
Abstract
Bast natural fibers have gained importance in the recent years mainly due to their ecofriendliness and their potential availability as raw materials for textile industries. In the present study extraction and characterization of fibers from the stem of Ethiopian indigenous castor oil plant is conducted for possible utilization in textile and related industrial applications. Among the different fiber extraction methods chemical retting using aqueous alkaline media (NaOH) is used for the extraction of the bast fiber. In this study the extraction was carried out by setting appropriate retting conditions of concentration of alkali, temperature and time. The extracted fibers for experimental analysis under the combined conditions were tested for chemical composition, gross morphology, mechanical and thermal properties. The analysis on chemical composition revealed that the castor oil bast [COB] fiber is composed of 64.5–67.3% cellulose, 16.4–21.5% hemicellulose, 15.8–17.2% lignin, 0.3–0.9% extractive with 4.9–5.3% ash content. FTIR spectra of the extracted fibers also confirmed the presence of cellulose, hemicellulose, lignin and extractives. Analysis on dimensional characteristics of the fiber showed that the extracted fiber has a diameter of 14.2–30.8 µm and fineness of 4.5–13.5 tex with fiber length ranging from 1.3 to 10 cm; the moisture content and moisture regain of the fiber are 7.0–9% and 8.1–10% respectively. Tests on mechanical properties of the extracted COB fiber show a tensile strength of 250–700 MPa with tenacity in the range of 57.80–86.89 cN/tex, elongation of 1.2–5% and elastic modulus of 2114.55–2625.44 cN/tex. TGA results for thermal property analysis indicated that the COB fiber has very good thermal stability with a thermal decomposition temperature in the range of 386.5–498.9 °C. The reasonably high cellulose content, good dimensional and moisture characteristics of COB fiber and its very good mechanical and thermal properties in comparison with conventional natural fibers such as jute, flax, hemp and cotton indicate the possibility for versatile conventional and non-conventional applications of COB fiber such as in textiles and in fiber reinforced composites.
Graphic abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Castor-oil plant (Ricinus communis), also called castor bean is large plant of the spurge family (Euphorbiaceae), grown commercially for the pharmaceutical and industrial uses of its oil and for use in landscaping (Gómez et al. 2016; Salihu et al. 2014b). The castor plant is a robust annual that may grow 6–15 feet (2–5 m) in one season with full sunlight and adequate moisture. In areas with mild, frost-free winters it may live for many years and become quite woody and tree-like. There are several cultivated varieties with strikingly different foliage colorations, including black-purplish, dark red-metallic, bronze-green, maroon, bright green with white veins, and just plain green (Salihu et al. 2014a). The evolution of castor and its relation to other species are currently being studied using modern genetic tools (Altaher 2014). Most commonly castor oil is a colorless to very pale yellow liquid with a distinct taste and odor. Its boiling point is 313 °C (595 °F) and its density is 0.961 g/cm3 (Co 2003). It is a triglyceride in which approximately 90% of fatty acid chains are ricinoleates.
Castor plants are very common along stream banks, river beds, wetlands, and just about any hot area where the soil is well drained and with sufficient nutrients and moisture to sustain the vigorous growth (Salihu et al. 2014b; Anwar 2014). Ethiopia is a land of diversified plants origins and castor plant is amongst the native plants to the Ethiopian region of tropical East Africa and it grows naturally and abundantly in the highlands (Alemaw et al. 2014) and some lowland rural areas of southern parts of Ethiopia. In Ethiopia castor seed oil is used for medicine, hair treatment, and natural moisturizer and also it is important for smoothing the pan during cultural pancake (injera) preparation which reduces cracking of pancake/injera. So far, its use as a fiber source for textile and related industry application has not been reported yet.
Natural vegetable fibers are made up of cellulose as the structural skeleton of plants which provide strength and reinforcement to the stems or leaf. Bast fibers are the natural fibers embedded in the stems of different plants. There are different extraction methods for bast fibers. The selection is based on the sensitivity of the plant components for damage and quantity of fibrous material extracted. Among the major natural fiber extraction methods are dew and water retting, alkali extraction and mechanical extraction using scraping devises. From yield point of view, most of the extraction procedures utilized are natural retting techniques.
Castor oil fiber is extracted as a bast fiber from the stem of castor oil plant. Bast fibers besides cellulose also contain non-cellulose matter such as pectin, lignin, and hemicellulose with minor content of extractives. When the stem of a bast plant is examined microscopically it is easy to determine three layers, the first is a very thin layer of epidermis and the second is the layer of fiber surrounded by the phloem of the plant, and the last is the xylem or core (Fig. 1). The epidermis is the skin of the plant, the phloem carries organic nutrients made during photosynthesis to the plant, and the core and xylem carries water and other nutrients from the soil to the plant In bast plants the fiber that is used is the phloem layer (Chen et al. 2014; Hernandez et al. 2007). The bast portion is processed through different types of extraction procedures like retting, peeling, breaking, scotching for obtaining the required fiber (Bakar et al. 2018).

Dissection of bast plant stem and its fiber (Koiel 2011)
Applications such as in construction, textile, paper and car interiors are among the versatile utilizations of bast fibers. Natural fibers have contributed more in partial replacement of synthetic and petrochemical materials in many applications. Castor oil plant can be utilized for generation of bast fibers for similar property range and end uses as the current conventional bast fibers. The scientific literature on castor has been generated by a relatively small global community of researchers over the past century (Severino et al. 2012).
Castor oil is increasingly becoming an important bio-based raw material for industrial applications. Despite this huge potential, very little has recently been reviewed on the use of castor oil as a bio-resource in the production of functional materials. Current research works on the plant besides its vast application as edible oil include the application of the plant fiber in synthetic based composites. Relevant studies showed the possibility of utilization of castor oil plant fiber in polypropylene based composites. Promising future is predicted based on its availability and physicochemical characteristics (Mubofu 2016; Vinayaka et al. 2017; Chain 2019).
The future perspective of the castor oil bast fibers can be actively engineered for natural biopolymer, biocomposite, resin-free active biomedical using traditional breeding system, textile clothing and agricultural applications. The aim of this study is using castor oil bast fiber as a source of natural cellulosic fibers. Fibers have been extracted from castor stems and the chemical composition, structure, and properties of the fibers have been studied in comparison to properties of other natural bast fibers.
Materials and methods
Materials
Castor plants for extraction of bast fibers were collected from areas around Lake Tana found at Bahir Dar in Amhara Regional State, Ethiopia. The outer layer parts called rind of the stems were peeled by hand and made ready for fiber extraction. The chemicals used for fiber extraction via chemical retting method were caustic soda, wetting agent and acetone. All the chemicals were obtained from EiTEX (Ethiopian Institute of Textile and Fashion Technology) research laboratory of Bahir Dar University.
Experimental methods
Extraction of bast fiber from native castor oil stem
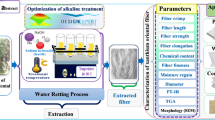
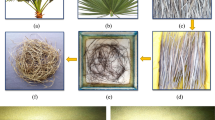
The overall extraction scheme used in this study is shown in Fig. 2. The outer layers were manually peeled by hand from the castor oil plant bark and made ready for extraction. The extraction was carried out by immersing the outer layers in 10% (w/w) aqueous sodium hydroxide solution with a bark to liquid ratio of 1:20 (w/w) at 90 °C on a temperature controlled hot plate for 30–45 min (Vinayaka et al. 2017). After heating, the liquor was decanted and treated barks were thoroughly washed to remove dissolved substances. In addition wetting agent was used to increase surface penetration of alkali into the gummy parts of the bark to fasten the extraction process. Detergents were used for thorough rinsing of the extracted fiber to remove damaged gummy substances and other particles present on the fiber surface. Extracted fibers were dipped in 15% acetic acid solution for 10 min to neutralize the alkali and dried for analysis of different fiber properties. In general for analysis of the COB fiber ten samples were randomly taken from different parts and the gross morphology and properties of fibers were analyzed and the obtained results reported by ranging between the lowest and highest values.

Castor oil bast fiber extraction scheme
Chemical composition analysis
The chemical composition analysis was carried out to determine the lignocelluloslic composition of the extracted fiber in terms of cellulose, hemicellulose, lignin, ash, and extractive content of the fibers. This was done using the gravimetric method (Kale et al. 2018) as detailed in the present study.
-
1.
Determination of extractives content
The extractive content of the COB fiber was determined by using acetone at boiling point for 4hours in a Soxhlet extraction setup. As per the standard three grams of COB fibers were prepared and added into 250 ml of acetone where extraction was carried out and the fibers were dried in an oven at 105 °C. The percent extractive was calculated by the equation [Eq. (1)] as per the standard (Kale et al. 2018).
$$Extractive\,content \left(\%\right)=\frac{Extracted\,fiber-Original\,fiber}{Extracted\,fiber}*100$$(1) -
2.
Determination of hemicellulose content
Hemicellulose content was estimated by boiling 2 g of COB fibers in 40gm/L NaOH for 3 h. The treated fibers were washed and neutralized followed by drying to obtain the weight loss, which was expected to be hemicellulose. The percentage (w/w) of loss in weight to the original 2gr of extracted fiber was determined, which represents the hemicellulose content (Adeeyo et al. 2015).
-
3.
Determination of lignin content
Lignin content (%) was determined according to the Polish Standard BN-86/7501-11. The lignin content was measured by dissolving cellulose, hemicellulose and pectin with a mixture of concentrated sulfuric acid and orthophosphoric acids, followed by draining off the remaining insoluble lignin (Konczewicz et al. 2018).
-
4.
Determination of cellulose content
Cellulose content (%) in COB fiber was measured according to the Polish Standard no. PN-92/50092. The cellulose content was measured by dissolving lignins and other substances present in the fiber with a mixture of acetyl acetone and dioxane, acidified with hydrochloric acid and by measuring the weight of the residues (Konczewicz et al. 2018).
-
5.
Determination of ash content
Ash content was determined according to ASTM D 2866-89. 2 g of sample was weighed into the crucible and its weight was recorded. It was transferred to a muffle furnace maintaining a temperature of 650 °C for 4 h. The crucible and ash were cooled and the weight was recorded. The result was expressed as percentage of the weight of ash using the standard formula [Eq. (2)].
$$\mathrm{Ash content }\left(\mathrm{\%}\right)=\left[\frac{\mathrm{D}-\mathrm{B}}{\mathrm{C}-\mathrm{B}}*100\right]$$(2)where B = Weight of crucible, g; C = Weight of crucible plus original sample, g, and D = Weight of crucible plus ashed sample, g.
Characterization of gross morphology of bast fiber from native castor oil plant
-
1.
Microscopic characterization and fiber diameter
The diameter of the fiber was determined using Lieca Biological microscope (Model DM100 LED) which is connected with a computer aided camera to capture its surface morphology as per ISO 137:2015 standard. Ten samples of single fiber were taken and the surface area of the fiber crossection was measured for the average fiber diameter. During microscopic test images of longitudinal views and cross-sections of COB fiber were made with the Leica Microscope. Both for the longitudinal views and cross-sections, the magnifications of 100× were selected.
-
2.
Fiber length and fineness
The method of fiber length measurement used in this study was the hand stapling method. Classer based selection of the COB fibers and preparation of the fibers by hand doubling and drawing was done to give a fairly well straightened tuft of about a half inch wide. These were laid on flat background and the staple length is measured. The shorter fibers were lying in body of the tuft and extreme ends or tips would not be the limits used for the measurement of staple length and discarded. The fiber fineness was determined according to ASTM D-1577:07 test standard. It was done by single fiber weighing method for calculation the fineness in terms of direct count system [Eq. (3)].
$$\mathrm{Linear density }(\mathrm{tex})=\frac{\mathrm{Mass }(\mathrm{g})}{1000\mathrm{m}}$$(3) -
3.
Moisture characteristics
The moisture characteristics of the fibers was analyzed both based on moisture content and moisture regain according to ASTM standard test method 2654 [ETADRY]. The COB fibers were conditioned in a standard testing atmosphere of 20 °C and 65% relative humidity for 24 h before actual testing. Five replications were done for the moisture content [Eq. (4a)] and moisture regain [Eq. (4b)] measurements and the average and ± one standard deviations were reported.
$$\mathrm{Moisture content }\left(\mathrm{MC }(\mathrm{\%}\right))=\frac{\mathrm{W}1-\mathrm{W}2}{\mathrm{W}1}*100$$(4a)$$\mathrm{Moisture regain }(\mathrm{MR }(\mathrm{\%}))=\frac{\mathrm{W}1-\mathrm{W}2}{\mathrm{W}2}100$$(4b)where W1 is Original weight of the sample and W2 Oven dry weight of the sample.
Physical characterization of bast fiber from native castor oil stem
-
1.
FTIR analysis of COB fiber
The FTIR test [Perkin Elmer] was done to confirm the organic and inorganic components of the COB fiber and its chemical composition. IR spectra of the samples were recorded using the Perkin Elmer FTIR instrument in the frequency range 4000–500 cm−1 using 20 scans and recorded in the transmittance mode as a function of wave number (Jung et al. 2018). The test is done based on the international test standard method of ASTM D 7575.
-
2.
Testing of tensile properties of COB fiber
Fiber strings were first made finer by hand manipulation and tensile strength (MPa), breaking tenacity of the fibers (cN/tex), elastic modulus (cN/tex), work of rupture and elongation at break of the fibers (%) were determined by using single fiber strength testing machine [FAVIMAT]. These mechanical properties were measured according to standard SFS-EN ISO 5079(E) (ISO 5079, 1995) in the conditioned state with a gauge length of 20 mm. A constant rate of extension (CRE) of 20 mm min−1 was used to stretch the fibers to rupture.
-
3.
Thermal characterization of COB fiber
To analyze the thermal stability of COB fiber Thermo-gravimetric (TG) technique was used. Tests were carried out using TGA 4000 model [Perkin Elmer]. Measurements were conducted from ambient temperature to 500 °C at a heating rate of 20 °C/min in a nitrogen atmosphere. Samples weights were approximately 2.5 g (Coats and Redfern 1963; Morgan et al. 1984; Gebino and Muhammed 2018). To verify the accuracy of the results, two sample runs were performed under same experimental conditions.
Result and discussion
Chemical composition of COB fiber
Generally the composition of extracted fibers is dependent on the raw material and the extraction conditions used during fiber extraction as well as the geographic location where the plants were grown. In the current study comparative analysis was made on experimental results of chemical composition of COB fiber with selected natural fibers (Table 1). COB fiber has lower cellulose content than cotton and flax but relatively in a similar range with jute. The hemicellulose content of COB fiber is nearly similar with the bast fibers such as flax and jute and far from cotton as expected for most of the bast fibers. Compared to flax and jute COB fiber has moderate hemicellulose contents. COB fiber has a relatively high amount of lignin compared with the lignocelluloslic jute and flax fibers and this differentiates its entire morphology and properties. The higher lignin content of COB fiber also provides important advantages as it has hygroscopicity for enhancing water holding capacity. This is because in its complex chemical structure lignin has large number of amorphous regions and allied hygroscopicity (Pejic et al. 2008). In addition higher ash content of COB fiber than the mentioned comparative natural fibers (Table 1) reveal its suitability in application such as for composites with fiber and polymers.
In the current study relatively mild condition of retting (10% NaOH) is used as compared with those utilized in retting of conventional bast fibers such as jute and flax in which the extraction requires a relatively higher concentration of alkali up to 25%. Treatment with alkali for a prolonged time and at relatively higher concentration will hydrolyze the cellulose and will decrease the yield and mechanical properties of the fiber (García-García et al. 2018). In case of flax the concentration limited to 2–10% at shorter treatment time showed better mechanical properties (Alix et al. 2008). The COB fiber in this study is extracted at lower concentration of alkali with moderately higher cellulose content and it is not recommended to go beyond this concentration as it could have impact on degradation of crude cellulose and decrease the ultimate yield. This also elucidates the sensitivity of the castor oil stems that limits to conduct the chemical retting under relatively mild conditions.
Morphology of COB fiber
The morphological characteristics of COB fiber were studied based on fiber diameter along with views from longitudinal and crossectional perspective, fiber length, fiber fineness and moisture content. All these play an important role in determining the mechanical properties of the fiber and its ultimate intended end use. Table 2 summarizes results for gross morphological characteristics of COB fiber.
Microscopic view and diameter of COB fiber
The recorded diameter of COB fiber ranges from 14.2 to 30.8 μm after removal of most of the impurities by the alkali treatment. Based on diametric range analysis the COB fiber has high ultimate diameter than jute fiber with ultimate diameter of 10–25 μm and by far higher than that of cotton fiber with 4–6 μm diameter which ensure better coarser fiber application route for COB than jute like in high performance industrial end uses (Ray and Datta 2004). The fiber diameter depends on the maturity of castor oil plant stem with realization of relatively higher fiber diameter with increase in the maturity level. Furthermore the diameter as revealed by the fiber crossection may not be constant along the same fiber as similar circumstance in bast and other classes of natural fibers.
The microscopic view from longitudinal perspective showed the presence of minor impurities as clearly seen on longitudinal view of the fiber surface (Fig. 3a). Where there is absence of impurity it is observed by a smoother fiber surface with round crossection. The cross-sectional view of the COB fiber (Fig. 3b) shows the fiber has central cavity or lumen similar to cotton but with high degree of flatness. On the other hand the hollow pore diameters are visible on the cross-sectional view of the COB fiber. The presence of lumen can be useful as a potential material for chemical absorbent and thermal insulator via capillary action and wicking. Furthermore ring-like structure is clearly seen at intervals which could resemble to the convolutions in cotton fibers. Convolutions are responsible for the arrangement of the cellulose crystals along the fiber axis and influence the tenacity, elongation and other fiber properties. Additional observation from the microscopic view is the dark region of the fiber representing the cellulose, while the bright-gray portions representing the lignin components throughout the fiber.

Longitudinal and cross-sectional views of COB fiber
Fiber length and fineness of COB fiber
Fiber length is an important parameter in the manufacture of products for diversified applications. The result of classer based random fiber sample length measurement using metric scales is reported in the current study for the extracted fibers. The average lengths of COB fiber based on alkali extraction procedure adopted in the current study ranges from 1.3 to 10 cm and the length is expected to depend on the raw material used and extraction conditions adopted. The maximum length of COB fiber is higher than jute (0.8–6 mm) and cotton (15–35 mm) and its average length is comparable to flax fiber average length which is around 50 cm (Rihouey et al. 2017). This makes COB fiber better than the conventional bast fibers and similar to cotton in spinneability terms due to its higher length to breadth ratio and matching suitability as a reinforcing material in applications which require natural fiber reinforced composites.
Fiber fineness is also an important parameter in property determination and affects both the mechanical property and irregularity of fibers. The linear density as a measure of fineness used for the COB fiber was found to be 4.5–13.5 tex (Table 2). Fiber fineness describes the positive relationship between the fiber’s surface area and the substances blended with the fibers such as polymers (Sadrmanesh and Chen 2019) and it is an indicator of interfacial bond strength in composite materials. The COB fiber is coarser than jute (1.67–3.87 tex) and by far coarser than cotton which is having linear density in the range of 0.17–0.34 tex. The lower fineness with associated coarseness of COB fiber makes it an ideal substitute for situations which require higher interfacial bond strengths in reinforcements during composite manufacture and utilizations.
Moisture characteristics of COB fiber
The extracted COB fiber was conditioned in a standard testing atmosphere as depicted in the experimental method and five replications were done for investigation of moisture content and regain and the results in range are reported. The results revealed that the extract COB fiber has moisture content values of 7–9% and moisture regain of 8.1–10% (Table 2). Apparently this reveals that the COB fiber is very absorbent due to presence of polar –OH groups present in its lignocelluloslic polymers. The relatively higher moisture in COB as compared with other similar fibers might be due to the removal of more hydrophobic lignocelluloslic components during alkali treatment which exposes more hydrophilic hydroxyl group (OH) of cellulose in the fiber (Oushabi et al. 2017; Punyamurthy et al. 2012).
Though the moisture in COB fiber is higher which is a probable advantage in non-conventional apparel and home furnishings it is lower than the counterpart natural fibers such as jute (12.5%) and cotton (8.5%) in regain terms (Ray and Datta 2004). The need to study moisture content of natural fiber is vital in certain applications such as fiber reinforced composites as the level of moisture in the fibers affects dimensional stability, electrical resistivity, tensile strength, porosity, and swelling behavior of natural fiber in a composite material. With this regard COB fiber is better in fiber reinforced composite product manufacturing due to relatively lower moisture regain than jute which is mostly used in composite applications.
FTIR analysis of COB fiber
Infrared spectra (4000–500 cm−1) of extracted COB fiber at room temperature are shown in Fig. 4. The spectrum shows the characteristic peaks of cellulose, hemicellulose and lignin along with other minor ingredients in the extracted fiber (Ray et al. 2020; Dai and Fan 2010).

FTIR spetrum of COB fiber
Overall the spectrum indicates that there are five major peaks that exist in the chemically retted COB fiber as indicative of the major cellulose and non-cellulosic ingredients. The absorption band at 3317.7 cm−1 depicted the presence O–H stretching of castor oil bast fiber as major indication of cellulose. The intensity of the C–H stretching vibration at 2914.5 cm−1 showed a measure of the general organic material content of the fiber. The pectin derived band (C=O stretching vibration) at 1730 cm−1 is also considered as one of the major peaks. The C=C plane aromatic vibration at 1592 cm−1 revealed the presence of lignin. The C–O–C glycoside ether band deformation and C–OH stretching around 1026.7 cm−1 is arising from polysaccharide components that are largely cellulose.
Tensile properties of COB fiber
The mechanical properties of COB fiber tested under the study include tensile strength, single fiber tenacity, breaking elongation, elastic modulus, work of rupture, and maximum breaking force (Table 3). The results from tensile experiment showed that COB fiber is stronger than cotton and jute; and has comparatively better strength than the stronger bast fibers such as flax and hemp (Summerscales et al. 2010; Sen and Reddy 2011). The measured tenacity range of COB fiber is from 57.80 to 86.89 cN/tex and the reported values for cotton, jute, hemp and flax are 30 cN/tex, 31 cN/tex, 47 cN/tex and 54 cN/tex. But like other bast fibers, COB fiber has low extensibility. It stretches only slightly as tension increases and the measured elongation at break is approximately is in the range of 1.2–5% which is in a similar range with selected bast fibers such as jute of around 2.2% and hemp of around 1.8% and flax of nearly 3% elongation at break.
The high tenacity and low extensibility of COB fiber as compared with the conventional bast fibers and other similar natural fibers initiates its potency in high performance and industrial applications are predictably high. This amount of tenacity and elongation along with other mechanical properties makes COB fiber suitable reinforcement material in construction of polymer and fiber based composites especially in light weight applications. This is supplemented with additional mechanical properties by which COB fiber has excellent elastic modulus which is approximated in the range of 2114.55–2625.44 cN/tex. The corresponding values of elastic modulus for similar bast fibers of jute, hemp and flax are 1720 cN/tex, 2170 cN/tex, 1800 cN/tex respectively which all on average are lower than the corresponding COB fiber. This provides additional comparative advantage of COB fiber over other bast fibers for thermoplastic and thermoset reinforcement applications.
Further comparative analysis of the tensile strength of COB fiber and selected natural fibers such as cotton, jute, hemp and flax. In comparison of tensile strength with selected bast and similar natural fibers it can be seen that the COB fiber has high tensile strength on average as compared with cotton and jute with nearly similar maximum tensile strength with hemp and relatively lower than that of flax fiber. Based on the tensile strength comparison and allied tensile properties, it can be considered that the COB fibers have mechanical properties similar to other natural fibers and are suitable for textiles, reinforcements in composites and other industrial applications basing the optimal fiber composition of high cellulosic contents and higher values of mechanical parameters. Further studies on mechanical properties shown COB fiber has good impact resistance as envisaged by its fairly high work of rupture and maximum breaking force (Table 3).
Thermal stability of COB fiber
Thermogravimetric analysis [TGA] is useful technique for the study of the thermal stability via decomposition of fibrous materials. It is crucial to confirm that fiber used in high performance industrial applications such as composites has the capability to withstand the temperature applied during the manufacturing process or application of the product. The TGA curve for chemically extracted COB fiber is shown in Fig. 5. As shown by the TGA of the COB fiber (Fig. 5) the fiber mass decreases slightly due to the loss of moisture content at the first stage of heating which is at lower temperature in the range of 38.5–162 °C. As the temperature of fiber increases while it is heated, the fiber weight decreases due to evaporation of bound water and volatile extractives. At high temperatures in the range of 162–386.5 °C, up to 65–70% of fiber mass is lost due to the decomposition of mainly hemicellulose.

Weight loss (TGA) and derivative curves (DTA) as obtained from thermal analysis of COB fiber
As reported in literature (Yang et al. 2007) hemicellulose is the first chemical components to decompose due to their amorphous structure and relatively unconstrained positions within the fibers. In contrast (Sadrmanesh and Chen 2018) cellulose is formed from several crystalline microfibrils and is responsible for fiber reinforcement. This confers cellulose with relatively high thermal stability in the range of 386.5–498.9 °C when compared to hemicellulose. Cellulose begins to degrade once the hemicellulose is completely decomposed. Lignin which imparts greater thermal stability is the third component to break down under high thermal conditions at a temperature above 498.9 °C. The thermal profile as indicated by the range of decomposition temperatures of the ingredients in COB and jute fiber are similar and related where the corresponding temperature for the major cellulose component of the jute is around 323–392 °C. The similarity in the thermal degradation profile allows the interchangeable use of COB and bast fibers such as jute for high temperature composite applications.
Conclusion
Natural cellulose castor oil bast fibers were extracted and characterized for suitability in selected industrial applications. In the present study the bast fibers were extracted from castor oil stem by chemical retting method using alkali (NaOH). The major morphological characteristics and physical properties of the extracted fiber were studied. In terms of the extraction method the non- cellulose contents in the castor stem fiber were effectively removed by the alkaline treatment. It is revealed that fibers from castor stem plant have excellent mechanical properties particularly tenacity and elastic modulus with minimal elongation as compared with conventional fibers such as cotton and jute. The fibers have also a comparable mechanical property as compared with selected bast fibers such as hemp and flax. The extracted castor oil fibers show good thermal stability also. The fiber dimensions of castor oil fiber showing coarseness and relatively high length to breadth ratio and moderate moisture content than bast fibers such as jute is a comparative advantage for interfacial bond strength and better spinneability. Overall castor oil bast fiber obtained from the stem of the plant shows very good dimensional characteristics, mechanical, and thermal properties which shows its potency as a promising substitute raw material of conventional fibers in the composite and technical textile industry. This will make a huge economic boost in countries like Ethiopia where the stem is discarded as waste besides creation of alternative fiber resource for the industry.
References
Adeeyo O, Oresegun OM, Oladimeji TE (2015) Compositional analysis of lignocellulosic materials: evaluation of an economically viable method suitable for woody and non-woody biomass. Am J Eng Res (AJER) 4:14–19
Alemaw G, Mengesha Kassahun B, Taye G, Endalamaw C (2014) Phenotypic variability in Ethiopian castor (Ricinus communis L.) accessions. Int J Adv Biol Biomed Res (IJABBR) 2:2909–2914
Alix S, Marais S, Morvan C, Lebrun L (2008) Biocomposite materials from flax plants: preparation and properties. Compos A Appl Sci Manuf 39:1793–1801
Altaher AA (2014) Preparation of poly-anhydride from azelaic acid. Sudan University of Science and Technology, Khartoum
Anwar A (2014) Recovery of an early evidence of castor plant, Ricinus communis L. from the Central Sudan and its positioning within a world-wide context. J Arts Soc Sci [JASS] 5:45–73
Ashraf MA, Zwawi M, Taqi Mehran M, Kanthasamy R, Bahadar A (2019) Jute based bio and hybrid composites and their applications. Fibers 7:77
Bakar NA, Sultan MTH, Azni ME, Hazwan MH, Ariffin AH (2018) Extraction and surface characterization of novel bast fibers extracted from the Pennisetum purpureum plant for composite application. Mater Today Proc 5:21926–21935
Chain TV (2019) Processing of castor oil fibers in textile industries. Taiwan Textiles Sustainable Innovation.
Chen J, Liu F, Tang Y, Yuan Y, Guo Q (2014) Transcriptome sequencing and profiling of expressed genes in phloem and xylem of ramie (Boehmeria nivea L. Gaud). PLoS ONE 9:e110623
Co SA (2003) Aldrich handbook of fine chemicals and laboratory equipment. Sigma-Aldrich, St. Louis
Coats A, Redfern J (1963) Thermogravimetric analysis. A review. Analyst 88:906–924
Dai D, Fan M (2010) Characteristic and performance of elementary hemp fibre. Mater Sci Appl 1:336
García-García D, Balart R, Lopez-Martinez J, Ek M, Moriana R (2018) Optimizing the yield and physico-chemical properties of pine cone cellulose nanocrystals by different hydrolysis time. Cellulose 25:2925–2938
Gebino G, Muhammed N (2018) Extraction and characterization of Ethiopian pineapple leaf fiber
Gómez JJM, Saadaoui E, Cervantes E (2016) Seed shape of castor bean (Ricinus communis L.) grown in different regions of Tunisia. J Agric Ecol Res Int 8:1–11
Harzallah O, Benzina H, Drean J (2010) Physical and mechanical properties of cotton fibers: single-fiber failure. Text Res J 80:1093–1102
Hernandez A, Westerhuis W, Van Dam JE (2007) Microscopic study on hemp bast fibre formation. J Nat Fibers 3:1–12
Jung MR, Horgen FD, Orski SV, Rodriguez V, Beers KL, Balazs GH, Jones TT, Work TM, Brignac KC, Royer S-J (2018) Validation of ATR FT-IR to identify polymers of plastic marine debris, including those ingested by marine organisms. Mar Pollut Bull 127:704–716
Kale RD, Alemayehu TG, Gorade VG (2018) Extraction and characterization of lignocellulosic fibers from girardinia bullosa (Steudel) wedd. (Ethiopian Kusha Plant). J Nat Fibers 17:906–920
Koiel S (2011) Sues science and history, more about bast fiber plants
Konczewicz W, Zimniewska M, Valera MA (2018) The selection of a retting method for the extraction of bast fibers as response to challenges in composite reinforcement. Text Res J 88:2104–2119
Malkapuram R, Kumar V, Negi YS (2009) Recent development in natural fiber reinforced polypropylene composites. J Reinf Plast Compos 28:1169–1189
Mohamed AL, Hassabo AG (2015) Flame retardant of cellulosic materials and their composites. In: Visakh PM, Arao Y (eds) Flame retardants. Springer, Berlin, pp 247–314
Morgan D, Barnes P, Charsley E, Rumsey J, Warrington S, Howes R, Jackson A, Raper E, Gardiner D, Baker RR (1984) Experimental techniques in thermal analysis. Anal Proc 21:3–13
Mubofu EB (2016) Castor oil as a potential renewable resource for the production of functional materials. Sustain Chem Process 4:1–12
Nakajima T, Kajiwara K, Mcintyre JE (1994) Advanced fiber spinning technology. Woodhead Publishing, Cambridge
Oktaee J, Lautenschläger T, Günther M, Neinhuis C, Wagenführ A, Lindner M, Winkler A (2017) Characterization of willow bast fibers (Salix spp.) from short-rotation plantation as potential reinforcement for polymer composites. BioResources 12:4270–4282
Oushabi A, Sair S, Hassani FO, Abboud Y, Tanane O, El Bouari A (2017) The effect of alkali treatment on mechanical, morphological and thermal properties of date palm fibers (DPFs): study of the interface of DPF–Polyurethane composite. S Afr J Chem Eng 23:116–123
Pejic BM, Kostic MM, Skundric PD, Praskalo JZ (2008) The effects of hemicelluloses and lignin removal on water uptake behavior of hemp fibers. Bioresour Technol 99:7152–7159
Punyamurthy R, Sampathkumar D, Srinivasa CV, Bennehalli B (2012) Effect of alkali treatment on water absorption of single cellulosic abaca fiber. BioResources 7:3515–3524
Ray P, Datta M (2004) Jute in technical textile. In: 1st China international bast fibrous plants and textile conference (China)
Ray R, Das SN, Mohapatra A, Das HC (2020) Comprehensive characterization of a novel natural Bauhinia vahlii stem fiber. Polym Compos 41:3807–3816
Rihouey C, Paynel F, Gorshkova T, Morvan C (2017) Flax fibers: assessing the non-cellulosic polysaccharides and an approach to supramolecular design of the cell wall. Cellulose 24:1985–2001
Sadrmanesh V, Chen Y (2018) Simulation of tensile behavior of plant fibers using the discrete element method (DEM). Compos A Appl Sci Manuf 114:196–203
Sadrmanesh V, Chen Y (2019) Bast fibres: structure, processing, properties, and applications. Int Mater Rev 64:381–406
Salihu B, Gana A, Gbadeyan T, Alabi M (2014a) Castor oil plant (Ricinus communis L.): a potential oil crop for agribusiness in Africa. Int J Appl Res Technol 3:29–35
Salihu B, Gana AK, Apuyor B (2014b) Castor oil plant (Ricinus communis L.): botany, ecology and uses. Int J Sci Res 3:1333–1341
Sen T, Reddy HJ (2011) Various industrial applications of hemp, kinaf, flax and ramie natural fibres. Int J Innov Manag Technol 2:192
Severino LS, Auld DL, Baldanzi M, Cândido MJ, Chen G, Crosby W, Tan D, He X, Lakshmamma P, Lavanya C (2012) A review on the challenges for increased production of castor. Agron J 104:853–880
Shah DU (2013) Developing plant fibre composites for structural applications by optimising composite parameters: a critical review. J Mater Sci 48:6083–6107
Sparnins E (2009) Mechanical properties of flax fibers and their composites. Luleå tekniska universitet
Summerscales J, Dissanayake NP, Virk AS, Hall W (2010) A review of bast fibres and their composites. Part 1—fibres as reinforcements. Compos A Appl Sci Manuf 41:1329–1335
Thomsen AB, Rasmussen S, Bohn V, Nielsen KV, Thygesen A (2005) Hemp raw materials: the effect of cultivar, growth conditions.
Vinayaka D, Guna V, Madhavi D, Arpitha M, Reddy N (2017) Ricinus communis plant residues as a source for natural cellulose fibers potentially exploitable in polymer composites. Ind Crops Prod 100:126–131
Yang H, Yan R, Chen H, Lee DH, Zheng C (2007) Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 86:1781–1788
Acknowledgments
The authors would like to acknowledge the Higher Education and TVET program Ethiopia-Phase 3, PE479-Higher Education, KFW Project No. 51235 and BMZ No. 201166305 for the financial support of this research.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Belachew, T., Gebino, G. & Haile, A. Extraction and characterization of indigenous Ethiopian castor oil bast fibre. Cellulose 28, 2075–2086 (2021). https://doi.org/10.1007/s10570-020-03667-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-020-03667-9