
Abstract
The focus of this paper is to determine flammability characteristics of rubber materials that are common to vehicle tires, conveyor belts, and electrical power cable insulation and to compare the thermal magnitude of cargo quantities of these materials to other fuels that are publicly transported. Although a literature review was performed, very little data was fo und on this topic. Standard flammability test procedures were used to measure the critical flux for ignition, critical ignition temperature, and heat release rates (HRR) of rubber compounds common to tire tread materials and conveyor belt covers. Both the intermediate scale calorimeter: ISO 14696, ASTM E-1623 (ICAL) and the cone calorimeter: ISO E-5660, ASTM 1354 (Cone) provided the bulk of the data. Critical ignition flux and vertical flame spread data for rubber based electrical insulations were determined using a radiant panel from a modified ASTM flame spread apparatus: ASTM E-162. thermogravimetric analysis was also used to evaluate thermal decomposition progression of selected test materials. Further, suppression tests were conducted on tire piles to evaluate agents to extinguish and control tire fires. Also, the HRR of the tire piles were measured and compared to work performed by others. Results confirm that the area heat release rate of rubber materials is directly proportional to exposure flux intensity. The critical exposure flux for ignition of a variety of rubber-based materials is approximately 20 kW/m2 to 30 kW/m2 and the critical temperature for piloted and non-piloted ignition were independent of exposure intensity at ~400°C and ~600°C respectively. In large quantities, rubber tire loads have total HRR comparable to the heat released from similar areas of liquid hydrocarbon spills.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The vast quantities of tires fabricated, retreaded and discarded annually end up in storage and recycling facilities. These accumulations constitute an unusually high fire risk. When fires occur in piles of tires, they burn with high intensity, are very difficult to extinguish and can create extremely hazardous environmental conditions. Most of the tires required to meet our economic needs are transported over railroads, highways, bridges and through tunnels. Because there were insufficient data regarding rubber flammability and fire suppression tactics for large tire quantities, (only one article was located regarding this subject [1]), the risks and consequences of fire in transporting loads of elastomeric commodities had not been quantified.
The primary goal of this paper is to explore the flammability of rubber. In this case, “Rubber” is the primary elastomer used to manufacture tires and conveyor belts. Since insulations and jacket materials for many types of electrical power cables are rubber based, related research on the flammability of these materials are included. The scope of this work is limited to the analysis of the ignition parameters, heat release rate of generic tire tread materials and conveyor belt coverings and the ignition response data for rubber based power cable insulations. In addition, a number of tests included in this paper compare the effectiveness of different agents to suppress and/or control fires in stacked tire piles. Figure 1 shows the complex structure of tires and conveyor belts.

Construction details of conveyor belts and tires
2 Background
Since a literature search pertaining to the minimum ignition energy or heat release rates (HRR) of tire, conveyor belt rubber covers and rubber based electrical insulations did not produce adequate information, it was necessary to conduct tests to determine these critical flammability parameters. Most of these data were obtained using;
-
(a)
Intermediate scale calorimeter (ICAL; ASTM E1623, ISO 14696).
-
(b)
Cone calorimeter (ASTM 1354, ISO 5660).
-
(c)
TGA.
The tests for the tire material were conducted at Pacific Fire Laboratory and those on the conveyor belt material at the Western Fire Center. Both of these testing laboratories are located in Kelso, WA USA. Cone calorimeter (CC) testing of lightweight conveyor belt material was performed at Omega Point Laboratory in Elmondorf, TX. Ignition and TGA testing of rubber based electrical insulations were conducted at Lawrence Livermore National Laboratory (LLNL) in Livermore, CA. The data produced included; ignition temperatures with and without a pilot source, peak HRR and critical irradiance for ignition of the conveyor belt, tire tread, and power cable jacket materials.
The most common rubber compositions used for both tires and high performance conveyor belts are natural rubber (NR) and mixtures of NR and butadiene-styrene (SBR) [2]. According to Bridgestone tire company promotional brochures the approximate compositions of the primary compounds in vehicle tires by weight are:
-
30% NR,
-
10% Synthetic rubber (most likely SBR),
-
30% Carbon Black used as a strengthening agent and solar sun block,
-
20% steel scaffolding
-
and 10% other agents (such as sulfur to promote cross linking during vulcanization and agents including zinc oxide (ZnO) to affect the cure rate).
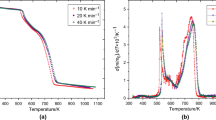
Figure 2 illustrates how various compounding ingredients in rubber mixtures used in the manufacture of tires and conveyor belt covers effect their thermal decomposition behavior during TGA testing. In a standard TGA setup, about 10 mg of the rubber specimen is heated isothermally on a microbalance in a micro-furnace to a predetermined temperature program (in these tests 20°C/min). The TGA output indicates the changes in the sample’s weight as a function of temperature. Since all materials ultimately decompose upon heating and the decomposition temperature is a characteristic property of the material, this is an established and accepted technique for characterizing materials.

Thermal degradation behavior of NR, DCSBR and blends with different compositions. In addition, an overlay TGA of conveyer belt cover is included
In Figure 2 the initial weight loss, near 300°C, is due to the minor compounding agents. Except for the 100% DCSBR mixture, most of the rubber mixtures degradation starts at temperatures less than 400°C [3]. The flammable gaseous decomposition products emitted after this initiation step dictates the fire performance of the mixture.
3 Testing and Results: Ignition and Heat Release Rate for Tire Tread and Conveyor Belt Covers
3.1 Time to Ignition (ti) and Heat Release Rate (HRR) of Tires
Tests were conducted on the flammability of general aviation tires using the ICAL apparatus. Figure 3 is a photo and schematic of the apparatus. This test method is designed to measure the HRR from specimens in a vertical orientation. The specimen can be exposed to a uniform flux of up to 60 kW/m2 from a gas fired radiant panel. This is a well-ventilated test where the HRR is determined by monitoring the oxygen depletion in a hood that captures the combustion gases from the burning sample.

Intermediate scale calorimeter (ICAL) ASTM
Seven ignition tests and one HRR test were conducted in this series. For the ignition tests, each specimen: approximately 300 mm long by 100 mm wide was attached to the center of a 510 mm by 510 mm by 13 mm thick calcium silicate board using two steel bolts to hold the specimen flat to the board. In the HRR test, three tread sections of the tire were mounted in the center of the calcium silicate board with steel wires. Both the ignition and HRR sample boards were installed in the ICAL apparatus in which the separation distance between the radiant panel and the sample in Figure 3 determines the radiant exposure.
Four ignition tests were conducted at irradiances levels of 40, 30, and 25 kW/m2 (2 at 25 kW/m2) without the hot wire pilot igniter specified by the test method. Three ignition tests, at irradiance levels of 25, 20 and 15 kW/m2 were conducted with the pilot igniters. Surface temperatures were measured using a Heitronics Infrared Pyrometer Model RT 19.81.
Emissivity of the tire material was determined by adjusting the pyrometer temperature scale to a surface thermocouple temperature reading during the piloted ignition test at 20 kW/m2. The emissivity was determined to be 1.0.
Table 1 summarizes the data obtained during the ignition tests. Time to ignition and surface temperature at the time of ignition are listed in order of decreasing irradiance for both the non-piloted and piloted tests. The time to ignition and corresponding surface temperature are also included in this table for the 60 kW/m2 HRR test.
The “critical” fluxes for ignition indicated from these tests in the ICAL were:
Non-piloted ignition; between 25 kW/m2 and 30 kW/m2.
Piloted ignition; between 15 kW/m2 and 20 kW/m2.
3.2 Time to Ignition and Heat Release Rate of Heavy Duty Conveyor Belts
Heavy-duty conveyor belts are complex structures where the outer coverings are designed for specific applications and duty cycles. Synthetic and natural rubber covers are generally used for coal and coke transport. Comparison of the TGA curve in Figure 2 for the conveyor belt covering material to the TGA curves for the rubber compounds shows closely correlated features. For this reason, it is likely that the ignition and HRR for elastomers of tire treads and conveyor belt covers are similar.
The same ICAL testing procedure used for the general aviation tire tread tests was used for the conveyor belt tests. Nine tests were performed and for six tests, the sample size was 30 by 30 by 2.3 cm thick. For the remaining three tests, the sample size was 20 by 20 by 2.3 cm thick. Wire mesh was used to hold the sample in place at the middle of the calcium silicate board during the tests. Surface temperature was tracked using an infrared pyrometer.
Table 2 summarizes the ignition and peak HRR data from these tests. Test 1, at 50 kW/m2 exposure flux was the only non-piloted test performed in this series. Tests 4 through 9 employed a robust gas pilot igniter and produced the data which appears to be the most accurate. The overall trends show that time to ignition decreases with increasing exposure flux while, correspondingly, the peak HRR increases. Ignition temperatures stay relatively constant. The critical flux for piloted ignition is approximately 20 kW/m2; similar to the result for the tire tests. In test 9, the high HRR result was caused by the long exposure duration of over 9 min at 20 kW/m2.
3.3 Time to Ignition and Heat Release Rate of Light Duty Conveyor Belts
CC tests of lightweight fire retarded (FR) and non-fire retarded (NFR) rubber covered conveyer belts, were conducted at Omega Point Laboratory. No information describing the composition or the retardant formulation of the rubber covers was available. The exposure flux ranged from 30 kW/m2 to 60 kW/m2. Cone Calorimeter tests are generally conducted with the cone facing downward with a 100 mm by 100 mm sample orientated horizontally. A spark igniter is used as the pilot ignition source for these tests. HRR is measured by oxygen depletion of the burning pyrolyzates. Figure 4 is a schematic of the Cone Calorimeter apparatus.

Schematic cone calorimeter ASTM E-1354, ISO 5660
The sample thickness was 10 mm. For both test series, the ignition and HRR data were recorded but ignition temperature was not. Because the ignition times were small and the samples relatively thick, the ignition temperature was calculated assuming the sample to be thermally thick up to the time of ignition using a simplified solution for surface temperature exposed to a constant heat flux (\( \dot{Q}_{R}^{,,} \)) [4]:
Thermal diffusivity (α) and conductivity (\( k \)) values for this equation were obtained for vulcanized rubber from standard heat transfer literature [5]. Table 3 summarizes the results of these tests and the calculated ignition temperature.
Time to ignition, HRR, and ignition temperature data listed in Tables 1, 2 and 3 are plotted in Figures 5, 6, and 7. In these figures, the tire tread data and the heavy duty conveyor belt data produced by the ICAL tests are presented by the black and blue points, respectively and the light weight conveyor belt data produced by the Cone Calorimeter is presented by the red points.

Time to ignition versus exposure flux for tire tread and conveyor belt covers

Area dependent HRR versus exposure flux for tire tread and conveyor belt covers

Ignition temperature of tire tread and conveyor belt covers, piloted and non-piloted tests
In spite of the difference in exposure geometry and specimen size between the ICAL and Cone Calorimeter tests, the resulting data are reasonably consistent. In fact, the agreement is fairly good considering that the material compositions and vulcanizing processes for all the tested samples are unknown.
Ignition data for tire tread and conveyor belt covers plotted in Figure 5 show that: as exposure flux increases the ignition delay decreases and that ignition delay for pilot and non-pilot ignition data approach convergence at high exposure flux. The FR and NFR ignition data are almost indistinguishable at the scale of Figure 5.
Figure 6 collects both piloted and non-piloted peak HRR data over an exposure flux range of 20 kW/m2 to 60 kW/m2. The general trend of these data shows that the Peak HRR is directly proportional to Exposure Flux. Irrespective of ignition mode, the trend is conserved for all of the tests. The high peak HRR value for the piloted conveyor belt test at exposure flux of 20 kW/m2 results from the long exposure duration before ignition; at which time the ignition event was almost explosive.
Figure 7 shows that ignition temperatures for piloted ignition performance of tire tread and the heavy weight conveyor belt cover is approximately the same, averaging a little over 400°C between 20 kW/m2 and 50 kW/m2 for data produced by the ICAL. Similarly, the results from the Cone Calorimeter tests of the light-weight conveyor belt cover average about 510°C for retardant treated cover material, over an exposure flux range of 30 kW/m2 to 60 kW/m2. The data for non-retardant treated cover material show marked decrease in ignition temperature over the same range of exposure flux. Non-piloted ignition temperature in the ICAL for heavy weight conveyor belt covers and tire tread is relatively constant at approximately 620°C from 20 kW/m2 to 50 kW/m2. At 60 kW/m2, the tire tread ignition temperature was 670°C.
4 Survey of the Ignition and Flame Spread of Elastomeric Electrical Power Cable Insulations
Figure 8 is a TGA of a rubber-based, power-cable jacket (Diesel Locomotive Cable: Hypalon/Rubber). The complex decomposition is typical of elastomeric electrical insulations and cable jackets. These materials are designed with a variety of characteristics based on intended applications. Some of these characteristics include: toughness, fire resistance, abrasion resistance, flexibility, water and solvent resistance, and low electrical conductivity. They are formulations of Neoprene (polychloroprene) Hypalon chlorosulfonated polyethylene (CSPE) synthetic rubber (CSM) or Natural Rubber with various additives to produce desirable properties for specific applications.

Thermal degradation behavior of power cable jacket insulation (diesel locomotive cable)
Figure 9 is a schematic showing a modified configuration of the radiant panel apparatus from ASTM standard test method E-162. This modified apparatus was used to measure the ignition delay time versus exposure irradiance for a set of vertically orientated electrical power cables insulated with different elastomeric jackets.

Schematic of Ignition and Vertical Flame Spread Apparatus for Cable Insulation Tests
The electrical cables were 460 mm long, supported vertically in front of a natural gas fired radiant panel with a water-cooled shutter located between the radiant panel and the specimen. The pilot flame was located adjacent to the bottom of the cable. Heat flux from the pilot flame was determined to be approximately 2.5 kW/m2 [6] Figure 10 is a plot of the time to ignition versus radiant exposure for three different types of power cable insulations: Neoprene, Rubber (Prestoflex) and Hypalon/Rubber (Diesel Locomotive). The ignition threshold for these materials is approximately 30 kW/m2 to 35 kW/m2. At higher irradiances, ignition times are in the same range as the tire and conveyor belt materials. Vertical flame spread rates for these materials were also measured in this apparatus. Data in Figure 11 show, not unexpectedly, that the flame spread rates increase with increasing irradiance. The variability in ignition and flame-spread behavior between these cable insulations is no doubt due to their complex formulations and fire retardant additives.

Time to ignition for three types of elastomeric cable insulation jackets vs irradiance

Vertical flame spread rate for three types of elastomeric cable insulation jackets versus irradiance
While all of the materials in these tests were black in color, elastomeric materials used to make tires contain much more carbon black. Since the carbon black is considered inert, it probably does not contribute to the thermal decomposition processes. In fact, TGA data for initial decomposition temperatures for generic tire, conveyor belt materials, and power cable insulations all range between 300°C and 400°C, which roughly correlates to the measured piloted ignition performance of these materials. The tires used in these tests were from general aviation aircraft. Their construction and composition were assumed to be similar to automotive tires. It’s not likely that they contain fire retardant chemicals. The heavy-duty conveyor belts were used to transport coal and coke. Similarly, there was no indication of fire retardants in these materials. Test results for both retardant and non-retardant light duty conveyor belt materials from the Cone Calorimeter showed minimal differences in ignition delay and peak HHR at the highest exposure flux of 60 kW/m2 and essentially no effect at the lowest flux of 30 kW/m2. The electrical power cable insulation results vary greatly due to their complex composition and physical configurations. The average thickness of the insulation layers is approximately 3 mm. Consequently, they are thermally thin and surface temperature response is sensitive to both duration of thermal exposure and effects of heat transfer to the core conductors. At high irradiance, ignition data are comparable to the tire and conveyor belt responses. At low irradiance, the data diverges.
5 Large-Scale Fire Experiments of Stacked Used Tires
Fires in large piles of tires are extremely difficult to control and extinguish. Historically, very large piles of discarded tires have developed into massive uncontrollable fires. Some notable fires include Rhinehart, VA, 1983; two large fires in Canada; Hagarsville and Saint Amable 1990; Westley, CA, 1999; and Somerset, Wisconsin, 1986. In extreme cases entire piles have been buried with hopes that the fire would eventua1ly burn out or extinguish from lack of oxygen. The design of a typical tire makes it an efficiently burning item and when stacked into large piles produces an extreme fire problem. Because most tires are made of rubber and other elastomers, they are flammable and degrade while burning. The configuration of a tire permits maximum surface exposure to air, which greatly enhances its burning. Steel components of the tire absorb and retain heat, which complicates suppression and promotes rekindling of the tire. When tires are massed in large piles, they exponentially increase the severity of the fire.
The authors are aware of only two limited studies that systematically evaluated the burning behavior of stacked whole tires. Studies were conducted by Swedish National Testing and Research Institute (SP) [7] in Sweden and Lawrence Livermore National Laboratory [8] in the USA. However, the objectives of these studies were very different.
5.1 SP Tire Fire Tests
The primary goal of the SP test series was twofold. First, to assess the emissions to air from burning tire piles and second, to determine the extent of water pollution from extinguishing large tire storage fires. SP conducted four large-scale fire experiments each containing 32 whole used automobile tires stacked in a reproducible “heap”, identified as tests T5–T8. The total weight of tires for each experiment averaged approximately 245 kg. These experiments were conducted in a large test cell, under a hood to collect combustion gases and monitor oxygen concentration to determine HRR. Each experiment was ignited by a 25 kW gas burner, which was extinguished after two minutes. For two of the tests no water was applied. For the remaining two, water was applied to one and water with 3% AR-AFFF was applied to the other. In addition to the extensive analysis of smoke gases and extinguishing water runoff, HRR, plume temperature, and mass loss data were monitored and recorded. As can be seen from Table 4 the HRR’s and temperatures were fairly uniform for the four experiments. The maximum mass loss was between 112 kg and 118 kg for T5 and T8 respectively. The values for T6 and T7 were unusable due to the application of water.
5.2 Lawrence Livermore National Laboratory Tire Fire Tests
The LLNL test program was specifically developed to provide information to a neighboring fire protection district, which was responsible for the fire protection of a remote, mega tire disposal site. The primary objective of this test program was to evaluate the effectiveness of different extinguishing agents on burning stacked tires. Since the tire disposal site was in a remote location, the candidate extinguishing agents would have to be applied by hose lines from firefighting trucks.
These tests were performed in an extraction ventilation test enclosure with a 4.7 m ceiling height and a total volume of 100 m3, with double doors that were opened during the tests. The majority of the program involved the development of a reproducible test methodology and set-up to assess the effectiveness of water containing 11 different firefighting additives. Twelve exploratory large scale fire tests involving 9–48 stacked tires in various configurations were conducted to produce this test methodology. The rim diameter of the passenger tires were 305 mm and each tire weighed approximately 5.8 kg. The tires were stacked on a load cell and held in place by a large wire mesh screen and ignited by a gas burner. The parameters monitored and recorded in these exploratory experiments were temperature, mass loss, oxygen concentration, carbon dioxide concentration, and total hydrocarbons.
Because the 48-tire test is nearest the 32-tire tests conducted by SP, its results will be presented here. Total weight of the 48 tires was approximately 275 kg. Experimental results indicated that temperatures above the center of the pile peaked at 915°C. Thermocouples placed within the tire pile showed that the highest temperatures were near the top of the stack toward the center and ranged from about 800°C to 920°C. Oxygen levels fell below 5% with carbon dioxide production exceeding 10%. Total hydrocarbon count climbed to 45,000 ppm. Posttest inspection revealed that only 9 tires to 10 tires had burned extensively. The net mass loss was only 14.5 kg.
The final test configuration shown in Figure 12 used to evaluate the firefighting foams utilized twelve 330 mm tires, stacked in a staggered configuration developed in the exploratory tests. They were placed on a load cell and prevented from collapsing by a wire screen wrapped around the pile. A 560 mm diameter gas burner ignited the tires from underneath the stack. A firefighting nozzle at a set flow rate and pressure was physically secured in position so that the fixed spray pattern covered the entire tire pile. The various extinguishing agents at their prescribed concentrations were supplied to the nozzle by a Water Expansion System pumping from a 208 liter drum.

Large scale test set up used to evaluate tire fire suppression agents
The final performance criteria included:
-
1.
Did the agent extinguish the fire?
-
2.
If the fire was extinguished, was it quenched by the 1st, 2nd, or 3rd application?
-
3.
The total product application time.
The experimental results are shown in Table 5. The extinguishing agents are listed with the most effective agent at the top of the list. It should be noted that water alone did not extinguish the fire.
5.3 Comparison of SP and LLNL Test Results
Although there were many differences in program goals, test set up and methodology, there were a few similarities between the results of the SP and LLNL programs. The maximum temperatures: approximately 920°C for the LLNL 48-tire test and approximately 1200°C for the SP tests were comparable. The average maximum SP HRR was about 3650 kW for 32 tires and approximately 1275 kW for LLNL tests of 12-tires. There is a correlation in that LLNL tested 1/3 the tires of SP and produced 1/3 the average maximum HRR of SP. Comparison of mass loss rates is not realistically possible due to many variables. Although LLNL did not quantitatively analyze fire gases, both studies verified copious quantities of combustion products. Both studies showed that water alone was not effective against stacked tire fires.
6 Discussion
The tire tread, conveyor belt, and electrical insulation materials tested for this paper had been used in their respective applications. Consequently, specific identification of their composition was not known except for generic design formulations specific to their application. Fires in piles of tires, conveyor belt storage sites, and overloaded power cable trays are not easily initiated, but once they are established they can develop into extremely intense fires, which have shown to be most difficult to extinguish.
The authors of a report documenting fire testing of a large tire from a front wheel bucket loader [9], attempted to estimate the peak HRR of rubber tires using the results from three different tire fire test series, including the tests in Ref. [7]. The approach for this analysis was, to normalize the peak HRR data from these tests to the exterior exposed tire surface area for all the tires in the piles of each test. By assuming that the total external surfaces of the tires are totally engulfed in flame, the results can be compared. The conclusion was that, “the maximum HRR for rubber tires per exposed external surface area is in the range of 110 kW/m2 to 210 kW/m2.” These HRR levels are much lower than the HRR measured by the ICAL and Cone Calorimeter testing reported in this paper. Moreover, the ICAL test results affirm that the exposure flux directly controls the HRR burning rubber materials.
Tests conducted at Sandia National Laboratories [10] measured the heat flux to the fuel surface from fire plumes of large (diameter of 7.92 m) JP-8 pool fires. The measured values of the plume feedback flux to the fuel surface ranged from 78 kW/m2 to 97 kW/m2 for an average of 88 kW/m2. Simple extrapolation of the experimental HRR data from the conveyor belt and the tire tread tests (from Figure 6) to this exposure intensity would result in a HRR of over 1000 kW/m2. Assuming that the feedback flux from the plume of a burning stack of tires to the top surfaces of the stack is the dominant mechanism for rubber pyrolysis during peak burning period, it is feasible to compare the heat release rate (HRR) of piles of tires to pools of hydrocarbon fuels. The four SP tire pile tests [7] averaged a maximum peak HRR of 3656 kW. Assuming that the top of the tire piles form a flat horizontal surface, the area would be approximately 4 m2, producing an area HRR of approximately 914 kW/m2 ignoring the area of the sides. The surface area of the LLNL tire piles was approximately 1.3 m2 resulting in a corresponding HRR of approximately 981 kW/m2. Clearly, this simplistic treatment ignores the three dimensional aspect of a tire pile. But, unless the tires are “loosely” stacked, convectional enhancement of the fire may not be a major factor in the HRR history. The area HRR for gasoline fires ranges from 0.35 MW/m2 to 2.6 MW/m2 (Table 1, Ref. [11]). The area HRR from the tire fires reported here are as intense and consequently provide equally hazardous fire risk as hydrocarbon pool fires.
7 Conclusions
Standard flammability testing procedures were utilized to measure ignition and HRR of conveyor belt covers and tires. The critical exposure flux for ignition of a variety of rubber-based materials was found to be approximately 20 kW/m2 to 30 kW/m2. Time to piloted ignition ranged from 530 s at an exposure flux of 20 kW/m2 to 20 s at 60 kW/m2. The pilot and non-pilot ignition response appeared to converge as exposure flux increased. Peak HRR for the tested materials increased in direct proportion to the exposure flux and for piloted ignition tests the ignition temperature of tire tread and conveyor belt covers was relatively constant over a radiant exposure range of 20 kW/m2 to 60 kW/m2. These trends are shown in Figures 5, 6 and 7 respectively.
Vertical ignition testing of three different power cable rubber based insulations resulted in an ignition threshold range of approximately 30 kW/m2 to 35 kW/m2. At higher irradiances, ignition times for these insulations were in the same range as the tire and conveyor belt materials. Vertical flame spread rates for these materials were also measured and, as expected, the flame spread rates increased with increasing irradiance. The variability in ignition and flame-spread behavior between these cable insulations was due to their complex formulations, physical configurations, and fire retardant additives. In addition, the average thickness of the insulation layers was approximately 3 mm. Consequently, they were thermally thin making ignition response sensitive to both duration of thermal exposure and effects of heat transfer to the core conductors.
TGA data resulted in initial decomposition temperatures for generic tire, conveyor belt materials, and power cable insulations that ranged between 300°C to 400°C. This temperature range roughly correlated to the piloted ignition performance of these materials. At high irradiance, ignition data were comparable for the tire and conveyor belt responses. At low irradiance, the data diverged.
HRR from fires on truck-load quantities of tires (similar to the tests conducted by SP and by LLNL) produce area HRR approaching 1.0 MW/m2, similar to the area HRR of liquid hydrocarbon spill fires. A fire in a truckload of tires in a tunnel would create a very dangerous environment and a difficult challenge to the first responders. Furthermore, both SP and LLNL tests confirmed that water alone is not effective as an extinguishing agent for large tire pile fires. The LLNL test series demonstrated that foaming extinguishing agents were the most effective in controlling/extinguishing tire pile fires.
References
Yung D, Mehaffey JR (1991) Fire resistance requirements for rubber-tire warehouses. Fire Technol 27(2):100–112. doi:10.1007/BF01470862
Cullis CF, Hirschler MM (1981) The combustion of organic polymers. Clarendon Press, Oxford
Ramesan MT (2004) Thermogravimetric analysis, flammability and oil resistance properties of natural rubber and dichlorocarbene modified styrene butadiene rubber blends. React Funct Polym J 59:267–274
Drysdale D (2000) An introduction to fire dynamics, 2nd edn. Wiley, New York
Incropera FP, DeWitt DP (1996) Fundamentals of heat and mass transfer, 4th edn. Wiley, New York
Hasegawa HK, Staggs KJ, Fernandez-Pello AC (1986) A procedure for ranking fire performance of electrical cables. International Meeting of Fire Research and Test Centers, Avila, Spain, UCRL-93936
Lönnermark A, Blomqvist P (2005) Emissions from tyre fires. SP Swedish National Testing and Research Institute, SP REPORT 2005:43, Borås, Sweden
Hasegawa HK, Staggs KJ (1990) Large-scale tests to evaluate the effectiveness of various fire suppression agents on stacked tires. Draft Report Lawrence Livermore National Laboratory, Livermore
Hertzberg T, Ingason H (2008) Fire test with a front wheel loader. SP Technical Research Institute of Sweden, SP REFERENCE P801596, Borås, Sweden
Blanchat T, Figueroa V (2000) Large-scale open pool experimental data and analysis for fire model validation and development. In: Proceedings of the ninth international symposium of association for fire safety science, pp 105–116
H Ingason (2008) State of the art of tunnel fire research. In: Proceedings of the ninth international symposium of association for fire safety science, pp 33–48
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Alvares, N., Hasegawa, H. & Staggs, K. Ignition, Heat Release Rate and Suppression of Elastomeric Materials. Fire Technol 52, 1575–1593 (2016). https://doi.org/10.1007/s10694-015-0483-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10694-015-0483-0