give the indirect evidence that the plasma cleaning and etching effects become more intense with longer treatment times or larger plasma powers. The longer the treatment time or the larger the power, the more was the weight loss of the bamboo fabric.
3.2 Statistical Data Analysis
The study of plasma treatment (air permeability and water-vapor permeability) was examined by two-way analysis of the variance (ANOVA) with a confidence level of 95 %. Evaluation of the test results was made using SPSS 10.0 for Windows statistical software. In this part, the statistical significance of fabric characteristics were explained (Table 1). To realize whether the parameters were significant or not, \(p\) values were examined. Ergun [21] emphasized that if the “\(p\)” value of a parameter is greater than 0.05 (\(p > 0.05\)), the parameter would not be important and should be ignored. Statistical analysis also indicates that the results are significant for air permeability and water-vapor permeability of the plasma-treated bamboo knitted fabric (Table 2).
3.3 Air Permeability
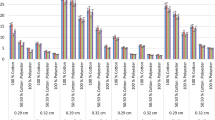
In this study, the air permeability of the plasma-treated samples was investigated and the results are summarized in Fig. 1. The air permeability depends on the construction characteristics of the yarns and fibers in which a large proportion is occupied by air space. There are some factors affecting the air permeability of the fabric, e.g., the fabric structure, thickness, and surface characteristics, etc. The results show that the fabric thickness has a significant effect on the air permeability values of the bamboo fabric [22], as the air permeability tended to decrease as the thickness increased independent of the plasma treatment. It is possible to say that the plasma treatment induces a certain degree of roughness on the fiber surface which increases the fabric thickness and changes the fabric surface characteristics. The outcomes related to the air permeability indicated that the atmospheric plasma-treated fabric had poorer air permeability. Etched fiber changes act as a boundary to hinder the air flow through the fabric, thus resulting in a reduction of the air permeability of the fabric. Air is kept inside the plasma-treated fabric and cannot escape easily. As shown in Fig. 1, the air permeability of oxygen plasma-treated bamboo fabric was higher than for atmospheric plasma. This is probably caused by the higher etching tendency of atmospheric plasma. All these factors contribute towards the lower air permeability.

Air permeability test results of atmospheric- and oxygen-treated bamboo fabric
3.4 Relative Water-Vapor Permeability
As can be seen from Fig. 2, atmospheric and oxygen plasma treatments improved the water-vapor permeability of bamboo fabric. These outcomes are probably caused from the increased wettability of the bamboo fabric. In other words, a feeling of better comfort can be provided by increased vapor permeability with the help of plasma treatment. The improvement in the water-vapor permeability of the plasma-treated bamboo fabric was found to be significant. In the case of fibrous materials, the surface properties and pore structure of the materials are important in terms of vapor transfer properties. These results probably stemmed from the grooves formed and the cracks over the surface. The formed grooves on the surface may cause a reduction in the capillary pressure, which probably causes higher water-vapor permeability. In other words, increased vapor transfer provides better comfort feeling.

Water vapor permeability test results of atmospheric and oxygen treated bamboo fabric
3.5 Surface Characterization Techniques
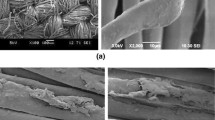
To better understand the air and water-vapor permeability properties of the bamboo fabric, ATR–FTIR and SEM analyses were applied to investigate changes in bamboo surfaces after atmospheric and oxygen plasma treatment. SEM was used to analyze the change of the surface morphology of the fibers treated by atmospheric and oxygen plasma for various exposure times and powers. An SEM image of an untreated sample is shown in Fig. 3a, another for a Bamboo sample treated with atmospheric plasma treated (500 W, 90 s) appears in Fig. 3b, and a third for a bamboo sample treated with oxygen plasma (500 W, 90 s) is shown in Fig. 3c. It is clearly apparent in the pictures that the untreated bamboo fiber has a smoother surface.

SEM images of (a) untreated, (b) 500 W, 90 s atmospheric plasma-treated, and (c) 500 W, 90 s oxygen plasma-treated bamboo fabric
Some cracks and grooves, which occurred because of the etching effect of plasma treatment, can be clearly seen. However, the surface changes appear more pronounced with increased exposure time and power, resulting in increased surface etching. At high energy (500 W, 90 s) doses, atmospheric plasma seems more effective than all other selected parameters. After the atmospheric plasma treatment, the surface became rougher, and abrasions can clearly be seen on the surface of the fibers, as shown in Fig. 3. Some cracks and grooves were formed on the fiber surface after plasma treatment. Such cracks and grooves showed that the plasma treatment could physically change the surface morphology of the bamboo fiber. This alteration might provide a pathway for water-vapor permeability properties of bamboo fiber which is better than that of the untreated one. If the nature of the plasma gas is taken into consideration, atmospheric plasma can be found to be more effective than oxygen plasma at higher powers and longer exposure times. Atmospheric plasma-treated bamboo fiber has more grooves than air plasma because of the higher etching tendency.
3.6 Fourier Transform Infrared Analysis
FTIR–ATR is a method which is widely utilized to characterize the surface properties of textile fibers. FTIR–TR spectroscopy was performed on the untreated bamboo fabric and the fabric after plasma treatment. FTIR–ATR spectra of untreated, oxygen and atmospheric plasma-treated fabric at 500 W, 90 s are given in Fig. 4a–c. The spectra show that oxygen-containing functional groups were generated by the plasma treatment. After plasma treatment, the intensity of the 3963.50 cm\(^{-1}\) band was increased which represents an increase in functionality of hydroxyl groups and illustrates that the substrate is more hydrophilic after oxygen plasma treatment. The most important changes were observed in the region of hydroxylated products (3100 cm\(^{-1}\) to 4000 cm\(^{-1})\). This peak belongs to hydroxyl groups which are at the end of the linkages of the bamboo. The spectrum of the untreated fabric has a peak at a wave number of 1214.55 cm\(^{-1}\). The bands at 1260 cm\(^{-1}\) and 1120 cm\(^{-1}\) were due to stretching of carbon-oxygen bonds in aromatic groups. The OH band of oxygen containing functional groups occurs between 3500 cm\(^{-1}\) to 3200 cm\(^{-1}\). As seen in the FTIR–ATR spectra, which show that a higher increase has occurred in the hydroxyl groups, it is thought that these groups improve the hydrophilicity of bamboo fabric more than the others. A moderate surface oxidation occurs during plasma processing as evidenced by the increase in the O/C atom ratio when compared to untreated bamboo fabric. Furthermore, after plasma treatment, the N/C atom ratio increases a little because of nitrogen-containing functional groups or contamination. The appearance of hydrophilic groups on the surface might well impact the air and water-vapor permeability properties of bamboo fabric.

FTIR–ATR analysis for wave numbers between 400 cm\(^{-1}\) and 4000 cm\(^{-1}\) of the (a) untreated bamboo knitted fabric, (b) oxygen plasma-treated bamboo knitted fabric, (c) atmospheric plasma-treated bamboo knitted fabric
4 Conclusions
Plasma treatments were found to have profound effects on the surface properties of bamboo fabric. As the SEM outcomes suggested, the atmospheric plasma treatment made the surface structure into a rough state because of the etching effect. The surface roughness of bamboo fabric increased with increasing plasma power and treatment time. The change in the air permeability of the plasma-treated fabric was found which is probably due to the plasma action changing the fiber surface morphology. The key factor for interpreting the change of the air permeability is the increase in thickness observed after the plasma treatment. This thickening could be one of the reasons for the decrease of air permeability. Atmospheric plasma treatments improved the water-vapor permeability of bamboo fabric. The increase in surface friction is probably caused from the etching effect of atmospheric plasma treatment.
References
M.R. Sanchisa, V. Blanesa, M. Blanesa, D. Garciab, R. Balartb, Eur. Polym. J. 42, 1558 (2006)
H. Hesse, H. Thomas, H. Höcker, Text. Res. J. 65, 335 (1995)
F. Johan, G. Paul, H.P. Schreiber, J. Appl. Polym. Sci. 51, 285 (1994)
W. Rakowski, M. Okoniewski, K. Bartos, J. Zawadzki, Melliand Textilber. Int. Text. Rep. 11, 301 (1982)
V.V. Rybkin, A.L. Maximov, B.L. Gorberg, V.A. Titov, Asian Text. J. 6, 3 (1997)
M.S. Subbulakshmi, K.N. Hansraj, Indian J. Text. 109, 12 (1998)
K. Wong, X. Tao, C. Yuen, K. Yeung, Text. Res. J. 69, 846 (1999)
N. Abidi, E. Hequet, J. Appl. Sci. 93, 145 (2004)
A. Rashidi, H. Moussavipourgharbi, M. Mirjalili, M. Ghoranneviss, Indian J. Fibre Text. Res. 29, 74 (2004)
R.M.A. Malek, I. Holme, Iran. Polym. J. 12, 271 (2003)
T. Yasuda, T. Okuno, K. Yoshida, Sen’i Gakkaishi 42, T11 (1986)
K. Kale, S. Palaskar, P.J. Hauser, A. El-Shafei, Indian J. Fibre Text. Res. 36, 137 (2011)
H.Y. Yu, L.Q. Liu, Z.Q. Tang, M.G. Yan, J.S. Gu, X.W. Wei, J. Membr. Sci. 311, 216 (2008)
O.J. Kwon, S. Tang, S.W. Myung, N. Lu, H.S. Choi, Surf. Coat. Technol. 192, 1 (2005)
W.M. Raslan, E.M. El-Khatib, A.A. El-Halwagy, S. Ghalab, J. Ind. Text. 40, 246 (2011)
N. Yaman, E. Ozdogan, N. Seventekin, Tekstil ve Konfeksiyon 2, 102 (2012)
N.V. Bhat, R.N. Bharati, A.V. Gore, A.J. Patil, Indian J. Fibre Text. Res. 36, 42 (2011)
H.A. Karahan, E. Özdogan, A. Demir, H. Ayhan, N. Seventekin, Fibres Text. East. Eur. 17, 19 (2009)
D. Sun, G.K. Stylios, Text. Res. J. 75, 639 (2005)
X. Xu, Y. Wang, X.Z. Hang, G. Jing, D. Yu, S. Wang, Surf. Interface Anal. 38, 1211 (2006)
M. Ergun, SPSS for Windows (Ocak, Ankara, 1995)
C. Prakash, G. Ramakrishnan, J. Text. Inst. doi:10.1080/00405000.2013.765090 (2013)
Acknowledgments
The authors would like to express their sincere thanks to R. Govindaraj, C. Karthikeyan, V. Karthikumar, S. Vignesh, M. Selvakumar, and V. Vimalraj for their assistance in the experimental part, to the management of Sona College of Technology and Pavendar Bharathidasan College of Engineering and Technology for permission to use the laboratory facilities, and lastly to the Textile Research Centre, TIFAC-CORE in Textile Technology and Machinery of Kumaraguru College of Technology, Coimbatore, India for testing all the samples in their advanced manufacturing laboratory.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Prakash, C., Ramakrishnan, G., Chinnadurai, S. et al. Effect of Plasma Treatment on Air and Water-Vapor Permeability of Bamboo Knitted Fabric. Int J Thermophys 34, 2173–2182 (2013). https://doi.org/10.1007/s10765-013-1509-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10765-013-1509-9