
Abstract
Food manufacturing is an important value-adding sector of both local economies and the global economy in terms of job creation, food security and participatory community development, among others. Along with highly relevant issues on energy consumption, unsustainable land-use patterns, waste generation associated with the industry, social issues in terms of health and safety of food products are part of the larger sustainability concerns. While maintaining economic stability at the firm level, there is a need to develop a sustainable manufacturing strategy that addresses competitiveness and sustainability. Emerging concerns for sustainable manufacturing are circulating, but focusing on a particular industry remains a gap. Thus, this paper attempts to formulate a sustainable manufacturing strategy and then to map this strategy to established best practices. The main departure of this work is: (1) identifying the content strategy of sustainable manufacturing strategy for food manufacturing firms, (2) determining the most relevant best practice that would largely address the content strategy and (3) providing guidelines for food manufacturing decision-makers and policy-makers in strategy formulation that aims to enhance the sustainability of their manufacturing firms. A fuzzy analytic hierarchy process–technique for order of preference by similarity to ideal solution (AHP–TOPSIS) approach is used to formulate the strategy and then rank the best practices. A case study is carried out in the Philippines, and results show the content strategy and total quality management is the best practice that supports the sustainability of food manufacturing firms followed by resource and material efficiency approaches.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Among other economic sectors, manufacturing has been “the driver of economic growth, structural change, and catch-up” state of various countries globally (Naudé and Szirmai 2012). In the Philippines, food manufacturing, being a subsector in the manufacturing industry, provides the largest share of value-added contribution with more than 35% from the 1990s until the early 2010s (Department of Trade and Industry 2017). While most of the roughly 500 food and beverage processors registered under the Philippine Food and Drug Administration (a government agency that regulates food and drug operations) are micro- or medium-sized companies, food processing firms are also among the largest corporations in the country (Singian 2014). In 2013, food manufacturing or processing was estimated as a 27 million dollar industry and accounts roughly 50% of total manufacturing industry output (Singian 2014). In the USA, food manufacturing sector accounts for 10.3% of the value of shipments and 9% of employment from all US manufacturing sectors in 2000 (Huang 2003). While its impact on the economies is significant, decoupling mechanisms with its environmental impacts are crucial for sustainability. León-Bravo et al. (2017) pointed out that the food industry, in general, has intrinsically embedded sustainability issues due to the breadth of the use of natural resources (e.g., land, water, and raw materials), nutritional requirements of the human population, and the dependence of communities on food production as crucial element for survival.
Brundtland (1987) defined sustainability as “the development that meets the needs of the present without compromising the ability of future generations to meet their own needs” which until now is considered as the most widely accepted definition of the term. It is essentially the consumption over time without the degradation of different important resources such as natural, physical, human, and intellectual capital (Forster 2011). Due to the potential of the manufacturing industry in addressing sustainability issues, the United States Department of Commerce particularly described sustainability manufacturing (SM) as the creation of manufactured products which promotes approaches that curb negative environmental impacts, conserve energy and natural resources, are safe for employees, communities, and consumers and are essentially, economically sound (Department of Trade and Industry 2017). Although no official definition was offered in current literature, sustainable manufacturing strategy (SMS) can be defined as a coordinated pattern of decisions, both structural and infrastructural, that guides the use of manufacturing resources in order to provide competitive advantage in manufacturing products with processes that curb environmental impacts particularly related to materials, energy, and wastes, and are safe for all stakeholders and are economically viable. Abdul Rashid et al. (2008) highlighted that SMS does not resort to one technique or strategy to achieve its desired end-product but is composed of several different strategies such as waste minimization (Abdul Rashid et al. 2008), material and resource efficiency (Worrell et al. 2009), total quality and environmental management (TQEM), and lean manufacturing, which are presently discussed, implemented and observed in the industry as well as in academic institutions. These approaches were considered vital in promoting sustainability in manufacturing.
The integration of sustainable manufacturing with the classical framework of manufacturing strategy has been demonstrated conceptually by Ocampo and Clark (2015a) with succeeding empirical results (Ocampo et al. 2015; Ocampo and Clark 2015b; Ocampo and Promentilla 2016). The framework of Ocampo and Clark (2015a) integrates crucial concepts of manufacturing strategy and sustainable manufacturing and provides thorough guidelines for the integration of these concepts. The proposed integrative framework is argued to address both the competitive function of manufacturing and the sustainability issues which are particularly related to material, energy and wastes. However, while the proposed framework provides an interesting platform for the formulation of the SMS, significant drawbacks were identified: (1) the content strategy options have little relevance on sustainability as straightforward relations of these options to the sustainability agenda were not established, (2) the approach is too generic for the entire manufacturing industry, and there are components in the framework that are irrelevant to some industries, e.g., in food manufacturing, and (3) no formal tests on the structural relationships presented in their framework were performed which may affect the structure of their proposed model.
Thus, this study aims to address the drawbacks of previous formulations by developing a decision framework that identifies the content strategy of SMS as well as relating the identified content SMS to widely established sustainable manufacturing practices, particularly in food manufacturing industry. This study of determining SMS decisions for food manufacturing is essential to help curb widespread degradation of environmental resources particularly in the food industry system, i.e., food production, storage and distribution, and marketing, where environmental pollution is prevalent (Kroyer 1995). Due to the complex and uncertain nature of the SMS decision-making process, a hybrid fuzzy multi-criteria decision-making (MCDM) approach is adopted in this work. Aside from report of Ocampo and Clark (2017) which directly outlines the results of adopting MCDM in developing a generic SMS, successful adoptions of MCDM methods were reported in huge amount of literature across several domains such as in health care decision-making for choosing the best healthcare practices (Thokala et al. 2016), in bridging the gap between ecosystem service assessments and land-use planning (Langemeyer et al. 2016), in measuring air transport performance and efficiency (Baltazar et al. 2014), in evaluating future scenarios for the power generation sector (Ribeiro et al. 2013) and in clustering decisions (Meyer and Olteanu 2013), among others. Note that the list is not intended to be comprehensive.
In this work, a fuzzy analytic hierarchy process (AHP) approach is used to identify the best decision of each manufacturing decision category that would eventually form the SMS. Compared to other MCDM approaches, AHP provides a straightforward yet powerful framework in estimating priorities of the decision elements under consideration. Fuzzy set theory, on the other hand, was developed by Zadeh (1965) which handles the vagueness and uncertainty of human decision-making process. By incorporating fuzzy set theory in the AHP, the uncertainty of decision-making brought about by incomplete information in judgment elicitation is taken into account. Taking collectively the best decisions of each manufacturing decision category as the content of SMS, they are then mapped to established sustainable manufacturing practices (SMPs) with the use of fuzzy technique for order of preference by similarity to ideal solution (TOPSIS). TOPSIS is an MCDM approach that is based on Euclidean distance and is appropriate in ranking SMPs. TOPSIS is used in this work as it offers a distance-based approach to identifying the best SMP which is a more plausible and tangible approach to decision-making. Mapping is important since content SMS may be hard and vague to simultaneously implement and monitor, and well-established SMPs could help provide insights in terms of planning and development, implementation, monitoring and evaluation along with their reported learnings in current literature. This work advances the literature by: (1) identifying the content strategy of SMS for food manufacturing firms, (2) determining the most relevant SMP that would largely address the content strategy, and (3) providing guidelines for food manufacturing decision-makers and policy-makers in strategy formulation that aims to enhance the sustainability of their manufacturing firms. The major contribution of this work is in presenting a framework for sustainable food manufacturing strategy with fuzzy AHP–TOPSIS that attempts to provide a competitive advantage and satisfy sustainability considerations.
2 Sustainable manufacturing practices (SMP)
A number of widely known sustainable manufacturing practices were published in the current literature. These are presented and reviewed in the following discussions in order to better examine its intersections with SMS.
2.1 Waste minimization
The Environmental Technology Best Practice Programme refers to waste minimization as an approach that covers activities aimed at reducing wastes from raw material and ingredient use, product loss, water consumption and effluent generation, paper and packaging, factory and office consumables, energy consumption, all other solid, liquid and gaseous wastes and wasted effort (ETBPP 1996). The term is argued to be the most straightforward among other SMPs, emphasizing the reduction of the worst types of polluting wastes at the source. However, some scholars refer to waste minimization as a different version of waste prevention, indicating the level of challenge in creating a common language for the emerging fields of sustainable manufacturing and sustainable engineering (Abdul Rashid et al. 2008). Waste minimization, due to its simple and direct goal of minimizing waste, has been seen as the first step for organizations in implementing a broader and more sophisticated environmental strategy (Clelland et al. 2000).
2.2 Material efficiency
Another SMP which is famous for current literature is material efficiency. Efficiency, in terms of energy, is defined as the ratio of the useful work performed by a machine or in a process to the total energy expended or heat taken in. Material efficiency can be stated as the ratio of the output of products to the input of raw materials. Worrell et al. (2009) claimed that material efficiency is analogous to energy efficiency where material efficiency improvement is described as reducing the consumption of primary materials without substantially affecting the service or function of a product. Worrell et al. (2009) further claimed that material efficiency is a core element of other sustainability strategies such as resource efficiency and eco-efficiency.
2.3 Resource efficiency
Resource efficiency is the strategy that strives for the efficient use, reduction of flow and consumption of resources drawn from nature (Schmidt-Bleek 1996). The strategy of resource efficiency defines itself with a wider scope of impacts on the environment including reducing the generation of waste, using fewer resources, production processes and extracting processes that have less impact toward the environment (Schmidt-Bleek 1996). This is further studied and supported by Seliger et al. (2008).
2.4 Eco-efficiency
A widely adopted strategy is eco-efficiency which is considered as having the business link to sustainability (Abdul Rashid et al. 2008). Developed in the 1970s, the strategy is concerned with increasing economic development of a product or service while aiming for lower environmental impact (Ehrenfeld 2005). The World Business Council for Sustainable Development describes eco-efficiency as “being achieved by the delivery of competitively priced goods and services that satisfy human needs and bring quality of life, while progressively reducing ecological impacts and resource intensity throughout the life cycle, to a level at least in line with the Earth’s estimated carrying capacity” (Schmidheiny 1992).
2.5 Just-in-time (JIT) manufacturing
JIT is a philosophy of a process-oriented waste elimination (Chase and Aquilano 1992). Ohno (1978) suggested that JIT manufacturing focuses on reducing flow times and eliminating wastes. Shingo (1981) listed seven wastes which are (1) over-transport, (2) over-inventory, (3) repeating and unnecessary motion, (4) waiting, (5) overproduction—ahead of demand, (6) over processing and (7) defects. This entire philosophy-strategy relies on the outright elimination of waste, which may help lower costs by eliminating unneeded motion. From an SM standpoint, this would be able to aid any firm by not only lowering the time it takes by eliminating one of the seven listed wastes (e.g., waiting) but by also potentially saving resources that would otherwise be taken up by wasteful actions.
2.6 Total quality environmental management (TQEM)
TQEM integrated the two concepts of total quality management (TQM) and environmental management systems (EMS) and was introduced by the global environmental management initiatives (GEMI 1994). TQM is defined by ISO (1994) as “a management approach of an organization centered on quality, based on the participation of all its members and aiming at long-term success through customer satisfaction and benefits to all members of the organization and society,” while EMS is an organization’s management of its environmental programs which includes the training of personnel, and documenting and reporting environmental performance to stakeholders (Stroufe 2003). As a combined approach, TQEM allows a more comprehensive management technique that not only integrates all stakeholders in its long-term planning but also the environmental requirements as well.
2.7 Green manufacturing
Tan et al. (2008) defined green manufacturing as “an imperative manufacturing strategy for the twenty-first century, integrating all the issues of manufacturing with its ultimate goal of minimizing environmental impact and resource consumption.” Green manufacturing is a manufacturing style whose main objective is to reduce costs and save the environment (Paul et al. 2014). It is considered by Barreto et al. (2010) to be a viable economic strategy that allows firms for opportunities of cost-saving. A concrete example of green manufacturing strategy is switching from one raw material to another for the purpose of having a lower environmental impact. For instance, introducing a lead-free production process is a green manufacturing approach. Balasubramanian et al. (2015) argued that the main drivers for green manufacturing are economic constraints and regulatory frameworks. This shows that fiscal and government policies are huge factors in driving a firm to adopt green manufacturing.
3 Methodology
3.1 Decision framework and the case study
Table 1 presents a summary of the manufacturing strategy decision categories as mentioned in Ocampo and Clark (2015a). The second column which presents the decision areas is based on the past literature of manufacturing strategy. A comprehensive discussion of this domain can be found in Ocampo and Clark (2015a). An update of the “decision options” column of Table 1 is implemented to reflect a more practice-based set of options rather than theoretical ones.
The decision framework in this study is shown in Figs. 1 and 2 with codes explained in Tables 2 and 3, respectively. This framework shows the relationship between the general idea of SMS and how it is affected by Elkington’s TBL approach (Elkington 1994). It consists of a four-level hierarchy that identifies the content strategy for each decision category with the TBL as the main criteria. The third-level and fourth-level elements in the hierarchy are the decision areas and policy decision options mentioned in Table 1. These criteria are then considered in identifying the content strategy of each decision area as shown in Fig. 1. A decision option that is chosen under a category is the main abstract concern of the firm management when formulating strategies. However, taking each option under a category being isolated in implementation would be a daunting task for management. Without any established framework, implementing each chosen decision option would not be viable in most manufacturing firms. Thus, the framework has the capability to map these options to established SMPs. These practices have already been applied in some firms with insights and success stories reported in current literature. Figure 2 shows the different options generated from Fig. 1 that are mapped to SMPs. The output of the decision model in Fig. 2 is the priority ranking of SMPs which would serve as a guide for firms for concrete implementation.

Proposed problem structure identifies the content strategy

Proposed problem structure that maps content strategy to sustainable manufacturing practices
A case in the central Philippines is carried out in this study. The main respondents of this work are expert decision-makers in large food manufacturing companies. These companies are easy to single out because of their brands as well as the size of their workforce. As previously mentioned, the qualification of a company to be considered as a large company is one with a total asset amount of more than $1.3 million as defined by existing laws and regulations. These experts are chosen based on their title or positions held in previous or current manufacturing organizations. They may include both academic researchers who deal with food manufacturing and industry practitioners as well. These decision-makers include five expert practitioners, three academic researchers and two policy-makers. They came from geographically dispersed locations across the Philippines with more than 10 years of industry experience as managers and consultants of food manufacturing industries. This specific breakdown of expert decision-makers is justified by the following reasons: (1) for expert practitioners, they have the relevant experience working in the industry and know-how of the practical implications of specific decisions or policies and this group has the largest number of respondents as they are also the largest stakeholders in the study, (2) academic researchers know the theoretical underpinnings of the different sustainability factors as well as the details of certain aspects that are often overlooked upon by industry practitioners, and (3) the policy-makers have the smallest number of respondents as they are less likely knowledgeable on the technical implications of various sustainability practices at firm level, but their inputs must be taken into account as they create policies that firms must follow. The inputs these policy-makers have would help look at the priorities of the agencies of the government they represent and allow this study to factor in what the government wants for possible future policies and regulations.
3.2 Fuzzy set theory
The fuzzy set theory was developed by Zadeh (1965) in order to help quantify the uncertainty and vagueness associated with decision-making. A fuzzy number is special fuzzy set \(F = \{ x, \mu_{F} (x),x \in R\}\), where x takes its values on \(R: - \infty \le x \le \infty\) and μF(x) is a continuous mapping of R to the closed interval [0, 1] where the triangular fuzzy numbers are widely used. The mathematics of fuzzy set theory and of fuzzy numbers was presented by Zadeh (1965) and Kaufmann and Gupta (1985) and is not presented here for brevity. Some of the useful definitions for this work are presented here.
Definition 1
(Fuzzy set) Let X be a universal set and A ⊆ X. A is a standard fuzzy set if ∃ a membership function μA(x) such that μA(x): X → [0, 1]. The set of 2-tuple A = {x, μA(x): x ∊ X, μA(x) ∊ [0, 1]} is a fuzzy set where x ∊ A and μA(x) is the membership function of x ∊ A.
Fuzzy numbers are fuzzy subsets of ℜ. The foundations of fuzzy numbers and their arithmetic operations were first introduced by Zadeh (1965). Commonly used in fuzzy set theory applications, a fuzzy number is defined as a convex normalized fuzzy set in ℜ with membership function which is piecewise continuous.
Definition 2
A fuzzy number A is of L–R type if ∃ membership functions for left and for right with l, r ∊ ℜ and l, r > 0 with
where M ∊ ℜ is the modal value of A and l, r ∊ ℜ are the left and right spreads of A.
Definition 3
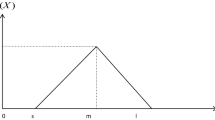
A triangular fuzzy number can be defined as a triplet A = (l, m, u) and the membership function μA(x) is as follows
and its graphical representation is presented in Fig. 3 where l, m, r ∊ ℜ, μA(x) → [0, 1] and X is the universe of discourse.

Graphical presentation of a triangular fuzzy number A = (l, m, u)
Definition 4
Suppose two triangular fuzzy numbers A and B are defined by (a1, a2, a3) and (b1, b2, b3), respectively. The arithmetic operations of these two TFNs are as follows:
3.3 Analytic hierarchy process
The analytic hierarchy process (AHP) is a structured technique for organizing and analyzing complex decisions. It is used extensively as an MCDM approach to rank the alternatives by obtaining the relative weights of the criteria as well as the priority weights of alternatives with respect to each criterion (Saaty 1980). AHP is widely used in various sustainability-related applications such as evaluating barriers to sustainable consumption (Luthra et al. 2016), prioritising critical success factors for sustainable growth of manufacturing industries (Sundharam et al. 2013), supplier selection (Yuce and Mastrocinque 2016) supplier selection from the perspective of social sustainability (Mani et al. 2014), evaluating agricultural development models for sustainability (Rezaei-Moghaddam and Karami 2008), analyzing hydropower reinforcement strategy implementation (Singh and Nachtnebel 2016), manufacturing technology selection in the supply chain (Mastrocinque et al. 2016), evaluating ethical approaches for sustainable agriculture (Veisi et al. 2016), among others.
The procedural approach of the AHP is as follows:
-
1.
Construct a set of pairwise comparison matrices among elements in the lower level with respect to the elements in the upper level of the hierarchy system using Saaty (1980) Fundamental Scale. Without loss of generality, suppose the hierarchy system is represented by a goal-criteria-alternatives hierarchy. The numerical rating with value 1 indicates that both lower-level elements under comparison have the same priority with respect to a higher-level element which these lower-level elements are being compared. Assuming n elements, the pairwise comparison of element i with element j forms a square matrix Ak = (a k ij )n×n where a k ij represents the relative importance of element i over element j assessed by the kth decision-maker. Ak is a positive reciprocal pairwise comparison matrix such that \(a_{ji}^{k} = {\raise0.7ex\hbox{$1$} \!\mathord{\left/ {\vphantom {1 {a_{ij}^{k} }}}\right.\kern-0pt} \!\lower0.7ex\hbox{${a_{ij}^{k} }$}}\) holds.
-
2.
Aggregate individual judgments of K decision-makers. To compute for the aggregate judgment aij ∊ A,
$$a_{ij} = \prod\limits_{k = 1}^{K} {\left( {a_{ij}^{k} } \right)^{{\omega_{k} }} } \,\,\,\,{\text{where}}\,\,\,\,\sum\limits_{k = 1}^{K} {\omega_{k} } = 1$$(7)and ωk represents the degree of importance of the kth decision-maker.
-
3.
Compute for the maximum eigenvalue using Eq. (8) where w is the local priority vector and λmax is the maximum eigenvalue
$$Aw = \lambda_{\hbox{max} } w$$(8) -
4.
Compute for the consistency index (C.I.) where n is the number of elements being compared.
$${\text{C}} . {\text{I}} .= \frac{{\left( {\lambda_{\hbox{max} } - n} \right)}}{n - 1}$$(9) -
5.
Determine the consistency ratio (C.R.) using the consistency index divided by the random consistency. Normally, C.R. ≤ 0.10 is acceptable; otherwise, decision-makers have to repeat eliciting judgments in the pairwise comparison matrix.
$${\text{C}} . {\text{R}} .= \frac{{{\text{C}} . {\text{I}} .}}{{{\text{R}} . {\text{I}} .}}$$(10) -
6.
Steps 1–5 are repeated until the local priority vector of criteria elements with respect to the goal and the local priority vectors of alternatives with respect to each criteria element are obtained.
-
7.
Use the multiplicative process of the AHP (Saaty 1980) in order to calculate the global priority vector of the alternatives.
3.4 Technique for order preference by similarity to ideal solution (TOPSIS)
Originally introduced by Hwang and Yoon (1981), TOPSIS is used to select the best alternative with a finite number of criteria. The basic idea of TOPSIS is that the best decision should be made closest to the ideal solution and farthest from the non-ideal solution. Such ideal and negative-ideal solutions are computed by considering the over-all alternatives. The positive-ideal solution is a solution that maximizes the benefit criteria and minimizes the cost criteria, whereas the negative-ideal solution maximizes the cost criteria and minimizes the benefit criteria (Hwang and Yoon 1981). This method has been applied in various domains in current literature.
-
1.
Construct a decision matrix Xk = (x k ij )m×n which denotes the performance of ith alternative to the jth criteria perceived by the kth decision-maker by a defined rating structure.
-
2.
Aggregate decision matrices Xk using Eq. (11) where ωk ∊ [0, 1] is the weight of the kth decision-maker and ∑ K k=1 ωk = 1.
$$X = \left( {x_{ij} } \right)_{m \times n} = \left( {\omega_{k} *x_{ij}^{k} } \right)_{m \times n}$$(11) -
3.
Calculate the normalized decision matrix R = (rij)m×n. The normalized value rij is calculated as follows where i = 1, 2,…, m and j = 1, 2, …, n:
$$r_{ij} = {\raise0.7ex\hbox{${x_{ij} }$} \!\mathord{\left/ {\vphantom {{x_{ij} } {\sqrt {\sum\nolimits_{i = 1}^{m} {x_{ij}^{2} } } }}}\right.\kern-0pt} \!\lower0.7ex\hbox{${\sqrt {\sum\nolimits_{i = 1}^{m} {x_{ij}^{2} } } }$}}$$(12) -
4.
Calculate the weighted normalized decision matrix V = (vij)m×n. The weighted normalized value vijvij is calculated as follows:
$$v_{ij} = r_{ij} \times w_{j}$$(13)where wj is the weight of the jth criterion or attribute defined by a pre-defined prioritization (weighting) process and \(\sum_{j = 1}^{n} w_{j} \, = \,1\).
-
5.
Determine the ideal (A+) and negative-ideal (A−) solutions.
$$A^{ + } = \left\{ {\left( {\mathop {\hbox{max} }\limits_{i} v_{ij} \left| {j \in C_{b} } \right.} \right),\left( {\mathop {\hbox{min} }\limits_{i} v_{ij} \left| {j \in C_{c} } \right.} \right)} \right\} = \left\{ {v_{j}^{ + } \left| {j = 1,2, \ldots ,m} \right.} \right\}$$(14)$$A^{ - } = \left\{ {\left( {\mathop {\hbox{min} }\limits_{i} v_{ij} \left| {j \in C_{b} } \right.} \right),\left( {\mathop {\hbox{max} }\limits_{i} v_{ij} \left| {j \in C_{c} } \right.} \right)} \right\} = \left\{ {v_{j}^{ - } \left| {j = 1,2, \ldots ,m} \right.} \right\}$$(15)where Cb and Cc are the set of maximizing and minimizing criteria, respectively.
-
6.
Calculate the separation measures using the m-dimensional Euclidean distance. The separation measures of each alternative from the positive-ideal solution and the negative-ideal solution, respectively, are as follows:
$$S_{i}^{ + } = \sqrt {\sum\nolimits_{j = 1}^{m} {\left( {v_{ij} - v_{j}^{ + } } \right)^{2} ,\quad j = 1,2, \ldots ,m} }$$(16)$$S_{i}^{ - } = \sqrt {\sum\nolimits_{j = 1}^{m} {\left( {v_{ij} - v_{j}^{ - } } \right)^{2} ,\quad j = 1,2, \ldots ,m} }$$(17) -
7.
Calculate the relative closeness to the ideal solution. The relative closeness of the alternative Ai with respect to A+ is defined as follows:
$${\text{RC}}_{i}^{ + } = \frac{{S_{i}^{ - } }}{{S_{i}^{ + } + S_{i}^{ - } }},\quad i = 1,2, \ldots ,m$$(18) -
8.
Rank the preference order.
3.5 Procedure for data collection and treatment
Generally, the data sets that are required in this work are represented in a questionnaire in the context of both AHP and TOPSIS with judgments elicitations in linguistic scale. This questionnaire was distributed to the chosen expert decision-makers who are asked to elicit judgments in according to the structure of the proposed methodology. The questionnaire was so structured based on the decision models shown in Figs. 1 and 2. For brevity, the questionnaires are not presented in this paper. They are first tested to a group of faculty members in the Department of Industrial Engineering and Department of Mechanical and Manufacturing Engineering of the University of San Carlos. Any ambiguity with the questions and interpretations were raised and addressed before the questionnaires were distributed to the expert decision-makers. Particularly, the survey was generally conducted along with a guided interview where decision-makers were verbally asked questions stipulated in the questionnaires and decision-makers would answer in linguistic values. Meetings were arranged according to the availability of the decision-makers. Questions from decision-makers were immediately entertained and addressed.
3.6 General procedure
The computational procedure is as follows:
-
1.
A decision model was developed which shows the hierarchical relationships of the goal, sustainability dimensions, manufacturing decision categories and their options.
-
2.
Pairwise comparison matrices are made with the sustainability dimensions with respect to the goal, decision categories with respect to each sustainability dimension and decision options with respect to their parent decision category. Expert decision-makers elicit judgments in these matrices using the linguistic scales in Table 4. A sample of this pairwise comparison matrix is shown in Table 5. The corresponding sample pairwise comparison matrix in triangular fuzzy numbers is shown in Table 6.
Table 4 Fuzzy AHP linguistic scale from Tseng et al. (2008) Table 5 Sample pairwise comparison matrix in linguistic variables Table 6 Sample pairwise comparison matrix in triangular fuzzy numbers -
3.
Aggregating the triangular fuzzy numbers includes computing for the group fuzzy judgment \(\hat{a}_{ij = } l_{ij} ,m_{ij} ,u_{ij}\) from the aggregation of individual judgments of K decision-makers. The weighted geometric mean proposed by Promentilla et al. (2014) is used as shown in Eqs. (19)–(21).
$$l_{ij} = \left( {\mathop \prod \limits_{k = 1}^{K} l_{ijk} } \right)^{{{\raise0.7ex\hbox{$1$} \!\mathord{\left/ {\vphantom {1 K}}\right.\kern-0pt} \!\lower0.7ex\hbox{$K$}}}}$$(19)$$m_{ij} = \left( {\mathop \prod \limits_{k = 1}^{K} m_{ijk} } \right)^{{{\raise0.7ex\hbox{$1$} \!\mathord{\left/ {\vphantom {1 K}}\right.\kern-0pt} \!\lower0.7ex\hbox{$K$}}}}$$(20)$$u_{ij} = \left( {\mathop \prod \limits_{k = 1}^{K} u_{ijk} } \right)^{{{\raise0.7ex\hbox{$1$} \!\mathord{\left/ {\vphantom {1 K}}\right.\kern-0pt} \!\lower0.7ex\hbox{$K$}}}}$$(21)\(\hat{a}_{ij}\) is then used in the group pairwise comparison matrix A.
-
4.
The aggregated consensus pairwise comparison matrix is then subjected to a nonlinear programming approach proposed by Mikhailov and Tsvetinov (2004) to calculate the weights of the elements in the pairwise comparison matrix.
$$\begin{aligned} & \hbox{max} \lambda \\ & {\text{subject}}\,{\text{to:}} \\ & \quad \quad \quad \quad \left( {m_{ij} - l_{ij} } \right)\lambda w_{j} - w_{i} + l_{ij} w_{j} \le 0 \\ & \quad \quad \quad \quad \left( {u_{ij} - m_{ij} } \right)\lambda w_{j} + w_{i} - u_{ij} w_{j} \le 0 \\ & \quad \quad \quad \quad \sum\nolimits_{k = 1}^{n} {w_{k} } = 1,\quad w_{k} > 0,\quad k = 1,2, \ldots ,n \\ & \quad \quad \quad \quad i = 1,2, \ldots ,n - 1,\quad j = 2,3, \ldots ,n,\quad j > i \\ \end{aligned}$$(22) -
5.
The final global weights using the multiplicative process of the AHP (Saaty 1980) are then ranked, and the best decision option in each category is chosen to represent its decision category for the second phase of the survey. The linguistic scale used by Morteza et al. (2016) is used for the fuzzy TOPSIS as shown in Table 7.
Table 7 Fuzzy TOPSIS linguistic scale
This study adopts the fuzzy TOPSIS proposed by Chen (2000) for the second phase of the survey. The procedure is as follows.
-
6.
The different ratings on the performance of SMPs with each chosen decision option from the first phase of the survey given by the group of decision-makers were then aggregated in order to find the consensus among the group using Eqs. (23)–(25)
$$X_{ija} = \frac{1}{K}\left[ {X_{ija}^{1} + X_{ija}^{2} + \cdots + X_{ija}^{K} } \right]$$(23)$$X_{ijb} = \frac{1}{K}\left[ {X_{ijb}^{1} + X_{ijb}^{2} + \cdots + X_{ijb}^{K} } \right]$$(24)$$X_{ijc} = \frac{1}{K}\left[ {X_{ijc}^{1} + X_{ijc}^{2} + \cdots + X_{ijc}^{K} } \right]$$(25)where K is the total number of expert decision-makers, and \(\tilde{x}_{ij} = \left( {X_{ija} ,X_{ijb} ,X_{ijc} } \right)\) is the performance of the ith SMP for the jth decision option.
-
7.
The aggregate fuzzy numbers were then normalized into rij using Eq. (26)
$$r_{ij} = \left( {\frac{{X_{ija} }}{{d_{j}^{*} }},\frac{{X_{ijb} }}{{d_{j}^{*} }},\frac{{X_{ijc} }}{{d_{j}^{*} }}} \right)$$(26)where \(d_{j}^{*} = { \hbox{max} }\left( {X_{ijc} } \right)\).
-
8.
The fuzzy weighted normalized decision matrix V is then found by multiplying the normalized aggregated fuzzy matrix (rij) and the global weight vector \(\left( {\tilde{w}} \right)\) of decision options which is obtained in Step 5.
$$V = r_{ij} \times \tilde{w}$$(27) -
9.
By using the vertex method, the separation distance is computed for each option from the fuzzy positive-ideal solution (A+) and fuzzy negative-ideal solution (A−).
$$A^{ + } = \left\{ {\tilde{v}_{1}^{ + } ,\tilde{v}_{2}^{ + } ,\tilde{v}_{3}^{ + } , \ldots ,\tilde{v}_{n}^{ + } } \right\}$$(28)$$A - = \left\{ {\tilde{v}_{1}^{ - } ,\tilde{v}_{2}^{ - } ,\tilde{v}_{3}^{ - } , \ldots ,\tilde{v}_{n}^{ - } } \right\}$$(29)$$d\left( {\tilde{v}_{ij} ,\tilde{v}_{j}^{ + } } \right), = \sqrt {\frac{1}{3}\left[ {\left( {\tilde{v}_{ija} - \tilde{v}_{ja}^{ + } } \right)^{2} + \left( {\tilde{v}_{ijb} - \tilde{v}_{ja}^{ + } } \right)^{2} + \left( {\tilde{v}_{ijc} - \tilde{v}_{ja}^{ + } } \right)^{2} } \right]}$$(30)$$d\left( {\tilde{v}_{ij} ,\tilde{v}_{j}^{ - } } \right), = \sqrt {\frac{1}{3}\left[ {\left( {\tilde{v}_{ija} - \tilde{v}_{ja}^{ - } } \right)^{2} + \left( {\tilde{v}_{ijb} - \tilde{v}_{ja}^{ - } } \right)^{2} + \left( {\tilde{v}_{ijc} - \tilde{v}_{ja}^{ - } } \right)^{2} } \right]}$$(31)$$d_{i}^{ + } = \mathop \sum \limits_{j = 1}^{n} d_{v} \left( {v_{ij} ,v_{j}^{ + } } \right)$$(32)$$d_{i}^{ - } = \mathop \sum \limits_{j = 1}^{n} d_{v} \left( {v_{ij} ,v_{j}^{ - } } \right)$$(33) -
10.
The relative closeness coefficient (\({\text{CC}}_{i}\)) of each SMP is then computed with respect to the fuzzy positive-ideal solution and fuzzy negative-ideal solution using Eq. (34)
$${\text{CC}}_{i} = \frac{{d_{i}^{ - } }}{{d_{i}^{ + } + d_{i}^{ - } }}$$(34) -
11.
The value of the \({\text{CC}}_{i}\) of each SMP is then ranked, and the best SMP is identified.
4 Results
The first phase of the survey attempts to identify the best decision option in its respective category. These results are taken from the judgments of expert decision-makers. To find the consensus of expert decision-makers, Eqs. (19)–(21) are used by way of obtaining the geometric means. The geometric means in respective pairwise comparison matrix were then subjected to Eq. (22) using Lingo® optimization software in order to obtain the non-fuzzy weights of elements in the pairwise comparison matrix. The nonlinear optimization model in Eq. (22) is used to defuzzify the triangular fuzzy numbers in the fuzzy pairwise comparison matrix. In case of inconsistencies, some cells could be removed as stated by (Mikhailov and Tsvetinov 2004) and come up with a fuzzy sparse pairwise comparison matrix. All aggregate pairwise comparison matrices yield acceptable consistencies as shown in positive values of λ in Eq. (22). The multiplicative approach of the AHP was then used to calculate the global weights. Global weights are shown in Table 8.
The next process involves choosing the best decision option for each decision area using the global weights, and this is then used for the second phase of the survey. After obtaining and treating the phase one survey results, the next step is to implement the fuzzy TOPSIS approach. Steps 6–11 are used to treat the data in the context of the fuzzy TOPSIS approach proposed by Chen (2000). The aggregate decision matrix is shown in Table 9. This is then normalized by dividing the value in each decision option with the maximum/largest value in the entire decision option section using Eq. (26). Table 10 shows the fuzzy normalized decision matrix. These are then multiplied by the weighted global weight of decision options.
The positive-ideal solution (A+) from Eq. (28) and negative-ideal solution (A−) from Eq. (29) are 1 and 0, respectively, in accordance with the A+, shown in Table 11 and A− shown in Table 12. This is then used in computing the distance of separation for every decision option against SMP using the vertex method in Eq. (30) for the positive-ideal solution and Eq. (31) for the negative-ideal solution and aided by using Eqs. (32)–(33). To obtain the best strategy, Eq. (34) is then applied to each strategy to take the relative closeness coefficient of every option against the ideal solution and negative-ideal solution and these CCs are ranked with the highest CC being the best option. The final results are shown in Table 13. The results show that according to the final closeness coefficient, the best SMP is total quality management with it having the largest CC of 0.085.
5 Discussion
The study has two phases with similar but different goals. The first phase used fuzzy AHP to obtain the weights of the best policy option in a particular policy area. The output of this is the best decision option among the different decision areas. The nine different decision areas are: (1) capacity, (2) quality, (3) new products, (4) process technology, (5) facility, (6) organization, (7) manufacturing planning and control, (8) human resources and (9) vertical integration. The output of the fuzzy AHP is then used for the second phase with fuzzy TOPSIS approach. In this phase, SMPs for large food manufacturing firms are ranked and the best SMP is determined. Results suggest that total quality management (TQM) is the best SMP for large food manufacturing firms. This finding supports an array but scarce previous works which explored the relevance of TQM in sustainability (Isaksson 2006; Tsai and Chou 2009; Tari and Molina-Azorín 2010). An interesting review of the support of quality management (or TQM, in general) to sustainability was recently demonstrated by Siva et al. (2016). For instance, Tsai and Chou (2009), using an integrated approach, found out that quality management system and environmental management system are the optimal management systems for sustainable development in small and medium enterprises. The results of this work and of Tsai and Chou (2009) can be interpreted from the perspective of Isaksson (2006) which indicates that since TQM is adopting process models, it would become a strong base on generating indicators used to describe the triple-bottom line. This view was strengthened further by Tari and Molina-Azorín (2010) by pointing out significant similarities between TQM and environmental management system—a precursor to sustainability. These similarities include “the reasons to implement them, benefits derived from their adoption, positive influence on cost and differentiation positions, development of hard‐to‐imitate capabilities, and common implementation factors” (Tari and Molina-Azorín 2010). Furthermore, practices and tools of TQM (e.g., QFD and experimental designs) are viable tools for sustainability agenda such as sustainable product design, evaluation of alternatives, among others (Siva et al. 2016). Finally, both TQM and sustainable manufacturing must be viewed from holistic stakeholders’ perspectives and this similarity draws vast implications (Siva et al. 2016).
Among the three bottom lines, the economic aspect is the more relevant choice for a large food manufacturing firm as its main goal is to make a profit. This finding is consistent with the results of Ocampo et al. (2016). In fact, economic growth is dominantly preferred by a large margin compared to environmental stewardship and social well-being dimensions, even having a larger weight than the other two combined. For the capacity category decision, an optimal batch size is chosen among the different choices. The choices included standardized containers and inventory levels in addition to optimal batch size. This choice comes evident due to the fact that the raw materials for food manufacturing are perishable and an optimal batch size is needed to address the perishability as opposed to having a stable inventory level which would be preferable for those that deal with harder to obtain materials, e.g., rubber in a non-rubber producing country, and standardized container which is more useful for bulkier or lines with numerous components, e.g., electronics.
For the quality category decision, a defect prevention option is the best choice among the other choices which include a culture of quality and quality assurance. The defect prevention option is best as quality assurance may be more costly damage-wise to implement as the raw materials may not be recyclable due to sanitary resources in case a damage or sanitary breach is detected by the quality assurance process. On the other hand, a culture of quality may be too hard to implement and requires long-term implementation.
Sustainable product design is the best option among the different options under the new products category. Compared to recyclability and life cycle assessment, the sustainable product design seems to be the most economically viable option due to the nature of the food industry where recyclability only applies to the product’s packaging as the main product is consumed. The life cycle assessment, on the other hand, maybe less of an issue due to it being too environmental instead of economical in nature as it usually looks at the ecological impact of a product compared to its economic impact for the firm.
For the facility, the organized layout decision option is preferred over the three other options. The organized layout may have preferred due to it being paramount in the processing of raw materials in order to lower the chances of the raw materials being infected or damaged. The other three facility decision options are supply chain distance, location, and minimal socio-environmental impact. Although the supply chain distance and location is an economical decision, it comes only second to having an organized layout due to the condition that most food products are easy to transport once they are processed and packaged. The minimal socio-environmental impact has the lowest weight among all four options which is in accordance with the large margin wherein the economic bottom line has against the other two bottom lines.
For the organization decision, a top management commitment has the highest weight among the four options which may be due to the fact that the top management would always have the final decision on relevant matters. For manufacturing planning and control, the materials resources planning is identified to be the best decision option compared to visual control usage, cell manufacturing and leveling the production and workload. This may be due to the raw materials being perishable and planning the materials and resource inflow of these said raw materials would help a lot in reducing the number of raw materials that would go to waste. This is inconsistent with the capacity category decision of having an optimal batch size.
For human resources category, the development of the people is the best option when compared to skill diversification, security, and wage policies. Personnel development is in accordance with the defect prevention option where the development of people would make them better at their jobs, thereby reducing mistakes and lowering of the defects.
For vertical integration, an upstream vertical integration is chosen by the consensus. This may come evident for the food industry as food manufacturers would want to ensure the best quality of food at the right amount and applying an upstream vertical integration where they control the suppliers instead of having to depend on external suppliers is the most appropriate approach. Such an action would allow the food manufacturer to also control a number of raw materials they produce which is also in accordance with the MRP and optimal batch size decision option.
6 Conclusions and future work
This work was conducted to establish the best sustainable food manufacturing strategy for large firms. The stakeholders who are involved in this project are the following: industry experts, academics and policy-makers. The number of each stakeholder group represents the amount of influence each stakeholder has in regard to the decision-making of the firm, where industry experts are the ones who would really make and implement the decisions, while academics are included to help round out the decisions made by the industry experts and policy-makers would give a general idea of where the government wants a business to focus on. For the first phase, a set of pairwise comparisons were filled out and fuzzy AHP is used to obtain the best policy option of each manufacturing decision category. The second stage of the survey requires expert decision-makers to identify the degree of influence a certain decision option has on a certain established SMP. Using fuzzy TOPSIS, the best SMP was then identified.
The manufacturing decision options that comprise a sustainable manufacturing strategy are the following: optimal batch size (capacity), defect prevention (quality), sustainable product design (new products), green technology (process technology), organized layout (facility), top management commitment (organization), materials resource planning (manufacturing planning and control), people development (human resources) and upstream integration (vertical integration). The best SMP as determined by the proposed fuzzy AHP–TOPSIS is the total quality management strategy.
Total quality management as the best SMP is consistent with the best decision options chosen by the expert decision-makers for each decision category as the chosen decision options contain some of the cornerstones in total quality management, namely: defect prevention, top management commitment and people development. These can be seen in the 14 steps in total quality management as stated by Crosby (1987). TQM is followed by resource and material efficiency approaches which are crucial in changing the landscape of resource consumption patterns. Although there are various manufacturing strategies available, the state of the industry in the Philippines may not be as advanced as the factories and manufacturing centers in foreign countries due to various economic and political issues.
Change history
18 June 2018
Unfortunately, the below equations have been published incorrectly in the original publication. The correct equations are provided below:
References
Abdul Rashid, S. H., Evans, S., & Longhurst, P. (2008). A comparison of four sustainable manufacturing strategies. International Journal of Sustainable Engineering, 1(3), 214–229.
Balasubramanian, D., Kher, D., Dinesh, M., Madan, G., Shekharan, G., & Venkatesh, V. G. (2015). Factors influencing successful implementation of green manufacturing. AIMS International Journal of Management, 9(1), 1–16.
Baltazar, M. E., Jardim, J., Alves, P., Silva, J. (2014). Air transport performance and efficiency: MCDA vs. DEA approaches. Procedia - Social and Behavioral Sciences, 111, 790–799.
Barreto, L. V., Anderson, H. C., Anglin, A., & Tomovic, C. L. (2010). Product lifecycle management in support of green manufacturing: Addressing the challenges of global climate change. International Journal of Manufacturing Technology and Management, 19(3/4), 294–305.
Brundtland, G. H. (1987). Report of the world commission on environment and development: Our common future. Oxford: Oxford University Press.
Chase, R., & Aquilano, N. (1992). Production and operations management (6th ed.). Toronto: Irwin Publishing.
Chen, C.-T. (2000). Extensions of the TOPSIS for group decision-making under fuzzy environment. Fuzzy Sets Systems, 114(1), 1–9.
Clelland, I. J., Dean, T. J., & Douglas, T. J. (2000). Stepping towards sustainable business: An evaluation of waste minimization practices in US manufacturing, 30(3), 107–124.
Crosby, P. B. (1987). Quality process improvement principles and strategic goals. Washington, DC: Management College (course materials). Department of the Navy. San Jose, CA: Philip Crosby Associates, Inc.
Department of Trade and Industry. (2017). Securing the future of Philippine industries. http://industry.gov.ph/category/manufacturing/. Accessed 21 March 2017.
Ehrenfeld, D. (2005). Sustainability: Living with the imperfections. Conservation Biology, 19(1), 33–35.
Elkington, J. (1994). Towards the sustainable corporation: Win–win–win business strategies for sustainable development. California Management Review, 36(2), 90–100.
ETBPP. (1996). Saving money through waste minimisation: Raw material use. Environmental Technology Best Practice Programme.
Forster, A. (2011). Sustainability: Best practices in the food industry. UW-L Journal of Undergraduate Research, 16, 1–9.
Global Environmental Management Initiative (GEMI). (1994). Environmental reporting in a total quality management framework. http://gemi.org/resources/REP_105.pdf. Accessed 21 March 2017.
Hallgren, M., & Olhager, J. (2006). Quantification in manufacturing strategy: A methodology and illustration. International Journal of Production Economics, 104(1), 113–124.
Howarth, G., & Hadfield, M. (2006). A sustainable product design model. Materials and Design, 27(10), 1128–1133.
Huang, K. S. (2003). Food manufacturing productivity and its economic implications. Electronic report from the Economic Research Service, United States Department of Agriculture (USDA), Technical bulletin number 1905.
Hwang, C. L., Yoon, K. (1981). Multiple attribute decision making: Methods and applications. New York: Springer.
Isaksson, R. (2006). Total quality management for sustainable development: Process based system models. Business Process Management Journal, 12(5), 632–645.
Kaufmann, A., & Gupta, M. M. (1985). Introduction to fuzzy arithmetic: Theory and applications. New York, NY: Van Nostrand Reinhold Company.
Kleindorfer, P., Singhal, K., & Van Wassenhove, L. (2005). Sustainable operations management. Production and Operation Management, 14(4), 482–492.
Klöpffer, W. (1997). Life cycle assessment: From the beginning to the current state. Environmental Science and Pollution Research, 4(4), 223–228.
Kroyer, G. T. (1995). Impact of food processing on the environment—An overview. LWT Food Science and Technology, 28(6), 547–552.
Langemeyer, J., Gómez-Baggethun, E., Haase, D., Scheuer, S., Elmqvist, T. (2016). Bridging the gap between ecosystem service assessments and land-use planning through Multi-Criteria Decision Analysis (MCDA). Environmental Science & Policy, 62, 45–56.
León-Bravo, V., Caniato, F., Caridi, M., & Johnsen, T. (2017). Collaboration for sustainability in the food supply chain: A multi-stage study in Italy. Sustainability, 9, 1253. https://doi.org/10.3390/su9071253.
Liker, J. K. (2004). The Toyota way: 14 management principles from the world’s greatest manufacturer. New York, NY: McGraw-Hill.
Luthra, S., Mangla, S. K., Xu, L., & Diabat, A. (2016). Using AHP to evaluate barriers in adopting sustainable consumption and production initiatives in a supply chain. International Journal of Production Economics, 181, 342–349.
Mani, V., Agrawal, R., & Sharma, V. (2014). Supplier selection using social sustainability: AHP based approach in India. International Strategic Management Review, 2(2), 98–112.
Mastrocinque, E., Coronado Mondragon, A., & Hogg, P. (2016). Manufacturing technology selection in the supply chain context by means of fuzzy-AHP: A case study in the high performance textile industry. ARPN Journal of Engineering and Applied Sciences, 11(1), 240–246.
Meyer, P., Olteanu, A.-L. (2013). Formalizing and solving the problem of clustering in MCDA. European Journal of Operational Research, 227(3), 494–502.
Mikhailov, L., & Tsvetinov, P. (2004). Evaluation of services using a fuzzy hierarchy process. Applied Soft Computing, 5(1), 23–33.
Morteza, Z., Reza, F. M., Seddiq, M. M., Sharareh, P., & Jamal, G. (2016). Selection of the optimal tourism site using the ANP and fuzzy TOPSIS in the framework of integrated coastal zone management: A case of Qeshm Island. Ocean and Coastal Management, 130, 179–187.
Naudé, W., & Szirmai, A. (2012). The importance of manufacturing in economic development: Past, present and future perspectives. UNU-MERIT working papers, Maastricht Economic and Social Research Institute on Innovation and Technology (UNU-MERIT) and Maastricht Graduate School of Governance (MGSoG) (pp. 1–65).
Ocampo, L., & Clark, E. (2015a). A sustainable manufacturing strategy framework: The convergence of two fields. Asian Academy of Management Journal, 20(2), 29–57.
Ocampo, L., & Clark, E. (2015b). A simulation-based fuzzy analytic network process approach in developing sustainable manufacturing strategy. Management and Production Engineering Review, 6(2), 32–39.
Ocampo, L. A., & Clark, E. E. (2017). Integrating sustainability and manufacturing strategy into a unifying framework. International Journal of Social Ecology and Sustainable Development, 8(1), 1–16.
Ocampo, L., Clark, E., & Promentilla, M. A. (2016). Computing sustainable manufacturing index with fuzzy analytic hierarchy process. International Journal of Sustainable Engineering, 9(5), 305–314.
Ocampo, L. A., Clark, E. E., Tanudtanud, K. V. G., Ocampo, C. O. V., Impas, C. G., Sr., Vergara, V. G., et al. (2015). An integrated sustainable manufacturing strategy framework using fuzzy analytic network process. Advances in Production Engineering and Management, 10(3), 125–139.
Ocampo, L., & Promentilla, M. A. (2016). Development of a sustainable manufacturing strategy using analytic network process (ANP). International Journal of Business and Systems Research, 10(2–4), 262–290.
Ohno, T. (1978). Toyota production system—Beyond management of large-scale production. Tokyo: Diamond Publishing.
Paul, I. D., Bhole, G. P., & Chaudhari, J. R. (2014). A review on green manufacturing: It’s important, methodology and its application. Procedia Materials Science, 6, 1644–1649.
Promentilla, M. A. B., Aviso, K. B., & Tan, R. R. (2014). A group fuzzy analytic network process to prioritize low carbon energy systems in the Philippines. Energy Procedia, 61, 808–811.
Rezaei-Moghaddam, K., & Karami, E. (2008). A multiple criteria evaluation of sustainable agricultural development models using AHP. Environment, Development and Sustainability, 10(4), 407–426.
Ribeiro, F., Ferreira, P., Araújo, M. (2013). Evaluating future scenarios for the power generation sector using a Multi-Criteria Decision Analysis (MCDA) tool: The Portuguese case. Energy, 52, 126–136.
Rothenberg, S., Pil, F. K., & Maxwell, J. (2001). Lean, green, and the quest for superior environmental performance. Production and Operations Management, 10(3), 228–243.
Saaty, T. L. (1980). The analytic hierarchy process. New York, NY: McGraw-Hill.
Schmidheiny, S. (1992). Changing course: A global business perspective on development and the environment. Cambridge, MA: MIT Press.
Schmidt-Bleek, F. (1996). Factor 10 with its MIPS and ecological rucksacks as measurement tools.
Seliger, G., Kim, H.-J., Kernbaum, S., & Zettl, M. (2008). Approaches to sustainable manufacturing. International Journal of Sustainable Manufacturing, 1(1–2), 58–77.
Shingo, S. (1981). Study of ‘TOYOTA’ production system from industrial engineering viewpoint. Portland, OR: Productivity Press.
Singh, R. P., & Nachtnebel, H. P. (2016). Analytical hierarchy process (AHP) application for reinforcement of hydropower strategy in Nepal. Renewable and Sustainable Energy Reviews, 55, 43–58.
Singian, M. R. C. (2014). Booming Philippine food processing industry provides opportunities for U.S. ingredients. USDA Foreign Agricultural Service. https://gain.fas.usda.gov/Recent%20GAIN%20Publications/Food%20Processing%20Ingredients_Manila_Philippines_2-12-2014.pdf. Accessed 21 March 2017.
Siva, V., Gremyr, I., Bergquist, B., Garvare, R., Zobel, T., & Isaksson, R. (2016). The support of quality management to sustainable development: A literature review. Journal of Cleaner Production, 138, 148–157.
Skinner, W. (1969). Manufacturing—Missing link in corporate strategy. Brighton, MA: Harvard Business Review.
Stroufe, R. (2003). Effects of environmental management systems on environmental management practices and operations. Production and Operations Management, 12(3), 416–431.
Sundharam, V. N., Sharma, V., & Thangaiah, I. S. T. (2013). An integration of BSC and AHP for sustainable growth of manufacturing industries. International Journal of Business Excellence, 6(1), 77–92.
Tan, X., Liu, D., & Li, C. (2008). A decision-making framework model of cutting tool selection for green manufacturing and its application. Journal of Advanced Manufacturing Systems, 7(2), 257–260.
Tari, J. J., & Molina-Azorín, J. F. (2010). Integration of quality management and environmental management systems: Similarities and the role of the EFQM model. The TQM Journal, 22(6), 687–701.
Thokala, P., Devlin, N., Marsh, K., Baltussen, R., Boysen, M., Kalo, Z., et al. (2016). Multiple criteria decision analysis for health care decision making—an introduction: Report 1 of the ISPOR MCDA emerging good practices task force. Value in Health, 19(1), 1–13.
Tsai, W.-H., & Chou, W.-C. (2009). Selecting management systems for sustainable development in SMEs: A novel hybrid model based on DEMATEL, ANP, and ZOGP. Expert Systems with Applications, 36(2), 1444–1458.
Tseng, M. L., Lin, Y. H., Chiu, A. S. F., & Liao, J. C. H. (2008). Using FANP approach on selection of competitive priorities based on cleaner production implementation: A case study in PCB manufacturer, Taiwan. Clean Technologies and Environmental Policy, 10(1), 17–29.
Veisi, H., Liaghati, H., & Alipour, A. (2016). Developing an ethics-based approach to indicators of sustainable agriculture using analytic hierarchy process (AHP). Ecological Indicators, 60, 644–654.
Voss, C., & Clutterbuck, D. (1989). Just-in-time: A global status report. Bedford: IFS Publications.
Worrell, E., Bernstein, L., Roy, J., Price, L., & Harnisch, J. (2009). Industrial energy efficiency and climate change mitigation. Energy Efficiency, 2, 109–123.
Yuce, B., & Mastrocinque, E. (2016). A hybrid approach using the bees algorithm and fuzzy-AHP for supplier selection. In P. Samui (Ed.), Handbook of research on advanced computational techniques for simulation-based engineering (pp. 171–194). Hersey, PA: IGI Global.
Zadeh, L. A. (1965). Fuzzy sets. Information and Control, 8(3), 338–353.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ocampo, L.A. Applying fuzzy AHP–TOPSIS technique in identifying the content strategy of sustainable manufacturing for food production. Environ Dev Sustain 21, 2225–2251 (2019). https://doi.org/10.1007/s10668-018-0129-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10668-018-0129-8