
Abstract
To reduce pollution in cotton knitted fabric production, this study aimed at developing a novel open width and continuous pretreatment process combining plasma, padding, and enzyme washing etc. In this process, plasma destroyed oily and waxy structures, padding provided the same functions of scouring and polishing, and enzyme washing gave deoxidization. Compared with conventional one bath alkali peroxide pretreatment process in pilot experiments, the quality of products from the novel pretreatment process is higher. The superiority was attributed to not generating microfibers on the surfaces of the products, integrity of the fiber microstructure of the products, and effective removal of oils and waxes. Water consumption is only 26.4% of that used in the conventional one-bath pretreatment. Also, pollutant production is reduced; chemical oxygen demand (CODCr), total nitrogen (TN), ammonia nitrogen (NH3–N), and total phosphorus (TP) of the developed process are lower by 73.18%, 87.09%, 60.64% and 60.81% respectively, because high pretreatment efficiency of novel process leads to a lower need for water and auxiliaries.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
There are many environmental concerns in dyeing industry that hinder its own sustainable development, such as its high water consumption and high pollution. Because of high concentrations in chemical oxygen demand (CODCr), total nitrogen (TN) and salt, the discharge of dyeing wastewater has a strong impact on water environment and ecological safety. Therefore, it is important to decrease wastewater and pollutants in dyeing process. Pollution prevention rules in industrial manufacture include 4 main methods, which are source reduction, recycle, treatment and disposal (Gael and Palligarnai 2007). In the dyeing industry, pollution reduction from source can be realized through optimizing technologies, equipment, dyestuffs and auxiliaries in the whole dyeing process (Xu and Zhou 2016).
Cotton knitted fabrics have good properties such as elasticity, convenience for dressing, and static proof (Meliha 2016). Approximately 30% of fabric total yields were cotton knitted fabrics, by which bedding articles, underwear and summer clothes are made, (Li 2017). To produce cotton knitted fabrics, existing manufacturing technique, which is characterized by high operating temperature, rope form and batch type, has been adopted. However, this technique has resulted in high water consumption and severe water pollution (Emrah et al. 2016). As a contrast, an alternative technique, which is characterized by normal operating temperature, open width and continuous type, has received much concern from researchers (Nunes et al. 2015; Kohl et al. 2014). The existing conventional dyeing process is roughly divided into three stages: pretreatment, dyeing, and finishing (Erhan and Burcu 2011). About 30% water consumption and 50% CODCr production in dyeing process come from the pretreatment step (Ma et al. 2013). Therefore, better pollution prevention from source can realize in the cleaner pretreatment. Technical difficulties of this manufacturing technique are suitable approaches and effective auxiliary reagents to make fabrics achieve the demands of dyeing stage (Qiang et al. 2007).
The purposes of pretreatment in cotton knitted fabric dyeing are to remove impurities (e.g., pectin, grease, cottonseed hull) on fabrics, improve whiteness, brightness and capillary effect, ameliorate rough hand feeling and yellowness, and finally make fabrics achieve the demands of dyeing stage (Awais et al. 2015; Saravanan et al. 2009; Tanveer et al. 2015). In conventional manufacturing technique, pretreatment of cotton knitted fabrics contains 3 main steps, i.e. scouring, polishing, and deoxidizing (Seher and Kerim 2016; Avınc et al. 2016; Gotoh and Harayama 2013).
In scouring step, main auxiliary reagents are surfactant, hydrogen peroxide (H2O2) and sodium hydroxide (NaOH), which work with fabrics in high temperature condition (almost boiling). Although some benefits are achieved by these auxiliaries, such as free from Absorbable Organic Halogen (AOX) pollution, low cost, low corrosion and ecologically acceptable (Phatthalung et al. 2012; Tian et al. 2012), H2O2 proceeding in chain reactions (Meliha 2016) leads to potential side reactions with positive ions like Fe3+ and Ca2+ (see Fig. 1), and consequently causes uneven decolorization. Furthermore, wastewater from scouring step contains refractory organics because of high temperature, high CODCr from megadose of surfactants and strong basicity from NaOH (pH > 10) (Enling et al. 2016). Therefore, it is necessary to use other reagents to take place of these auxiliaries in the scouring step. In recent study, as stated by Amanjot et al. (2016), some novel kinds of bio-enzymes, such as xylano-pectinolytic enzymes, were used in flax fibers scouring, which showed 70% reduction in consumption of scouring chemicals to obtain the same, even higher optical properties of the fibers such as brightness, whiteness and yellowness, compared with using conventional scouring approach. Therefore, utilization of bio-enzymes in the scouring step can improve the quality of fibers and make the process ecofriendly and energy-saving. Some recent studies (Meliha 2016; Nunes et al. 2015) also revealed similar results in cotton knitted fabric dyeing process, as following equations:

Novel pretreatment process
Start:
Chain:
Termination:
Side reaction with Fe3+
In polishing step and deoxidizing step, main auxiliaries in megadose are NaOH and inorganic deoxidizers respectively, which give wastewater from these two steps strong basicity (pH > 12) and high conductivity (more than 5000 μS cm−1). On the other hand, inadequate deoxidizing can lead to uneven dyeing in dyeing process. Nowadays, with the development of enzyme technology, the conventional auxiliaries begin to be displaced by cellulase and catalase. Cellulase and catalase, characterized with high efficiency in decomposing cellulose and H2O2, provided the same pretreatment effect as conventional auxiliaries but in lower dosage and neutral condition. Therefore, bio-enzyme provides higher efficiency in polishing and deoxidizing steps (Shamshad et al. 2014; Araújo et al. 2008), and decrease treatment difficulty of wastewater from these steps (Eren et al. 2009; Shafie et al. 2009). Nonetheless, its working conditions were difficult to be controlled because of selectivity and vulnerability of bio-enzyme. Therefore, the technical problem of pretreatment with bio-enzyme was the accuracy control of its working conditions.
Moreover, in recent years, some other approaches appear to enhance the effect of pretreatment. As stated by Bashar et al. (2015), high-energy particle (Co-60 gamma radiation of absorbed dose 5–20 kGy) bombarding the surface of cotton knitted fabric in a short time (15 min) before scouring step yielded product with acceptable whiteness and water absorbency which is suitable for pale shade dyeing. Meanwhile, some other researchers have also reported the application of ozone molecule, UV and low temperature plasma to treat cotton fabrics (Wei et al. 2017; Kan and Au 2014; Sun and Stylios 2004; Eren and Ozturk 2011; Perincek et al. 2007; Prabaharan et al. 2000). The mechanics of reaction between high-energy particle and cotton fabric are these high-energy particles bombarding natural impurities such as oil, wax, natural color etc., enhance the capillary effect of fabric, and decrease microfiber on the surface of fabric (Bashar et al. 2015). Compared with other high-energy particles, plasma has the benefits of high energy efficiency ratio, stable equipment, and reliable technique (Wei et al. 2017). Moreover, at stated by Ana et al. (2018), the hydroxyl (C–O) and carbonyl (C=O) groups in surfaces of a cotton fabric were significantly increasing after a plasma treatment. The result means that after plasma treatment polar oxygen rich groups were introduced on the material surface, and a cleaning of the surface and ablation of non-cellulosic components occurred during the plasma treatment. From a sustainability perspective, padding based dyeing methods for cotton fabrics are the most preferred coloration pathway (Schramm and Jantschgi 1999). Nevertheless, there is few researches combining plasma and padding with open width and continuous-type pretreatment of cotton knitted fabric because of characteristics of cotton knitted fabric. Low warp tension provided a high requirement in tension control of the open width production equipment.
In this study, enzymatic technology, plasma and padding were combined and applied in pretreatment of cotton knitted fabrics, in order to decreasing water consumption and pollution in condition that fabric quality was non-reducing. Open width continuous type apparatus took the place of rope form batch type one in conventional one bath alkali peroxide pretreatment process and low temperature pretreatment process replaced high temperature process. Quality of products (capillarity, whiteness and bursting strength), water consumption and pollutant production [CODCr, TN, ammonia nitrogen (NH3–N), and total phosphorus (TP)] were compared between conventional one bath alkali peroxide pretreatment process and novel pretreatment process. In addition, the mechanics of quality improvement by characterizing the surface structures and functional group of fabrics were investigated by scanning electron microscope (SEM) and Fourier transform infrared spectroscopy (FTIR). Also, the practicability and stability of this novel technology in pilot equipment were evaluated.
Materials and methods
Materials and experimental procedure
In this study, 20 batches of 100% cotton single jersey knitted fabrics (170 g m−2 and breadth of 1.58 m) obtained from fabric mill, Kunfeng Ltd. Corp, Yixing city, China, was used in weight of 100 kg/batch. The padding solution was composed of Complex Enzyme (CE) WCK125-1 (self-made, 8–12 g L−1), CE GW506-1 (self-made, 5–10 g L−1), CE WCK115-1 (self-made, 15–20 g L−1), and NaSiO3 (Kefeng chemistry Ltd. Corp. Guangzhou, China, 1 g L−1). The enzymatic washing solution was made of CE WCK115-2 (self-made, 15 g L−1). The recipes of self-made CEs were shown in Table 1. The main functions of CE WCK125-1 and CE GW506-1 were to remove the oiliness and waxiness on the surface of fabric, destroy cellulose, lignin, pectin, protein and keratin, and enhance the capillary effect of fabric. The main function of CE WCK115-1 was to bleach and polish. The main function of CE WCK115-2 was to deoxidize. The conventional bleaching solution was composed of H2O2 (30%, Qidi Chemicals Ltd. Corp. Changzhou, China), NaOH (industrial grade, Qidi chemistry Ltd. Corp. Changzhou, China), nonionic surfactant (alkoxylated fatty alcohol, Kefeng chemistry Ltd. Corp. Guangzhou, China) and NaSiO3 (industrial-grade, Kefeng chemistry Ltd. Corp. Guangzhou, China). The chemicals in the conventional polishing solution were consisted of acetic acid (HAc, 75%, Qidi chemistry Ltd. Corp. Changzhou, China), and cellulose (Quanding Biotechnology Ltd. Corp. Zaozhuang, China). The conventional deoxidizing solution was composed of catalase (Quanding Biotechnology Ltd. Corp. Zaozhuang, China).
10 batches of fabrics were pretreated by novel open width continuous type pretreatment technology. Shown in Fig. 1, the steps of novel pretreatment, in turn, were plasma, padding and enzyme washing. The novel technology apparatus included 2 parts, being plasma and padding combination apparatus and enzyme washing apparatus. Plasma and padding combination apparatus had 4 parts, which, in turns, were feeding roller, plasma device, padding device, and draw-out roller. Feeding roller, which fed the fabrics in the manner of open width continuous type, was the speed control device at 5–20 m min−1 as pretreatment required. In plasma device, the mode was pulsed discharge (PD) in discharge power 3–6 kW, effective current 5–11 A, frequency 50 Hz, air medium and application environment in normal temperature. Accurate discharge power and effective current were determined by feeding speed and pretreatment requirement. The purposes of plasma in pretreatment was to destroy the tight structure of oil and wax coat on the surface of fabrics. However, it should be noticed that discharge power and effective current should be controlled strictly according to demands in case that plasma also served as a destroyer of fabrics. In padding process, mode of production was single dipping-single rolling-single piling. The operating temperature of padding solution was 60 °C, liquor ratio 1:2, pick-up ratio 120%, and piling time 60–80 min as pretreatment required. The purposes of padding were removing impurities (e.g., pectin, grease, and cottonseed hull) on fabrics, improving whiteness, brightness and capillary effect, functioning as bleaching and polishing in conventional pretreatment. Enzyme washing apparatus had 7 parts, which, in turns, were feeding roller, enzymatic washing slot, shortened steaming mesh bed, J-type roller bed, washing device, water slot and draw-out roller. Same as plasma and padding combination apparatus, feeding roller was speed control device, which set 10–30 m min−1 as pretreatment required. In enzymatic washing slot, fabrics would be dipped into enzymatic washing solution (at ambient temperature) to remove the residual oxidants. Shortened steaming mesh bed, whose structure was mesh steam box, inner temperature was 70 °C and fabric average residence time was 30–50 min, was used to deactivate the remaining CEs. J-type roller bed was the device whose inner temperature was 98 °C and fabric average residence time 2 min. The purpose of J-type roller was to deactivate all remaining CEs thoroughly. In washing device, fabrics were washed in mode of drum spray-dipping-back flushing combining. Before drawn out from enzyme washing apparatus, the last step of pretreatment was dipping into water for scouring off impurities in water slot.
Meanwhile, 10 batches of fabrics were pretreated by conventional rope form and batch type pretreatment technology. A 2000 L high temperature overflow dye vat, which was produced by CHTC Fong’s Industries Comp. Ltd. Shenzhen, China, was employed in conventional pretreatment at liquor ratio of 1:8. The pretreatment process of the samples was shown in Fig. 2. The steps in turn, were high temperature scouring, washing for 2 times, polishing, and deoxidizing. Scouring prescription was NaOH 1.0–3.0 g L−1, 30% H2O2 6–10 ml L−1, nonionic surfactant 4.0–5.0 g L−1, NaSiO3 2 g L−1. Polishing prescription was 75% HAc 0.75–1.0 g L−1, cellulose 1.5–2 g L−1. Deoxidizing prescription was catalase 0.8–1.0 g L−1.

Conventional pretreatment process
Measurements and characterizations
The capillarity of the fabrics was evaluated with the capillarity test method according to DIN 53924. The bursting strength of the fabrics was determined with TruBurst2/, James H. Heal, using a 30.5 mm diameter diagram and a 7.3 cm2 measuring area in accordance with ISO EN 13938:2 1999. The degree of whiteness of the samples were analyzed by the CIE value, using TST Whiteness-meter TST-A822.
The water consumption was measured by a DN15 water meter made by Lushun Corp. Ltd. Xiamen, China. The CODCr, TN, NH3–N, and TP of wastewater were evaluated with the water quality test method 5220D, 4500-N, 4500 NH3–C and 4500-P in Standard Methods for the Examination of Water and Wastewater, 22nd Edition, respectively, using Hach DR-2500 quick COD digestion instrument, Hach DR-5000 spectrophotometer and Shenhong LZDF-50 KB vertical autoclave.
A ZEISS Quanta 400F high-resolution scanning electron microscope (SEM) was used to examine the surfaces of bleached fabrics at an acceleration voltage of 10 kV. The bleached samples were coated with 10 nm Au/Pd prior to SEM observation. FTIR spectrometer was used to obtain the infrared spectra of surfaces using an ATR sampler. The spectra were taken over number range of 4500–600 cm−1 with a resolution of 2 cm−1 under room conditions using Perkin Elmer Spectrum 400.
Data analysis: In this experiment, 10 batches fabrics were supported as the parallel test. The Grubbs test and uncertainty analysis (Zhao et al. 2017) were used to eliminate error data and calculate the uncertainty. The calculation of uncertainties of data was in following equation:
where E was the standard deviation of a certain datum, n was the sample size, Si was ith value of this datum, and \( \overline{S} \) was the average value of this datum.
Investigation in pilot equipment
In this study, the novel pretreatment equipment, which was integrated by plasma and padding combination apparatus and enzyme washing apparatus, served as a pilot equipment of pretreatment for actual production in Kunfeng Ltd. Corp., Yixing, for 27 weeks The evaluation parameters were average bursting strength, water consumption per unit product and CODCr per unit product. The calculation of each parameter was in following equation:
where P was the evaluation parameter (one of average bursting strength, water consumption per unit product or CODCr per unit product), Pj was the relevant evaluation parameter of each batch production in each week, and mj was the weight of this batch.
According to the data of production records, the stabilities of equipment, technology and system were evaluated.
Results and discussion
Comparison of product quality
The data of bursting strength, whiteness and capillary of fabrics were shown in Table 2, where the calculation of uncertainties of data was in Eq. 6. As can be seen in Table 2, the average bursting strength of greige fabrics was 708 N, while fabrics from novel technology 662 N, from conventional technology 621 N. Therefore, the loss of bursting strength of products from novel process reduced about 50% than those from conventional process. On the other hand, whiteness of products from novel technology was 4% higher than those from conventional and capillary 3.5% lower (see Table 2). The reasons why these phenomena occur were as following. (1) Oiliness and waxiness on surfaces of fabrics were destroyed so distinctly by plasma treatment that the fabrics did not need dipping in high-temperature and strong-basicity scouring liquor for a long time, which could damage fibrous structure, so the loss of bursting strength of products from novel process was diminished notably. (2) Although bleaching ability of CE WCK115-1 in novel process did not exceeded H2O2, concentration of CE WCK115-1 in was higher than H2O2 in conventional scouring solution and padding time was longer than scouring time, therefore whiteness was improved by the novel process. (3) High-temperature processing time in novel technology was shorter than the conventional one, and the dosage of surfactants was reduced, thus capillary of fabrics from novel process was slightly lower than that from conventional process. Quality of fabrics from the novel process met requirements of the dyeing process, and their performances were improved. Additionally, according to the results of uncertainty analysis, quality discrepancy from novel process was higher than conventional process. This was because of the uncertainty of high-energy particle bombarding (Wang et al. 2012). SEM and FTIR would further illustrate the mechanics of quality difference between two kinds of products.
Morphology of fabrics analyzed by SEM
The high-power SEM photos (× 5000 magnification) of greige fabric, product from novel technique, and product from conventional technique were shown as Figs. 3, 4 and 5 respectively. As can be seen in Fig. 3, some impurities, such as oiliness, and waxiness, attached to the surfaces of fabrics, which could reduce the capillary and whiteness of fabric. The main purpose of pretreatment, on the microcosmic level, was to remove these impurities away, in the condition of less reduction of fabric bursting strength (Qiang et al. 2006). From comparison between Figs. 4 and 5, both fabrics were almost away from impurities, but some microfiber, which could disturb microstructure of fabric, appeared in the fabric surface of the conventional process. Surface irregularity could lead to the reduction of whiteness. Therefore, the whiteness discrepancy was attributed to not only the different bleaching abilities of CE WCK115-1 and H2O2, but also the microfiber generated from conventional process.

High-power SEM photo of greige fabric

High-power SEM photo of fabric from novel pretreatment

High-power SEM photo of fabric from conventional pretreatment
The low-power SEM photos (× 100 magnification) of greige fabric, products from novel technique, and products from conventional technique were shown as Figs. 6, 7 and 8 respectively. According to Fig. 6, there were a lot of tiny fibers in greige fabrics, which terribly impacted the quality of fabrics. Another purpose of pretreatment, on the microcosmic level, was to remove these littery fibers (Qiang et al. 2006). From comparison between Figs. 7 and 8, the product from novel treatment was cleaner than that from conventional pretreatment. Moreover, the main structure became obviously loose in the fabrics from conventional pretreatment. Surface irregularity could reduce whiteness, and loose structure lower the structural strength of fabrics. Therefore, the whiteness discrepancy was also partly due to the structure destruction by conventional pretreatment. Moreover, the strength discrepancy was thus mainly due to the structure destruction.

Low-power SEM photo of greige fabric

Low-power SEM photo of fabric from novel pretreatment

Low-power SEM photo of fabric from conventional pretreatment
Chemical composition of fabrics analyzed by FTIR
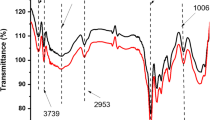
The FTIR analyses of the greige cotton fabric (Fig. 9), the fabric from conventional pretreatment (Fig. 10) and the fabric from novel pretreatment (Fig. 11) were given in the figures. Baseline correction was applied to the results, and the peaks of FTIR analysis of greige fabric were generally in accordance with parallel references (Meliha 2016; Seher and Kerim 2016; Nallathambi and Venkateshwarapuram 2017; Wang et al. 2006). The curve shapes of Figs. 10, 11 and 12 were almost uniform.

FTIR analysis of greige fabric

FTIR analysis of product from conventional technology

FTIR analysis of product from novel technology

Average bursting strength in 27 weeks
In Figs. 10, 11 and 12, the peaks around 1188–1030 cm−1 were related to ether bonds of cellulose (Silva et al. 2008), which did not present in waxiness and oiliness. The transmittance of this peak in greige fabric (Fig. 10) was larger than those of other two product samples (Figs. 11, 12), which illustrated that both conventional and novel pretreatment had the function of removing oiliness and waxiness from fibers (Nallathambi and Venkateshwarapuram 2017). The peaks at 1370–1328 cm−1 referred to the –CH2−, –CH3 bending vibrations (Zhao et al. 2010), which had the same transmittance in the three figures. It proved that both novel and conventional process did not impact the above two functional groups. The peaks at 1648–1614 cm−1 were attributed to the stretching vibration of the conjugated carbonyl group (Meliha 2016), which exists in all three figures and the transmittance of novel process (Fig. 12) was bigger than that of conventional process (Fig. 11). The conjugated carbonyl group can be seen as an indicator of oiliness and waxiness (Alemdar and Sain 2007), so the ability of oiliness and waxiness removal of novel process (Fig. 12) was lower than that of conventional process (Fig. 11). Therefore, the results showed that the higher capillary of product from conventional process than novel process was attributed to the ability of oiliness and waxiness removal. The peaks at 3360–3336 cm−1 and 2900–2918 cm−1 were related to the polysaccharides and saccharides (Pereira et al. 2011; Liu et al. 2014). Compared the peaks at 3360–3336 cm−1 and 2900–2918 cm−1, it could be ensured that the conventional process, on the microcosmic level, was provided with higher ability to remove impurities away from fiber.
Water consumption and pollutant reduction
The water consumption and pollutant production (characterized by CODCr, TN, NH3–N, and TP) per unit product (ton fabric, abbreviated as tf.) of 10 batches experiment were shown in Table 3, where the calculation of uncertainties of data was in Eq. 6.
The average water consumption of novel process was 14.03 m3/tf., while conventional process was 42.21 m3/tf. The former was only 26.4% as the latter. Because conventional process was batch production, when each working procedure was done, all liquor in vat would be drained, so there was no versatile utility of water among every working procedures. For novel process, water consumptions of each working procedure were lower than conventional process because of its characteristic of open width and continuous type.
The CODCr, TP, TN and NH3–N of the wastewater from novel process were 73.18, 87.09, 60.64 and 60.81% lower than that from conventional process respectively. The reasons were as following. (1) There was no destruction of oiliness and waxiness by plasma in conventional process, which made oiliness and waxiness difficult to be scoured off from fabrics and a large number of surfactants were used for scouring off them in conventional process. The residual surfactants in wastewater would increase CODCr, nitrogen and phosphorus. (2) Residual acetic acid from polishing process and catalase from deoxidizing process increased the pollution of conventional process, while no acetic acid was added in novel process because of neutral operating conditions. (3) Efficiencies of bio-enzymes in novel process were in high level, so there was few residual bio-enzyme in wastewater.
Investigation in pilot equipment
The novel pretreatment, which was integrated by plasma and padding combination apparatus and enzyme washing apparatus as a production unit, served as a pilot equipment of pretreatment for actual production in Kunfeng Ltd. Corp. Yixing China for 27 weeks. The data of average bursting strength, water consumption per unit product and CODCr per unit product in week from production records were shown in Figs. 12, 13 and 14, respectively. In Fig. 12, the average bursting strength was significantly unstable in the first nine weeks because of unstable operation of the new equipment in this period. Then the quality of products was stable and increased slightly because of ameliorative measures in operation. However, the quality of all products achieved the demands of dyeing process. In Fig. 13, the water consumptions differed dramatically in the first three week because of the debugging inflow program of the control system. Then the water consumption almost stabilized around 14.2 m3/tf after three weeks. In Fig. 14, the CODCr in wastewater differed dramatically in this period because the dosages of auxiliaries were deferent in each order in actual production. However, this phenomenon was attributed to the difference of the dosages of auxiliaries in each batch and the qualities of products did not differed with the wastewater so much. Above all, according to production records, which showed that all products of this production unit was qualified well and achieved the demands of dyeing process, the stabilities of this equipment was proved, so the practicability of the novel technology was illustrated.

Water consumption per unit product in 27 weeks

CODCr per unit product in 27 weeks
Conclusions
In this study, a novel manufacturing technique, which was combined with plasma, padding, and enzyme washing, and characterized by normal operating temperature, open width and continuous-type, was proposed for cotton knitted fabric pretreatment. Plasma destroyed the compact structures of oiliness and waxiness on the surfaces of fabrics in the way of high-energy particle bombarding, and reduced difficulty of further treatment. Combined with enzyme technology, padding provided the same functions as scouring and polishing in conventional manufacturing technique, at a relatively low temperature. The padding step based on the high efficiency of enzyme and the pre-destroying of oiliness and waxiness by plasma, so there was no necessity to use so much auxiliaries as conventional manufacturing technique. The enzyme washing provided the same functions as washing step and deoxidizing step in conventional manufacturing technique. The data from experiment and investigation in pilot equipment demonstrated the effectiveness and utility of our technique.
-
1.
In the novel pretreatment process, the loss of bursting strength of products from novel process was 50% lower than those from conventional one bath alkali peroxide process, whiteness of products 4% higher and capillary 3.5% lower. The quality of fabrics met requirements of dyeing process. The superiority of novel technology attributed to no microfiber generated in the surfaces of products, fiber microstructure integrality of products, and strong ability of oiliness and waxiness removal.
-
2.
The water consumption of the novel technique was 26.4% as that of the conventional one, and CODCr, TP, TN and NH3–N of wastewater from novel process were 73.18, 87.09, 60.64 and 60.81% lower than that from the conventional one bath alkali peroxide process respectively. In novel process, continuous type, plasma and enzyme technology provide good reasons to reduce water and auxiliaries.
-
3.
According to the investigation in pilot equipment, the practicability of novel technology was favorable. The novel technology is a typical cleaner production technology, which has good application prospects.
References
Alemdar A, Sain M (2007) Isolation and characterization of nanofibers from agricultural residues wheat straw and soy hulls. Bioresour Technol 99(6):1664–1671
Amanjot K, Avtar S, Arun KP, Mahajan R (2016) Cost-effective scouring of flax fibers using cellulase-free xylano-pectinolytic synergism from a bacterial isolate. J Clean Prod 131:107–111
Ana DK, Bratislav MO, Alenka V (2018) Surface cleaning of raw cotton fibers with atmospheric pressure air plasma. Cellulose 25:4199–4209
Araújo R, Casal M, Cavaco-Paulo A (2008) Application of enzymes for fabric fibres process. Biocatal Biotransform 26:332–349
Avınc O, Eren HA, Erismis B, Eren S (2016) Treatment of cotton with a laccase enzyme and ultrasound. Indian Fabr 67:55–61
Awais K, Mazhar HP, Muhammad M, White M (2015) A review on developments in dyeing cotton fabrics with reactive dyes for reducing effluent pollution. J Clean Prod 87:50–57
Bashar MM, Siddiquee MdAB, Khan MA (2015) Preparation of cotton knitted fabric by gamma radiation: a new approach. Carbohydr Polym 120:92–101
Emrah O, Hasan K, Mustafa K, Nevzat OY, Ulku Y, Mehmet K (2016) Sustainable textile production: cleaner production assessment eco-efficiency analysis study in a textile mill. J Clean Prod 138:248–263
Enling H, Xinbo W, Songmin S, Xiao-ming T, Shou-xiang J, Lu G (2016) Catalytic ozonation of simulated fabric dyeing wastewater using mesoporous carbon aerogel supported copper oxide catalyst. J Clean Prod 112:4710–4718
Eren HA, Ozturk D (2011) The evaluation of ozonation as an environmentally friendly alternative for cotton preparation. Fabr Res J 81:512–519
Eren HA, Anis P, Davulcu A (2009) Enzymatic one bath desizing, bleaching, dyeing process for cotton fabrics. Fabr Res J 79:1092
Erhan O, Burcu YS (2011) A new process of combined pretreatment and dyeing: REST. J Clean Prod 19:1668–1675
Gael DU, Palligarnai TV (2007) Predesign for pollution prevention and control. Chem Eng Prog 103(6):53–60
Gotoh K, Harayama K (2013) Application of ultrasound to fabrics washing in aqueous solutions. Ultrason Sonochem 20:747–753
Kan CW, Au CH (2014) Effect of biopolishing and UV absorber treatment on the UV protection properties of cotton knitted fabrics. Carbohydr Polym 101:451–456
Kohl T, Laukkanen T, Tuomaala M, Niskanen T, Siitonen S, Järvinen PM, Ahtila P (2014) Comparison of energy efficiency assessment methods: case bio -SNG process. Energy 74:88–98
Li YJ (2017) Cold pad-batch pretreatment of cotton knit goods. Dyeing 12:21–38
Liu Y, Tao J, Sun J, Chen W (2014) Removing polysaccharides and saccharides related coloring impurities in alkyl polyglycosides by bleaching with the H2O2/TAED/NaHCO3 system. Carbohydr Polym 112:416–421
Ma WT, Zhou Lu, Yang GM, Li S (2013) Advanced treatment of cotton knit goods dyeing wastewater by nanofiltration membrane. Environ Prot Chem Ind 33:134–139
Meliha OB (2016) Low temperature bleaching for reactive dyeing and top white knitted cotton fabric. J Clean Prod 137:461–474
Nallathambi A, Venkateshwarapuram RGD (2017) Sustainable bulk scale cationization of cotton hosiery fabrics for saltfree reactive dyeing process. J Clean Prod 149:1188–1199
Nunes LJR, Matias JCO, Catalao JPS (2015) Analysis of the use of biomass as an energy alternative for the Portuguese fabric dyeing industry. Energy 84:503–508
Pereira PHF, Voorwald HCJ, Croffi MOH, Mullinari DR (2011) Sugarcane Bagasse pulping and bleaching thermal and chemical characterization. Bioresource 6(3):2471–2482
Perincek SD, Duran K, Korlu AE, İbrahim MB (2007) An investigation in the use of ozone gas in the bleaching of cotton fabrics. Ozone Sci Eng 29:325–333
Phatthalung IN, Sae-be P, Suesat J, Suwanruji P, Soonsinpai N (2012) Investigation of the optimum pretreatment conditions for the knitted fabric derived from PLA/cotton blend. Int J Biosci 2:179–182
Prabaharan M, Nayar RC, Kumar NS, Rao JV (2000) A study on the advanced oxidation of a cotton fabric by ozone. Color Technol 116:83–86
Qiang W, Xue RF, Wei DG, Jian C (2006) Characterization of bioscoured cotton fabrics using FT-IR ATR spectroscopy and microscopy techniques. Carbohydr Res 341:2170–2175
Qiang W, Xue RF, Zhao ZH, Jian C (2007) Optimizing bioscouring condition of cotton knitted fabrics with analkaline pectinase from Bacillus subtilis WSHB04-02 by using response surface methodology. Biochem Eng J 34:107–113
Saravanan D, Vasanthi NS, Ramachandran T (2009) A review on influential behaviour of biopolishing on dyeability and certain physico-mechanical properties of cotton fabrics. Carbohydr Polym 76:1–7
Schramm W, Jantschgi J (1999) Comparative assessment of fabric dyeing technologies from a preventive environmental protection point of view. Color Technol 115:130–135
Seher P, Kerim D (2016) Optimization of enzymatic & ultrasonic bio-scouring of linen fabrics by aid of Box–Behnken experimental design. J Clean Prod 135:1179–1188
Shafie AE, Fouda MM, Hashem M (2009) One-step process for bio-scouring and peracetic acid bleaching of cotton fabric. Carbohydr Polym 78:302–308
Shamshad A, Zeeshan K, Awais K, Tanwari A (2014) Integrated desizing bleaching reactive dyeing process for cotton towel using glucose oxidase enzyme. J Clean Prod 66:562–567
Silva MC, Lopes OR, Colodetta JL, Porto AO, Rieumont J, Chaussy D, Belgacem MN, Silva GG (2008) Characterization of three non-product materials from a bleached eucalyptus kraft pulp mill in view of valorizing them as a source of cellulose fiber. Indust Crops Prod 27:288–295
Sun D, Stylios GK (2004) Effect of low temperature plasma treatment on the scouring and dyeing of natural fabrics. Fabr Res J 74(9):751–756
Tanveer H, Muhammad T, Munir A (2015) A review of progress in the dyeing of eco-friendly aliphatic polyester-based polylactic acid fabrics. J Clean Prod 108:476–483
Tian L, Branford-White C, Wang W, Nie H, Zhu L (2012) Laccase-mediated system pretreatment to enhance the effect of hydrogen peroxide bleaching of cotton fabric. Int J Biol Macromol 50:782–787
Wang WM, Yu B, Zhong CJ (2012) Use of ultrasonic energy in the enzymatic desizing of cotton fabric. J Clean Prod 33:179–182
Wei M, Kezhan S, Nan X, Shufen Z (2017) Combinative scouring, bleaching, and cationization pretreatment of greige knitted cotton fabrics for facilely achieving salt-free reactive dyeing. Molecules 22:22–35
Xu K, Zhou L (2016) Research progresses on printing and dyeing wastewater source control by optimal production scheduling. Environ Prot Chem Ind 36(3):237–242
Zhao Q, Pu J, Mao S, Qi G (2010) Process optimization of tetra acetyl ethylene daimine activated hydrogen peroxide bleaching of populus nigro CTMP. Bio-Resources 5:276–290
Zhao YY, Kong FX, Wang Z (2017) Role of membrane and compound properties in affecting the rejection of pharmaceuticals by different RO/NF membranes. Front Environ Sci Eng 11(6):20
Acknowledgments
The study is partially financially supported by Chinese Major Science and Technology Program for Water Pollution Control and Treatment (No. 2014ZX07215-001) and Beijing Natural Science Foundation (No. 8172026).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zhou, L., Bai, Y., Zhou, H. et al. Environmentally friendly textile production: continuous pretreatment of knitted cotton fabric with normal temperature plasma and padding. Cellulose 26, 6943–6958 (2019). https://doi.org/10.1007/s10570-019-02508-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-019-02508-8