
Abstract
Additives provide substantial improvement in the properties of composites. Although bio-based composites are preferred over synthetic polymer and metal-based composites, they do not have the requisite properties to meet specific needs. Hence, organic, inorganic and metallic additives are included to improve the properties of bio-based composites. Coal is a readily available resource with high thermal insulation, flame resistance and other properties. This work demonstrates the addition of 20–30% natural sub-bituminous coal as filler for coir-reinforced polypropylene (PP) composites and exhibits an increased tensile strength by 66% and flexural strength by 55% compared to the composites without any filler. Such composites are intended for insulation applications and as a replacement for gypsum-based false ceiling tiles. Various ratios of coal samples were included in the composites and their effect on mechanical, acoustic, thermal insulation, flame and water resistance have been determined. A substantial improvement in both flexural and tensile properties has been observed due to the addition of coal. However, a marginal improvement has been observed in both thermal conductivity (0.65 W/mK) and flame resistance values due to the presence of coal. Adding coal increases the intensity of noise absorption, particularly at a higher frequency, whereas water sorption of the composites tends to decrease with an increase in the coal content. The addition of coal improves and adds unique properties to composites, allowing coir–coal–PP composites to outperform commercially available gypsum-based insulation panels.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The development and applications of biobased materials are inevitable and are increasing every year (Busquets-Ferrer et al., 2021). The commitment of nations across the globe towards the sustainable development goals (SDGs), specifically “sustainable cities and communities”, reduction in greenhouse gas emissions and global warming makes it necessary to reduce our dependence on non-renewable resources. Concurrently, initiatives such as circular economy, effective use of agricultural wastes and other biobased resources provides an opportunity to increase the use of biobased materials, particularly agricultural residues which are renewable, sustainable and available in large quantities at low cost (Suttie et al., 2017). Construction and building contribute significantly to greenhouse gas emissions and also generate large amounts of non-biodegradable wastes. Hence, considerable efforts are being made to utilize biobased materials for construction and building applications. It has been reported that the total energy consumption can be decreased by 40%, greenhouse gas emissions by 35% and construction material consumption by 50%, if biobased materials are adopted in place of conventional materials (Bumanis et al., 2020). Several desirable properties of biobased building materials have been proposed, including an excellent weight-to-performance ratio, high specific heat capacity, high vapour diffusivity, and so on (Jones, 2017). In addition, biobased materials have inherent properties that improve the health and indoor environment leading to better health (Schiavoni et al., 2016).
Biobased materials have been extensively used for building applications to improve strength, reduce density, and water absorption, provide thermal and noise insulation, etc. Insulation is one of the primary functions of building materials and insulation materials such as gypsum account for a major portion of the materials used, particularly in commercial buildings. For instance, the addition of biobased materials such as wheat husk, which is produced as a byproduct (10 million tons annually in Europe), into insulating lime concrete provides thermal conductivity as low as 0.09 W/mK with a marginal decrease in the compressive strength (Barbieri et al., 2020). Similarly, magnesium-hemp concrete provides a strength of 1.2 MPa (450 kg/m3 density) and a thermal conductivity of 0.06 W/mK (200 kg/cm3) and emits 5 times less CO2 (12.7 kg/CO2 eq.m2), compared to traditional construction materials (Sinka et al., 2018). In another study, it has been reported that corncob mixed composite materials can improve the thermal conductivity (0.14–0.26 W/mK), sound absorption, and other properties (Bovo et al., 2022) quite significantly. Apart from the direct use of agricultural residues, their chemical and physical treatments have also been done to enhance their contribution to improvements in thermal and acoustic insulation applications (Busquets-Ferrer et al., 2021). For instance, treating tree bark with alkali reduces the thermal conductivity of composites to 0.045 W/mK as compared to 0.065 W/mK without any treatment.
Among the biobased materials, coir is one of the major agricultural residues generated and has been extensively used in horticulture, construction, composites, packaging, and other applications. Although coir has lower strength than most other lignocellulosic fibres, it’s extremely high elongation (up to 30%) and presence of high (30%) lignin content provides the stability and durability required for developing bio-based products (Suttie et al., 2017). Coir-based composites are known to reinforce well with thermoplastics, thermoset resins, cement, etc. Composites developed using coir are also known to possess better mechanical, thermal, and physical properties, as compared to other synthetic fibre-reinforced composites (Hasan et al., 2021a, b; Kochova et al., 2020). In addition, coir-based composites have also exhibited tensile strengths in the range of 24–84 MPa, and modulus between 0.5 and 9.1 GPa (Hasan et al., 2021a, b). Recent studies have shown that adding coir to gypsum not only makes it stronger and more stable, but it also makes it much better at insulating against heat and sound (Guna et al., 2021). Phenol formaldehyde and coir-based insulation panels having different lengths and densities of coir fibres had considerably higher thermal conductivities, between 0.046 and 0.062 W/mK. This was thought to be because of the way gypsum works and how well the binder and reinforcement stick together (Hasan et al., 2021a, b).
Although biobased materials offer substantial benefits when used as composites, several properties need to be improved in order to make them suitable for the desired applications. Adding fillers is a common approach to improve the properties of composites. In the past, various organic, and inorganic materials have been used as fillers for composites. For instance, chemically treated hemp hurds were used as low-cost fillers for natural fiber reinforced composites with poly(lactic acid) as the matrix. The addition of filler increased the tensile strength by up to 23% (Momeni et al., 2021). Similarly, the thermal resistance and flame-retardant properties of the composites showed a significant improvement and were able to meet the automotive and other safety regulations just with the addition of nanofillers, layered silicates, etc. (Rashid et al., 2021). The addition of natural fillers such as nettle fibres was also found to improve the ultraviolet resistance and resist thermo-oxidative degradation (aging) of the composites (Maslowski et al., 2021). In another study, biochar derived from wood and sewage sludge were used as fillers for poly(lactic acid) and BIOPLAST GS2189 composites. Addition of biochar was found to increase water sorption and rigidity and the composites were considered to be suitable for agricultural applications (Pudelko et al., 2021). Carbon made from vine shoots and wine pomace were found to improve the thermal, mechanical, and barrier properties of Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV)-based biocomposites (David et al., 2020; David et al., 2021). In a detailed study on the effect of fillers on the thermal and mechanical properties of composites, it was reported that organic fillers have few limitations compared to inorganic fillers and but chemical modifications or using hybrid fillers would be necessary to achieve the desired properties (Senthil et al., 2020). Using a different approach, biopolymers including cellulose, starch, and chitin were used as biofillers for natural rubber composites intended for medical food packaging, sensors, and other applications (Thomas et al., 2021). From the above studies, it is evident that both organic and inorganic fillers play a critical role in improving the properties and become an essential part of composite development. Despite considerable research and demonstration of the benefits of using various fillers, the quest for new fillers that can provide unique and distinct properties continues. One of the primary requirements for any filler is to be inexpensive and available in large quantities.
Coal is one of the most abundantly available natural resources, with about 1 trillion tons estimated to be currently available across the globe. Although considered non-renewable, coal is inexpensive, readily available, and has several unique properties and distinct applications. With high amounts of carbon, coal is used for the production of cement, carbon fibres, and foams, for heating homes and commercial establishments, for generating gases, electricity in thermal power plants, etc. (Gopinathan et al., 2022a, b; Pudelko et al., 2021). Considering the advantages of coal in terms of their ready availability, good specific heat capacity, thermal conductivity, and diffusivity, we hypothesize coal to be an ideal choice as a filler for composites. A few studies have shown that natural coal or charcoal can be used to make composites stronger. For instance, it has been demonstrated that the addition of 20% charcoal improved the resistance to UV-C degradation and mechanical properties (Delatorre et al., 2021). In another study, charcoal fines obtained by pyrolyzing Eucaluptus saligna trees were used as an additive for poly(lactic acid) composites. The addition of charcoal was found to improve the ultimate properties better than using carbon black, talc, and other additives (Arrigo et al., 2020). Although there are several studies on using charcoal, biobased carbon, and other additives, to the best of our knowledge, there are no studies on understanding the possibilities and contribution of using natural bituminous coal as an additive to composites. Due to its unique structure and properties, natural coal is expected to provide substantial benefits as an additive to composites.
In this work, natural bituminous coal up to 30% by weight was added as a filler to coir-reinforced polypropylene composites. The ratios of coir and polypropylene and the amounts of fillers were varied. The effect of filler on the mechanical properties, water sorption, thermal insulation, noise insulation, and flammability was investigated in detail and compared to commercially available gypsum-based insulation panels.
Materials and methods
Raw materials
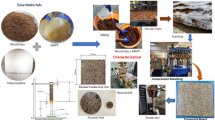
Coir fibres were procured from local vendors in Karnataka and polypropylene webs were purchased from KT International, Mumbai, India. The coal samples used in this study were collected from various stockpiles in the Jharia coalfield, Dhanbad, Jharkhand in accordance with IS: 436 (Part l), using a hand shovel/scoop, and 5–10 kg of bulk coal samples in the size range of 100–250 mm were collected. As per the standard procedure and approved protocols, great care was taken during the coal sample collection process to avoid any impurities or other substances associated with coal (Gopinathan et al., 2022c). The coal sample was thoroughly mixed to ensure that the test sample is homogeneous and complete in terms of sample mixing before sample reduction (Zhu et al., 2014). The collected samples were taken to a coal processing laboratory and were crushed both manually and using machines into coal grain particles with sizes of 12.5 mm and 3.35 mm using an Indian standard sieve. Particles less than 212 microns in size were taken to perform this research work. Jharia coalfield is one of Damodar Valley’s most important basins, due to its coking coal reserves. These are the primary sources of domestic coals used in India for metallurgical purposes. The Jharia Basin is approximately 19 km wide and 38 km long, covering an area of approximately 450 square kilometres (Zhu et al., 2014). Coal quality analyses were performed on the coal samples used in this study, and the results show that ash yields range from 35 to 40% on average. The moisture content of the coal samples ranged from 1 to 2%, the gross calorific value varied from 4000 to 5000 kcal/kg, and the percentage of total sulphur was found to be between 0.5 and 1%, putting it in the low sulphur coal category (Zhu et al., 2014).
Developing composites
Composites with coir fibre as reinforcements and PP as the matrix were prepared using 4 different reinforcements: matrix ratio (60/40, 70/30, 80/20, 90/10 w/w%). The density of the composites was maintained at 0.81 g/cm3 by altering the weight per unit area. The thickness was maintained at 5 mm using spacers. Four different variations (w/w/w%) were used to prepare the hybrid composites using both coir and coal as reinforcements i.e., coir/coal/PP ratios of (75/05/20, 70/10/20, 60/20/20 and 50/30/20). The thickness was fixed at 5 mm throughout. Composites were made by carefully weighing the reinforcement(s) and matrix according to the desired ratio and density. To ensure consistent mixing of coir fibre and coal, the coir fibre was carded many times. The carded components were carefully stacked in a sandwich-type prepreg between aluminium foils. Later, the prepregs were compression-moulded (Om Shakthi Hydraulics Pvt. Ltd, custom made 25-ton hydraulic press) at 170 °C for 120 s at 3000 PSI pressure. The platens were passed with cold running water after the pressing time. The manufactured composites were removed from the mould and stored for further characterisation once the temperature of the mould dropped below 50 °C. Table 1 contains the fabrication details of the composites. The average mass over a volume of three samples was used to calculate the experimental densities.
Characterization of the composites
The mechanical properties of the composites were investigated using ASTM standards D638-14 and D790-15 for tensile and flexural properties, respectively in a Universal Testing Machine (MTS Exceed, E43, USA). The preceding tests were carried out using appropriate load cells. The tensile sample measured 165 mm long and 19 mm wide at its widest point, whereas the flexural sample was divided into 203 mm 76 mm pieces. The tensile test used a crosshead speed of 10 mm/min, whereas the flexural tests were done at a speed of 20 mm/min. For each condition, at least 20 samples were evaluated, and the average values along with ± one standard deviation were reported. The flame retardancy of the composites was determined using the UL-94 standard. Samples were cut into 125 mm × 12.5 mm squares and placed vertically above a Bunsen burner for approximately 10 s before the ignition source was withdrawn and the sample was allowed to burn. The time it took for the flame to go out was recorded. To check for drippings, cotton sheets were placed beneath the sample. The flammability rating was calculated using the time to extinguish and leaking. To ensure uniformity of results, samples were tested in triplicate for each ratio. The thermal conductivity (JIS 1412-2 Standard) of the composites was measured using a comparative approach in an EKO Thermal conductometer. Three samples of 200 mm × 200 mm dimensions were examined in each circumstance, and the average value was given. On an impedance tube, the noise absorption characteristic was investigated in accordance with ISO 10534-2:1998 requirements (SW477, BSWA Technology Co. Ltd) (He et al., 2020; Al-Majali and Trembly, 2022). Morphology of the coal particles was observed in a FESEM (Carl Zeiss Model Supra 55) and that of the composites were observed in Hitachi VP SEM (Model SU3500) at a voltage of 20 kV. All samples were sputter coated with gold palladium before observation.
The results of at least three samples with diameters of 30 and 100 mm were recorded, and the coefficient of noise absorption was reported. The water absorption percentage of the composites was calculated using the ASTM D570-98 standards. To remove any moisture, samples were dried in a hot air oven at 105 °C for 3 h. The samples were weighed after which they were submerged in deionized water for up to 24 h. The samples were obtained every 5 min until 30 min to calculate the initial rate of absorption, and then, every fourth hour after that. The surface water droplets were carefully wiped away with a soft tissue, and the sample was reweighed. The weight difference was reported as the proportion of water absorbed by the sample.
Results and discussion
Morphology of the composites
The surface morphologies of the coal samples before using it as fillers and the composites (coir/PP/coal) were studied using SEM. The SEM images of the coal samples are shown in Fig. 1a, b. It is relatively simple to distinguish between the various morphologies that were found in the coal samples. The various morphologies observed in the SEM images are due to the presence of different inorganic molecules in the coal samples. When the coal was used as filler in the coal coir composites, the morphologies did not vary significantly (Fig. 1c, d) after subjecting to the compression and heat treatment. The binding of coal particles with coir/PP is clearly visible from the morphological images in Fig. 1. It is well-known that coir possesses a greater surface area; hence, the utilization of coal as a filler will result in an increase in the surface area, which will influence the sound absorption coefficient positively.

a and b FESEM images of coal samples; c and d cross-sectional images of coal–coir composites under different magnification
Mechanical properties without coal as filler
Tensile and flexural properties of the PP composites varied depending on the proportion of coir and PP. The highest tensile strength and modulus of the composites were obtained when the ratio of coir to PP was 60:40. Increasing the amount of coir from 60 to 70% decreased the strength by 20% and a marginal decrease in the modulus was also observed. However, nearly 40% decrease in the strength from 11.9 to 7.1 MPa and a 63% decrease in the modulus occurs when the coir content was increased to 80% (Fig. 2). Composites containing 90% coir had poor strength and stability due to the lack of adequate binding material. A similar phenomenon but at a different scale was observed for the changes in flexural properties (Fig. 3). A 33% decrease in the strength but a 7% increase in the modulus was observed when coir content was increased from 60 to 70%. Further, an increase in the coir content from 70 to 80% causes a substantial decrease in the strength and modulus by 33% and 32% respectively. The composites containing 90% coir had the lowest flexural strength (12.3 MPa) and modulus (1.2 GPa) as seen from Fig. 3. Increasing the amount of coir obviously results in lower amount of PP, which is the matrix necessary to bind the fibres together. As the binder content decreases, the compacting of the fibres and forces necessary to hold the fibres together reduce. Hence, both tensile and flexural properties decrease as the coir content increases and PP content decreases. However, decreasing the coir content to less 60% makes the composites contain high amounts (40%) of PP and decreases their biodegradability. Hence, we restricted the amount of PP to 40%. As the 60% and 70% coir containing composites exhibited similar properties, it may be prudent to use higher coir content to ensure good biodegradation and resistance to weathering conditions.

Tensile strength and modulus of the coir/PP composites at different proportions of coir and PP

Flexural strength and modulus of the coir/PP composites at different proportions of coir and PP
Effect of adding coal as filler into the composites
Coal up to 30% by weight was added into the coir–PP composites using two approaches. In the first method, 5–30% coal was added with a corresponding decrease in the amount of coir but maintaining the PP content at 20%. As seen from Table 2, the addition of coal leads to a progressive increase in the tensile strength and modulus. At 5% coal content, the tensile strength increased by 39% and modulus by 13%. The highest tensile strength and modulus were obtained at 20% coal and 60% coir when the strength was 11.9 MPa and the modulus was 209 MPa. Similar changes were also observed in the flexural properties with up to 55% increase in the flexural strength and 34% increase in the modulus when 10% coal was included. However, the presence of excess coal (30%) did not show any major improvement in both tensile and flexural properties as compared to the composites without any coal. Addition of coal as filler covers the open pores and spaces between the coir fibres and between the coir and matrix as observed in the SEM images leading to an increased ability of the composites to bear the load. Hence, the tensile and flexural properties increase. The coal containing composites showed a higher increase in the tensile strength (66%) as compared to the flexural strength (55%), suggesting that coal was able to resist lateral pulling than bending. However, the flexural modulus showed an increase by 84%, but the tensile modulus increased only by 34% due to the addition of coal.
Fillers have been extensively used to improve the performance properties of composites. Typically, fillers provide bonding strength, improve interaction between matrix and reinforcement and reduce the moisture absorption leading to enhanced properties. However, the extent of improvement in the properties highly depends on the type, size, shape and proportion of the filler in the composites. However, excess fillers disrupt the continuity between the matrix and the reinforcement and hence, adversely affect the properties (Kiran, et al., 2018; Najagi and Khademi-Eslam, 2011; Eterigho-Ikelegbe et al., 2021). Coal has been extensively used to reinforce polymeric composites to improve mechanical, electrical, acoustic, thermal, water resistance and other properties (Al-Malaji et al., 2019). The extent of improvement in properties of coal containing composites depends on the type, properties, amount and extent of physical and chemical interactions between coal, the reinforcement material and the matrix (Ramazanova et al., 2018). The addition of compatibilizers helps in improving the interaction between coal and the composite material, so as to obtain better properties.
Effect of coal on the thermal conductivity of composites
Addition of up to 30% coal showed only a marginal decrease in the thermal conductivity of the composites as seen from Table 3. Without coal, the conductivity was 0.075 W/mK which decreased to 0.061 W/mK (about 20% decrease) when 30% coal was added. The inherent thermal conductivity of coal varies from 0.272 to 0.316 W/mK, which is considerably higher than that of the coir or PP (Amares et al., 2017). Hence, any improvement in the thermal conductivity of the composites should be due to the reduction in the porosity and an increase in the density of the composites. Although no significant improvement in thermal conductivity was observed due to the addition of coal, the overall conductivity of the composites is < 0.1 W/mK which is the standard specified for gypsum-based insulation panels that are extensively used for construction applications.
Influence of coal on the sound absorption properties of the composites
Coal containing composites showed enhanced acoustic absorption with 10% coal providing the highest sound absorption co-efficient. Without any coal, the coir–PP composites showed two absorption peaks at two different frequency ranges, one between 2200 and 3000 Hz and the other between 3700 and 5500 Hz. When 10% coal was included as additive, the entire absorption range shifts and the magnitude of absorption also increases up to 0.375. A further shift in absorption peak to 5500 Hz occurs when 20% coal is present but the absorption coefficient decreased to 0.35 compared to 0.39 at 10% coal content (Fig. 4). The sound absorption decreased to 0.25 when the coal content was increased to 30%. The coal used in this study was brought down to a particle size of about 3.35 mm from 12.5 mm, which enabled it to penetrate between the coir fibres and reduce the porosity. However, the density of the composites and the interaction between the matrix and the reinforcement increased providing paths for the noise to be absorbed or dissipated within the composite leading to an enhanced sound insulation. The sound absorption of composites depends not only on the inherent properties of the reinforcement, matrix and additives used but also on the structure of the composites and specific frequency. For instance, the plywood panels showed sound absorption coefficients between 0.28 and 0.09 depending on the frequency with no direct relationship between the frequency and absorption (He et al., 2020). The sound waves that are incident on fibres get attenuated into heat which then gets transferred through the lumen and air spaces between the fibres (Ramazanova et al., 2018). The density of the composites was found to affect the absorption with increasing density leading to decrease in the sorption. It has been reported that larger surface area leads to more energy loss due to high friction loss, which causes the incident sound waves to be converted into heat energy and decrease in the absorption (Amares et al., 2017). Pores size and overall porosity were affected by the frequency with the wavelength becoming shorter at higher frequencies. For example, the sound absorption coefficient between 0.11 and 0.99 (200–2000 Hz) was achieved by controlling the pore size between 100 and 2000 µm in microporous ceramics intended for noise insulation applications (Amares et al., 2017).

Sound absorption coefficient of coal composites with different proportion of coir/coal/PP in the frequency range (0–6300 Hz)
Flammability of composites
A marginal improvement in the resistance to flammability was observed due to the addition of coal. Without coal, the coir–PP composites had UL-94 rating of V1 which is one rating lower than the most flame-resistant materials (V0) (Table 4). Addition of 10% coal did not show any improvement in its rating but the Limited Oxygen Index (LOI) increased from 24 to 25. Further, an increase in the coal content to 30% provided the same level of LOI (25), but improved the flame resistance rating to V0. Coal is inherently flammable and hence, is not expected to improve the flame resistance of the composites. The marginal improvement observed could be due to the physical changes such as increase in density, reduction in porosity and pore size of the composites. A recent study has reported that the addition of coal into high density polyethylene decreased the burning rate by 28% and up to 59% reduction was observed in the total heat release. It was suggested that coal has the potential to act as a foaming agent and decrease the flammability (He et al., 2020; Rahman et al., 2017a, b).
Changes in water absorption of composites
High water absorption and susceptibility to moisture are one of the major limitations of gypsum-based materials. Coir is also inherently hydrophilic and absorbs considerable amounts of moisture. As seen from Fig. 5, the amount of water sorbed increased with an increase in time for all the composites and reaches a saturation in about 12 h. However, sorption of composites containing 10 and 30% coal showed lower water sorption compared to those without coal. Coal is inherently hydrophobic and hence, the addition of coal decreased the moisture absorption. The most optimum level of coal should be selected based on the moisture resistance and other properties desired.

Effect of adding coal at 10 and 30% on the water absorption of the coal–PP composites
Conclusions
Natural coal as filler for coir-reinforced composites provided an excellent improvement in strength, noise absorption and resistance to moisture. Good improvements were also seen in the acoustic and thermal resistance. With easy availability, low cost and without any need for chemical modifications, coal can be added as a filler without affecting any other properties. Further enhancement in the properties may also be possible by using compatibilizers and other additives. With a flexural strength of 34 MPa and modulus of 1.9 GPa, the properties of coal filled composites are considerably high compared to gypsum-based boards. At 30% filler content, the composites had a flame resistance rating of V0 and LOI of 25 which was better than that of only coir and PP. In general, coal provides an opportunity to develop bio-based composites with high coir content and properties exceeding that of composites made from other biobased materials.
Data availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
Arrigo, R., Bartoli, M., & Malucelli, G. (2020). Poly (lactic acid)–biochar biocomposites: Effect of processing and filler content on rheological, thermal, and mechanical properties. Polymers, 12(4), 892. https://doi.org/10.3390/polym12040892
Al-Majali, Y. T., & Trembly, J. P. (2022). Flammability and thermal stability of thermoplastic-based composites filled with natural carbon. Journal of Fire Sciences, 40(3), 175–193. https://doi.org/10.1177/0734904122108292
Al-Majali, Y. A., Chirume, C. T., Marcum, E. P., Daramola, D. A., Kappagantula, K. S., & Trembly, J. P. (2019). Coal-filler-based thermoplastic composites as construction materials: A new sustainable end-use application. ACS Sustainable Chemistry & Engineering, 7(19), 16870–16878. https://doi.org/10.1021/acssuschemeng.9b04453
Amares, S., Sujatmika, E., Hong, T.W., Durairaj, R., & Hamid, H.S.H.B. (2017). A review: characteristics of noise absorption material. In Journal of Physics: Conference Series (Vol. 908, No. 1, p. 012005). IOP Publishing. https://doi.org/10.1088/1742-6596/908/1/012005
Barbieri, V., Gualtieri, M. L., & Siligardi, C. (2020). Wheat husk: A renewable resource for bio-based building materials. Construction and Building Materials, 251, 118909. https://doi.org/10.1016/j.conbuildmat.2020.118909
Bovo, M., Giani, N., Barbaresi, A., Mazzocchetti, L., Barbaresi, L., Giorgini, L., & Tassinari, P. (2022). Contribution to thermal and acoustic characterization of corn cob for bio-based building insulation applications. Energy and Buildings, 262, 111994. https://doi.org/10.1016/j.enbuild.2022.111994
Bumanis, G., Vitola, L., Pundiene, I., Sinka, M., & Bajare, D. (2020). Gypsum, geopolymers, and starch—Alternative binders for bio-based building materials: A review and life-cycle assessment. Sustainability, 12(14), 5666. https://doi.org/10.3390/su12145666
Busquets-Ferrer, M., Czabany, I., Vay, O., Gindl-Altmutter, W., & Hansmann, C. (2021). Alkali-extracted tree bark for efficient bio-based thermal insulation. Construction and Building Materials, 271, 121577. https://doi.org/10.1016/j.conbuildmat.2020.121577
David, G., Vannini, M., Sisti, L., Marchese, P., Celli, A., Gontard, N., & Angellier-Coussy, H. (2020). Eco-conversion of two winery lignocellulosic wastes into fillers for biocomposites: Vine shoots and wine pomaces. Polymers, 12(7), 1530–1547. https://doi.org/10.3390/polym12071530
David, G., Croxatto, G., Joshua, S., Nilsson, A. E., Helias, A., Gontard, N., & Angellier-Coussy, H. (2021). Using life cycle assessment to quantify the environmental benefit of upcycling vine shoots as fillers in biocomposite packaging materials. The International Journal of Life Cycle Assessment, 26(4), 738–752. https://doi.org/10.1007/s11367-020-01824-7
Delatorre, F. M., Pereira, A. K. S., da Silva, Á. M., de Souza, E. C., Oliveira, M. P., Profeti, D., Dias Júnior, A. F. (2021). The Addition of Charcoal Fines Can Increase the Photodegradation Resistance of Polymeric Biocomposites. Environmental Sciences Proceedings, 13(1), 8. https://doi.org/10.3390/IECF2021-10812
Eterigho-Ikelegbe, O., Yoro, K. O., & Bada, S. (2021). Coal as a filler in polymer composites: A review. Resources, Conservation and Recycling, 174, 105756. https://doi.org/10.1016/j.resconrec.2021.105756
Gopinathan, P., Jha, M., Singh, A. K., Mahato, A., Subramani, T., Singh, P. K., & Singh, V. (2022). Geochemical characteristics, origin and forms of sulphur distribution in the Talcher coalfield India. Fuel, 316, 123376. https://doi.org/10.1016/j.fuel.2022.123376
Gopinathan, P., Singh, A. K., Singh, P. K., & Jha, M. (2022). Sulphur in Jharia and Raniganj coalfields: Chemical fractionation and its environmental implications. Environmental Research, 204, 112382. https://doi.org/10.1016/j.envres.2021.112382
Gopinathan, P., Santosh, M. S., Dileepkumar, V. G., Subramani, T., Roopa Reddy, R. E., & Masto, S. M. (2022). Geochemical, mineralogical and toxicological characteristics of coal fly ash and its environmental impacts. Chemosphere, 307, 135710. https://doi.org/10.1016/j.chemosphere.2022.135710
Guna, V., Yadav, C., Maithri, B. R., Ilangovan, M., Touchaleaume, F., Saulnier, B., & Reddy, N. (2021). Wool and coir fiber reinforced gypsum ceiling tiles with enhanced stability and acoustic and thermal resistance. Journal of Building Engineering, 41, 102433. https://doi.org/10.1016/j.jobe.2021.102433
Hasan, K. F., Horváth, P. G., Bak, M., & Alpár, T. (2021a). A state-of-the-art review on coir fiber-reinforced biocomposites. RSC Advances, 11(18), 10548–10571. https://doi.org/10.1039/D1RA00231G
Hasan, K. M., Horváth, P. G., Kóczán, Z., Le, D. H. A., Bak, M., Bejó, L., & Alpár, T. (2021b). Novel insulation panels development from multilayered coir short and long fiber reinforced phenol formaldehyde polymeric biocomposites. Journal of Polymer Research, 28(12), 1–16. https://doi.org/10.1007/s10965-021-02818-1
He, C., Du, B., Qian, J., Wang, X., Luo, B., & Shui, A. (2020). Synthesis of macroporous ceramic with enhanced sound absorption capability in low and medium frequency. Ceramics International, 46(11), 17917–17922. https://doi.org/10.1016/j.ceramint.2020.04.100
Jones, D. (2017). Introduction to the performance of bio-based building materials. Performance of Bio-based Building Materials (pp. 1–19). Woodhead Publishing. https://doi.org/10.1016/B978-0-08-100982-6.00001-X
Kiran, M. D., Govindaraju, H. K., Jayaraju, T., & Kumar, N. (2018). Effect of fillers on mechanical properties of polymer matrix composites. Materials Today: Proceedings, 5(10), 22421–22424. https://doi.org/10.1016/j.matpr.2018.06.611
Kochova, K., Gauvin, F., Schollbach, K., & Brouwers, H. J. H. (2020). Using alternative waste coir fibres as a reinforcement in cement-fibre composites. Construction and Building Materials, 231, 117121. https://doi.org/10.1016/j.conbuildmat.2019.117121
Masłowski, M., Aleksieiev, A., Miedzianowska, J., & Strzelec, K. (2021). Common nettle (Urtica dioica L.) as an active filler of natural rubber biocomposites. Materials, 14(7), 1616. https://doi.org/10.3390/ma14071616
Momeni, S., Safder, M., Khondoker, M. A. H., & Elias, A. L. (2021). Valorization of hemp hurds as bio-sourced additives in PLA-based biocomposites. Polymers, 13(21), 3786. https://doi.org/10.3390/polym13213786
Najafi, A., & Khademi-Eslam, H. (2011). Lignocellulosic filler/recycled HDPE composites: Effect of filler type on physical and flexural properties. BioResources, 6(3), 2411–2424.
Pudełko, A., Postawa, P., Stachowiak, T., Malińska, K., & Dróżdż, D. (2021). Waste derived biochar as an alternative filler in biocomposites—Mechanical, thermal and morphological properties of biochar added biocomposites. Journal of Cleaner Production, 278(1), 123850–123866. https://doi.org/10.1016/j.jclepro.2020.123850
Rahman, F. A., Aziz, M. M. A., Saidur, R., Bakar, W. A. W. A., Hainin, M. R., Putrajaya, R., & Hassan, N. A. (2017). Pollution to solution: Capture and sequestration of carbon dioxide (CO2) and its utilization as a renewable energy source for a sustainable future. Renewable and Sustainable Energy Reviews, 71, 112–126. https://doi.org/10.1016/j.rser.2017.01.011
Ramazanova, A. E., Abdulagatov, I. M., & Ranjith, P. G. (2018). Temperature effect on the thermal conductivity of black coal. Journal of Chemical & Engineering Data, 63(5), 1534–1545. https://doi.org/10.1021/acs.jced.7b01079
Rashid, M., Chetehouna, K., Cablé, A., & Gascoin, N. (2021). Analysing flammability characteristics of green biocomposites: An overview. Fire Technology, 57(1), 31–67. https://doi.org/10.1007/s10694-020-01001-0
Sinka, M., Korjakins, A., Bajare, D., Zimele, Z., & Sahmenko, G. (2018). Bio-based construction panels for low carbon development. Energy Procedia, 147, 220–226. https://doi.org/10.1016/j.egypro.2018.07.063
Senthil Muthu Kumar, T., Senthilkumar, K., Chandrasekar, M., Subramaniam, S., Mavinkere Rangappa, S., Siengchin, S., & Rajini, N. (2020). Influence of fillers on the thermal and mechanical properties of biocomposites: An overview. In A. Khan, S. M. Rangappa, S. Siengchin, & A. M. Asiri (Eds.), Biofibers and Biopolymers for Biocomposites: Synthesis, Characterization and Properties (pp. 111–133). Cham: Springer. https://doi.org/10.1007/978-3-030-40301-0_5
Suttie, E., Hill, C., Sandin, G., Kutnar, A., Ganne-Chédeville, C., Lowres, F., & Dias, A. C. (2017). Environmental assessment of bio-based building materials. Performance of Bio-based Building Materials (pp. 547–591). Woodhead Publishing. https://doi.org/10.1016/B978-0-08-100982-6.00009-4
Thomas, S. K., Parameswaranpillai, J., Krishnasamy, S., Begum, P. M. S., Nandi, D., Siengchin, S., George, J. J., Hameed, N., Salim, N. V., & Sienkiewicz, N. (2021). A comprehensive review on cellulose, chitin, and starch as fillers in natural rubber biocomposites. Carbohydrate Polymer Technologies and Applications, 2(12), 100095–100112.
Zhu, X., Kim, B. J., Wang, Q., & Wu, Q. (2014). Recent advances in the sound insulation properties of bio-based materials. BioResources, 9(1), 1764–1786.
Acknowledgements
MSS and P.G. and MK sincerely thank the Director, CSIR-Central Institute of Mining and Fuel Research (CSIR-CIMFR), Dhanbad for the support provided in the form of in-house project funding. The authors also thank the Center for Incubation Innovation Research and Consultancy (CIIRC), Bangalore for their support in carrying out this study.
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
MSS and NR contributed to conceptualization, writing, reviewing, editing, supervisor, review and editing of manuscript, SP, PG and VG contributed to data curation, writing original draft preparation, visualisation, VGD, MK and NR contributed to writing original draft preparation, visualisation, review and editing of manuscript.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent to publish:
Not applicable
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Santosh, M.S., Purushotham, S., Gopinathan, P. et al. Natural sub-bituminous coal as filler enhances mechanical, insulation and flame retardant properties of coir–polypropylene bio-composites. Environ Geochem Health 45, 6955–6965 (2023). https://doi.org/10.1007/s10653-023-01489-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10653-023-01489-9