
Abstract
Coal mine fires cause serious threat to the property and human lives. Outbreak of fire may be dealt with advanced fire suppression techniques like Infusion of inert gases or liquid nitrogen, Dynamic Balancing of pressure, Reversal of underground mine ventilation, Application of nitrogen foam, Inertisation of Goaf, Water mist etc. The paper addresses all those control techniques in detail. Success story of controlling fires in coal mines of different parts of the world are reported. Results of a recently completed Science & Technology (S&T) project with regard to various fire suppression techniques like Infusion of liquid nitrogen, Injection of high pressure high stability nitrogen foam, and Water mist on open fire are also discussed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Since inception, mining is considered as a most hazardous and dangerous of peacetime activities. An outbreak of fire in the underground workings of a mine poses a direct threat from the fire itself. Further, an invisible and immediate threat from carbon monoxide poisoning and an explosion, particularly in gassy coal mines is also there. It affects to both persons working underground at the time of the outbreak and to those involved in the subsequent rescue and fire fighting. It hampers the coal production and sometimes loss of coal winning machinery.
Fires in coal mines may be categorised into two groups viz., (a) fires resulting from spontaneous combustion of coal (b) open fires, which are accidental in nature, caused as a result of ignition of combustible materials.
In coal mines, fires are generally caused due to several reasons viz., sluggish ventilation, high pressure difference across intake and return airways, loose and fallen coal in the goaf area, electricity, mechanical friction, blasting, welding, explosions and illicit distillation of liquor.
An uncontrolled fire in an underground coal mine frequently can only be attacked by sealing off fire zone or the entire mine in the worse situations, or flooding the entire mine with water. The intent of sealing is to cut off the oxygen supply and allow the fire to consume available oxygen inside the sealed off area to cease the combustion process.
To control fires several techniques have been developed over the years that can be applied in real mining condition depending upon the site-specific situation. The control of fire may be effected with various methods viz., Infusion of inert gases, Dynamic balancing of pressure, Reversal of underground mine ventilation, Application of High Pressure High Stability nitrogen foam, Inertisation of Goaf, Water mist etc.
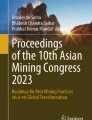
To understand the complex dynamic phenomenon of open fires (fires that occur in mine airways usually commence from a single point of ignition) and to study the effectiveness of various fire suppression techniques viz., liquid nitrogen, high-pressure high stability nitrogen foam and water mist, recently Central Mining Research Institute, Dhanbad, India has designed and constructed a Mine Fire Model Gallery. The model gallery is 65.5 m long; arch in shape with a base of 2.4 m and crown height of 2.7 m. The cross section of the gallery is 5.86 m2. The gallery is divided into firing and non-firing zones. An exhaust type axial flow fan having a capacity to deal with 25 m3/s. of air quantity at 50-mm wg pressure has been installed at its end. The gallery is provided with two sliding doors for quick sealing of the fire and a rolling shutter for regulation of desired airflow. An isometric view of mine fire model gallery is shown in Figure 1.

Isometric view of mine fire model gallery
It is equipped with a state-of-the-art computer aided on-line telemonitoring system. The system consists of 130 sensors (98 temperature, 25 gas, 3 pressure, 2 heat flux, 1 each velocity and Suspended Particulate Matter (SPM) concentration sensor) and instruments with data logger, computer, computer peripheral etc. for continuous monitoring of various fire parameters like gas concentration (O2, CO2, CO, CH4 & H2), air velocity, pressure across fire zone and fan pressure, temperature, heat flux, dust and particulate matter concentration inside the gallery. Details of the construction of the gallery and its instrumentation system have been described elsewhere [1].
In the experiments inner side of the firing zone of the gallery which is 22 m in length (firing zone starts from 10.5 m from the entry of the gallery) was lined with a thin layer of coal slabs, 8–10 cm thick, brought from Dobrana seam of New Kenda Colliery. Fixing of coal slabs were effected with a mixture of air setting cement and liquid binder. In each set of experiments about 18–20 tons of coals were used.
The paper addresses all the above control measures that have been applied all over the world. Results of experimentation on open fires in Mine Fire Model Gallery are also discussed.
Adopted Methodoligies to Control Fires
If the heating is detected then any one or a combination of the following control methods may be adopted to bring the mine back to a productive one. Selection of appropriate technique should be site specific and as per prevailing condition. Success of dealing with fire also depends upon the exact location of seat of fire, magnitude/extent of the fire, approachability, gassiness of the mine, ventilation system and availability of resources.
Injection of Inert Gases
The fire triangle consists of three components viz., fuel, oxygen and source of ignition. If one of the components can be removed from the triangle it is impossible to ignite or sustain any fire. Removal of oxygen from air in underground is impossible but its percentage can be lowered down by infusion of inert gases. Based on this concept the use of inert gases to control underground mine fires have long been practiced in India as well as abroad.
Inert gases can be used in fighting mine fires in the following ways:
-
(a)
Reducing the oxygen concentration in the air around the seat of fire (to about 12.5%) so that combustion is inhibited.
-
(b)
The prevention of gas explosions by introducing sufficient inert gas into the area to dilute the gas composition out of the so called ‘explosive zone’.
-
(c)
Reducing the intensity and spread of secondary combustion and cool the area surrounding the fire zone.
There are three types of inert gases that have generally been used to fight mine fires.
They are: (a) Carbon dioxide, (b) Combustion gases, (c) Nitrogen
Among these nitrogen is widely used in Indian mines. Nitrogen is advantageous because of the fact that it is present in air in high percentages and it can be separated by various techniques while the other two gases do not have such facility. The application of nitrogen in various forms to control underground fire has been discussed below.
Nitrogen
Nitrogen can be delivered into fire area in liquid form through a tanker or in gaseous form through air separation unit/evaporation unit via piping arrangements.
There are several advantages of liquid nitrogen.
-
1.
The nitrogen is cold and dry and thus poses no problem with cooling and in compression, as is the case with other processes where the gas is produced by chemical reaction or catalytically.
-
2.
It is simple to deliver liquid nitrogen on-site and the safety aspects are good.
-
3.
It can be gasified in vapourisers with a rated output of up to 300 m3/min. and this can be raised even further by operating vapourisers in parallel.
However, the system also has some disadvantages
-
1.
It is unsuitable for storage over long periods. Therefore, sometimes it is very difficult to obtain sufficient quantity if large amounts (i.e. more than 300 m3/min. for several days) are needed. This may arise when there are several fires at the same time or if there is really a big fire or a deep-seated fire.
-
2.
It can only be introduced into the pit by piping it from the surface, which calls for a great deal of preparatory work in surfaces as well as underground.
-
3.
Nitrogen is less expensive than Carbon dioxide but costlier than Combustion gases.
-
4.
Liquid nitrogen as the base material is not available in unlimited quantities.
To avoid storage problems of liquid nitrogen, skid mounted on-site storage vessels are used. They are transportable and they can be filled up regularly by cryogenic tankers. Thus liquid nitrogen can be stored and be used directly on the fire from the vessel through boreholes so as to have an uninterrupted and continuous flushing of nitrogen. Nitrogen flushing is always accompanied with air sample analysis of the fire affected area. Quantity of nitrogen flushing or its rate depends upon O2 percentage in that area. As O2 percentage gets reduced, CO percentage decreases and requirement of nitrogen become less.
It was experienced that liquid nitrogen was not very effective to control open fires in underground coal mines [2]. The liquid nitrogen was used first time in 1949, to control an underground fire at Doubrava Mine in the Ostrava-Karniva Coal Basin, Czech Republic [3], [4]. Since then, many countries had used nitrogen for fighting, suppression and prevention of underground fires. Fernhill Colliery (UK), Osterfeld Colliery (Germany), Schlagel and Eisen Colliery (Germany), Rozelay Colliery (France), Springfield Colliery (South Africa) and Fryston Colliery (North Yorkshire) are to name a few. In 1962 to control fire in underground development heading at Fernhill Colliery (UK) nearly 2.4 million m3 of nitrogen gas was injected [5]. It was possible to control the atmosphere in the sealed roadway to safe limits, so that work could be carried out near the seat of fire without an explosion hazard. The first reported case of inertisation came from Osterfeld Colliery in Germany in 1974. A total of 154,000 m3 of nitrogen had been used to guard against the danger of an explosion during salvage operation in a section of the mine in which a heating had developed [4]. A fire broke out in a longwall face, No. 4 panel of the Gustav seam workings in Schlagel and Eisen Colliery (Germany). “Target Inerting” with nitrogen was adopted for the first time in this mine with success. A total of 126,000 m3 of nitrogen was delivered to the fire site at a rate ranging between 50 m3/min and 20 m3/min [6]. The first trial to reduce oxygen percentage in the goaf in France was done in 1976 in Rozelay Colliery. Since then many applications of nitrogen injection have been done in French Collieries [7]. Spontaneous heating, which occurred in a retreat face of a longwall working at Fryston Colliery, was controlled by nitrogen [8]. Springfield Colliery was the first mine in which injecting inert gas into a fire area had been attempted in South Africa in 1977. Several explosions occurred whilst fire control operations were in progress. Eight different methods or techniques were employed in an attempt to control the fire. Injection of liquid nitrogen was one of them. 65 tonnes of liquid nitrogen was injected into the fire area over a period of approximately 66 h. The attempt was only moderately successful mainly due to leakage. Leakage through the seals was as high as 1.5–2.0 m3/s [4].
Further, liquid nitrogen was applied during experimentation in CMRI Mine Fire Model Gallery to control open fire. It was observed that liquid nitrogen could not control open fires completely even when infused @ 2,000 l/h, although it reduced the temperature up to some extent. The rate of reduction in temperature was found to be 48°C per hour. On infusion of liquid nitrogen, reduction of generation rate of CO2 and CO is estimated as 30% and 93%, respectively [9]. It was also experienced that liquid nitrogen was very effective only when the fire area was perfectly sealed. In India, large scale application of liquid nitrogen for controlling fire in Lodna Colliery, Bharat Coking Coal Ltd. (BCCL) in 1985, Godavari Khani No. 9 incline of Singareni Collieries Company Ltd. (SCCL) in 1986, Sijua Colliery, Tata Iron and Steel Company (TISCO) in 1994–1995, Kottadih Colliery, Eastern Coalfields Ltd. (ECL) in 1997 has firmly established the usefulness of cryogenic technology [2].
When liquid nitrogen is flushed through borehole there is possibility of blockage of borehole due to high temperature difference between liquid nitrogen and the strata. Further the temperature differential between the nitrogen and the fire area has a thermal ‘shock’ that could lead to collapse of the roof [10]. This dual problem can be solved by evaporating the liquid nitrogen on the surface and it should be piped down the borehole in stainless-steel pipes. The alternative is to have a gas generator. A gas generator is cheaper than any cryogenic plant. There are two types of nitrogen generator available in the market viz. PSA based nitrogen gas generator and Membrane based nitrogen gas generator. In the early 1980s, Bergbau-Forchung, Essen of the Federal Republic of Germany (FRG) developed Pressure Swing Absorption (PSA) type nitrogen generator to separate N2 from O2 by use of carbon molecular sieves. In membrane based generator the membrane of the generator consists of millions of hollow fibres, each about the size of human hair, through which compressed air is passed. The components of air, O2, CO2 and moisture diffuse through the semi-permeable membrane surface, leaving behind high purity N2. Details of these nitrogen generators are explained elsewhere [2].
Dynamic Balancing of Pressure
In majority of the underground fires, the affected areas are sealed by explosion proof/isolation stoppings to exclude leakage of air so that inflammation is put out due to lack of oxygen. However, experience has shown that it is often impossible to make these stoppings airtight particularly under considerable pressure difference. Leakage of air can be totally precluded if pressure across stoppings can be neutralised. Pressure difference across the sealed off area/stoppings can be neutralised by a technique called pressure balancing [11]. In this technique balancing of pressure is achieved by judicious adjustment of air flow rate, first through the different branches of the ventilation network around the affected zone and secondly, the remaining pressure is balanced by adjustment of air flow rates through pipes and pressure chambers specially designed for this purpose. The flow through the pressure balancing chambers and connecting pipes is maintained by the ventilation pressure of the mine itself.
Pressure chamber for the purpose of pressure balancing is generally constructed by building a thin brick stopping provided with a small door at a distance of 2–3 m from the isolation stopping [11]. The isolation stopping should be near to the seat of the fire. Two pipes are laid, connecting the pressure chamber to main intake as well as return airways. Air sampling pipe through the isolation stopping is used to measure the pressure differential across the isolation stopping by a manometer. Difference in pressure across the stopping is balanced by adjusting airflow rates through these pipes. A schematic layout of arrangement for establishment of dynamic balancing of pressure in a bord & pillar working is shown in Figure 2.

Dynamic balancing of pressure in a Bord & Pillar working
For successful application of the method of dynamic balancing of pressure following conditions need to be satisfied:
-
1.
Sealed area should not have connection to surface through cracks, fissures etc.
-
2.
The amount of pressure difference that can be neutralised by adjustment of air flow through ventilation circuits is dependent on the ventilation layout, location of the affected zone. The extent of air flow adjustment is possible through ventilation circuits without adversely affecting the ventilation of the mine.
To neutralise the pressure differential across a fire stopping the following procedure are to be adopted.
-
Pressure drop across the fire stopping should be monitored carefully for 24 h to know the range of pressure variation.
-
Air flow rates through relevant circuits of the mine are then adjusted to an extent possible (without unduly affecting ventilation of any working district) and in a manner such that pressure differential across the fire stopping is reduced to minimum possible value.
-
The remnant pressure across the fire stopping and that caused by diurnal variation of atmospheric pressure or that produced by any change in ventilation system of the mine is to be neutralised by adjustment of airflow rate through the pressure chamber made for that purpose and pipes connecting the pressure chamber to main intake as well as return airway.
The recent successful control of fire in Jhanjra 1and 2 incline, AW1 longwall panel, ECL (2000) [12], Kachhi Balihari Colliery, BCCL (1998) [13], Kottadih colliery, ECL (1997) [14] and Ningha colliery, ECL (1995) [15] has provided ample evidence that the dynamic balancing of pressure is one of the most effective tools for combating underground mine fire. It has been observed that for control of fire, balancing has to be maintained round the clock for number of days, extending to over a year in some cases. To overcome this problem and to make maintenance of perfect balancing over a long period an easy task, an automatic dynamic pressure neutralisation device has been proposed [16].
The proposed device is capable of balancing pressure by automatic adjustment of airflow to pressure chamber by controlling valves in the pipes through a microprocessor based system.
The microprocessor based automatic pressure balancing system consists of three parts:
-
(a)
Differential pressure sensor,
-
(b)
A microprocessor programmed to receive and process the signal from the differential pressure sensor and then activate airflow control system, and
-
(c)
Airflow control system comprising of two pipes fitted with stepper motor controlled valves that are guided by signals from the microprocessor.
Reversal of Underground Mine Ventilation
Reversal of main ventilation is one of the important means to isolate a fire during emergency. The kind of emergencies is open fires in the main intake airways near the downcast shaft and immediately after explosions has occurred in the intake airways. The main purpose of reversal of fan is to prevent the poisonous fumes of the fire from flowing inbye and polluting the whole of the mine atmosphere with danger to life. In the United States, it has been reported that by fan reversal lives have been saved in underground coal and metal mine [17]. Hinsley (1966) [17] pointed out that there were 10 disasters where the air-currents were reversed after the disaster by the use of the fan and in five of those there was saving in life amounting to over 500. In another occasion, prompt reversal of the air-current by mine officials after an explosion saved about 80 lives. The decision to reverse the ventilation is a difficult proposition to make and should be implemented only after careful examinations of the situation, which indicates that this would be advantageous in saving life and property. Logically, the decision to reverse the air current could be taken only by a responsible official on or in touch with the surface and fully informed as to the nature of emergency and as to the positions of all men underground.
The following points may be considered before taking the decision of fan reversal [18].
-
The position of the fire in the intake air-path and its extent, position of possible survivors
-
Workplace environment viz., presence of noxious and inflammable gases and temperature
-
Likely danger of explosion
-
If the fire/explosion has affected only the faces and the return or the intake haulage roadways
-
If the explosion has caused a fire in or near the downcast shaft/incline or in the intake near the face.
Apart from above, the type and condition of fan and arrangement for reversal are to be examined.
In case of centrifugal fan, the fan impeller continues to rotate in its normal direction and the air current in the mine is reversed by rearranging a system of doors connected with the ventilator housing. Additional air passages must be constructed together with necessary doors to course the air to reverse whilst the fan continues to run in its original direction. In case of axial flow fans reversal of the air could be readily accomplished simply by reversing the direction of rotation of the motor by using a reversing switch. A common practice is to interchange the leads either at the motor terminal box or in the starting unit.
As per Coal Mines Regulation (CMR) 131(4) [19] in India every main mechanical ventilator in coal mines shall be so installed, designed and maintained that the air current can be reversed when necessary. Russian mine regulations require that main mine fans be equipped with reversing facilities to enable the airflow to be reversed within 10 min if required in emergencies. Axial flow fans are fitted with reversing drifts to meet this regulation [17]. The first enactment in USA making provision for arrangements to reverse the ventilating current was included in the Coal Mines Act, 1911. Section 31(3) required that in every mine in which a mechanical contrivance is used, be provided and maintained in a condition to be put into immediate operation adequate means for reversing the air current [17]. The first enactment in UK making provision for means to reverse the mine ventilation was included in the Mines and Quarries Act, 1954 [20]. In Australia there is no legislation requiring the ability to reverse the ventilation flow in underground coal mines. Most of the Australian mines have methane gas in goaf areas, which would make reversal of the ventilation a high risk option [21].
High Pressure Foam
Use of foam plugs has been successful in fighting mine fires in roadways where direct attack with water is not possible [22]. USBM studies reveals that the water content of the foam should not be less than 0.20 kg/m3 otherwise the foam is not capable of controlling the fire [23]. With sufficient ventilating forces (around 8 cm wg) properly generated foam may be transported over 300 m. Foam does not appear to be effective against deep seated, rapidly advancing, buried or dead end fires [22].
In India, suppression of spontaneous heating by high pressure high stability foam is a new and effective method. However, the method has been widely used in Czech mines in controlling spontaneous heating of the mined out areas of longwall panels [24].
The foam is produced by high pressure foam generator under the pressure of foaming gas. The produced foam is transported by pipelines or fire hoses to the fire area. Inert gas (N2, CO2), compressed air or a combination of both is used as foaming gas. The foam generator consists of two independent units namely pumping unit and foam generating unit. The foam is produced from a mixture consisting of water and 5% foaming agent. This mixture is pumped by a pumping unit into a foam-generating unit where the foam is produced [24]. At the same time inert gas (N2) is supplied to the foam-generating unit at a minimum pressure of 0.2 MPa, mixed with foaming mixture sprayed from nozzles and then passes through a fine mesh installed inside the foam generation unit. At the outlet of the foaming unit a fire resistant hosepipe of suitable diameter is attached by which the foam is transported to the place of infusion. A schematic diagram for HPHS nitrogen foam generation system is shown in Figure 3.

Set up for injection of high-pressure high stability nitrogen foam
The foam helps in controlling the spontaneous heating in following manner.
-
Reducing air leakage through mined out area
-
Reducing temperature
-
Reducing the rate of sorption of oxygen by the coal as the foam forms a thin protective film over the coal.
High pressure nitrogen foam has recently been used in AW1 longwall panel of 1 & 2 Incline mine of Jhanjra project, ECL with very encouraging results. In this mine foam was injected in the longwall goaf through boreholes. A trolley mounted PSA type nitrogen generator having a capacity of 300 Nm3/h. was used. High pressure high stability nitrogen foam (HPHS) is cheap (one kg of foaming agent capable of producing 2 m3 of foam costing about 2.1 $) and has long self life.
The HPHS nitrogen foam at a rate of 200 m3/h has been applied during experimentation in CMRI Mine Fire Model Gallery to control open fire.
The following points are worth mentioning [9].
-
It has been observed from the results that there was substantial reduction in temperature. The average value of this reduction in temperature has been found to be 207°C per hour.
-
After infusion of foam in open fire condition the concentration of all the Products of Combustion (POC) like CO2, CO, CH4 and H2 has decreased, indicating the retardation of combustion process.
-
On infusion of foam, reduction of generation rate of CO2 and CO is estimated as 80% and 85%, respectively.
-
High-pressure high stability nitrogen foam technology proved to be promising to control open fires. However, 200-m3/h infusion rate was found inadequate to suppress the fire completely.
Inertisation of Goaf in Operating Panels
Inertising the goaf area to control/delay in spontaneous heating has been found to be successful in operating longwall and Blasting Gallery (BG) panels.
The goaf was inertised with high-pressure high stability nitrogen foam in AW1 longwall panel of 1 & 2 Incline mine of Jhanjra project, ECL. For this purpose a few boreholes were drilled from the surface to the goaf area and the foam was injected through these boreholes. Inertisation helped in plugging the air path from top and bottom gate side particularly along the barrier and creation of N2 bank in the floor of the goaf. This reduced the leakage of air to the seat of the fire. Besides, the ventilation arrangement of the panel was made in such a way that the pressure of the affected panel was positive with respect to surface atmosphere and the optimum flow rate was maintained at the face with minimum leakage of air into the goaf [12]. To adopt such type of ventilation in the panel the area was converted into a chamber by closing the cross connections and a suitable forcing fan was also installed. Two regulators with variable aperture were also placed in the chamber. These measures helped to maintain the CO level at the face within the permissible limit and safe coal winning operation in the panel.
In another occasion, fire in a longwall panel was controlled by nitrogen infusion in conjunction with dynamic balancing of pressure [14]. However, the panel had to seal initially for infusion of nitrogen in the goaf area and adopting dynamic balancing of pressure around the sealed panel. The sealing was done by making two isolation stoppings one at the main gate and the other at the tail gate of the panel. The panel was successfully reopened after 19 days of sealing.
Blasting gallery (BG) method, adopted for thick coal seams, envisages blasting the entire thickness of the seam by successive blasts and retreating along the level gallery, which is driven along the floor of the seam. In this method seam is developed into panels of about 150 m × 120 to 150 m. The panel is further subdivided into two parts by driving a central main dip. From this central dip rooms are driven to the full width of the panel and the coal between the rooms is blasted down to the full thickness of the seam and loaded by remotely controlled loaders. The life of the rooms should be kept as short as possible so that they do not undergo excessive convergence and the movement of the vehicles is not rendered difficult. Recently CMRI has conducted a study [25] where spontaneous heating was controlled in BG panel by inertising goaf flushing with nitrogen gas, liquid CO2, and nitrogen foam. Coal can be extracted up to 80 to 85% through BG method. It has been reported [24] that 15–20% of the coal, which is being left in the goaf as a side barrier, acts as a potential source for the initiation of spontaneous heating. This is because the compaction is less in the barrier zone and it is subject to leakage of air.
Goaf areas are inertised by making boreholes from a monitoring gallery into the goaf followed by injecting inert gases through these boreholes. Monitoring Gallery (also called Probe Gallery) has been developed for the first time in BG panel along its barrier for taking gas samples as well as for application of fire fighting measures. While inertising goaf areas precautions must be taken to see that oxygen percentage in the goaf edge (where miners are exposed) do not fall below 19% [26]. Rate of flushing of N2/CO2/nitrogen foam should be such that the above standards are maintained. Continuous monitoring with Flame safety lamps, Oxymeter and Toximeter is necessary for the purpose. It has been established that incubation period of the coal seam can be delayed by using the above technique.
Similar technique may be applied to Bord & Pillar method. While depillaring operation in spontaneous heating prone seam is in progress goaf areas may be inertised to avoid heating.
Water Mist
Water can be used in mines either in the form of spray or mist. McPherson (1993) [27] mentioned that once a fire has been progressed to a fuel rich condition there is little chance of extinguishing without sealing off the fire. He does, however, suggest that a means available to gain control of the fire by the application of water as a natural scale fog.
“Water mist” refers to fine water sprays in which 99% of the volume of the spray is in droplets with diameter less than 1,000 μ. Water mist fire suppression systems (WMFSSs) are readily available, simple in design and construction, easy to maintain, effectual in suppressing various fires, non-toxic, and cheaper than other familiar fire suppressing system with no harmful environmental impact. While applied in fire areas, it cleans the air by dissolving soluble toxic gases produced during combustion, washing down smoke and suppressing dust, and thus improves visibility as well. Unlike many other fire fighting systems, WMFSSs can be safely used in manned areas and found to be effective in open condition. Furthermore, water consumption in WMFSSs is far less than that in water flushing, spraying or sprinkling systems. On account of these advantages, much study has been carried out in recent years to develop appropriate WMFSSs to control various types and size of fires.
A survey carried out in 1996 indicated that nearly 50 agencies around the world were involved in the research and development of WMFSSs, ranging from theoretical investigations into extinguishing mechanisms and computer modeling to the development, patenting and manufacturing of water mist generating equipment [28]. Water mist is being evaluated for the suppression of fires in diesel fuel storage areas in underground mines at National Institute for Occupational Safety and Health (NIOSH), Pittsburgh [29]. Water mist has shown a positive impact to control a fuel-rich duct fire [30] when a series of experiments on water mist was carried out in a 30 cm square, 9 m long wind tunnel constructed in the Department of Mining & Minerals Engineering, Virginia Polytechnic Institute & State University. A fire is called fuel-rich when the oxygen concentration falls to below 15%in products of combustion [31].
The concept of water mist to suppress the mine fire is a unique one and for the first time in India it has been tried in the Mine Fire Model Gallery to work out the strategy to control fire with the water mist in actual mining condition [9]. For the purpose an indigenous system for generation of water mist has been developed.
The water mist was infused in the gallery at a rate of 33 l/min. From the study the following points are emerged [9].
-
After only 20 min of infusion of water mist on the full-fledged fire the temperature along the length of the gallery was reduced to a great extent. The average reduction of temperature was found to be 294°C per hour. It also reduces the backlash to a great extent.
-
It has been found that after application of water mist the oxygen concentration had increased to above 19% whereas the product of combustion gases (no measurable amount of methane) have decreased indicating retardation of combustion process.
-
On application of water mist, reduction of generation rate of CO2 and CO was estimated as 89% and 93%, respectively.
-
In the experiment with water mist hydrogen percent recorded an increase by 0.01–0.26% which is well below the explosive limit. Therefore, there was no formation of water gas (fuel gas containing about 50% CO, 40% H2, and small amounts of CH4, CO2 and N2) terminating the possibility of explosion.
-
On application of water mist the opacity was decreased by 84%. Therefore, it can be inferred that the water mist has the potential to improve the visibility in the mines during open fire condition.
Conclusion
Based on theoretical, experimental and field observations the following points are emerged.
-
1.
Inert gas use for underground mine fire control has been well accepted world over by and large. Judicious application of inert gas obviously would be a cost-effective proposition. Application of liquid nitrogen on open fires seems to be not effective; rather liquid nitrogen is quite effective only when the fire area is perfectly sealed. This is also being observed on experimentation in CMRI mine fire model gallery.
-
2.
Dynamic balancing of pressure technique has been effective as one of the tools to combat underground coal mine fire. The integrated approach i.e. dynamic balancing of pressure along with judicious application of inert gases like N2, CO2 or high-pressure high stability nitrogen foam has proved to be successful in several occasions to control fire.
-
3.
Reversal of main ventilation is one of the means to isolate a fire during emergency. In the United States, the method has been successful in saving lives. Provision for reverse the ventilation is also there in Russia as well as UK. The decision to reverse the ventilation is a difficult proposition to make. In India, the method has not been implemented because of stringent regulations.
-
4.
Recent successful control of fire with high-pressure high stability nitrogen foam in Indian coal mines and on open fire experimentation in CMRI mine fire model gallery has provided ample evidence that foam technology is a promising one.
-
5.
Inertising the goaf area to control/delay in spontaneous heating has been proved to be successful in operating longwall and BG panels in India. This technique may be implemented in fire prone depillaring section developed by Bord and Pillar method.
-
6.
Water mist seems to have enough potential to control open mine fire as has been observed on experimentation in CMRI mine fire model gallery. It has several advantages. It reduces the temperature as well as Product of Combustion (POC) gases particularly CO to a great extent. Further, it reduces the backlash and SPM concentration thereby improves the visibility. There is no threat of formation of water gas eliminating the chances of explosion.
References
R.P. Singh, I. Ahmed, A.K. Singh, S.M. Verma, B.C. Bhowmick “A Model Experimental Gallery in India to Study Open Fire Dynamics in Mines—Its Design and Instrumentation”, in Proceedings of the 7th International Mine Ventilation Congress. Cracow, Poland, 17–22 June, 2001, pp. 885–892
S.K. Ray, A. Zutshi, B.C. Bhowmick, N. Sahay, R.P. Singh, Fighting Mine Fires Using Gases with Particular Reference to Nitrogen. Journal of the South African Institute of Mining and Metallurgy 100(4), 265–272 (2000)
A. Adamus, Review of the Use of Nitrogen in Mine Fires. Transactions of the Institution of Mining and Metallurgy, Section A, Mining Technology. 111, A89–A98 (2002)
R. Morris, A Review of Experiences on the Use of Inert Gases in Mine Fires. Mining Science and Technology 6(1), 37–69 (1987)
T.V. Thomas “The Use of Nitrogen in Controlling an Underground Fire at Fernhill Colliery”, The Mining Engineer, vol. 123, 1964, 311–336
J.P.L. Bacharach, A.L. Craven, D.B. Stewart, Underground Mine Fire Control with Inerting Systems. CIM Bulletin 79, 67–72 (1986)
S.P. Banerjee, Nitrogen Flushing in Coal mines as a Measure against Mine Fires. Transactions, Mining Geological and Metallurgical Institute of India 84(supplement no. 2), 1–9 (1987)
E.R. Wastell and G. Walker “The Use of Nitrogen in Fryston Colliery”, The Mining Engineer, vol. 142, 1983, 27–36
CMRI S&T Report on “Studies on Simulation of Open Fires in a Mine Gallery under Varied Airflow for Suppression of Fire and Explosions in Underground Coal mines”, 2004, GAP/11/97, 116 pp
C.J. Fauconnier, M.J.R. Meyer, Conceptual Mathematical Models for the Injection of Nitrogen into Sealed Colliery Fires. J S Afr Inst Min Metall 86(supplement no. 3), 81–88 (1986)
B.C. Bhowmick, S.M. Verma, N. Sahay, I. Ahamad, Dynamic Balancing of Pressure for Control of Fire in Underground Coal Mines. Journal of Mining Research 1(supplement no. 1), 91–102 (1992)
N. Sahay, B.C. Bhowmick, N.K. Varma, S.K. Ray, S.M. Verma, P.K. Mandal, “Control of Fire in a Longwall Panel under Shallow Cover with Chamber Method of Ventilation and High Pressure High Stability Nitrogen Foam—A Case Study”, in Proceedings of the 7th International Mine Ventilation Congress, Cracow, Poland 17–22 June, 2001, pp. 971–978
N. Sahay, S.K. Ray, I. Ahmed, N.K. Varma, R.P. Singh, A.K. Singh, Improvement in ventilation in a fire affected mine. The Journal of the South African Institute of Mining and Metallurgy 103(supplement no. 8), 465–475 (2003)
B.C. Bhowmick, N. Sahay, I. Ahamad, S.M. Verma, Significant Improvement in Effectiveness of Nitrogen Infusion Technology for Control of Fire by Dynamic Balancing of Pressure – A Case Study of Powered Support Longwall Face. CIM Bulletin 93(1038), 74–80 (2000)
I. Ahmad, N. Sahay, R.P. Singh, S.M. Verma, B.C. Bhowmick, B.B. Dhar “Experiences of Dynamic Balancing of Pressure for Control of Fire in Jharia, Raniganj and Karanpura Coalfields”, in Proceeding, 27th International Conference of Safety in Mines Research Institutes, New Delhi, India, 1997, pp. 513–526
S.K. Ray, L.K. Bandopadhyay, N. Sahay, R.P. Singh, I. Ahamad, B.C. Bhowmick, Microprocessor Based Dynamic Pressure Neutralization System for Control of Fire in Sealed-off Area in Underground Coal Mines. Journal of Scientific & Industrial Research 63, 297–304 (2004)
F.B. Hinsley “A Re-appraisal of the Problems Concerned with the Reversal of the Ventilating Flow in an Emergency”, Mid Cos Inst 16th Nov., Mtg, 1966
S.D. Prasad and Rakesh, Legislation in Indian Mines – A Critical Appraisal, vol. II, Tara Book Agency, Varanasi, 1992, pp. 945–947
Anonymous, Coal Mines Regulation, 1957 The Metalliferous Mines Regulations, 1961, Vidyasewa Prakashan, Nagpur, (1994) edition, pp. 87–96
A. Roberts (1960) Mine Ventilation, Cleaver-Hume Press Ltd., London, pp 200–213
Communication with Brian Lyne, Chief Inspector of Coal Mines – Queensland, Australia
M.A. Ramlu, Mine Disasters and Mine Rescue. (A A Balkema, Rotterdam (1991)
J. Nagy, E.M. Murphy, D.W. Mitchell Controlling Mine Fires with High-expansion Foam, USBM RI 5632, 1960, 28pp
V. Voracek “Current Planning Procedures and Mine Practice in the Field of Prevention and Suppression of Spontaneous Combustion in Deep Coal Mines of the Czech Part of Upper Silesia Coal Basin”, in 27th International Conference of Safety in Mines Research Institutes, New Delhi, India, vol. I, 1997, pp. 437–441
R.V.K. Singh, N.K. Mohalik, G. Sural, J. Pandey, R.P. Barnwal, V.K. Singh, Application of Preventive and Control Measures from Occurrences of Spontaneous Heating in Blasting Gallery Panel of GDK No.10 Incline Coal Mine, Ramagundam. Minetech 24(2–3), 23–30 (2003)
G. Venkatanarayan, “Measures to Control/Delay Spontaneous Heating in BG Panels”, Journal of Mines, Metals and Fuels, January–February, vol. 52, 2004, pp. 6–14
Malcom J. McPherson “Development and control of open fires in coal mine entries”, in Proceeding, 6th US Mine Ventilation Symposium, 1993, pp. 197–202
J.R. Mawhinney, J.K. Richardson, A Review of Water Mist Fire Suppression Research and Development – 1996. Fire Technology 33(1), 54–90 (1997)
L. Yuan, C.P. Lazzara, The Effects of Ventilation and Preburn Time on Water Mist Extinguishing of Diesel Fuel Pool Fires Journal of Fire Sciences 22(5), 379–404 (2004)
M. Loomis, Malcolm J. Mcpherson “Application of water mist for the control of fuel-rich fires in model coal mine entries”, in Proceedings of the 7th US Mine Ventilation Symposium, 1995, pp. 225–230
F. Roberts, J.R. Blackwell, “The possibility of the occurrence of fuel-rich mine fires”, The Mining Engineer, 1969, pp. 699–708
Acknowledgments
The authors sincerely acknowledge the contribution of all members of Mine Ventilation Division, CMRI for their assistance in performing the experiments. Financial help from Ministry of Coal, Govt. of India for carrying out the study on open fires is duly acknowledged. The authors express their sincere thanks to Sri B C Bhowmick, Ex-Scientist, CMRI, Dhanbad for his valuable suggestions. They are also thankful to reviewers of the paper who contributed a lot to improve its quality.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Ray, S.K., Singh, R.P. Recent Developments and Practices to Control Fire in Undergound Coal Mines. Fire Technol 43, 285–300 (2007). https://doi.org/10.1007/s10694-007-0024-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10694-007-0024-6