
Abstract
Fabrication of superhydrophobic cotton fabrics commonly suffers from disadvantages such as extensive usage of toxic and expensive fluorinated adhesives, tedious and time-consuming treatment processes, poor durability and compromised mechanical properties. Herein, this work offers a one-step approach for fabricating eco-friendly, fluorine-free, flexible and robust functional cotton fabrics by immersion in composite coatings containing polydimethylsiloxane (PDMS) and calcite particles. Results demonstrate that the PDMS/calcite coatings not only enhance mechanical properties of cotton fabrics, but also impart cotton fabrics with excellent superhydrophobic and tunable comfort properties in comparison with the reference materials. Notably, the cotton fabrics treated with the PDMS/calcite coatings also show excellent oil/water separation efficiency of up to 99% after 10 cycles, robust water laundering stability and self-cleaning ability. Therefore, this novel straightforward, cost-efficient, eco-friendly and durable PDMS/calcite composite coating for cotton fabric has great potential in diverse applications including self-cleaning apparel, water-proof wall covering and continuous oil clean-up.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Superhydrophobicity is a remarkable evolutionary adaption in environment, manifested by many natural surfaces such as lotus leaves, pond skater legs, butterfly wings and so on (Peng et al. 2018). Inspired by these natural surfaces, artificial superhydrophobic surfaces with water contact angles larger than 150° and water sliding angles lower than 10° can be readily constructed via combining with hierarchical micro/nano-structures and low-surface energy materials (Li et al. 2016a, 2017a, b; Liu and Yuan 2018; Yong et al. 2017; Zhao et al. 2014). The surfaces with special wettability can furnish attractive potential engineering applications for self-cleaning (Chen et al. 2016b; Li et al. 2017b; Liu and Yuan 2018; Long et al. 2017), anti-corrosion (Wu et al. 2017), anti-icing (Jing and Guo 2018; Zhang et al. 2017b), self-healing (Chen et al. 2015c; Dixon et al. 2017; Li et al. 2016b; Liu et al. 2017b; Wu et al. 2016; Zhang et al. 2016, 2018), oil/water separating coatings (Cao et al. 2016; Cheng et al. 2019a; Gao et al. 2018; Ge et al. 2018; Gore and Kandasubramanian 2018; Gu et al. 2017; Hong et al. 2018; Qian et al. 2017; Tang et al. 2017, 2019; Wang et al. 2016; Zhang et al. 2017a) and so on. However, micro/nano structures constructed on the surfaces are easily damaged, and even fall off during real-life applications, leading to a weak superhydrophobicity.
In recent years, a great deal of attention has been focused on artificial superhydrophobic materials for oil spill remediation and clean-up. In addition to industrial oily wastewater discharge, oil leakage and oil spill accidents in ocean or river also threaten aquatic creatures. Oil/water separation is a very significant technique of environmental remediation for oil spills and industrial oily wastewater (Gupta et al. 2017; Ma et al. 2017). However, efficient separation of oil–water mixtures remains a huge challenge in industry for saving energy and environmental protection. Although polymer based membranes with pore diameters smaller than several micrometers have been utilized, they are confronted with high energy consumptions, time-consuming process, low separation efficiency and many chemical additives (Cao et al. 2016). Therefore, the development of functional materials for efficient treatment of oil-polluted water is imperative. Owing to the inherent pore characteristics of fabrics, many efforts have been devoted to research on facile, inexpensive, high separation efficient fabric-based materials. In contrast, cotton is eco-friendly, low cost, comfort and abundant in nature, hence cotton fabric-based materials are considered good candidates for oil/water separation (Gupta et al. 2017).
However, abundant hydroxyl groups available on surface of cotton fibers make cotton fabric hydrophilic. To transform hydrophilic cotton fabric into a hydrophobic one, some expensive fluoride polymers are commonly employed (Gao et al. 2017, 2018; Singh and Singh 2017; Xu et al. 2016). Although these fluorinated polymers can efficiently reduce surface free energy of cotton fibers, they are toxic and bio-accumulative in many types of flora and fauna, and thus are unsuitable for environmental sustainability during practical applications (Muresan et al. 2013; Wang et al. 2014). Therefore, some environmentally friendly and fluorine-free polymers with low surface energy are urgently needed for scientific researchers to exploit superhydrophobic cotton fabrics. To date, many techniques have been utilized for fabrication of superhydrophobic cotton fabrics including chemical vapor deposition, layer-by-layer assembly (Cheng et al. 2018; Liu et al. 2017a), sol–gel process (Yang et al. 2018), spraying (Sasaki et al. 2016), plasma treatment (Zhang et al. 2015), and so on (Cheng et al. 2019b). However, most of these techniques suffer from disadvantages such as tedious and time-consuming treatment processes and expensive special instruments to construct suitable rough surfaces (Cao et al. 2016). Furthermore, these treatment approaches simultaneously compromise mechanical properties of cotton fabrics.
Very recently, some fluoride-free coatings for fabrication of superhydrophobic cotton fabrics have been reported using some polysiloxanes (Cao et al. 2016; Chen et al. 2016a; Deng et al. 2014; Przybylak et al. 2016; Zahid et al. 2017) as substitutes for fluorocarbon polymers. In our latest work (Chen et al. 2018; Mai et al. 2018), although superhydrophobic cotton fabrics can be straightforwardly constructed, flexibility of the obtained cotton fabrics is usually reduced due to the rigidity of the cured composite coatings consisting of polyvinylsilsesquioxane and inorganic nanoparticles, compared to the pristine cotton fabrics. However, PDMS is a flexible organosilicon polymer with low surface energy, low toxicity and intrinsic hydrophobicity (Zhou et al. 2012), which has been extensively used as softener, adhesive or smoothing agent in textile industry (Long et al. 2017; Reddy et al. 2008). Hence, in order to retain flexibility, modification of hydrophilic cotton fabrics using PDMS has a promising potential in fabrication of superhydrophobic cotton fabrics.
In comparison with common nanoparticles such as SiO2, ZnO and TiO2, calcite particles have extensively been used as building blocks to fabricate a variety of polymeric composites because they are cost-effective, environmentally friendly and abundant in nature. At the same time, construction of superhydrophobic surfaces using the natural building blocks is an appealing field (Li et al. 2016a). Moreover, the application of natural minerals in textiles is rarely reported (Yuan et al. 2014, 2017), and hence it will be promising to develop superhydrophobic cotton fabrics using PDMS/calcites particle composite coatings in the future. To the best of our knowledge, no similar work has also been reported. Meanwhile, cost-effective, environmentally friendly and durable coatings for cotton fabrics are highly desirable for material scientists. Therefore, this contribution provides a straightforward method to fabricate eco-friendly and durable superhydrophobic cotton fabrics by immersion in PDMS/calcite composite coatings.
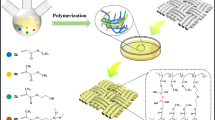
In this work, flexible PDMS/calcite composites were explored by hydrosilylation between VPDMS and HPDMS in presence of catalysis of Pt(dvs), and subsequently employed as superhydrophobic coatings to fabricate functional cotton fabrics by immersion in suspensions. Surface morphology, flexibility, mechanical properties and superhydrophobicity of the cotton fabrics treated with the PDMS/calcite coatings were discussed, respectively. At the same time, their oil/water separation efficiency and self-cleaning effect were evaluated. This work provides a novel method to fabricate superhydrophobic cotton fabrics with high oil/water separation efficiency, flexibility and self-cleaning ability, and the resultant superhydrophobic cotton fabric shows its potential uses in self-cleaning, water-proof and continuous oily wastewater treatment.
Experimental section
Materials
Desized and scoured woven cotton fabrics (200 g/m2) were obtained from Jinqiu Textile Company (Shaoxing, China) and used as the substrates. Vinyl-terminated polydimethylsiloxane (VPDMS) (viscosity: 10,000 cSt at 25 °C, vinyl content: 0.25 wt%) and crosslinking agent hydrogen-containing silicone oil (HPDMS) (viscosity: 50 cSt at 25 °C, hydrogen content: 0.5 wt%) were supplied by Shandong Da Yi Chemical Co., Ltd. (Shandong, China). Sodium dodecyl sulfate (AR), Dichloromethane (AR), trichloromethane (AR) and toluene (AR) were obtained from Shanghai Reagent Plant (Shanghai, China). Petroleum ether (AR, 60–90 °C) was purchased from Jiangsu Qiangsheng Functional Chemical Co., Ltd. (Jiangsu, China), methylene blue (98%) was purchased Shanghai Lianshuo Biological Technology Co., Ltd. (Shanghai, China). Calcite particles (with a size of 450 nm) were obtained from local manufacturer, Karstedt catalyst Pt(dvs) (platinum divinyltetramethyldisiloxane complex, 2% toluene solution) was prepared in our laboratory. Deionized water was used in all experiments, and all reagents were used as received.
Preparation of PDMS/calcite composites
The PDMS/calcite composites were prepared according to our previous approach (Chen et al. 2015a, b, 2017). General procedure is described as follows: 1.25 g calcite particles were dispersed in a solution consisting of 50 g VPDMS polymer, 1.39 g HPDMS and 60 mL petroleum ether for 15 min in a three-necked flask with stoppers under mechanical stirring, the dispersed suspension was further ultrasonicated for 30 min to afford a mixture, and 50 µL Pt(dvs) was added to the above mixture and stirred for another 5 min. Subsequently, volatile materials were removed under vacuum to afford a mixture without bubbles. This mixture was poured into a rectangular tetrafluoroethylene mold and further cured at 120 °C in an air oven for 1 h to yield PC-2.5 sample. The other PDMS/calcite composites were prepared by the same procedure, only loading mass of calcite particles was varied. The detailed formulations of PDMS/calcite composites are listed in Table 1. The PDMS/calcite composites are denoted as PC-X samples, where PC-0 is the reference material (composite without adding calcite particles).
Fabrication of superhydrophobic cotton fabrics
Clean and dry cotton fabrics (6 cm × 20 cm) were immersed in a different concentration of PDMS/calcite suspensions (a given amount of calcite particles, VPDMS, HPDMS, Pt(dvs) catalyst was dispersed in 100 mL petroleum ether) with magnetic stirring in a 250 mL conical flask for 1 h. After finishing, the treated cotton fabrics were removed from the conical flask and padded with a Teflon rod for 1 min on Teflon sheet, the treated cotton fabrics were dried and cured in an air oven at 120 °C. The formulations of functional cotton fabrics are listed in Table 2, and the fabricated samples are denoted by PCF-X. The add-on percent of the treated cotton fabric can be calculated as follows: add-on% = (m − m0)/m0 × 100%, where m is the weight of the treated cotton fabric, and m0 is the weight of initial cotton fabric before treatment.
Laundering procedure of the functional cotton fabrics
The washing experiment was carried out according to a modified literature method (Xiong et al. 2012). In brief, the washing procedure was performed in a 500 mL beaker containing 200 mL distilled water and 1.0 g detergent (main ingredient: sodium dodecyl benzene sulfonate) by magnetic stirring at 300 rpm for 30 min at 40 °C. Subsequently, the washed fabrics were moved from the detergent solution, and rinsed within 200 mL water with stirring for 15 min. Finally, the laundered cotton fabrics were obtained by drying the rinsed cotton fabrics in the air oven at 120 °C for 1 h. The whole procedures are defined one washing cycle.
Characterizations
X-ray diffraction (XRD) analysis was carried out on a UItima IV (Rigaku Corporation) X-ray diffractometer with Cu Ka radiation, and a step size and scanning rate were 0.02° and 5°/min, respectively. Complete pieces of cotton fabrics were used for XRD analysis. Morphologies of as-prepared PDMS/calcite composites and the treated cotton fabrics were conducted on a JSM-IT300 (JEOL Ltd, Japan) scanning electron microscope (SEM) at voltages of 20 kV and 10 kV, respectively, after all samples were sputtered with thin platinum layer. The surface elemental analysis of cotton fabric coated by composite coatings was characterized by energy dispersive X-ray spectroscopy (EDX) attached to the SEM. Surface roughness was tested by using an atomic force microscope (AFM, Dimension Loon, Bruker Company). Mechanical tests were performed on a universal testing machine (Instron 5967, UK, capacity 1 kN) at 25 °C. The tensile strength, elongation at break and modulus of the PDMS/calcite composites were measured by using a 20 mm/min cross-head speed. The dumbbell-shaped specimens were punched out of these cured sheets, at least five measurements for each sample were recorded for the PDMS/calcite composites. The tensile strength, elongation at break and modulus of the treated cotton fabrics were measured according to the GB/T3923-1997 standard test method. At least three measurements for each sample (25 cm × 5 cm) were recorded. Flexibility of fabric samples was evaluated according to ASTM D1388-96 (2002) test method. The bending rigidity of the fabrics was measured using Eq. (1).
Herein, G, M and C are the bending rigidity (***mg·cm), cotton fabric weight (mg/cm2) and average bending length (cm), respectively. Static contact angles and sliding angles were measured utilizing deionized water droplets (i.e. 5 μL for static contact angle, 15 μL for rolling angle) with a KRŰSS contact angle instrument (DSA 100, Germany) at room temperature (25 °C). Average values of static water contact angle (WCA) and sliding angle were obtained by measuring at least five different locations on the same sample. During abrasion test, sand paper (1200 mesh) was used as an abrasion surface, the representative cotton fabric was placed faced-down onto sand paper under loading of 200 g and dragged forward along one direction with about 20 cm, and this whole process is defined one abrasion cycle.
Results and discussions
Morphology of the PDMS/calcite composites
To unravel the distribution of calcite particles in PDMS composites, the cross-sectional surface microstructures and morphology of the as-prepared PDMS/calcite composites were observed, their SEM images are shown in Fig. 1. It is clear to find that calcite particles are uniformly embedded into the PDMS matrix, and the quantity of calcite particle aggregates increases with an increase in the adding-mass of calcite particles. Meanwhile, the mean size of particle aggregates in the PDMS/calcite composites increased from 2.24 μm for PC-2.5 to 3.96 μm for PC-40, as shown in Fig. 1a–f. Collectively, the calcite particles were well dispersed in the PDMS matrix, and the PDMS/calcite composites were successfully explored.

SEM images of the representative PDMS/calcite composites: a PC-2.5, b PC-5.0, c PC-10, d PC-15, e PC-30 and f PC-40
Mechanical properties of the PDMS/calcite composites
To determine the optimal particle loading, the effect of the loading concentration of calcite particles on mechanical properties of the PDMS/calcite composites was investigated thoroughly. The representative strain–stress curves in uniaxial tension for the PDMS/calcite composites are shown in Fig. 2a. In comparison with pure PDMS, the tensile strength of PDMS/calcite composites is enhanced from 0.284 ± 0.018 MPa for PC-2.5 to 1.641 ± 0.093 MPa for PC-40 with the loading amount of calcite increasing. A similar trend can be obviously found in Young’s modulus of the PDMS/calcite composites with an increase in loading mass of calcite particles, as demonstrated in Fig. 2b. However, Fig. 2c presents that with the increment of calcite particles, elongation at break value of the PDMS/calcite composites increases to 831 ± 59% for PC-10, and then decreases to 584 ± 44% for PC-40, which is higher than 461 ± 69% for reference material (PC-0). These enhanced mechanical properties (tensile strength, Young’s modulus and elongation at break) should be attributable to the reinforcing effect of calcite particles on PDMS composites. Notably, Fig. 2a, c display that PC-10 possesses a moderate tensile strength, Young’s modulus and the maximum elongation at break, demonstrating that the PDMS/calcite composite has the best flexibility when the weight ratio of calcite particles to VPDMS increases to 10 wt%. Therefore, the 10 wt% calcite relative to amount of VPDMS was chosen as the optimal condition to design the following experiment to keep the best comfort property of pristine cotton fabric. Table 2 lists the recipe of the PDMS/calcite composite coatings and add-on percent of the treated cotton fabrics.

Tensile properties of the PDMS/calcite composites a strain–stress curves for the representative PDMS/calcite composites, b tensile strength and Young’s moduli and c elongation at break
Surface compositions and morphology of cotton fabrics coated with PDMS/calcite composites
To examine whether the PDMS/calcite coatings were successfully covered on the surfaces of cotton fabrics, the degree of crystallinity of the treated cotton fabrics was characterized by XRD analysis. Both the pristine cotton fabric and the treated cotton fabrics exhibit that three main peaks are clearly observed at 14.9°, 16.6° and 22.8°, respectively, which are attributable to the diffraction patterns of the (1–10), (110) and (200) planes of the cellulose Iβ structures (French 2014), as shown in Fig. 3. In comparison with the pristine cotton fabric, the intensity of the maximum diffraction peak at 22.8° becomes weak when the cotton fabric was treated with the sole PDMS adhesive. After adding calcite particles, the diffraction intensity of the (200) planes of the cellulose Iβ structure from sample PCF-3 relatively becomes lower, compared to that of the reference material (PCF-0). However, the similar diffraction patterns mentioned above demonstrate that the cellulose Iβ structures of the representative cotton fabrics were not significantly changed. At the same time, a new peak located at 29.4° attributable to the main diffraction peak of the (104) plane of calcite clearly appears, indicating that the PDMS/calcite composite coatings were successfully introduced on the surface of cotton fabrics by chemical and covalent bonds (Lin et al. 2018; Liu et al. 2018).

XRD patterns of the representative cotton fabrics and calcite particles
As displayed in Fig. 4, after treatment with the pure PDMS, surfaces of cotton fibers become smooth, no artificial micro/nano-structures can be found. But the magnified area in Fig. 4a obviously exhibits that some natural grooves along the direction of the cotton fibers are still visible on the surface of cotton fiber. After treatment with the PDMS/calcite coatings, many naked calcite particles distributed irregularly are distinctly observed on the surfaces of cotton fibers, which contribute to rough surfaces for cotton fibers as compared to that of the reference material (PCF-0), as shown in Fig. 4a–f. Subsequently, the surface microstructures of the treated cotton fibers were also observed. The inserted magnified images of the selected yellow areas in Fig. 4c, d, f clearly show that as the concentration of the PDMS/calcite composite coatings increased, the grooves on surfaces of cotton fibers gradually disappear, and the calcite particles embedded into PDMS/calcite coatings on the surfaces of cotton fibers gradually appear. At the same time, more and more aggregated calcite particles embedded into PDMS/calcite coatings are present.

SEM images of the treated cotton fabrics a PCF-0, b PCF-1, c PCF-2, d PCF-3, e PCF-4 and f PCF-5, the inserted images on the right corners are the magnifying views of the yellow selected domains, respectively
Additionally, the compositions of the transverse section of the representative composite cotton fabric (PCF-5) were characterized by surface analysis of EDX spectroscopy, as shown in Figure S1. From the element distribution maps, C (40.1%), O (51.7%), Si (5.2%) and Ca (3.0%), have been found on the transverse surface of cotton fibers, which implied that the surface of cotton fabric was successfully modified by the PDMS/calcite composite coatings. Meanwhile, carbon and oxygen elements are distributed in a similar way. Notably, from surfaces to insides of fibers, the Si element is uniformly distributed, but the Ca element mainly distributes on the surfaces of cotton fibers, as exhibited in Figure S1d–e. This result demonstrates that PDMS chains can completely penetrate from surface into inside of cotton fibers, which is consistent with our previous work (Chen et al. 2016a, 2018; Mai et al. 2018).
To further confirm whether micro/nano structures were created on the surface of cotton fibers, the surface roughness of the treated cotton fabrics was evaluated by root mean square (RMS) value of cotton fiber surfaces. The RMS value of the representative cotton fibers is provided in Fig. 5a–d. When cotton fabric was treated by the only PDMS without adding calcite particles, the RMS value of cotton fiber surface is about 18.00 nm. After adding calcite particles, the RMS value of the fibers from PCF-1 is around 13.79 nm, which is much lower than that of reference material, as exhibited in Fig. 5a, b. In this case, it is reasonable that the disappeared grooves due to filling PDMS/calcite composites significantly lower the RMS value of the cotton fiber surfaces when the concentration of PDMS/calcite was small. Afterward, the RMS value of cotton fibers from the treated cotton fabrics increases to 71.98 nm with an increase in their add-on percent. This increasing surface roughness is attributable to the increasing concentration of PDMS/calcite coatings, as shown in Fig. 5c, d. This increasing RMS value convincingly verifies that micro/nano structures have been successfully constructed on the cotton fiber surfaces by immersion in the PDMS/calcite composite coatings.

AFM images of the representative cotton fibers from cotton fabrics treated by different concentration of the PDMS/calcite coatings a PCF-0, b PCF-1, c PCF-3 and d PCF-5
Bending rigidity and mechanical property of the coated cotton fabrics
To study effect of the concentration of composite coatings on comfort property of cotton fabrics, bending rigidity values of as-prepared cotton fabrics are also used to evaluate their comfort properties. It is noteworthy that the blending rigidity value of the pristine cotton fabric is about 115.72 mg·cm, but it decreases to 70.97 mg·cm when the cotton fabric was treated with the only PDMS adhesive (PCF-0), as presented in Fig. 6a. This decreasing blending rigidity value demonstrates that the cured PDMS film significantly reduces the friction between cotton fibers and yarns, and softens the cotton fabrics. After adding calcite particles, the blending rigidity value of the treated cotton fabrics monotonously increases from 103.23 mg·cm for PCF-1 to 170.46 mg·cm for PCF-5 with the increment in add-on percent of the treated cotton fabrics. This increasing blending rigidity value should be attributable to the increasing surface roughness of the fibers from the cotton fabrics treated with PDMS/calcite coatings, as evidenced by AFM characterization in Fig. 5. The roughened surface of cotton fibers remarkably increases the friction between fibers and yarns, contributing to a high blending rigidity value for the treated cotton fabrics. In comparison with the pristine cotton fabric, the finished cotton fabric has the comparable flexibility when the concentration of PDMS/calcite in composite coatings are below 2.0 wt%, implying that comfort property of the treated cotton fabrics cannot been compromised.

Bending rigidity and tensile strength of the treated cotton fabrics a bending rigidity, b tensile strength
Meanwhile, to clarify effect of the PDMS/calcite composite coatings on mechanical property of cotton fabrics, their tensile properties were evaluated. Figure 6b obviously shows that tensile strength of the pristine cotton fabric is about 289.0 ± 8.32 N, and then increases to 342.0 ± 24.8 N when the cotton fabric was treated by the only PDMS material without adding calcite particles. After adding calcite particles, the tensile strength of the treated cotton fabrics slightly decreases from 385.1 ± 22.8 N for PCF-1 to 353.2 ± 10.7 N for PCF-5 with the PDMS/calcite concentration increasing, which is still much higher than that of the pristine cotton fabric. The enhanced tensile strength gives a convincingly evidence that the PDMS/calcite coatings cannot compromise, instead reinforce the mechanical properties of the treated cotton fabrics, as exhibited in Fig. 6b. In this case, two factors should be taken into account for the enhancement effect on mechanical properties of the treated cotton fabrics finished by the composite coatings. On one hand, it is no doubt that the excellent flexibility of the PDMS/calcite composites endows cotton fabrics with remarkable tensile property by retarding motion of cotton fibers during stretching process. On the other hand, synergistic effect among the PDMS chains, cotton fibers and calcite particles also contributes to enhancement of the mechanical properties of the treated cotton fabrics. However, with the concentration of the PDMS/calcite increasing, the increasing quantity of calcite particle aggregates filled interspace between the fibers advantageously weakens the connections between cotton fibers, leading to slightly reduction of mechanical property of the treated cotton fabric. Collectively, in comparison with the pristine cotton fabric, the PDMS/calcite coatings advantageously enhance mechanical properties of the treated cotton fabrics. In the meantime, the mechanical properties of the treated cotton fabrics are also tunable by the concentration of PDMS/calcite in the composite coatings.
Superhydrophobicity and durability of the coated cotton fabrics
Superhydrophobicity of the treated cotton fabrics was examined by static water contact angles and water sliding angles. Figure 7a clearly presents effect of the concentration of PDMS/calcite in composite coatings on superhydrophobicity of the treated cotton fabrics. It is easily found that the static water contact angle values (WCAs) of the treated cotton fabrics monotonously increase from 151.7° ± 3.7° for PCF-1 to 158.7° ± 2.1° for PCF-5 with the increment in the concentration of PDMS/calcite, which is much higher than 145.36° ± 3.6° for the reference material (PCF-0). The increasing WCAs corroborate that calcite particles embedded on the surface of cotton fibers play a significant role in creating high rough surface, contributing to an improvement on water-repellent property of the treated cotton fabrics.

Superhydrophobic properties of cotton fabrics treated by the PDMS/calcite composite coatings: a static water contact angles before washing, static water contact angles of the representative samples versus washing times, b PCF-2, c PCF-5 and d water sliding angles of all samples
Subsequently, laundering durability of the treated cotton fabrics was also examined by the WCAs. The WCAs of the representative cotton fabrics treated with the PDMS/calcite coatings are provided in Fig. 7b, c. It is noteworthy that after being washed from 5 to 40 times, the WCAs of the representative cotton fabrics individually keep up to 150° (153° for PCF-2 and 158° for PCF-5). After being washed many times, no marked changes in WCAs indicate that the treated cotton fabrics possess excellent water washing durability.
In the meantime, the rolling angles of the treated cotton fabrics were also measured. Figure 7d reveals that the rolling angles of the treated cotton fabrics firstly reduce from 7.0° ± 0.5° for PCF-1 to 6.1° ± 0.4° for PCF-2, and then increase to 9.0° ± 0.3° for PCF-5 with the increment in the concentration of the PDMS/calcite coatings, which are lower than 11.2° ± 0.3° for the cotton fabric treated with the only PDMS. But the changing rolling angles of the cotton fabric finished by the PDMS/calcite coatings still enable water droplets to easily roll off surfaces of the treated cotton fabrics except for the reference material (PCF-0). Hence, the treated cotton fabrics still exhibit excellent superhydrophobic properties.
In addition, to examine the durability of the composite coatings against corrosive liquids, various corrosive droplets with different pH values were dropped on the surface of the selected sample PCF-1, and kept for several hours (from 1 to 14 h). It is noteworthy that all the corrosive droplets on the fabric are spherical until the water completely evaporates, leaving only the dyes on the surface of the fabric. No damaged surface can be found, verifying that the composite coatings consisting of the PDMS polymer and calcite particles can impart the treated cotton fabrics with excellent resistance to corrosive liquids, as displayed in Fig. 8a. To further examine the mechanical durability of the treated cotton fabrics, the sand paper abrasion experiment was also carried out, and the WCAs of the rubbed surface of the selected sample PCF-1 were measured after different abrasion times. With the increase in abrasion times (from 50 to 500), the WCAs of the sample PCF-1 evidently decrease from 150.0° ± 2.6° to 141.3° ± 1.8°, indicating that after many time abrasions, superhydrophobicity of the cotton fabric treated with PDMS/calcite composite coatings were weakened, but it still exhibited good hydrophobic property. The weakened superhydrophobicity of the treated cotton fabric should be attributed to the loss of surface roughness of the composite fabric. Collectively, the PDMS/calcite hybrid coatings can impart excellent superhydrophobic property and impressive durability to cotton fabric.

The durability of PCF-1 against abrasion and corrosive liquid a corrosive liquid, orange liquid droplet (saturated NaCl solution), bluish liquid droplet (NaOH solution dyed with methylene blue, pH = 13) and light-red liquid droplet (HCl solution dyed with acid red 112, pH = 1) and all the volume of corrosive liquid droplets is 10 μL) and b WCAs of PCF-1 after 50–500 time abrasions
Oil/water separation and self-cleaning ability of the coated cotton fabrics
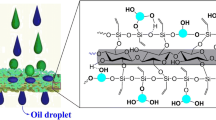
In order to assess the oil–water separation efficiency of the representative cotton fabric (PCF-2), a simple oil/water separation device was set up to further study the separation efficiency of oil/water mixture, as shown in Fig. 9a. The mixture of organic solvent and water dyed with 0.01% methylene blue (volume ratio = 1:1) was poured into the upper glass cup, the organic solvent gradually penetrated the treated cotton fabrics and rapidly flowed into the container under gravity, while dyed water was trapped on the upper side of the cotton fabric owing to the superhydrophobic surface, and the separation efficiency of the representative cotton fabrics was determined by calculating mass of the trapped water. It is worth noting that all of the treated cotton fabrics exhibits excellent separation efficiency of up to 99% for common solvents/water mixture such as petroleum ether/water, toluene/water, dichloromethane/water and trichloromethane/water after being separated 10 times, as shown in Fig. 9b. Subsequently, separation flux of the representative cotton fabrics was also calculated to be from 2.65 mL/(min·cm2) for dichloromethane/water to 0.27 mL/(min·cm2) for toluene/water.

Oil/water separation and self-cleaning ability of the representative cotton fabrics: a separation process of oil/water mixture and color changes of the used fabric after filtration 10 times, b separation efficiency for different oil–water mixtures (the volume ratio of organic solvent to water is 1:1, common solvent selects petroleum ether, toluene, dichloromethane, trichloromethane, respectively) after continuous filtering 10 cycles and c self-cleaning photos of the representative cotton fabric (0, 1 and 2 stand for pristine cotton fabric, the sample PCF-0 and the sample PCF-2, respectively)
Meanwhile, to further examine practicability of oil/water separation, the representative samples (PCF-1 and PCF-2) were selected to simulate emulsion separation. The mixture of chloroform, emulsifier (0.1%) and water (volume ratio of chloroform to water is 1:20, and chloroform is dyed with oil red O) was mechanically dispersed at high speed in 3 min, and then a pink oil/water emulsion was obtained. Subsequently, a given volume of oil/water emulsion is transferred into a glass bottle. The representative samples were added into the oil/water emulsion, and stirred for 3 min, respectively. Notably, the color of the emulsion changes from pink to colorless, and the emulsion separation efficiency of sample PCF-2 is 99.6%, which is little higher than 99.0% for PCF-1. At the same time, the Chinese characters at the bottom of the bottle can be clearly seen from top view (the inserted photos on the top right corner) as compared to the cloudy emulsion without stirring, as shown in Figure S2. The result corroborates that the cotton fabric treated with PDMS/calcite coatings can be efficiently used for emulsion separation.
Additionally, the self-cleaning ability of the representative cotton fabrics was also examined. Video S1 vividly shoots the whole self-cleaning process of the representative cotton fabrics. A small amount of dye (methylene blue) was sprinkled on the surface of the representative cotton fabrics, and then it was flushed with water. After flushing several minutes, dye on the surface of PCF-2 is rapidly carried away by the rolling water droplets, and its surface keeps clean. But some inconspicuous dots and impressive blue stain are still left on the surfaces of PCF-0 and the pristine cotton fabric, respectively. No blue stain can be observed on the surface of PCF-2, which demonstrates that the PDMS/calcite composite coatings can impart cotton fabrics with excellent self-cleaning property, as exhibited in Fig. 9c and Video S1.
Conclusion
In this work, the PDMS/calcite composites have been successfully explored, and experimental results show that the PDMS/calcite composites possess the best flexibility when the loading mass of calcite particles relative to VPDMS reaches 10 wt%. Subsequently, novel PDMS/calcite composite coatings were prepared and applied to surface treatment of cotton fabrics. After dip coating, the treated cotton fabrics exhibit excellent superhydrophobic properties with the static water contact angle larger than 150° and water rolling angle less than 10° as compared to the pristine cotton fabric and the reference material. It is interesting to find that in comparison with the pristine cotton fabric, the PDMS/calcite coatings not only enhance mechanical properties of cotton fabrics, but also impart cotton fabrics with tunable comfort property. Furthermore, the cotton fabrics treated with the PDMS/calcite coatings also exhibit excellent oil/water separation efficiency (up to 99%) after 10 cycles, self-cleaning ability, and water laundering and chemical durability. Therefore, the novel straightforward, cost-efficient, eco-friendly and durable PDMS/calcite composite coatings of cotton fabrics have great potential in a wide range of applications including self-cleaning surfaces, water-proof textiles and continuous oil recovery.
References
Cao C et al (2016) Robust fluorine-free superhydrophobic PDMS–ormosil@fabrics for highly effective self-cleaning and efficient oil–water separation. J Mater Chem A 4:12179–12187. https://doi.org/10.1039/C6TA04420D
Chen D, Chen F, Hu X, Zhang H, Yin X, Zhou Y (2015a) Thermal stability, mechanical and optical properties of novel addition cured PDMS composites with nano-silica sol and MQ silicone resin. Compos Sci Technol 117:307–314. https://doi.org/10.1016/j.compscitech.2015.07.003
Chen D, Chen F, Zhang H, Yin X, Liu X, Zhou Y (2015b) Preparation and characterization of novel addition cured polydimethylsiloxane nanocomposites using nano-silica sol as reinforcing filler. Polym Int 64:1741–1746. https://doi.org/10.1002/pi.4974
Chen S, Li X, Li Y, Sun J (2015c) Intumescent flame-retardant and self-healing superhydrophobic coatings on cotton fabric. ACS Nano 9:4070–4076. https://doi.org/10.1021/acsnano.5b00121
Chen D, Chen F, Zhang H, Yin X, Zhou Y (2016a) Preparation and characterization of novel hydrophobic cellulose fabrics with polyvinylsilsesquioxane functional coatings. Cellulose 23:941–953. https://doi.org/10.1007/s10570-015-0820-y
Chen J et al (2016b) The facile preparation of self-cleaning fabrics. Compos Sci Technol 122:1–9. https://doi.org/10.1016/j.compscitech.2015.11.015
Chen D, Sun W, Qian C, Wong APY, Reyes LM, Ozin GA (2017) UV-Blocking photoluminescent silicon nanocrystal/polydimethylsiloxane composites. Adv Opt Mater 5:1700237. https://doi.org/10.1002/adom.201700237
Chen D et al (2018) UV-blocking, superhydrophobic and robust cotton fabrics fabricated using polyvinylsilsesquioxane and nano-TiO2. Cellulose 25:3635–3647. https://doi.org/10.1007/s10570-018-1790-7
Cheng Y et al (2018) Progress in TiO2 nanotube coatings for biomedical applications: a review. J Mater Chem B 6:1862–1886. https://doi.org/10.1039/C8TB00149A
Cheng M et al (2019a) Preparation and properties of pH-responsive reversible-wettability biomass cellulose-based material for controllable oil/water separation. Carbohydr Polym 203:246–255. https://doi.org/10.1016/j.carbpol.2018.09.051
Cheng Q-Y, Guan C-S, Li Y-D, Zhu J, Zeng J-B (2019b) Robust and durable superhydrophobic cotton fabrics via a one-step solvothermal method for efficient oil/water separation. Cellulose. https://doi.org/10.1007/s10570-019-02267-6
Deng Z-Y, Wang W, Mao L-H, Wang C-F, Chen S (2014) Versatile superhydrophobic and photocatalytic films generated from TiO2–SiO2@PDMS and their applications on fabrics. J Mater Chem A 2:4178–4184. https://doi.org/10.1039/C3TA14942K
Dixon C, Lamanna J, Wheeler AR (2017) Printed microfluidics. Adv Funct Mater 27:1604824. https://doi.org/10.1002/adfm.201604824
French AD (2014) Idealized powder diffraction patterns for cellulose polymorphs. Cellulose 21:885–896. https://doi.org/10.1007/s10570-013-0030-4
Gao S et al (2017) Facile construction of robust fluorine-free superhydrophobic TiO2@fabrics with excellent anti-fouling, water–oil separation and UV-protective properties. Mater Des 128:1–8. https://doi.org/10.1016/j.matdes.2017.04.091
Gao S, Dong X, Huang J, Li S, Li Y, Chen Z, Lai Y (2018) Rational construction of highly transparent superhydrophobic coatings based on a non-particle, fluorine-free and water-rich system for versatile oil–water separation. Chem Eng J 333:621–629. https://doi.org/10.1016/j.cej.2017.10.006
Ge M et al (2018) Rational design of materials interface at nanoscale towards intelligent oil–water separation. Nanoscale Horiz 3:235–260. https://doi.org/10.1039/c7nh00185a
Gore PM, Kandasubramanian B (2018) Heterogeneous wettable cotton based superhydrophobic Janus biofabric engineered with PLA/functionalized-organoclay microfibers for efficient oil–water separation. J Mater Chem A 6:7457–7479. https://doi.org/10.1039/c7ta11260b
Gu J et al (2017) Functionalization of biodegradable PLA nonwoven fabric as superoleophilic and superhydrophobic material for efficient oil absorption and oil/water separation. ACS Appl Mater Interfaces 9:5968–5973. https://doi.org/10.1021/acsami.6b13547
Gupta RK, Dunderdale GJ, England MW, Hozumi A (2017) Oil/water separation techniques: a review of recent progresses and future directions. J Mater Chem A 5:16025–16058. https://doi.org/10.1039/C7TA02070H
Hong SK, Bae S, Jeon H, Kim M, Cho SJ, Lim G (2018) An underwater superoleophobic nanofibrous cellulosic membrane for oil/water separation with high separation flux and high chemical stability. Nanoscale 10:3037–3045. https://doi.org/10.1039/C7NR08199E
Jing X, Guo Z (2018) Biomimetic super durable and stable surfaces with superhydrophobicity. J Mater Chem A 6:16731–16768. https://doi.org/10.1039/C8TA04994G
Li L, Li B, Dong J, Zhang J (2016a) Roles of silanes and silicones in forming superhydrophobic and superoleophobic materials. J Mater Chem A 4:13677–13725. https://doi.org/10.1039/C6TA05441B
Li Y, Ge B, Men X, Zhang Z, Xue Q (2016b) A facile and fast approach to mechanically stable and rapid self-healing waterproof fabrics. Compos Sci Technol 125:55–61. https://doi.org/10.1016/j.compscitech.2016.01.021
Li S, Huang J, Chen Z, Chen G, Lai Y (2017a) A review on special wettability textiles: theoretical models, fabrication technologies and multifunctional applications. J Mater Chem A 5:31–55. https://doi.org/10.1039/C6TA07984A
Li Y, Zhang Z, Wang M, Men X, Xue Q (2017b) One-pot fabrication of nanoporous polymer decorated materials: from oil-collecting devices to high-efficiency emulsion separation. J Mater Chem A 5:5077–5087. https://doi.org/10.1039/C7TA00297A
Lin W et al (2018) Preparation of highly hydrophobic and anti-fouling wood using poly(methylhydrogen)siloxane. Cellulose 25:7341–7353. https://doi.org/10.1007/s10570-018-2074-y
Liu L, Yuan W (2018) A hierarchical functionalized biodegradable PLA electrospun nanofibrous membrane with superhydrophobicity and antibacterial properties for oil/water separation. New J Chem 42:17615–17624. https://doi.org/10.1039/C8NJ03112F
Liu D, Zhang M, He L, Chen Y, Lei W (2017a) Layer-by-layer assembly fabrication of porous boron nitride coated multifunctional materials for water cleaning. Adv Mater Interfaces 4:1700392. https://doi.org/10.1002/admi.201700392
Liu M, Hou Y, Li J, Tie L, Peng Y, Guo Z (2017b) Inorganic adhesives for robust, self-healing, superhydrophobic surfaces. J Mater Chem A 5:19297–19305. https://doi.org/10.1039/C7TA06001G
Liu Z, Yu J, Lin W, Yang W, Li R, Chen H, Zhang X (2018) Facile method for the hydrophobic modification of filter paper for applications in water–oil separation. Surf Coat Technol 352:313–319. https://doi.org/10.1016/j.surfcoat.2018.08.026
Long M et al (2017) A robust superhydrophobic PDMS@ZnSn(OH)6 coating with under-oil self-cleaning and flame retardancy. J Mater Chem A 5:22761–22771. https://doi.org/10.1039/C7TA06190K
Ma Q et al (2017) Preparation of superhydrophilic and underwater superoleophobic nanofiber-based meshes from waste glass for multifunctional oil/water separation. Small 13:1700391. https://doi.org/10.1002/smll.201700391
Mai Z et al (2018) Multifunctionalization of cotton fabrics with polyvinylsilsesquioxane/ZnO composite coatings. Carbohydr Polym 199:516–525. https://doi.org/10.1016/j.carbpol.2018.07.052
Muresan EI, Balan G, Popescu V (2013) Durable hydrophobic treatment of cotton fabrics with glycidyl stearate. Ind Eng Chem Res 52:6270–6276. https://doi.org/10.1021/ie400235u
Peng C, Chen Z, Tiwari MK (2018) All-organic superhydrophobic coatings with mechanochemical robustness and liquid impalement resistance. Nat Mater 17:355–360. https://doi.org/10.1038/s41563-018-0044-2
Przybylak M, Maciejewski H, Dutkiewicz A, Dabek I, Nowicki M (2016) Fabrication of superhydrophobic cotton fabrics by a simple chemical modification. Cellulose 23:2185–2197. https://doi.org/10.1007/s10570-016-0940-z
Qian H et al (2017) Dual-action smart coatings with a self-healing superhydrophobic surface and anti-corrosion properties. J Mater Chem A 5:2355–2364. https://doi.org/10.1039/C6TA10903A
Reddy N, Salam A, Yang YQ (2008) Effect of structures and concentrations of softeners on the performance properties and durability to laundering of cotton fabrics. Ind Eng Chem Res 47:2502–2510. https://doi.org/10.1021/ie071564f
Sasaki K, Tenjimbayashi M, Manabe K, Shiratori S (2016) Asymmetric superhydrophobic/superhydrophilic cotton fabrics designed by spraying polymer and nanoparticles. ACS Appl Mater Interfaces 8:651–659. https://doi.org/10.1021/acsami.5b09782
Singh AK, Singh JK (2017) Fabrication of durable superhydrophobic coatings on cotton fabrics with photocatalytic activity by fluorine-free chemical modification for dual-functional water purification. New J Chem 41:4618–4628. https://doi.org/10.1039/c7nj01042g
Tang X et al (2017) A facile procedure to modify filter paper for oil–water separation. RSC Adv 7:30495–30499. https://doi.org/10.1039/C7RA03754F
Tang X, Wang X, Tang C, Ma J, Zhang S, Li Z, Dong F (2019) PDA-assisted one-pot fabrication of bioinspired filter paper for oil–water separation. Cellulose 26:1355–1366. https://doi.org/10.1007/s10570-018-2144-1
Wang L, Xi GH, Wan SJ, Zhao CH, Liu XD (2014) Asymmetrically superhydrophobic cotton fabrics fabricated by mist polymerization of lauryl methacrylate. Cellulose 21:2983–2994. https://doi.org/10.1007/s10570-014-0275-6
Wang Z, Liu G, Huang S (2016) In situ generated Janus fabrics for the rapid and efficient separation of oil from oil-in-water emulsions. Angew Chem 55:14610–14613. https://doi.org/10.1002/anie.201607581
Wu M, Ma B, Pan T, Chen S, Sun J (2016) Silver-nanoparticle-colored cotton fabrics with tunable colors and durable antibacterial and self-healing superhydrophobic properties. Adv Funct Mater 26:569–576. https://doi.org/10.1002/adfm.201504197
Wu C et al (2017) Fabrication of ZIF-8@SiO2 micro/nano hierarchical superhydrophobic surface on AZ31 magnesium alloy with impressive corrosion resistance and abrasion resistance. ACS Appl Mater Interfaces 9:11106–11115. https://doi.org/10.1021/acsami.6b16848
Xiong D, Liu G, Duncan EJS (2012) Diblock-copolymer-coated water- and oil-repellent cotton fabrics. Langmuir 28:6911–6918. https://doi.org/10.1021/la300634v
Xu Z, Zhao Y, Wang H, Zhou H, Qin C, Wang X, Lin T (2016) Fluorine-free superhydrophobic coatings with pH-induced wettability transition for controllable oil–water separation. ACS Appl Mater Interfaces 8:5661–5667. https://doi.org/10.1021/acsami.5b11720
Yang M, Liu W, Jiang C, He S, Xie Y, Wang Z (2018) Fabrication of superhydrophobic cotton fabric with fluorinated TiO2 sol by a green and one-step sol–gel process. Carbohydr Polym 197:75–82. https://doi.org/10.1016/j.carbpol.2018.05.075
Yong J, Chen F, Yang Q, Huo J, Hou X (2017) Superoleophobic surfaces. Chem Soc Rev 46:4168–4217. https://doi.org/10.1039/C6CS00751A
Yuan Z et al (2014) Preparation of a polydimethylsiloxane (PDMS)/CaCO3 based superhydrophobic coating. Surf Coat Technol 254:97–103. https://doi.org/10.1016/j.surfcoat.2014.05.068
Yuan R et al (2017) Facile fabrication approach for a novel multifunctional superamphiphobic coating based on chemically grafted montmorillonite/Al2O3-polydimethylsiloxane binary nanocomposite. J Polym Res. https://doi.org/10.1007/s10965-017-1222-7
Zahid M, Heredia-Guerrero JA, Athanassiou A, Bayer IS (2017) Robust water repellent treatment for woven cotton fabrics with eco-friendly polymers. Chem Eng J 319:321–332. https://doi.org/10.1016/j.cej.2017.03.006
Zhang Y, Li Y, Shao J, Zou C (2015) Fabrication of superhydrophobic fluorine-free films on cotton fabrics through plasma-induced grafting polymerization of 1,3,5,7-tetravinyl-1,3,5,7-tetramethylcyclotetrasiloxane. Surf Coat Technol 276:16–22. https://doi.org/10.1016/j.surfcoat.2015.06.050
Zhang H et al (2016) Robust, self-healing, superhydrophobic coatings highlighted by a novel branched thiol-ene fluorinated siloxane nanocomposites. Compos Sci Technol 137:78–86. https://doi.org/10.1016/j.compscitech.2016.10.023
Zhang F, Ren H, Shen L, Tong G, Deng Y (2017a) Micro–nano structural engineering of filter paper surface for high selective oil–water separation. Cellulose 24:2913–2924. https://doi.org/10.1007/s10570-017-1292-z
Zhang S, Huang J, Cheng Y, Yang H, Chen Z, Lai Y (2017b) Bioinspired surfaces with superwettability for anti-icing and ice-phobic application: concept, mechanism, and design. Small 13:1701867. https://doi.org/10.1002/smll.201701867
Zhang W et al (2018) Alloyed multi-shell quantum dots with tunable dual emission. J Mater Chem C 6:11280–11286. https://doi.org/10.1039/C8TC03331E
Zhao J et al (2014) Biomimetic and bioinspired membranes: preparation and application. Prog Polym Sci 39:1668–1720. https://doi.org/10.1016/j.progpolymsci.2014.06.001
Zhou H, Wang H, Niu H, Gestos A, Wang X, Lin T (2012) Fluoroalkyl silane modified silicone rubber/nanoparticle composite: a super durable, robust superhydrophobic fabric coating. Adv Mater 24:2409–2412. https://doi.org/10.1002/adma.201200184
Acknowledgments
This research has received financial supports from the National Natural Science Foundation of China (No. 51503161), the Foundation of Wuhan Textile University (173006) and the National Key Research and Development Program of China (No. 2016YFA0101102).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Mai, Z., Shu, X., Li, G. et al. One-step fabrication of flexible, durable and fluorine-free superhydrophobic cotton fabrics for efficient oil/water separation. Cellulose 26, 6349–6363 (2019). https://doi.org/10.1007/s10570-019-02515-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-019-02515-9